
Quando falamos sobre Usinagem CNC, a palavra “furo” é usada de forma frouxa. Mas em um ambiente de produção de alta complexidade—seja você construindo manifolds aeroespaciais, carcaças de engrenagens de alta velocidade ou componentes de grau médico—um “furo” raramente é apenas um furo. É uma característica funcional com requisitos críticos de diâmetro, circularidade e posição.
É aqui que Usinagem de Furo entra em cena. Se a perfuração é a fase de “construção bruta” do furo, o alargamento é o “acabamento interno de precisão”. Neste guia, vamos revelar como oficinas profissionais de CNC alcançam precisão de sub-microns, por que certos furos custam mais do que outros e como resolvemos os problemas físicos que acompanham a precisão de furos profundos.
1. A Lógica de Engenharia: Por que “Perfuração” é Apenas o Aquecimento
Vamos ser honestos: brocas são um pouco preguiçosas. Uma broca de corte padrão é uma ferramenta de “seguimento”. Ela possui duas arestas de corte e é guiada por suas próprias flautas. Se a broca atingir um ponto um pouco mais duro em uma peça fundida, ou se a superfície de entrada não for perfeitamente plana, a ponta da broca irá “caminhar” ou desviar. Quando essa broca atingir o fundo de um furo de 50mm, ela pode estar 0,1mm fora do centro. No mundo da engenharia de precisão, 0,1mm é uma distância enorme.
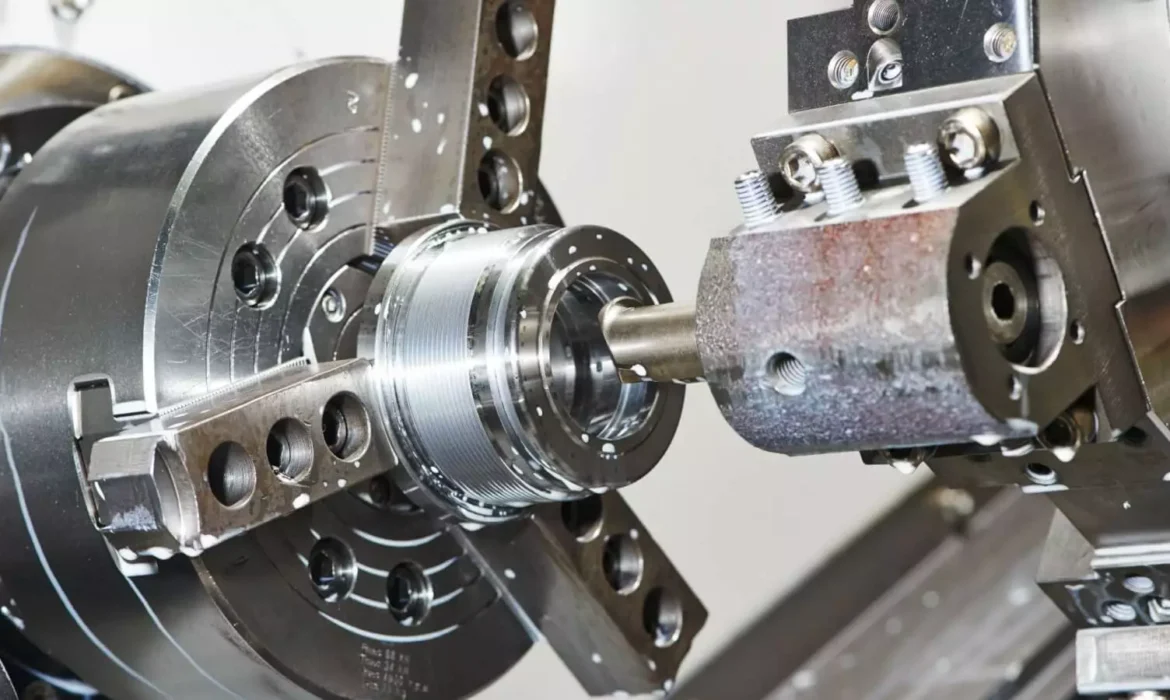
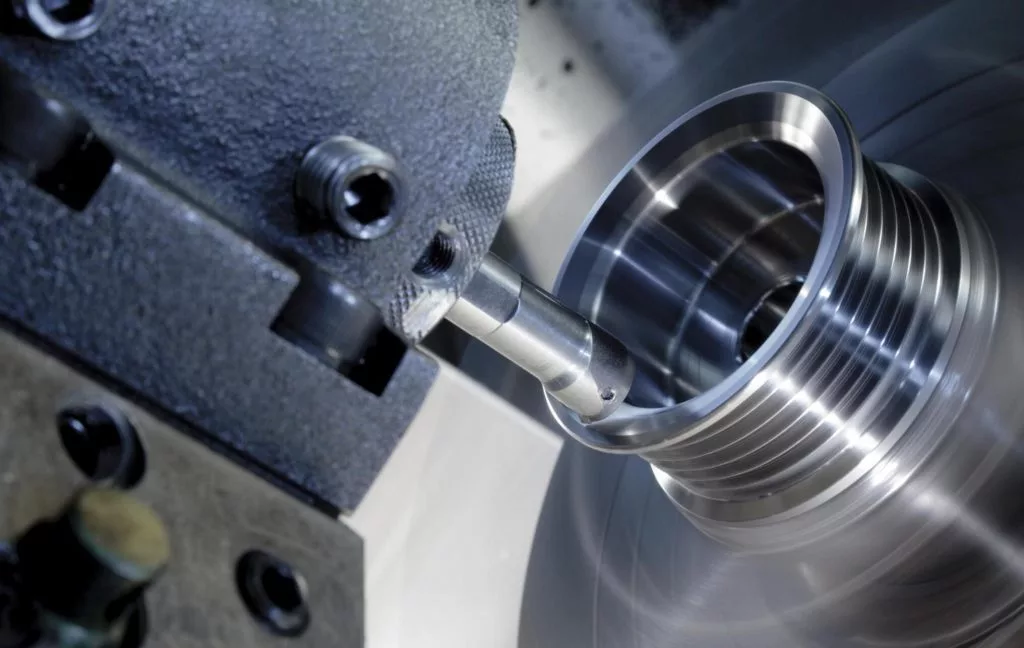
Usinagem de Furo altera o jogo porque ela usa Corte de Ponto Único. Ao contrário de uma broca, uma barra de alargamento é mantida rigidamente pelo mandril da máquina e se move ao longo de um caminho programado. Ela não se importa se o furo pré-perfurado está torto; a ferramenta de alargamento cortará um caminho perfeitamente reto com base nas coordenadas X, Y e Z da máquina.
Esta é a única maneira de garantir Posição Verdadeira e Coaxialidade. Se você tem dois furos em lados opostos de uma peça que devem se alinhar perfeitamente para que um eixo passe por eles, o alargamento é sua única opção confiável. Não estamos apenas aumentando um furo; estamos movendo o furo exatamente para onde ele pertence no espaço 3D.
2. A Batalha Contra a Deflexão: A Relação L/D (Profundidade versus Diâmetro)
Na oficina de usinagem, temos um ditado: “Rigidez é Rei.” O maior desafio técnico na usinagem de alargamento é a Relação Comprimento versus Diâmetro (L/D). Imagine segurar uma régua de madeira longa por uma extremidade e tentar pressionar a outra extremidade contra uma mesa sem que ela se dobre. É impossível. Agora imagine que essa régua seja uma barra de usinagem girando a 2.000 RPM dentro de um bloco de aço inoxidável.
Quando a ferramenta se projeta demais, ela se desvia. Isso leva a Vibração— aquele ruído agudo que deixa um acabamento de “ranhura de disco” na sua peça. Para resolver isso, escolhemos nossas ferramentas com base na seguinte matriz:
Tabela 1: Seleção de Barra de Usinagem com Base na Profundidade do Furo
| Relação L/D | Profundidade máxima do furo (Exemplo para furo de 10mm) | Material recomendado para a barra | Risco de vibração | Estratégia técnica |
|---|---|---|---|---|
| Até 3:1 | 30mm | Aço padrão | Muito Baixo | Alta velocidade, avanços agressivos. Bom para a maioria das peças gerais. |
| De 4:1 a 6:1 | 40mm – 60mm | Metal pesado / Carbeto sólido | Médio | Reduza a taxa de avanço; troque por mandris mais rígidos para evitar “taper”.” |
| De 7:1 a 10:1 | 70mm – 100mm | Barras Amortecidas (Afinadas) | Alto | Use pesos/óleo internos para cancelar vibração. Ferramentaria cara. |
| Mais de 10:1 | 100mm+ | Ferramentas “Silenciosas” Especializadas | Extremo | Ciclos muito lentos; alto risco de buracos com “boca de sino”. |
A física é brutal: se você dobrar o comprimento da sua barra de furação, ela não fica duas vezes mais “flexível”—ela fica oito vezes mais propensa à deflexão. É por isso que um buraco profundo de 10mm custa significativamente mais do que um buraco raso de 10mm. Como uma oficina profissional, calculamos a deflexão e escolhemos o material da ferramenta de acordo.
3. Geometria e o “Círculo Perfeito”: Não é Apenas Sobre Tamanho

Um buraco pode estar “no tamanho certo” mas ter a “forma errada”. Esse conceito muitas vezes confunde equipes de compras. Se você medir um buraco com um paquímetro padrão em dois pontos e ele indicar 25,00mm, pode pensar que está perfeito. Mas se você colocá-lo em uma Máquina de Medição por Coordenadas (MMC), pode descobrir que na verdade é oval ou com formato de “três lóbulos”.
A usinagem do furo corrige esses erros geométricos. Como a ferramenta gira em um eixo de mandril fixo, ela força o buraco a se tornar círculo verdadeiro.
Um problema comum que vemos é Distorção por Fixação. Se prendermos um tubo de alumínio de parede fina em um mandril de 3 mordentes e apertarmos, o tubo se deforma formando um leve triângulo. Usamos uma broca para fazer um círculo perfeito, mas ao soltar o mandril, o metal “volta à sua forma”, e de repente o buraco deixa de ser redondo. Para corrigir isso, usamos “Mandris Macios” que envolvem 360 graus ao redor da peça ou dispositivos hidráulicos especializados que aplicam pressão uniforme. Este é o nível de detalhe necessário para tolerâncias IT6 ou IT7.
4. Controle de Chip: O Assassino Silencioso do Acabamento de Superfície
Na usinagem externa, os chips caem da peça devido à gravidade. Na usinagem de furação, os chips ficam presos dentro do furo. Se um chip ficar preso entre a aresta de corte e a parede do furo, ele é “recortado”. Isso cria riscos feios e pode até quebrar uma inserção com ponta de diamante.
A usinagem de furação profissional depende de Refrigeração através do eixo (TSC). Nós pulverizamos fluido de corte a 300 a 1.000 PSI diretamente pelo centro da barra de furação.
- Lubrificação: Isso reduz o atrito na aresta de corte.
- Controle de Temperatura: Evita que a ferramenta fique tão quente que o material se funda nela (Borda de Acúmulo).
- Evacuação: Age como uma mangueira de incêndio, empurrando fisicamente os chips para fora do furo.
Para furos cegos (furos que não atravessam completamente), a evacuação de chips é ainda mais difícil. Muitas vezes, precisamos programar ciclos de “furação de pico” ou usar geometrias específicas de quebra-chips em nossas inserções para garantir que o metal saia em pequenos chips gerenciáveis em forma de “6” ao invés de longos e perigosos “fiozinhos”.”
5. A Economia da Precisão: Quando Optar por Furação em vez de Rebaixamento
Recebo essa pergunta todos os dias: “Você não pode apenas rebaixar esse furo? É mais rápido.” Você está certo, rebaixar é mais rápido. Um rebaixador possui múltiplos dentes e pode atravessar um furo em segundos. No entanto, um rebaixador é como um trem nos trilhos — segue o furo existente. Se o furo perfurado estiver torto, o furo rebaixado também ficará torto.
Tabela 2: Matriz de Comparação de Processos
| Recurso | Furação (Pré-machining) | Rebaixamento (Acabamento) | Usinagem de Furação (Precisão) |
|---|---|---|---|
| Faixa de Tolerância | ± 0,15mm | ± 0,01mm | ± 0,005mm |
| Correção de Posição | Ruim (Vaga) | Nenhuma (Segue o buraco) | Excelente (Corrige o Centro) |
| Acabamento de Superfície (Ra) | 3,2 – 6,3 | 0,8 – 1,6 | 0,4 – 0,8 |
| Flexibilidade de Diâmetro | Fixo | Fixo | Ajustável (Tamanhos Personalizados) |
| Melhor Para | Orifícios de folga | Produção em massa | Assentos de rolamento / Ajustes críticos |
6. Ciência dos Materiais: Desafios de usinagem por Grupo de Metais
Uma oficina CNC profissional não trata Alumínio da mesma forma que trata Titânio. Cada material tem uma “personalidade” quando se trata de usinagem de furação.
Tabela 3: Parâmetros de Corte & Desafios
| Grupo de Material | Desafio Típico | Melhor Estratégia de Fluido de Corte | Inserção Recomendada |
|---|---|---|---|
| Alumínio 6061 | Borda Acabada (Pegajosa) | Alta Pressão (Inundação) | Carboneto Polido sem Revestimento |
| Aço Inoxidável 304 | Envelhecimento por Trabalho | Interno (Alta Pressão) | Revestido com PVD (TiAlN) |
| Aço 4140 | Gestão de Temperatura | Externo / Interno | Revestido com CVD (Camada Espessa) |
| Titânio Grau 5 | Pressão Extrema na Ferramenta | Interno Obrigatório | Geometria de Raspagem Positiva Alta |
7. Solução de Problemas: Por que Peças às Vezes Falham (e Como Corrigimos)
Mesmo com máquinas de milhões de dólares, a física gosta de resistir. Aqui está como um profissional lida com isso:
O Buraco de Boca de Sino
O Sintoma: O furo é maior na entrada do que no meio.
A Solução: Isso geralmente acontece porque a ferramenta “oscila” ao entrar. Resolvemos isso reduzindo a velocidade de entrada (Alimentação) e garantindo que a barra de usinagem esteja perfeitamente centralizada antes do início do corte.
Furos Cônicos
O Sintoma: O furo fica menor à medida que avança mais fundo.
A Solução: Isso é causado pelo desgaste da ferramenta ou pela deflexão da ferramenta. Resolvemos isso realizando uma “Passagem Grossa” seguida de uma “Passagem de Acabamento”. A passagem de acabamento remove muito pouco material (0,1mm), o que significa quase zero pressão na ferramenta, resultando em uma parede perfeitamente reta.
A “Marca de Retração” (Arranhão em Espiral)
O Sintoma: Um arranhão feio ao longo de todo o furo quando a ferramenta sai.
A Solução: Nós usamos Paradas de Spindle Orientadas. A máquina para o spindle em um ângulo preciso, move a ferramenta 0,1mm para longe da parede (Retração) e então retrai. Isso adiciona 3 segundos ao ciclo, mas garante que sua peça não pareça ter sido arranhada por um gato.
8. Gerenciando o Calor: A Variável “Escondida”
Vamos falar sobre algo que a maioria dos compradores esquece: Expansão Térmica. O metal se expande quando fica quente. Se estamos usinando uma grande carcaça de engrenagem de alumínio, o atrito do corte gera calor.
Se medirmos esse furo enquanto ainda está “quente” na máquina, pode mostrar 50,02mm. Mas quando esfria na sua linha de montagem, pode encolher para 49,98mm. É por isso que usamos Compensação Térmica. Aquecemos os spindles da nossa máquina por 30 minutos antes de cortar uma peça de precisão. Também usamos gabaritos mestres que são mantidos no mesmo ambiente controlado de temperatura das peças para garantir uma medição “Maçã com Maçã”.
9. DFM: Projetando Furos que Não Quebrarão Seu Orçamento
Queremos que você permaneça competitivo. Se você é um designer, aqui estão três maneiras de tornar suas peças mais fáceis (e mais baratas) de usinar:
- Evite “Profundo e Fino”: Tente manter sua relação profundidade-diâmetro abaixo de 5:1. Qualquer coisa mais profunda requer ferramentas especializadas e caras, como carboneto ou barras amortecidas.
- Adicione um Alívio: Se você tem um furo que muda de tamanho (um furo escalonado), adicione um pequeno entalhe ou alívio na ombreira. Isso facilita muito para nós garantir que ambos os diâmetros estejam perfeitamente concêntricos.
- Padronize suas Tolerâncias: Não peça por ±0,005mm se ±0,02mm for suficiente para a montagem. A precisão “extra” pode dobrar o tempo de usinagem devido às medições e ajustes constantes necessários.
- Pense na “Saída”: Se for um furo cego, deixe um pouco mais de espaço na parte inferior. Ferramentas de usinagem têm um “ raio de nariz”, ou seja, não conseguem cortar um canto perfeitamente quadrado de 90 graus na parte inferior.
10. Conclusão: Por que a Usinagem de Precisão é uma Escolha
No final das contas, Usinagem de Furo é sobre tranquilidade. Você quer receber suas peças, encaixar seus rolamentos e que eles funcionem perfeitamente sem pensar duas vezes.
A usinagem de furo é uma combinação de ciência e arte. Requer compreensão de metalurgia, física e harmônicos de máquinas. Quando você escolhe um parceiro para suas necessidades de CNC, você não está apenas comprando tempo de máquina; está adquirindo a capacidade dele de gerenciar essas variáveis.
Seja na fase de protótipo ou na produção em escala total, entender as nuances de como um furo é usinado pode ajudá-lo a projetar peças melhores e escolher fornecedores melhores. Precisão não é um acidente — é o resultado de um processo controlado e profissional.