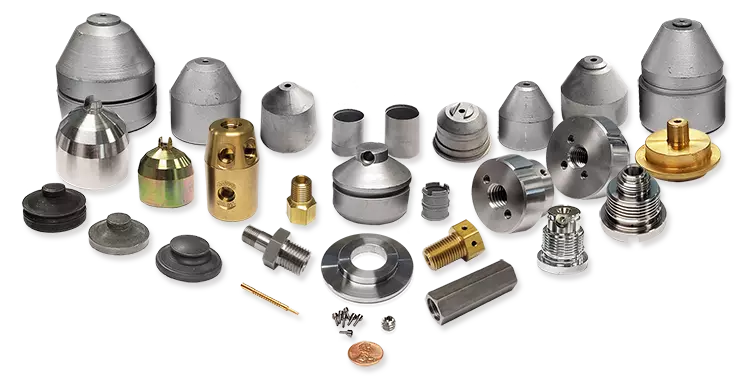
Você está lutando com peças descartadas e orçamentos estourados nos seus projetos de peças mais complexas?
Você já deve saber que tolerâncias geométricas rigorosas e materiais difíceis deixam absolutamente zero margem para erro.
Mas o que exatamente está causando esses defeitos de alto risco?
Bem, você está no lugar certo.
Depois de lidar com peças complexas usinadas dia após dia, posso dizer uma coisa — a maioria dos erros mais caros na usinagem CNC complexa não acontecem por acidente.
Na verdade, essa abordagem exata é o que usamos para manter um controle de qualidade rígido e entregar componentes perfeitos para as indústrias mais exigentes do Brasil.
Então, se você quer parar atrasos na montagem e aperfeiçoar suas produções, este guia é para você.
Vamos direto ao ponto.
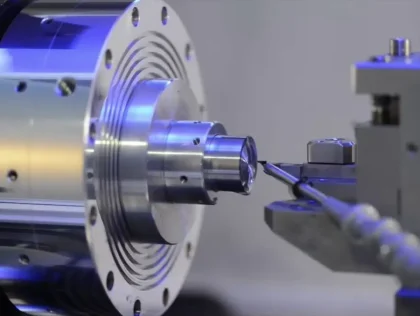
Tolerâncias imprecisas e derivações dimensionais
Enfrentando erros de usinagem de precisão
Ao lidar com peças usinadas complexas, alcançar e manter controle rigoroso de tolerâncias é nossa principal prioridade. Como engenheiros e especialistas em compras sabem, nada atrasa mais um cronograma de montagem do que componentes que saem do padrão devido a deslocamentos dimensionais.
A causa raiz
Por que ocorre o desvio dimensional?
- Deformação térmica na usinagem: A fricção gera calor intenso. Esse calor faz com que a peça ou a ferramenta de corte se expandam durante o corte. Assim que o metal esfria, a peça encolhe e sai fora da tolerância.
- Acúmulo de tolerância: Quando usinamos peças com múltiplos lados que requerem várias configurações manuais, erros microscópicos de alinhamento se acumulam a cada inversão, causando desvios geométricos significativos.
A solução e prevenção
Para evitar esses erros de usinagem de precisão, atacamos as variáveis antes que elas prejudiquem a peça:
- Aplicação direcionada de fluido de refrigeração: Inundar a zona de corte para regular instantaneamente a temperatura e evacuar cavacos quentes.
- Taxas de alimentação otimizadas: Equilibrando velocidades do spindle e taxas de alimentação para minimizar o acúmulo de calor por atrito.
- Estabilidade ambiental: Controlando a temperatura do ambiente da oficina para evitar que a matéria-prima se expanda antes mesmo de atingir a máquina.
A Vantagem da Usinagem MS
Não deixamos tolerâncias apertadas ao acaso. Na MS Usinagem, toda a nossa instalação é completamente controlada pelo clima para garantir estabilidade ambiental de base. Além disso, aproveitamos centros de usinagem de precisão multi-eixo avançados que processam peças em uma única configuração. Ao reduzir o manuseio humano, eliminamos efetivamente tanto o acúmulo de tolerâncias quanto o desvio térmico, garantindo que suas peças atendam às especificações rigorosas a cada vez.
Eliminando Acabamentos de Superfície Ruins e Marcas de Vibração
Nada estraga um lote de peças complexas mais rápido do que marcas de vibração visíveis. Este problema geralmente é causado por vibração harmônica— essencialmente, a ferramenta e a peça vibrando uma contra a outra durante o corte. Se houver excesso de projeção da ferramenta ou a configuração não for rígida, você acaba com uma textura ondulada e inconsistente que destrói sua rugosidade da superfície (Ra).
Para evitar isso, focamos em interromper essa vibração antes que ela impacte a peça. A solução envolve uma combinação de escolhas de hardware e ajustes em tempo real:
- Maximize a Rigidez da Ferramenta: Mantemos a projeção da ferramenta ao mínimo absoluto para reduzir a deflexão.
- Fresadoras de Fuso Variável: Usar ferramentas com espaçamento de fuso desigual ajuda a quebrar o ritmo harmônico que causa vibração.
- Ajuste de Velocidade do Eixo: Ajustando RPMs para encontrar o “ponto ideal” onde a ressonância é minimizada.
Na MS Machining, não confiamos apenas na programação inicial. Nossos usinadores especializados monitoram o desgaste da ferramenta CNC e a vibração de forma ativa, fazendo ajustes nos parâmetros em tempo real para manter a qualidade. Para peças que requerem uma borda estética ou função ultra-suave, utilizamos nossa infraestrutura interna Polimento de superfície CNC capacidades. Isso garante que mesmo os mais componentes críticos saem de nossa instalação com um acabamento impecável e em conformidade com as especificações.
3. Ineficiências na Programação e Caminho da Ferramenta
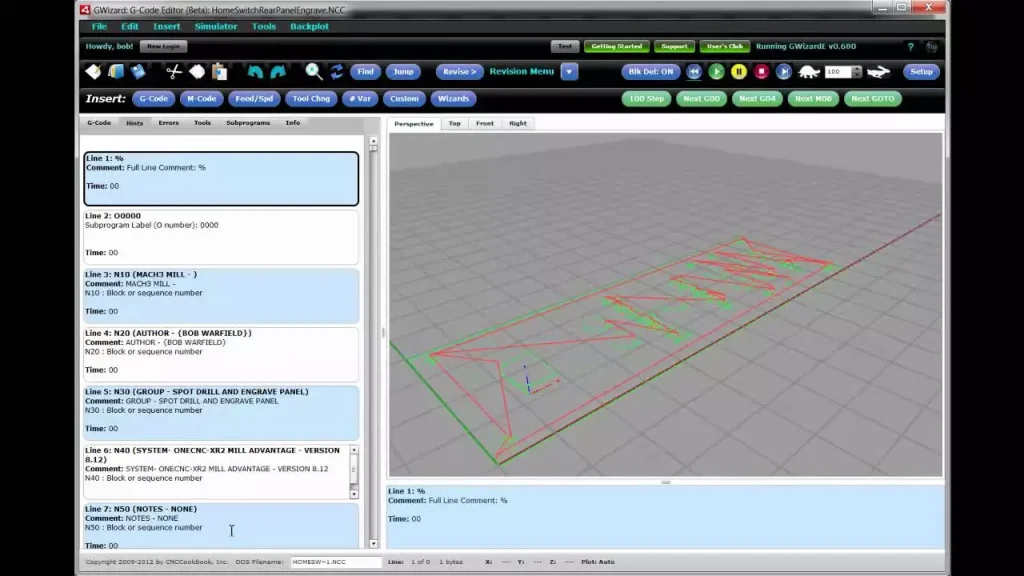
Ao produzir peças usinadas complexas, uma má programação pode levar a colisões catastróficas de ferramentas ou tempo de usinagem desperdiçado. Mesmo os melhores equipamentos não podem corrigir um conjunto ruim de instruções.
A Causa Raiz: Por que os Programas Falham
- Erros de programação em G-code: Erros simples de digitação ou falhas de lógica no código da máquina podem travar o spindle instantaneamente.
- Falta de feedback de DFM: Enviar um projeto direto para a produção sem uma revisão de Design for Manufacturability muitas vezes resulta em pesadelos com trajetórias de ferramenta.
- Rotas ineficientes: Movimentos excessivos de “corte no ar” ou mal planejados aumentam drasticamente os tempos de ciclo.
- Problemas de folga: Subestimar o espaço entre a ferramenta, o spindle e a montagem causa colisões destrutivas na ferramenta.
A Solução: Simule Antes de Cortar
Capturar erros digitalmente economiza metal caro, ferramentas e tempo de inatividade.
- Software avançado de simulação CAM: Executar um gêmeo digital do processo de usinagem ajuda a identificar travamentos e ineficiências antes que a máquina se mova.
- Revisões rigorosas de DFM: Colaborar no design desde o início garante que a peça seja realmente otimizada para fabricação CNC.
- Fixação de trabalho estável: Trajetórias de ferramentas apertadas e agressivas exigem com segurança confiável fixações CNC para manter a peça exatamente onde o programa espera, evitando deslocamentos inesperados.
A Vantagem da Usinagem MS
Na MS Machining, não basta apertar ‘início do ciclo’ e esperar o melhor. Nossos torneiros e engenheiros CNC especializados confiam em otimização de trajetórias de ferramentas multi-eixo para garantir execução perfeita. Ao detectar erros de programação na fase de simulação e fornecer informações honestas feedback de DFM a nossos clientes nos EUA, eliminamos esses problemas comuns de CNC problemas de CNC cedo. Essa abordagem proativa garante que façamos o trabalho certo na primeira vez, mantendo seu cronograma de produção firmemente no caminho.
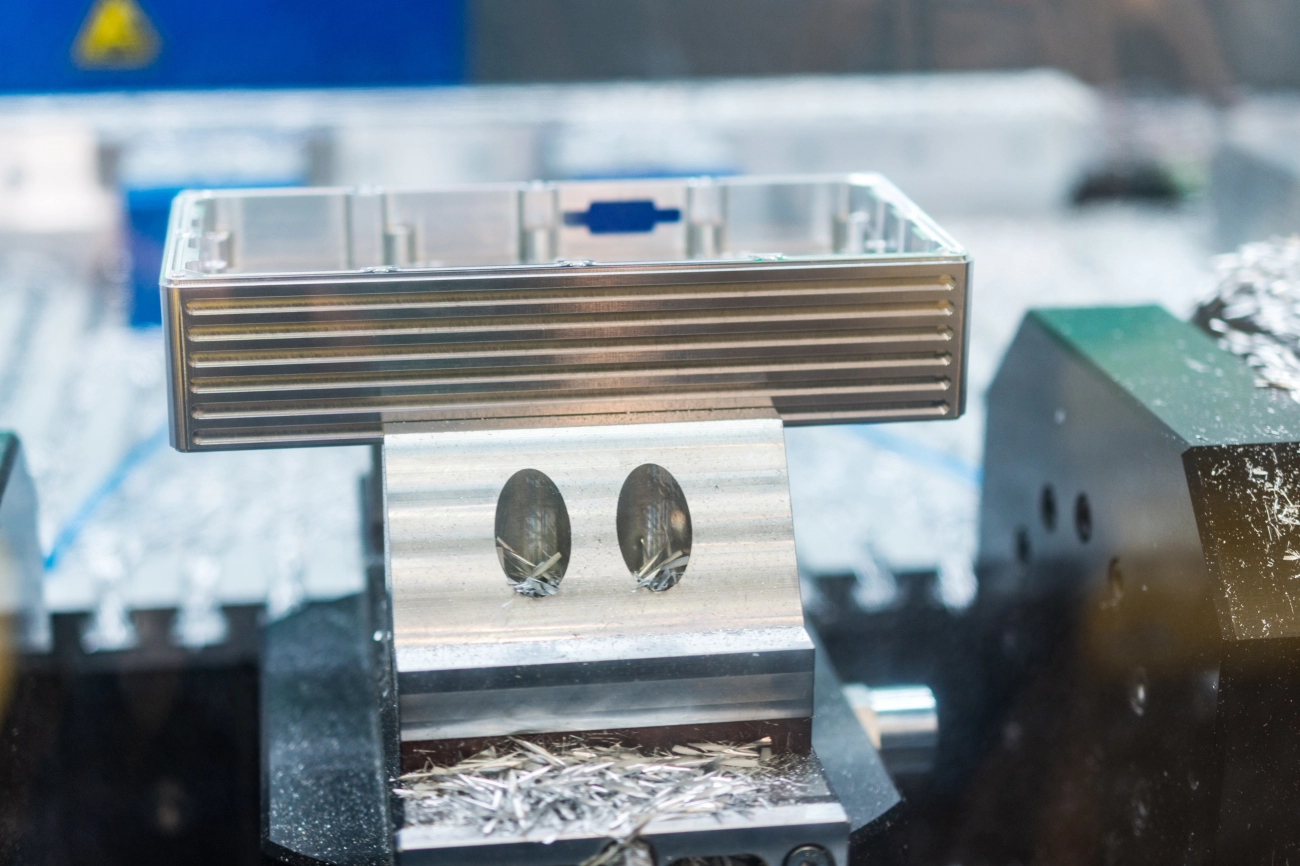
4. Limitações com Materiais Avançados e Difíceis de Cortar
Quando fabricando peças usinadas complexas, plásticos padrão e aços suaves geralmente são um trabalho simples. O verdadeiro teste em fabricação CNC vem quando seu projeto exige usinagem de materiais aeroespaciais avançados. Esses materiais são feitos para resistir a ambientes extremos, o que significa que eles resistem naturalmente ao corte.
A causa raiz
Trabalhar com materiais de alta resistência como Titânio e Inconel cria um conjunto específico de problemas de CNC. Esses aços resistentes são conhecidos por:
- Desgaste Rápido da Ferramenta: Metais duros geram atrito massivo, embotando arestas de corte padrão em minutos.
- Envelhecimento por trabalho: O calor do corte na verdade endurece a superfície do material, tornando a próxima passada significativamente mais difícil.
- Desafios na evacuação de cavacos: Ligas duras frequentemente produzem cavacos longos e fibrosos que se enrolam ao redor da ferramenta, levando a danos na superfície ou quebra catastrófica da ferramenta.
A solução e prevenção
Você não pode abordar materiais difíceis de cortar com configurações básicas. Para evitar severas o desgaste da ferramenta CNC e a vibração, implementamos estratégias rigorosas de usinagem:
- Ferramentas sob medida: Usamos substratos de metal duro especializados e revestimentos de ferramentas avançados resistentes ao calor, projetados especificamente para superligas.
- Fornecimento de Refrigerante de Alta Pressão: Inundar não é suficiente. Disparamos refrigerante de alta pressão diretamente na zona de corte para fraturar e remover instantaneamente os cavacos, mantendo a temperatura do núcleo baixa o suficiente para evitar o endurecimento por trabalho.
A Vantagem da Usinagem MS
Na MS Machining, não fugimos de materiais difíceis. Projetamos nossos processos para lidar com tudo o que o mercado brasileiro exige. Se sua cadeia de suprimentos exige a usinagem rigorosa de ligas de Inconel de alta temperatura ou trabalho de precisão para fundição de precisão de alumínio componentes, nossas extensas capacidades de materiais garantem uma produção estável e eficiente, sem as limitações típicas.
Gargalos no Controle de Qualidade e Atrasos na Montagem
Quando você está lidando com peças usinadas complexas, acertar o corte físico é apenas metade da batalha. Gargalos no controle de qualidade (CQ) podem rapidamente prejudicar todo o seu cronograma de produção se não forem gerenciados corretamente.
A causa raiz
Os gargalos geralmente acontecem quando os processos de inspeção estão completamente desconectados do chão de fábrica. Se uma loja acelera ou pula uma inspeção de artigo inicial (FAI) minuciosa, problemas de tolerância muitas vezes passam despercebidos até as etapas finais. Isso se torna uma dor de cabeça enorme em ambientes de produção de baixo volume e alta variedade. Com trocas constantes de trabalho, inspeções manuais lentas fazem as equipes de controle de qualidade ficarem sempre atrasadas, levando a atrasos frustrantes na montagem e prazos perdidos.
A solução e prevenção
Para manter a produção em movimento sem sacrificar a qualidade, instalações modernas fabricação CNC integram inspeções diretamente no fluxo de trabalho de usinagem.
- Sondas de eixo em processo: Verificar dimensões enquanto a peça ainda está fixada dentro da máquina evita erros compostos e economiza tempo.
- Validação rigorosa de CMM: Máquinas de medição por coordenadas automatizadas (CMM) garantem controle rigoroso de tolerâncias e aceleram drasticamente o processo de verificação final.
- FAI abrangente: Garantir a configuração cedo com uma inspeção rigorosa do Primeiro Artigo evita desperdício e retrabalho caros no futuro.
Como a MS Usinagem Lida Com Isso
Na MS Usinagem, não deixamos que as verificações de qualidade atrasem sua cadeia de suprimentos. Operamos várias linhas dedicadas de controle de qualidade e montagem para garantir uma produção estável e altamente eficiente. Combinando verificações em tempo real durante o processo com verificação avançada de CMM, garantimos a precisão de nossas operações de fresamento e torneamento CNC e esse método simplificado garante que suas peças atendam às especificações rigorosas e estejam prontas para envio global exatamente quando você precisar.
Perguntas Frequentes sobre Problemas Complexos de Usinagem CNC
Ao fabricar peças usinadas complexas, surgem inevitavelmente dúvidas de produção. Aqui estão as perguntas mais comuns de resolução de problemas que recebemos sobre problemas típicos de CNC e como nossa instalação os resolve.
Como vocês mantêm um controle rigoroso de tolerâncias?
Combatemos deformações térmicas e empilhamento de tolerâncias operando totalmente em ambientes controlados climaticamente. Para atingir dimensões exatas em geometrias complexas, confiamos em configurações rígidas e equipamentos avançados, o que é especialmente crítico ao utilizar nossas.
soluções de usinagem CNC de 5 eixos
O que causa acabamentos superficiais ruins?.
Os principais culpados geralmente são o desgaste da ferramenta CNC e a chatter. Eliminamos vibrações harmônicas maximizando a rigidez da ferramenta, usando fresas de flauta variável e ajustando as velocidades do spindle em tempo real para manter a rugosidade do acabamento superficial (Ra) impecável.
Como você evita erros de programação?.
Antes de qualquer metal ser cortado, confiamos em softwares CAM abrangentes e feedback rigoroso de DFM. Essa abordagem de simulação digital identifica erros de programação G-code, ineficiências na trajetória da ferramenta e possíveis colisões de ferramentas antes que eles cheguem à oficina.
Você consegue lidar com materiais avançados difíceis de cortar? usinagem para titânio e Inconel, usamos substratos de corte personalizados e sistemas de refrigeração de alta pressão para evitar o endurecimento do trabalho e otimizar a vida útil da ferramenta.
Como o controle de qualidade é gerenciado na produção de baixo volume e alta variedade?
Evitar gargalos no controle de qualidade integrando inspeções de sonda de eixo em processo diretamente no fluxo de trabalho de fabricação CNC. Com uma inspeção de artigo inicial (FAI) rigorosa usando validação automatizada de CMM, garantimos verificação rápida de peças e estrita conformidade com GD&T sem desacelerar sua linha de montagem.