
Comparando Lasers de Fibra, CO2 e Diodo
Na minha experiência gerenciando oficinas de alta produção, selecionar a fonte de laser de fibra errada ou tipo de oscilador é a principal causa de desperdício de material e ópticas danificadas. Para corte a laser CNC, o comprimento de onda do feixe deve ser compatível com a taxa de absorção do material. Se você tentar cortar ligas refletivas com uma fonte incompatível, corre o risco de retroreflexão que pode destruir um cabeça de laser para máquina CNC em segundos.
Lasers de Fibra: A Potência dos Metais
Quando o projeto exige corte de alta quantidade de aço inoxidável ou processamento de materiais refletivos como Alumínio e Cobre, a Fibra é a única opção viável.
- Comprimento de onda: Por volta de 1,07µm, ideal para absorção de metais.
- Eficiência: Alto saída de potência óptica com menor consumo elétrico.
- Melhor Uso: Industrial fabricação de chapa metálica onde velocidade e precisão de ±0,01mm são necessárias.
Lasers de CO2: Excelência em Orgânicos
O laser de CO2 permanece como padrão para aplicações não metálicas. Seu comprimento de onda de 10,6µm é pouco absorvido por metais, mas perfeitamente por orgânicos.
- Materiais: Ideal para acrílicos espessos (bordas polidas em chama), madeira e plásticos de engenharia especializados.
- Qualidade de Borda: Proporciona um acabamento mais suave em não-metais em comparação com lasers de comprimento de onda curto.
- Design: Utiliza um tubo preenchido com gás e espelhos internos, exigindo alinhamento mais frequente do que sistemas de estado sólido.
Módulos de Diodo: Retrofit e Protótipos
A módulo de laser para cnc é frequentemente o ponto de entrada mais acessível para oficinas que já operam um roteador a laser ou um gabarito de fresagem padrão.
- Versatilidade: Projetado como um roteador cnc e gravador a laser componente híbrido.
- Integração: Pode ser montado diretamente em uma carcaça de eixo para adicionar capacidades de cnc a laser a uma fresadora de 3 eixos.
- Limites: Wattagem mais baixa significa que é principalmente para corte de materiais finos e gravação de alto detalhe, em vez de fabricação industrial pesada.
Comparação de Desempenho: Wattagem e Velocidade
| Recurso | Fonte de Laser de Fibra | Laser de CO2 | Módulo de Laser de Diodo |
|---|---|---|---|
| Materiais Primários | Metais (Aço Carbono, Aço Inoxidável, Alumínio) | Acrílico, Madeira, Borracha | Compensado Fino, Plásticos |
| Wattagem Típica | 1kW – 30kW | 40W – 450W | 5W – 40W |
| Velocidade de Corte (Metal) | Ultra-Alta | Moderada (com Oxigênio) | Muito Baixa / Não Aplicável |
| Manutenção | Mínima (Estado Sólido) | Alta (Alinhamento de Espelhos) | Módulo Substituível |
| Vida Operacional | Mais de 50.000 Horas | 10.000 – 20.000 Horas | 10.000 – 15.000 Horas |
Utilizando um cortador a laser CNC com uma fonte de fibra é o caminho mais econômico para qualquer instalação focada na produção de metal. No entanto, para uma solução de fabricação completa que inclui sinalização ou invólucros de plástico, um sistema de CO2 ou uma atualização de diodo de alta qualidade oferece a flexibilidade de material necessária.
Domínio do Kerf e Tolerâncias de Usinagem
Precisão em laser para corte CNC começa com a compreensão da física do kerf. O kerf é a largura real do material removido durante o processo de corte. Como o feixe de laser é cônico, o foco do feixe determina se suas bordas são perfeitamente verticais ou levemente inclinadas. Priorizamos Otimização da Largura do Kerf por meio de calibração rigorosa, garantindo que o programação G-code leva em consideração o diâmetro do feixe para manter a precisão da peça.
Gerenciamento da Zona Afetada pelo Calor (ZAC)
In fabricação de chapa metálica, gerenciando a Zona Afetada pelo Calor (ZAC) não é negociável, especialmente com ligas sensíveis. O calor excessivo pode alterar as propriedades mecânicas do metal próximo ao corte, levando ao endurecimento ou deformação.
- Controle de Pulso: Usamos pulsos de alta frequência para reduzir a absorção de calor.
- Gás de Assistência: Utilizar nitrogênio ou oxigênio de alta pressão ajuda a resfriar o material instantaneamente.
- Calibração de Velocidade: Manter a taxa de alimentação ideal evita que as bordas de peças delicadas sejam “queimadas”.
Alcançando Precisão de ±0,01mm
Enquanto um padrão cortador a laser CNC é incrivelmente eficiente, atingir um limite de precisão de ±0,01mm frequentemente requer um fluxo de trabalho híbrido. Para componentes industriais que exigem essas tolerâncias extremas, muitas vezes usamos o laser para o perfil inicial e depois movemos a peça para capacidades de usinagem micro CNC para acabamento secundário.
Compreensão o que é uma fresadora CNC e como ela se integra com a saída do laser nos permite preencher a lacuna entre protótipo rápido e fabricação de alta tolerância. Este processo de duas etapas garante que até as geometrias mais complexas atendam aos padrões rigorosos de aviação e médico sem sacrificar a velocidade de um ou tipo de oscilador.
Retrofit de um Laser Industrial para Corte CNC

Adicionando um cabeça de laser para máquina CNC é a maneira mais rápida de transformar uma ferramenta padrão de oficina em uma potência multifuncional. Seja trabalhando com um roteador a laser dedicado fresadora com CNC, ou adaptando um.
, o processo de retrofit foca em três pilares: controle, segurança e software.
Requisitos Técnicos de Controle Seu controlador deve suportar para regular o saída de potência óptica. A maioria das construções modernas usando GRBL or Marlin lidam com isso nativamente, permitindo um corte suave programação G-code e escalonamento de potência durante cortes complexos.
| Componente | Requisito |
|---|---|
| Controlador | Compatível com PWM (GRBL/Marlin/Mach3) |
| Fonte de alimentação | Dedicado 12V/24V para o módulo de laser para cnc |
| Software | compatibilidade com o software LightBurn é o padrão da indústria |
| Resfriamento | Dissipadores de calor integrados ou um Sistema de Assistência de Ar |
Padrões de Segurança e Fluxo de Trabalho
A segurança é o fator mais crítico ao operar uma cortador a laser CNC. Sempre insisto em uma caixa completa combinada com proteção ocular OD6+ para bloquear comprimentos de onda específicos do laser. Para um fluxo de trabalho integração CAD/CAM, sem interrupções, siga este fluxo de trabalho localizado:
- Design: Crie vetores em software CAD garantindo caminhos limpos.
- Processo: Importar para LightBurn para gerenciar camadas, velocidades e Otimização da Largura do Kerf.
- Extração: Instale um extrator de fumaça de alta CFM para remover partículas perigosas e fumaça.
Essa configuração garante que seu combo de CNC e gravadora a laser permaneça produtivo enquanto mantém a alta precisão esperada em oficinas de fabricação.
Terceirização vs. Corte a Laser CNC DIY
Operar um laser para corte CNC dedicado internamente parece um caminho para controle total, mas para a maioria das empresas, os custos “ocultos” do DIY rapidamente superam a conveniência. Enquanto um cortador a laser CNC funciona para artesanato simples, de nível profissional fabricação de chapa metálica exige um nível de consistência difícil de manter sem um técnico dedicado.
Os Custos Ocultos da Manutenção
Manter um ou tipo de oscilador de alta potência envolve mais do que apenas conectá-lo na tomada. Para alcançar resultados de nível industrial, você precisa gerenciar vários fatores técnicos:
- Alinhamento da Lente: Precisão requer entrega perfeita do feixe; mesmo um pequeno deslocamento arruina sua otimização da largura do corte.
- Consumo de Gás: Cortar chapas grossas requer nitrogênio ou oxigênio de alta pressão, adicionando custos significativos.
- Consumíveis: Bicos e janelas de proteção requerem substituição frequente para evitar rebarba.
- Sistema de Assistência de Ar: Configurações profissionais precisam de ar de alto volume para prevenir incêndios e garantir bordas limpas.
Escalabilidade e a Solução de Fabricação Completa
Terceirizar para uma oficina profissional permite escalar de Prototipagem Rápida (3-7 Dias) para produção em massa instantaneamente. Quando você usa nosso Serviços de usinagem CNC, você evita a curva de aprendizado de programação G-code e resolução de problemas da máquina.
O verdadeiro valor de um solução de fabricação completa é a integração de processos secundários. Um DIY cabeça de laser para máquina CNC apenas fornece uma peça plana. Nós oferecemos um fluxo de trabalho completo:
- Corte a Laser: Cortes de alta velocidade e alta precisão.
- Dobra e Soldagem: Formação de chapas planas em compartimentos funcionais.
- Acabamento de Superfície: Anodização ou pintura em pó para um acabamento profissional.
- Usinagem Híbrida: Se uma peça precisa de mais do que apenas um laser, podemos transferi-la para usinagem CNC de 3 eixos ou 5 eixos para atingir geometrias complexas.
Ao analisar a verdadeira Custos do serviço de usinagem CNC, a maioria dos empreendedores baseados no Brasil descobrem que terceirizar garante conformidade com ISO 9001:2015 e qualidade superior das peças sem o risco de capital de possuir equipamentos.
Maximizando o Desempenho do Material com Laser para Corte CNC
Quando implantamos um laser para corte CNC, a química do material define toda a nossa abordagem. Não apenas “cortamos” — otimizamos para o grão de borda e impacto térmico para garantir que cada peça atenda aos padrões industriais. Seja em ligas de alta resistência ou polímeros de grau de engenharia, a escolha do Fonte de Laser de Fibra ou configuração de CO2 faz a diferença entre uma peça perfeita e sucata.
Corte de Aço Inoxidável (304/316)
Para o aço inoxidável 304 e 316, priorizamos alcançar bordas livres de escória. Usando nitrogênio de alta pressão como gás auxiliar, eliminamos o metal fundido antes que ele possa se ligar à parte inferior do corte. Este processo é essencial para nossos projetos de usinagem CNC de protótipos 2026 onde as peças devem estar prontas para parafusos, sem necessidade de usinagem secundária.
Alumínio (6061/7075) e Reflectividade
O alumínio é um material de alto desempenho, mas sua refletividade e condutividade térmica tornam-no um desafio. Utilizamos lasers de fibra de alta potência para penetrar na superfície refletora das ligas 6061 e 7075. Isso nos permite manter limite de precisão de ±0,01mm sem deformar as chapas de espessura fina devido ao calor.
Plásticos de Engenharia: PEEK e POM (Delrin)
Nem todos os plásticos são compatíveis com laser, mas para aqueles que são, os resultados são superiores ao fresamento tradicional:
- Delrin (POM): Este material é favorito para uma cortador a laser CNC. Ele vaporiza de forma limpa, deixando uma borda polida, semelhante ao vidro.
- PEEK: Como um plástico de alta temperatura, o PEEK requer foco preciso e velocidades de deslocamento rápidas para evitar carbonização, mantendo a integridade estrutural.
Como uma solução de fabricação completa, equilibramos essas propriedades do material com as necessidades específicas da sua montagem para garantir a relação custo-benefício.
| Material | Melhor Tipo de Laser | Acabamento de Borda | Impacto Térmico |
|---|---|---|---|
| Aço Inoxidável | Fibra | Excelente (Sem Drossa) | Baixo |
| Alumínio | Fibra | Liso / Semi-brilho | Moderado |
| Delrin (POM) | CO2 | Polido com Chama | Mínimo |
| PEEK | CO2 / Fibra | Matte Técnico | Controlado |
Gerenciamento de Calor e Drossa
Eficaz Fabricação de Chapas Metálicas depende do gerenciamento do derretimento. Ajustamos a frequência e o ciclo de trabalho do pulso do laser para minimizar a zona afetada pelo calor. Para seções mais espessas de aço inoxidável ou alumínio, nosso Sistema de Assistência de Ar é ajustado para fornecer a PSI exata necessária para limpar a ranhura, garantindo que até as geometrias mais complexas permaneçam limpas e com precisão dimensional.
Dicas de DFM para Fabricação de Chapas Metálicas
Otimizando um projeto para uma laser para corte CNC é a maneira mais eficaz de reduzir custos de produção e melhorar a qualidade das peças. Minha equipe foca em Design para Fabricação (DFM) para garantir que cada Fabricação de Chapas Metálicas projeto atenda Conformidade com ISO 9001:2015 enquanto elimina o desperdício de material.
Evite Armadilhas Comuns no Design
- Tamanho mínimo de característica: Mantenha furos e ranhuras com uma proporção de 1:1 em relação à espessura do material para evitar distorções causadas pelo calor.
- Raio Interno: Evite cantos internos perfeitamente afiados; adicionar um pequeno raio permite que o laser mantenha uma velocidade consistente.
- Espessura da Parede: Mantenha uma distância mínima entre linhas de corte para evitar que o Zona Afetada pelo Calor (ZAC) comprometa a integridade estrutural.
Inícios e finais de corte
Para garantir pontos de início limpos, utilizamos Inícios e finais de corte. Essa técnica posiciona o “perfuração” inicial do laser fora da geometria real da peça. Quando o feixe atinge o perímetro da sua peça, a pressão de corte já se estabilizou, garantindo uma borda suave e sem escória. Isso é fundamental para projetos que exigem ±0,01mm de Precisão.
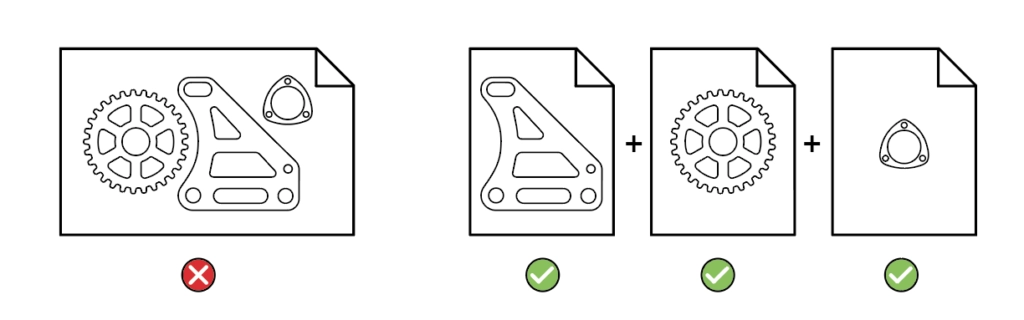
Estratégias de aninhamento para eficiência de custos
Inteligente estratégias de aninhamento são a espinha dorsal de uma solução de fabricação Tudo em Um. Ao empacotar firmemente as peças e utilizar “corte de linha comum”—onde uma única passagem de laser corta a borda de duas peças adjacentes—reduzimos significativamente o desperdício. Essa eficiência é a razão pela qual podemos oferecer Prototipagem Rápida (3-7 Dias) sem o preço premium típico. Para peças que requerem operações secundárias complexas, integramos perfeitamente nosso laser para corte CNC fluxo de trabalho com usinagem de alta precisão para entregar montagens finalizadas.
Perguntas Frequentes: Laser para Corte CNC
Vejo muita confusão sobre como integrar melhor uma laser para corte CNC em um fluxo de trabalho profissional. Aqui estão as respostas diretas às perguntas que mais ouço de proprietários de oficinas e engenheiros.
Posso adicionar um laser de fibra a uma fresadora CNC padrão?
Embora seja fácil montar um cabeça de laser para máquina CNC de diodo, um Fonte de Laser de Fibra de alta potência Programação em G-code é uma história diferente. As fresadoras padrão não possuem os invólucros de segurança à prova de luz (OD6+) necessários para lidar com reflexões de fibra. Além disso, o.
para uma fonte de fibra muitas vezes requer aceleração mais rápida do que uma fresadora com parafuso de avanço típica pode fornecer. Para resultados industriais, uma plataforma de fibra dedicada é sempre a escolha mais segura e precisa.
Corte a laser vs. Fresagem CNC. máquinas de fresamento CNC use bits rotativos para remover chips, tornando-os ideais para pockets 3D profundas e blocos pesados. Em contraste, um cortador a laser CNC usa energia térmica para derreter o material. Isso permite uma Otimização da Largura do Kerf, possibilitando cantos internos muito mais precisos e padrões mais intrincados do que uma ferramenta física poderia alcançar em Fabricação de Chapas Metálicas.
Limites de Corte de Aço Inoxidável Industrial
Quando nós fabricação de componentes de aço inoxidável, a espessura máxima é determinada pelo Potência Óptica de Saída.
- Fonte de 3kW: Corta confortavelmente até 8mm–10mm de aço inoxidável.
- Fonte de 10kW+: Pode cortar chapas de 30mm a 50mm mantendo tolerâncias industriais.
- Precisão: Para a maioria das tarefas de engenharia, os lasers mantêm um limite de precisão de ±0,01mm em chapas mais finas, embora o Zona Afetada pelo Calor (ZAC) torne-se mais relevante à medida que a espessura aumenta.
É Necessário um Sistema de Assistência de Ar?
An Sistema de Assistência de Ar é obrigatório para qualquer configuração séria roteador a laser . Ele realiza duas tarefas críticas que afetam diretamente seu resultado financeiro:
- Proteção Óptica: Cria um fluxo constante de ar que impede fumaça e detritos de sujar sua lente de foco cara.
- Cortes Mais Claros: Ao soprar o material fundido para fora da ranhura imediatamente, evita que o escória (sarro) endureça na parte inferior da sua peça, garantindo um acabamento mais limpo.
| Recurso | Corte a laser | Fresagem CNC |
|---|---|---|
| Contato com o Material | Não contato (Calor) | Contato físico (Fricção) |
| Largura da ranhura/ferramenta | ~0,1mm – 0,3mm | 1,0mm – 20mm+ |
| Melhor Para | Perfis planos complexos | Formas 3D e bolsos pesados |
| Velocidade de configuração | Muito Rápido | Moderado (Fixação de peça) |