
A Anatomia do Processo: De CAD a Fundição
Utilizamos uma fundição por cera perdida metodologia aprimorada que conecta a precisão digital à excelência metalúrgica. Começando com um modelo CAD de alta fidelidade, garantimos que cada fundição de precisão de alumínio atenda a requisitos rigorosos precisão dimensional desde o início.
Padrões Sacrificiais Impressos em 3D
Para geometrias complexas e prototipagem rápida, utilizamos padrões sacrificiais impressos em 3D de alta resolução. Essa tecnologia elimina a necessidade de ferramentas duras caras durante a fase de validação, permitindo:
- Iterações rápidas de design sem altos custos iniciais.
- Malhas internas intricadas e reentrâncias.
- Alcançando uma formas próximas ao tamanho final que reduz o desperdício de material.
Otimização de Montagem de Árvore e Gating
Padrões individuais são montados em um sprue central para formar uma “árvore de fundição”. Priorizamos o design do sistema de gating otimizado através de modelagem de solidificação para garantir fluxo laminar. Esta etapa crítica de engenharia previne a turbulência que normalmente leva ao aprisionamento de ar e óxidos, garantindo um controle superior porosidade.
Construção de Casca de Cerâmica
A montagem é repetidamente mergulhada em argamassa refratária de alta qualidade e revestida para criar um molde de casca de cerâmica robusto molde de casca de cerâmica. Este processo de camadas é projetado para fornecer a superfície de rugosidade (RMS) e detalhes finos que distinguem nossos produtos de fundição de investimento de alumínio.
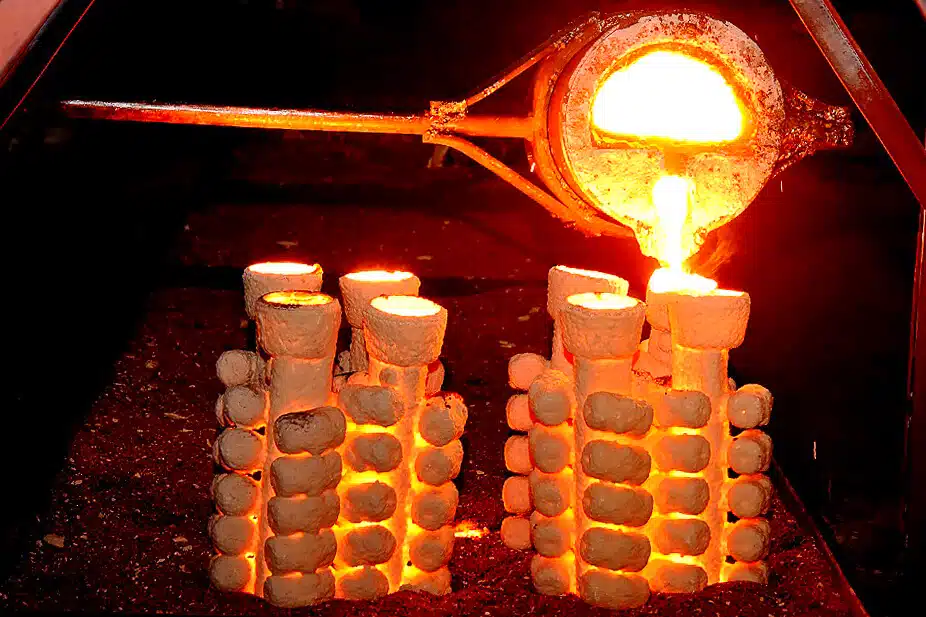
Desmoldagem, Queima e Vertimento Assistido por Vácuo
Uma vez que a casca esteja endurecida, o material sacrificial é removido por autoclave de vapor. O molde é então queimado para alcançar a máxima resistência ao choque térmico.
| Etapa | Recurso Técnico Chave | Benefício de Engenharia |
|---|---|---|
| Desmoldagem | Autoclave de alta pressão | Previne rachaduras na casca e tensões de expansão |
| Fusão | Degrau térmico controlado | Elimina umidade residual e voláteis |
| Fundição | Fundição assistida por vácuo | Permite Fundição de alumínio de parede fina até 0,75mm |
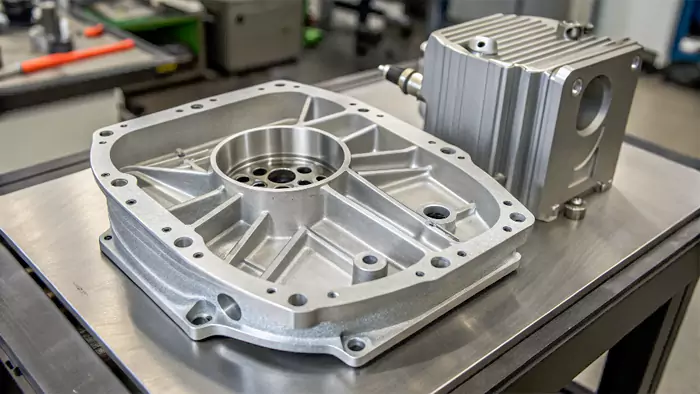
Desmoldagem e Acabamento
Após o resfriamento controlado, usamos equipamentos vibratórios de alta frequência para remoção da casca. O processo termina com corte preciso do portão e acabamento abrasivo. Isso resulta em um componente que muitas vezes dispensa a necessidade de processos pesados usinagem CNC secundária, entregando uma peça de alto desempenho pronta para montagem final.
Melhores Ligas para Fundição de Alumínio por Investimento

O desempenho do seu componente final depende inteiramente da composição do metal. Focamos em atender às demandas específicas da sua aplicação—seja redução de peso, gerenciamento térmico ou resistência bruta—com a liga de alumínio adequada. Usar o material correto garante que nossos peças de precisão por fundição de investimento atendam aos rigorosos padrões das indústrias aeroespacial e médica.
Grades Estruturais A356 e A357
São as opções preferidas para fundição de precisão de alumínio quando a integridade estrutural é inegociável.
- Alumínio A356.0 T6: Este é o cavalo de batalha da indústria. Oferece um equilíbrio perfeito entre fundibilidade, estanqueidade à pressão e resistência à corrosão.
- A357: Uma alternativa de alta resistência frequentemente usada para componentes críticos que requerem propriedades mecânicas superiores e alta resistência à fadiga.
Desempenho 319 e 713 (Tenzalloy)
- Liga 319: Conhecida por sua alta fluidez e excelentes propriedades de “como fundido”. É particularmente valorizada por sua usinabilidade após a fundição, tornando-se ideal para peças que requerem extensiva usinagem CNC secundária.
- 713 (Tenzalloy): Esta liga é uma mudança de jogo para peças grandes ou complexas porque alcança alta resistência por meio de envelhecimento natural. Ao pular o processo intenso de tratamento térmico, eliminamos o risco de deformação dimensional enquanto mantemos alta resistência à tração.
Ligas de Alta Condutividade Térmica
Para os setores de eletrônica e veículos elétricos, utilizamos ligas especiais projetadas para máxima dissipação de calor. Esses materiais são essenciais para carcaças de baterias resfriadas a líquido e dissipadores de alta densidade. Ao controlar cuidadosamente espaçamento entre braços de dendrita (DAS) durante a fase de resfriamento, garantimos que o caminho térmico permaneça desobstruído, proporcionando desempenho máximo em ambientes exigentes.
| Classe da Liga | Benefício Principal | Aplicação típica |
|---|---|---|
| cURL Too many subrequests by single Worker invocation. To configure this limit, refer to https://developers.cloudflare.com/workers/wrangler/configuration/#limits | Relação resistência-peso | Suportes Aeroespaciais, Sistemas de Combustível |
| 319 | Fundibilidade & Usinabilidade | Componentes de Motor, Tampas |
| 713 | Sem Necessidade de Tratamento Térmico | Estruturas de Alta Resistência |
| Especialidade | Condutividade térmica | Carcaças de motor elétrico, dissipadores de calor |
Fundição por investimento vs. alternativas de fabricação
Escolhendo o método de produção adequado para fundição por investimento de alumínio envolve pesar as compensações entre custos iniciais, complexidade das peças e eficiência de material. Embora sejamos excelentes em fornecer componentes de alta precisão, o método “melhor” depende totalmente dos requisitos específicos do seu projeto.
Fundição de Investimento vs. Fundição em Matriz
O principal diferencial aqui é volume versus versatilidade. A fundição sob pressão é imbatível para produções de alto volume, mas o amortização de ferramentas pode ser uma barreira financeira enorme para lotes menores.
- Custos de Ferramentaria: Moldes de fundição por investimento são significativamente mais acessíveis do que matrizes de fundição sob pressão de alta pressão.
- Liberdade de Design: Usamos o fundição por cera perdida método para produzir geometrias internas complexas e reentrâncias que são fisicamente impossíveis de ejetar de um molde de fundição permanente.
Fundição por Investimento vs. Fundição em Areia
Quando seu projeto exige superior precisão dimensional e um rugosidade (RMS), a fundição por investimento é a vencedora clara.
- Acabamento de superfície: A fundição em areia deixa uma textura granulada e irregular. Nosso processo de revestimento cerâmico resulta em um acabamento suave e profissional logo após a saída do molde.
- Precisão: Mantemos tolerâncias muito mais precisas, reduzindo a necessidade de ajustes agressivos usinagem CNC rápida para corrigir características “deslocadas” ou oversized típicas de moldes de areia.
Fundição por Investimento vs. Usinagem CNC Completa
Muitos engenheiros acreditam erroneamente que usinar uma peça de um bloco sólido é a única maneira de obter precisão. No entanto, começar com uma fundição de alumínio por investimento oferece uma formas próximas ao tamanho final que reduz drasticamente os custos de produção.
- Desperdício de material: A usinagem CNC pode resultar em até 80% de desperdício de material para peças complexas. Nós fundimos apenas o que é necessário.
- Prazos de entrega: Ao fundir a forma primária, reduzimos significativamente o tempo gasto na usinagem. Depois, usamos peças de fresamento CNC de precisão personalizadas técnicas apenas nas superfícies críticas de acoplamento, oferecendo o melhor de ambos os mundos: eficiência na fundição e precisão na usinagem.
Tabela de comparação rápida
| Recurso | Fundição por Investimento | Fundição em Molde Permanente | Fundição em Areia | Usinagem CNC Completa |
|---|---|---|---|---|
| Custo Inicial de Ferramentaria | Moderado | Alto | Baixo | Nenhum |
| Acabamento de Superfície (RMS) | Excelente | Muito Bom | Ruim | Excelente |
| Complexidade de Design | Alto | Moderado | Baixo | Muito alto |
| Eficiência de Material | Alto | Alto | Moderado | Baixo |
| Custo por Unidade (Médio Volume) | Baixo | Moderado | Moderado | Alto |
Projetando para o Sucesso: Fundição de Investimento em Alumínio DFM
Ter o seu projeto certo antes de fazer o primeiro molde é a única maneira de garantir uma peça de alto desempenho e custo-benefício. Quando falamos de fundição de precisão de alumínio, a principal vantagem é alcançar um formas próximas ao tamanho final que reduz a necessidade de trabalhos secundários caros. No entanto, seguir alguns princípios essenciais de Design para Fabricabilidade (DFM) é o que diferencia uma produção bem-sucedida de um pesadelo de alto desperdício.
Precisão e Precisão Dimensional
Um dos maiores atrativos de fundição por cera perdida é a incrível precisão dimensional que podemos alcançar. Diferente da fundição em areia, esse processo permite um controle muito mais rigoroso sobre geometria complexa. Enquanto tolerâncias padrão são impressionantes, optar por precisão premium pode eliminar muitas etapas subsequentes. Se o seu projeto exige encaixes ainda mais precisos, frequentemente integramos nosso serviços personalizados de usinagem CNC para atingir essas especificações ultra-críticas.
| Recurso | Precisão Padrão | Precisão Premium |
|---|---|---|
| Tolerância Linear | ±0,005 pol/in | ±0,003 pol/in |
| Ângulo de desbaste | 0,5° – 1,0° | 0,0° – 0,5° (em áreas específicas) |
| Espessura da Parede | 1,5mm (0,060″) | 0,75mm (0,030″) |
Espessura de parede otimizada e ângulos de desbaste
Nós somos especializados em Fundição de alumínio de parede fina, levando os limites até 0,75mm–1,5mm seções. Para isso, usamos técnicas específicas de moldagem e vazamento para garantir que o metal preencha o molde antes de solidificar.
- Espessura da Parede: Mantenha as transições graduais. Mudanças drásticas entre seções grossas e finas podem causar encolhimento ou “sinks”.”
- Ângulos de desbaste: A maioria dos processos requer de 3° a 5°, mas fundição por investimento de alumínio é única. Como a casca de cerâmica é removida da peça, precisamos de um mínimo 0,5° a 1° de desbaste para remover o padrão de cera da ferramenta inicial.
- Chanfros e Raios: Cantões agudos são o inimigo. Recomendamos raios generosos para evitar concentrações de tensão e “rachaduras quentes” durante a fase de resfriamento. Isso mantém a integridade estrutural da peça alta e a taxa de rejeição baixa.
Ao focar nessas geometrias, você maximiza a eficiência do fundição de precisão de alumínio processo, garantindo que suas peças sejam mais leves, mais resistentes e prontas para uso com desperdício mínimo.
Garantindo a Perfeição: Qualidade e Acabamento Secundário
Em nosso fundição de precisão de alumínio processo, “bom o suficiente” não existe. Tratamos a garantia de qualidade como a espinha dorsal de nossa produção, garantindo que cada componente que enviamos esteja pronto para serviço de alta performance. Combinando testes rigorosos com pós-processamento avançado, entregamos fundições de investimento em alumínio que atendem aos padrões mais rigorosos da aviação e médica.
Ensaios Não Destrutivos (END) & Análise
Utilizamos uma abordagem em várias camadas para verificar a integridade de cada peça fundida. Nossos protocolos internos focam em eliminar defeitos ocultos e garantir porosidade antes que uma peça chegue à sua linha de montagem.
- Inspeção por Raios-X: Vital para detectar vazios internos ou inclusões que possam comprometer a integridade estrutural.
- Análise Espectrográfica: Verificamos a química da fusão em tempo real para garantir que a liga atenda às certificações de material exatas.
- Inspeção Dimensional: Utilizando Máquinas de Medição por Coordenadas (CMM) para verificar precisão dimensional contra seu modelo CAD.
Tratamento térmico para desempenho máximo
Para aproveitar ao máximo alumínio A356.0 T6 e outras ligas especializadas, aplicamos ciclos térmicos precisos. Este processo otimiza o espaçamento entre braços de dendrita (DAS) e aumenta significativamente as propriedades mecânicas.
- Têmpera T5: Resfriamento a partir de um processo de conformação a uma temperatura elevada e envelhecimento artificial para estabilidade dimensional.
- Têmpera T6: Tratamento térmico de solução completo e envelhecimento artificial projetado para máxima resistência à tração e ductilidade.
Operações Secundárias de Precisão
Embora alcancemos resultados impressionantes formas próximas ao tamanho final resultados através de fundição por cera perdida, recursos críticos de missão frequentemente exigem tolerâncias mais precisas do que um molde pode fornecer. Oferecemos soluções abrangentes soluções de engenharia de precisão CNC para preencher a lacuna entre as tolerâncias de fundição e requisitos de precisão extrema.
| Operação | Precisão / Padrão | Benefício Principal |
|---|---|---|
| Usinagem CNC Secundária | +/- 0,005mm | Atende ajustes críticos de rolamentos e superfícies de acoplamento complexas. |
| Aprimoramento de Superfície | RMS Melhorado | Reduz rugosidade (RMS) para vedações de alta pressão. |
| Anodização & Revestimento | MIL-ESPECIFICAÇÃO | Aumenta a resistência à corrosão e dureza da superfície. |
Ao avaliar usinagem CNC de aço vs alumínio para acabamento pós-fundição, a alta usinabilidade do alumínio nos permite atender a essas especificações ultraapertadas enquanto mantém seus amortização de ferramentas e custos gerais da unidade sob controle.
Aplicações Industriais: Onde Precisão Encontra Desempenho
Nosso fundição de precisão de alumínio soluções atendem setores onde a falha não é uma opção. Ao fornecer formas próximas ao tamanho final componentes, ajudamos engenheiros a preencher a lacuna entre geometria complexa e requisitos de alta resistência.
Aeronáutica e Defesa
Nos céus, cada grama importa. Produzimos alumínio A356.0 T6 suportes estruturais e componentes intricados do sistema de combustível que priorizam a redução de peso sem sacrificar a integridade.
- Sistemas de Combustível: Canais internos complexos fundidos com precisão de alta resolução.
- Suportes Estruturais: Peças de alta resistência projetadas para suportar vibração e estresse extremos.
Inovação Automotiva e de Veículos Elétricos
A mudança para veículos elétricos aumentou a demanda por peças de alta qualidade fundição por investimento de alumínio Nossa fundição é especializada nas seções de paredes finas necessárias para o gerenciamento térmico e carcaças modernas.
- Caixas de Bateria: Proteção leve e durável para células de alta voltagem.
- Carcaças de Motor: Dissipação de calor eficiente através de aletas de resfriamento integradas.
Fabricação de Dispositivos Médicos
Profissionais médicos confiam em produtos de fundição de investimento de alumínio para ferramentas que são leves e ergonomicamente complexas. Como esses instrumentos exigem extrema precisão, muitos componentes passam por usinagem CNC secundária para atingir as tolerâncias finais. Para garantir durabilidade a longo prazo e resistência à esterilização, também oferecemos anodização para alumínio como uma opção de acabamento padrão.
- Cabos de Ferramentas Cirúrgicas: Designs contornados para aderência e controle superiores.
- Equipamento de Imagem: Estruturas rígidas e leves para dispositivos portáteis de diagnóstico e raios-X.
Perguntas Frequentes Sobre Fundição de Investimento em Alumínio
Quanto custa a fabricação de ferramentas para fundição de investimento em alumínio?
O custo inicial para fundição de precisão de alumínio ferramentas geralmente varia de $1.500 a $10.000+, dependendo da complexidade da peça e do número de cavidades no molde de cera injetada. Embora o preço inicial seja mais alto do que a fundição em areia, o amortização de ferramentas é altamente eficiente para produções de volume médio a alto. Como o processo oferece uma formas próximas ao tamanho final, você economiza significativamente em desperdício de matéria-prima e mão de obra.
Qual é o tempo de entrega típico para protótipos versus produção?
Nós agimos rapidamente para colocar seus projetos nas suas mãos:
- Fundição de Protótipo: Usando padrões sacrificiais impressos em 3D, podemos pular a fabricação de ferramentas complexas e entregar uma peça de protótipo fundida em apenas 2 a 4 semanas.
- Produção: Tradicional fundição por cera perdida usando matrizes de metal permanentes geralmente requer 8 a 12 semanas para o primeiro artigo, considerando a construção da ferramenta e validação do processo.
A fundição por investimento pode substituir montagens complexas de CNC de várias peças?
Sim. Uma das maiores vantagens desse processo é consolidação de peças. Podemos frequentemente fundir um único componente complexo que substitui uma montagem de cinco ou seis peças separadas. Isso elimina o tempo de montagem, reduz o risco de vazamentos em sistemas de fluidos e diminui seu custo total por peça. Para recursos que requerem tolerâncias extremas, fornecemos usinagem de protótipos para refinar faces de montagem críticas ou orifícios roscados.
Qual acabamento de superfície (RMS) posso esperar do molde?
O molde de casca de cerâmica usado nesse processo produz um acabamento excepcional rugosidade (RMS), normalmente variando entre 60 e 125 micro polegadas. Isso é muito superior ao acabamento fornecido pela fundição em areia. Para muitas aplicações industriais, esse acabamento “como fundido” é suficientemente liso para ser usado sem qualquer acabamento vibratório adicional ou polimento, reduzindo ainda mais suas etapas de produção.