

Tem dificuldades em maquinar cavidades complexas ou ligas exóticas com ferramentas de fresagem padrão?
Não está sozinho. Alcançar tolerâncias apertadas sem gastar muito é o derradeiro desafio na produção moderna.
Neste guia, vai aprender exatamente O que é a Eletroerosão por Penetração e porque é a solução ideal para componentes de alta precisão.
Desde a criação de intrincados moldes e matrizes até ao domínio do controlo da folga de faísca, estamos a ir além do básico. Compilei as estratégias essenciais para lhe mostrar Como Pode Melhorar a Qualidade da Sua Produção, reduzir a maquinação secundária e otimizar o seu fluxo de trabalho para máxima eficiência.
Vamos mergulhar de cabeça.
O que é a Eletroerosão por Penetração e Porque é Importante na Produção Moderna
Introdução à Maquinação por Descarga Elétrica (EDM)
Usinagem por Descarga Eléctrica (EDM) é um processo de fabrico não tradicional que utiliza energia térmica para remover material de uma peça. Ao contrário da fresagem ou torneamento convencionais, que dependem de ferramentas de corte afiadas e força mecânica, a EDM erode o material utilizando uma série de descargas elétricas (faíscas) que ocorrem rapidamente entre um elétrodo e a peça condutora.
At MS Usinagem, aproveitamos serviços de maquinação por eletroerosão para produzir componentes que são difíceis ou impossíveis de fabricar com métodos de maquinação padrão. Como o processo é sem contacto, elimina o stress mecânico, tornando-o ideal para maquinar peças frágeis ou materiais extremamente duros, como aço endurecido, titânio e ligas exóticas, sem induzir distorção.
A Diferença Entre Sinker EDM e Wire EDM
Embora ambos os métodos utilizem descarga elétrica, o Sinker EDM e o Wire EDM servem a propósitos distintos na produção de peças CNC de precisão. Compreender a diferença é crucial para selecionar o processo certo para o seu projeto.
| Recurso | Sinker EDM (Gravação por Inserção) | Eletroerosão por Fio |
|---|---|---|
| Ferramentas | Eletrodo de forma personalizada (Grafite ou Cobre) | Fio fino carregado eletricamente |
| Aplicação Principal | Cavidades cegas, moldes, cantos internos agudos | Perfurações, perfis 2D, corte de placas |
| Tipo de Geometria | Formas 3D complexas e detalhes intricados | Formas prismáticas e cortes verticais |
| Entrada de Material | Atravessa o material (eixo Z) | Corta através do material (eixo X-Y) |
EDM por Sinker é a nossa solução preferencial quando um projeto requer nervuras profundas, furos cegos ou geometrias internas complexas que um fio não consegue alcançar.
Por que o Sinker EDM Está a Ganhar Atenção na Fabricação de Alta Precisão
O Sinker EDM tornou-se indispensável para indústrias que exigem precisão extrema e complexidade geométrica. À medida que a procura por componentes miniaturizados e altamente detalhados peças de precisão CNC cresce, as ferramentas de corte tradicionais frequentemente enfrentam limitações quanto ao alcance da ferramenta e aos raios de canto.
Os principais fatores que impulsionam a adoção de Sinker EDM incluem:
- Precisão Extrema: Alcançamos tolerâncias tão apertadas quanto +/- 0,005mm, garantindo a repetibilidade de peça para peça.
- Geometrias complexas: Permite a criação de cantos internos afiados e nervuras profundas e finas que os fresadores não conseguem usinar fisicamente.
- Independência de Dureza: O processo é eficaz independentemente da dureza do material, permitindo-nos usinar peças após tratamento térmico para evitar deformações térmicas.
- Acabamento Superior: O Sinker EDM produz um acabamento de superfície uniforme, muitas vezes reduzindo a necessidade de polimento manual na fabricação de moldes.
Ao integrar o Sinker EDM com as nossas capacidades de fresagem e torneamento CNC, fornecemos uma solução de fabricação completa “one-stop” que preenche a lacuna entre prototipagem e produção em grande volume.
Como Funciona o Sinker EDM: Os Fundamentos do Processo
Compreender o Sinker EDM requer mudar a sua mentalidade de corte tradicional para erosão térmica. Ao contrário da usinagem padrão que utiliza ferramentas afiadas para rasgar o metal, usinagem por descarga elétrica utiliza faíscas elétricas controladas para moldar o material. Esta abordagem distinta permite-nos fabricar componentes que são virtualmente impossíveis de criar com ferramentas de corte convencionais.
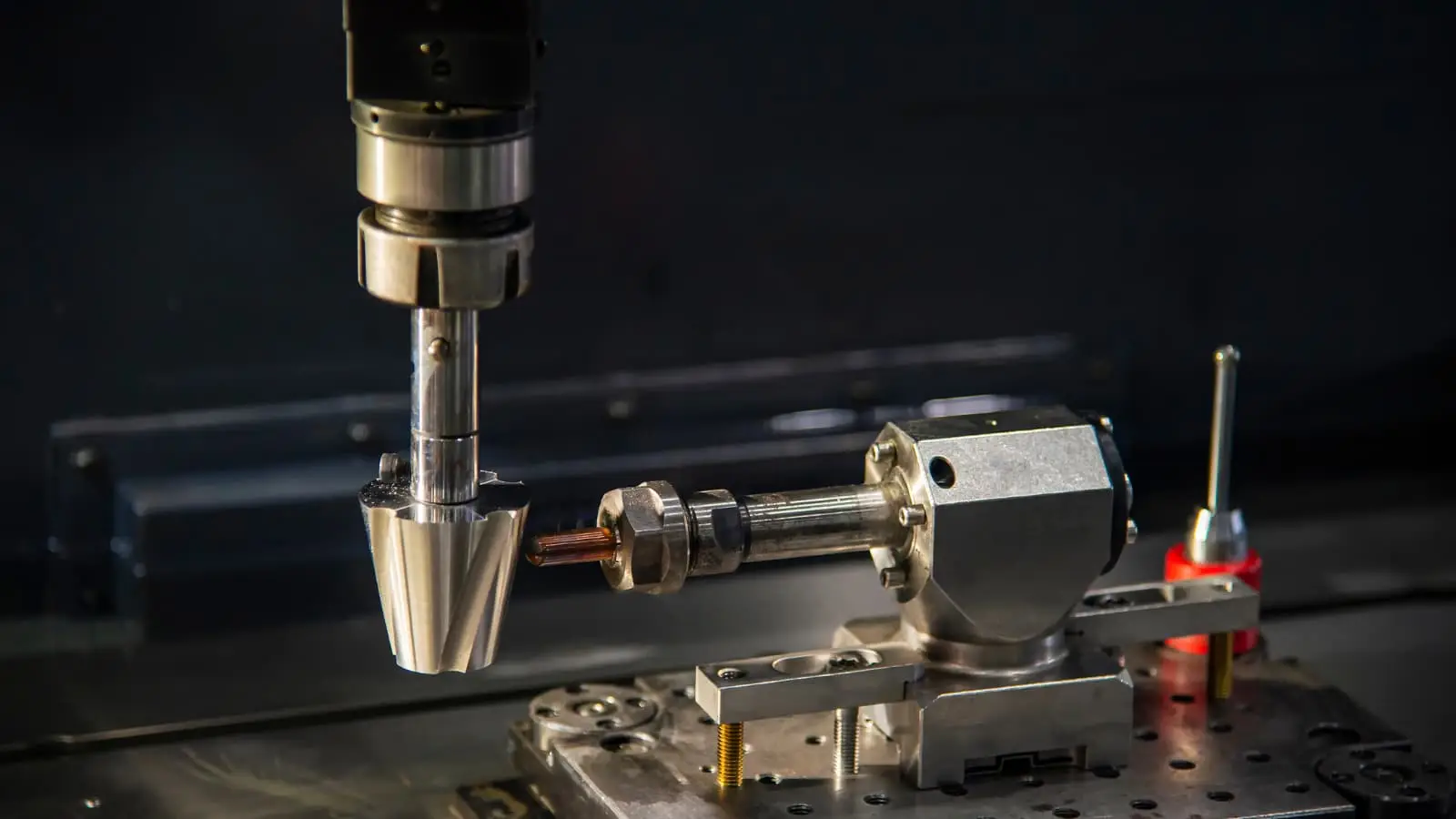
Interação entre Eletrodo e Peça de Trabalho no Sinker EDM
O núcleo do processo de Sinker EDM envolve um eletrodo de forma personalizada e uma peça de trabalho condutora. Na MS Machining, normalmente usinamos esses eletrodos a partir de grafite ou cobre para corresponder exatamente à forma “negativa” ou reversa da cavidade necessária.
Em vez de tocar fisicamente no material, o eletrodo é baixado em direção à peça de trabalho. Uma corrente elétrica de alta frequência é gerada entre os dois. O eletrodo atua como a ferramenta de corte, mas nunca faz contato direto com a peça. Essa natureza sem contato é fundamental porque elimina o stress mecânico, prevenindo a distorção frequentemente observada ao usinar características finas ou delicadas.
Fluidos dielétricos e controlo do intervalo de faísca
Toda a operação ocorre dentro de um tanque cheio de fluido dielétrico, geralmente um óleo hidrocarboneto especializado. Este fluido desempenha três funções essenciais na nossa serviços de maquinação por eletroerosão:
- Isolamento: Previne que a faísca salte prematuramente até que a voltagem atinja o limiar correto.
- Resfriamento: Mantém tanto a peça de trabalho como o eletrodo a uma temperatura estável para minimizar zonas afetadas pelo calor.
- Lavagem: Remove as partículas microscópicas de metal (lascas) criadas durante o processo.
O “intervalo de faísca” — a distância entre o eletrodo e a peça de trabalho — é mantido com precisão extrema. Se o intervalo for demasiado amplo, a faísca não saltará; se for demasiado estreito, o sistema faz curto-circuito. Ao controlar rigorosamente este intervalo, garantimos a produção de alta qualidade peças CNC de precisão com repetibilidade consistente.
Mecanismo de remoção de material e fatores de precisão
A remoção de material no EDM de molde acontece através de calor intenso. As descargas elétricas criam canais de plasma localizados que atingem temperaturas entre 8.000°C e 12.000°C. Isto derrete ou vaporiza instantaneamente uma quantidade microscópica de material na superfície da peça de trabalho.
Como este processo remove material partícula por partícula, podemos alcançar detalhes incríveis. Vários fatores contribuem para a alta precisão que entregamos:
- Capacidades de tolerância: Conseguimos tolerâncias tão apertadas quanto +/- 0,005mm.
- Independência de Dureza: Como o processo é térmico, não mecânico, podemos usinar aço endurecido, titânio e carbeto tão facilmente quanto alumínio macio.
- Integridade da superfície: A taxa de descarga pode ser ajustada para produzir acabamentos de superfície específicos, reduzindo a necessidade de polimento manual.
Vantagens principais do uso de Sinker EDM na produção
Na MS Machining, utilizamos Sinker EDM não apenas como método de backup, mas como solução principal para recursos que simplesmente são impossíveis com ferramentas de corte tradicionais. Quando o seu projeto exige peças de precisão CNC com recursos internos que brocas de fim padrão não conseguem alcançar, este processo oferece a precisão e a repetibilidade necessárias para uma fabricação de alta responsabilidade.
Alta precisão para geometrias complexas e cavidades intrincadas
A capacidade distintiva do Sinker EDM é a sua habilidade de criar cantos internos agudos, nervuras finas e cavidades cegas sem as limitações de raio de uma ferramenta rotativa. Enquanto as peças de precisão CNC de 5 eixos beneficiam são substanciais para contornos externos complexos, o Sinker EDM é a escolha superior para detalhes internos intricados.
- Tolerâncias apertadas: Alcançamos consistentemente tolerâncias tão apertadas quanto +/- 0,005mm.
- Cantinhos Agudos: Produz cantos internos quadrados que são mecanicamente impossíveis para fresas redondas.
- Cavidades Profundas: Usinagem eficaz de ranhuras profundas e estreitas sem vibração ou deflexão da ferramenta.
Acabamento de Superfície Superior e Redução de Usinagem Secundária
Um dos benefícios imediatos que percebemos em nosso serviços de maquinação por eletroerosão é a qualidade do acabamento superficial logo após a saída da peça da máquina. O processo de descarga cria uma estrutura de superfície uniforme, semelhante a crateras, que retém bem os lubrificantes, sendo ideal para a fabricação de moldes. Como o acabamento é tão consistente, reduzimos significativamente o tempo e o custo associados ao polimento manual ou processos de acabamento secundário, agilizando a transição da usinagem para a montagem final.
Capacidade de Usinar Metais Duros e Ligas Exóticas
A dureza não é um fator limitador para o Sinker EDM. Diferente da usinagem convencional, que enfrenta dificuldades com materiais endurecidos, o nosso usinagem por descarga elétrica processo funciona facilmente em qualquer material condutor, independentemente da sua dureza.
- Versatilidade de Material: Usinamos aço endurecido, titânio, carbeto e ligas exóticas com facilidade.
- Usinagem Pós-Tratamento Térmico: Podemos usinar peças após foram tratadas termicamente, eliminando o risco de distorção dimensional que frequentemente ocorre durante o tratamento térmico de peças usinadas.
Stress térmico mínimo e distorção em comparação com a fresagem tradicional
EDM por Sinker é um processo sem contato. Não há ferramenta física a tocar na peça, o que significa que não há força mecânica aplicada à peça. Isto é fundamental para componentes delicados ou de paredes finas que poderiam dobrar ou deformar sob a pressão de uma ferramenta de corte CNC. Ao remover o stress da equação, garantimos que o componente final mantenha perfeitamente a sua geometria pretendida, proporcionando um nível de fiabilidade essencial para produções de alta qualidade.
Aplicações de EDM por Sinker em várias indústrias
Na MS Machining, utilizamos EDM por Sinker (Fresagem por Descarga Eléctrica) quando os métodos tradicionais de corte atingem um limite. Seja ao lidar com materiais extremamente duros ou geometrias que são fisicamente impossíveis de cortar com uma ferramenta rotativa, este processo é a espinha dorsal da fabricação de alta precisão. Desde a criação de moldes intricados até à produção de componentes críticos para aviação, o nosso serviços de maquinação por eletroerosão garantimos que designs complexos se tornem realidades funcionais sem comprometer a integridade do material.
Fabricação de moldes e matrizes para moldagem por injeção
A aplicação mais comum do EDM por Sinker é na criação de moldes e matrizes. Ao produzir moldes para injeção de plástico ou fundição sob pressão, muitas vezes precisamos de usinar cavidades cegas com cantos internos agudos e nervuras profundas e finas—características que uma fresa de ponta redonda simplesmente não consegue alcançar.
- Compatibilidade com aço temperado: Usinamos as cavidades do molde após tratamento térmico, eliminando o risco de deformação que ocorre se usinar aço macio e endurecê-lo posteriormente.
- Cavidades complexas: A eletrodo pode ser moldado para formar espaços negativos intricados que definem a peça final de plástico.
Ao integrar isto com as nossas capacidades mais amplas fabricação CNC oferecemos soluções completas de tooling prontas para a prensa.
Componentes aeroespaciais que requerem tolerâncias apertadas
No setor aeroespacial, falhas não são uma opção. Utilizamos EDM por Sinker para fabricar peças de precisão CNC feitos de superligas exóticas como Inconel, Titânio e Waspaloy. Estes materiais são notoriamente difíceis de usinar com cortadores tradicionais devido à sua alta resistência ao calor e dureza.
- Usinagem sem stress: Como o Sinker EDM é um processo sem contato, não induz stress mecânico na peça, preservando a integridade estrutural de componentes críticos aeroespaciais.
- Alta Precisão: Alcançamos tolerâncias tão apertadas como +/- 0,005mm, essenciais para pás de turbina, componentes de sistemas de combustível e peças de atuadores.
Dispositivos Médicos e Peças de Instrumentos de Precisão
A fabricação médica exige esterilidade, biocompatibilidade e precisão extrema. O Sinker EDM é ideal para produzir instrumentos cirúrgicos, implantes e componentes de equipamentos de diagnóstico onde o acabamento superficial e a precisão são fundamentais.
- Resultados Sem rebarbas: Ao contrário da fresagem, o EDM não deixa rebarbas, reduzindo a necessidade de desbaste manual que poderia alterar a geometria da peça.
- Detalhes Intrincados: Permite criar pequenas e complexas características em implantes de aço inoxidável e titânio que facilitam o crescimento ósseo ou funcionam com precisão mecânica.
Componentes de Alta Precisão para Automóveis
A indústria automóvel depende do Sinker EDM para produzir componentes de alto volume e desgaste elevado. Utilizamos esta tecnologia para fabricar peças que requerem dureza excepcional e consistência superficial.
- Sistemas de Injeção de Combustível: Criando os orifícios e canais microscópicos necessários para uma atomização eficiente do combustível.
- Peças de Transmissão: Usinagem de encaixes e canais em engrenagens endurecidas.
Para suportar estas aplicações, frequentemente utilizamos o nosso Serviços de usinagem CNC de cobre para fabricar os eletrodos altamente condutores necessários para o processo de EDM, garantindo o controlo de qualidade desde o eletrodo até à peça final de aço.
Fatores que Afetam o Desempenho e a Qualidade do Sinker EDM

Alcançar as tolerâncias apertadas de +/- 0,005mm que prometemos na MS Machining não depende apenas de ter a máquina certa; exige controlo preciso de várias variáveis críticas. Em usinagem por descarga elétrica, a diferença entre um componente perfeito e uma peça de desperdício muitas vezes depende de quão bem gerimos a interação entre a ferramenta, a peça de trabalho e o ambiente. Aqui está como controlamos esses fatores para garantir uma qualidade consistente.
Material do Eletrodo, Geometria e Desgaste
O eletrodo atua como a ferramenta de corte na EDM por Sonda, formando essencialmente a imagem “negativa” da cavidade que queremos criar. Como o processo envolve erosão térmica, o próprio eletrodo está sujeito a desgaste. Se o eletrodo se degradar demasiado rápido, a geometria final do peças CNC de precisão será comprometida.
Normalmente usamos grafite ou cobre eletrodos porque oferecem alta condutividade e resistência ao desgaste. Para garantir que os eletrodos atendem aos nossos padrões rigorosos, frequentemente utilizamos o nosso Serviços personalizados de fabricação CNC para fabricar estas ferramentas com precisão extrema antes de entrarem na máquina de EDM.
- Desgaste nos Cantos: Cantões agudos no eletrodo desgastam-se mais rapidamente, o que pode arredondar os cantos internos da peça.
- Qualidade da Superfície: O tamanho do grão do eletrodo de grafite influencia diretamente o acabamento superficial do molde ou peça.
- Folga de Design: Projetamos o tamanho do eletrodo ligeiramente menor do que a cavidade desejada para compensar a “folga de faísca” (sobrequeima).
Configurações de Pulso, Corrente e Parâmetros de Tensão
As configurações da fonte de alimentação determinam a velocidade de remoção e a qualidade do acabamento. É aqui que a nossa experiência de engenharia desempenha um papel fundamental. Equilibramos a corrente (Amperagem) e a duração do pulso para otimizar o corte sem danificar o material.
| Parâmetro | Função | Impacto na Qualidade |
|---|---|---|
| Corrente (Amperes) | Controla a energia de cada faísca. | Corrente mais elevada remove metal mais rapidamente (Desbaste), deixando uma superfície mais áspera. Corrente mais baixa é usada para Acabamento. |
| Tempo de Ativação do Pulso | Duração em que a corrente flui por ciclo. | Aumentar o tempo de permanência aumenta as taxas de remoção, mas cria uma zona de calor afetada (ZCA) maior. |
| Tempo de Desligamento do Pulso | Pausa entre faíscas para eliminar resíduos. | Se for demasiado curto, os resíduos causam arco voltaico (curtos-circuitos). Se for demasiado longo, o tempo de ciclo aumenta desnecessariamente. |
| Tensão de Gap | Controla a distância do gap de faísca. | Mantém a distância precisa entre o eletrodo e a peça de trabalho para uma usinagem estável. |
Material da Peça de Trabalho e Condutividade Térmica
A EDM por Sinker é única porque corta materiais condutores independentemente da sua dureza. Frequentemente usinamos aço endurecido, titânio e carbeto que destruiriam ferramentas de corte tradicionais. No entanto, as propriedades físicas da peça ainda afetam o processo.
Materiais com pontos de fusão elevados e baixa condutividade térmica requerem mais energia para serem erodidos. Por exemplo, usinar carbeto exige configurações diferentes do alumínio. Como o processo é sem contato, eliminamos o stress mecânico, mas devemos gerir cuidadosamente as entradas térmicas para evitar microfissuras em ligas sensíveis ao calor.
Gestão e Filtração de Fluido Dieletrico
O fluido dieletrico (normalmente um óleo hidrocarboneto) desempenha três funções essenciais: atua como isolante até atingir a voltagem de ionização, resfria a peça de trabalho e elimina as partículas erodidas.
Filtração adequada é inegociável para alta qualidade serviços de maquinação por eletroerosão. Se o fluido estiver sujo, partículas condutoras suspensas no óleo podem fazer a ponte, causando descargas secundárias (arcos) que pitam a superfície da peça. Mantemos sistemas de filtração rigorosos para manter o fluido dieletrico limpo e controlado em temperatura, garantindo que cada faísca se comporte exatamente como previsto.
Custos e Considerações de Produção para EDM por Sinker
Compreender a estrutura de custos de usinagem por descarga elétrica (EDM) é vital para manter o seu projeto dentro do orçamento sem sacrificar a qualidade. Na MS Machining, não apenas fornecemos um preço; projetamos o processo para garantir que esteja a pagar pelo valor, não por ineficiências. Embora o EDM por Sinker seja frequentemente visto como um serviço premium devido à sua alta precisão, pode na verdade reduzir os custos totais de produção quando aplicado corretamente a peças complexas ou endurecidas.
Quando o EDM por Sinker é Rentável em comparação com Outros Métodos de Usinagem
O EDM por Sinker torna-se a solução mais económica quando as ferramentas de corte tradicionais atingem os seus limites físicos. Se estiver a trabalhar com aço endurecido, titânio ou ligas exóticas, as fresas padrão desgastam-se rapidamente ou quebram, levando a custos elevados de ferramentas e peças descartadas. O EDM por Sinker elimina a força mecânica, permitindo usinar estes materiais difíceis sem o risco de quebra da ferramenta.
Além disso, para peças que requerem cantos internos agudos ou nervuras profundas e finas, EDM por Sinker é frequentemente a apenas opção viável. Tentar alcançar essas geometrias com ferramentas padrão Máquinas de fresagem CNC requereria microferramentas e taxas de alimentação incrivelmente lentas, aumentando o tempo de máquina. Nesses cenários, o processo de EDM é mais rápido e confiável.
Estratégias de Tempo de Ciclo e Eficiência para Produção de Alto Volume
Embora o EDM por afundamento seja geralmente mais lento do que a fresagem convencional, empregamos estratégias específicas para manter nossos prazos padrão de 3-7 dias. Eficiência em serviços de usinagem por EDM depende de uma gestão inteligente de eletrodos e da minimização do tempo de inatividade.
- Configuração Multi-Eletrodo: Usamos eletrodos de desbaste para remover material rapidamente e eletrodos de acabamento para alcançar aquela tolerância perfeita de +/- 0,005mm.
- Processamento em Lote: Executar várias peças simultaneamente na cuba maximiza a eficiência do fluido dieléctrico e o tempo de configuração.
- Automação: Nossos fluxos de trabalho certificados pela ISO 9001:2015 garantem que, uma vez iniciado um ciclo de queima, ele funcione sem interrupções, permitindo potencial de fabricação “sem intervenção” em pedidos maiores.
Custos de Fabricação de Ferramentas e Eletrodos
Ao contrário do EDM por fio, que usa um carretel de fio, o EDM por afundamento requer um eletrodo de forma personalizada — geralmente feito de grafite ou cobre — para formar a cavidade. Isso significa que há um custo inicial de fabricação da ferramenta para fabricar o eletrodo em si.
No entanto, esse custo é frequentemente compensado pela longevidade do processo. Um único eletrodo de grafite de alta qualidade pode produzir múltiplos peças CNC de precisão antes de precisar ser substituído. Para cavidades 3D complexas, o custo de usinagem de um eletrodo é significativamente menor do que o custo de quebrar múltiplos cortadores de carbeto caros em uma peça de trabalho dura. Otimizamos o design do eletrodo para garantir uso máximo e desperdício mínimo.
Equilibrando Qualidade, Velocidade e Custo no Seu Fluxo de Trabalho de Produção
A chave para um projeto bem-sucedido é saber quando usar EDM por afundamento e quando confiar em outros métodos. Frequentemente recomendamos uma abordagem híbrida. Podemos usar fresagem CNC para remover a maior parte do material e depois trocar para EDM por afundamento para detalhes intrincados e acabamento final da superfície.
Essa abordagem oferece a velocidade da fresagem com a precisão do EDM. Seja ao planejar como criar um protótipo ou ao avançar para produção em grande escala, equilibrar esses fatores garante componentes de alta precisão sem gastos desnecessários. Nossa equipe de engenharia revisa cada projeto para recomendar o caminho de fabricação mais eficiente.
Melhores Práticas para Integrar Sinker EDM na Fabricação
Para tirar o máximo proveito de serviços de maquinação por eletroerosão, é essencial integrar o processo de forma estratégica no seu fluxo de produção mais amplo. Na MS Machining, não tratamos o Sinker EDM apenas como uma tarefa isolada; vemos como uma etapa de acabamento crítica que complementa a usinagem padrão para alcançar geometrias que cortadores tradicionais simplesmente não conseguem atingir.
Design para EDM: Otimizando a Geometria da Peça para Usinabilidade
Projetar para Sinker EDM requer uma mentalidade diferente do que projetar para fresagem. Como o processo usa um eletrodo formado para erodir o material, o design deve levar em conta a forma do eletrodo e a lavagem do fluido dieléctrico.
- Considere o Desgaste do Eletrodo: Embora possamos alcançar uma precisão extrema, o eletrodo desgasta-se. Projetar cavidades com ângulos de inclinação consistentes pode ajudar a manter a precisão e a prolongar a vida útil do eletrodo.
- Canais de Lavagem: Para cavidades profundas, assegure-se de que a geometria permita uma circulação adequada do fluido para eliminar os resíduos. Uma má lavagem pode levar a arco voltaico e defeitos na superfície.
- Seleção de Material: Podemos processar uma vasta gama de materiais de peças de metal usinadas, incluindo aços pré-endurecidos e ligas exóticas. Selecionar o material certo antes do tratamento térmico pode economizar tempo significativo durante a fase de EDM.
Combinação de EDM com Fresagem CNC ou Esmerilagem para Peças Complexas
A eficiência na fabricação muitas vezes advém do uso da ferramenta certa na fase certa da produção. O Sinker EDM é raramente usado para remoção de material em grande quantidade devido à sua velocidade mais lenta em comparação com a fresagem. Em vez disso, empregamos uma abordagem híbrida para maximizar velocidade e precisão.
- Furação grosseira via CNC: Usamos fresagem CNC para remover a maior parte do material enquanto o metal está em um estado mais macio.
- Tratamento térmico: A peça é endurecida de acordo com as especificações necessárias.
- Acabamento via Sinker EDM: Utilizamos Sinker EDM para cortar características intrincadas, cantos internos afiados ou nervuras profundas no material endurecido sem risco de distorção.
Este fluxo de trabalho depende fortemente da qualidade dos eletrodos utilizados. Utilizamos precisão usinagem de grafite técnicas para criar eletrodos personalizados que correspondam às suas especificações de design exatas, garantindo que a queima final seja perfeita.
Manutenção de rotina e calibração para resultados consistentes
Manutenção de tolerâncias apertadas de +/- 0,005mm requer adesão rigorosa aos protocolos de manutenção. Os nossos ISO 9001:2015 processos certificados garantem que a fiabilidade do equipamento nunca comprometa a qualidade das peças.
- Qualidade do fluido dieléctrico: Filtramos e monitorizamos constantemente o fluido dieléctrico. Fluido limpo é crucial para descarga elétrica estável e um acabamento de superfície superior.
- Calibração: A calibração regular dos eixos da máquina garante que a precisão posicional seja mantida ao longo das séries de produção.
- Inspeção de eletrodos: Antes de qualquer faísca ser gerada, inspecionamos os eletrodos para precisão dimensional para garantir que o resultado peças de precisão CNC atenda às suas exigências exatas.
Tendências futuras em Sinker EDM e Manufatura de Precisão
Integração com CNC e Linhas de Produção Automatizadas
Os dias em que o Sinker EDM operava como uma ilha independente estão a desaparecer. Estamos a assistir a uma mudança massiva em direção à automação completa, onde unidades de EDM são integradas diretamente em células de produção maiores. Robôs agora lidam com a troca de eletrodos e a paletização de peças, permitindo uma produção “sem intervenção humana”. Esta conectividade garante que peças de precisão CNC se movam de forma fluida do fresamento para o EDM sem erros de manuseio manual. Ao utilizar tecnologia avançada serviços de engenharia CNC, as oficinas podem sincronizar estas máquinas para maximizar o tempo de atividade do spindle e o throughput, reduzindo drasticamente os prazos para projetos complexos.
Sistemas de EDM inteligentes com monitorização em tempo real e otimização por IA
A inteligência das máquinas está a revolucionar usinagem por descarga elétrica. Sistemas modernos estão equipados com algoritmos de IA que monitorizam a folga da faísca e as condições de descarga em tempo real. Em vez de depender apenas de parâmetros predefinidos, a máquina “sente” o corte e ajusta-se instantaneamente para manter a estabilidade.
- Controlo Adaptativo: Ajusta automaticamente a corrente e o tempo de paragem para evitar arcos e quebras de fio.
- Manutenção Preditiva: Sensores alertam os operadores antes que um componente falhe, prevenindo tempos de paragem.
- Otimização de Processo: O sistema aprende com cortes anteriores para otimizar a velocidade e o acabamento para lotes futuros.
Avanços em Materiais de Eletrodos e Eficiência de Usinagem
Estamos também a testemunhar melhorias significativas nos materiais utilizados para eletrodos. Novos grafites de alta densidade e ligas de cobre especializadas oferecem resistência ao desgaste superior, o que significa que o eletrodo mantém a sua forma por mais tempo. Isto é fundamental para manter tolerâncias apertadas em peças CNC de precisão enquanto reduz o número de eletrodos necessários por trabalho. Estes avanços materiais, combinados com tecnologias de geradores mais rápidas, permitem serviços de maquinação por eletroerosão alcançar acabamentos de superfície mais finos em menos tempo. Para características extremamente pequenas e intrincadas, a combinação destes materiais avançados com micro usinagem CNC capacidades garante o mais alto nível de detalhe e precisão.