A razão principal: os custos de ferramental dominam os preços de baixo volume
Quando analisamos cotações de moldagem por injeção de protótipos, a maior variável que cria disparidades de preço é o investimento inicial no próprio molde. Na fabricação de alto volume—onde produzimos milhões de unidades—o custo de um molde de precisão é amortizado ao longo de toda a produção, reduzindo o impacto por unidade para frações de cêntimo. No entanto, em baixo volume, esse mesmo custo de ferramental é dividido por apenas algumas centenas ou milhares de peças. Essa falta de amortização é a razão pela qual o preço por peça para uma produção de protótipo muitas vezes parece drasticamente diferente das estimativas de produção em massa.
Como a amortização do ferramental impacta a sua cotação
Se um molde custa $10.000 para desenhar e usinar:
- Alto volume (100.000 peças): O molde acrescenta $0.10 a cada peça.
- Baixo volume (100 peças): O molde acrescenta $100.00 a cada peça.
Esta matemática impulsiona a estrutura de custos de moldagem por injeção de baixo volume Os fornecedores que cotam para “intenção de produção” incluirão ferramental robusto capaz de suportar milhões de ciclos, enquanto as oficinas focadas em ferramental rápido cotarão opções mais baratas e menos duráveis para manter o investimento inicial baixo.
Divisão dos materiais do molde: 3D impresso vs. Alumínio vs. Aço
O material escolhido para o molde determina diretamente o resultado final da cotação. Na MS Machining, adaptamos a estratégia de ferramental com base nas necessidades específicas do ciclo de vida do projeto.
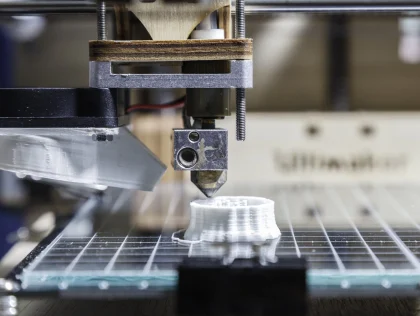
- Moldes 3D impressos: A opção mais barata e rápida para volumes extremamente baixos (10-50 peças). No entanto, oferecem acabamentos superficiais pobres, não conseguem manter tolerâncias apertadas e degradam-se rapidamente sob calor e pressão.
- Ferramentas de Alumínio (Ferramentas de Ponte): Um padrão para despesas de ferramentas de baixo volume. O alumínio é mais macio e mais rápido de usinar CNC do que o aço, reduzindo significativamente os tempos de entrega e os custos de usinagem. É ideal para séries de várias milhares de unidades, mas carece de durabilidade para processos de alta pressão como Moldagem por Injeção de Metal (MIM).
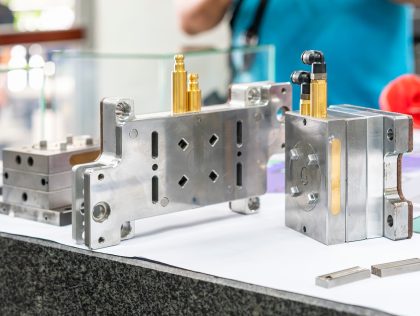
- Moldes de Aço Temperado: O padrão de ouro para consistência e precisão. Embora isso implique o custo inicial mais elevado, é necessário para alcançar as tolerâncias apertadas (até ±0,3%) e a alta qualidade de superfície exigidas em componentes aeroespaciais ou médicos.
Comparação de Custos: Alumínio Básico vs. Aço Temperado
Uma cotação para um ferramenta de alumínio básica pode ser 40-60% mais baixa do que um moldes de produção de aço temperado. Se receber duas cotações com uma grande diferença de preço, um fornecedor provavelmente está cotando uma ferramenta “macia” destinada a uma vida útil curta, enquanto o outro está cotando uma ferramenta “dura” projetada para longevidade e repetibilidade de alta precisão. Para processos como MIM, onde os custos de matéria-prima são mais elevados e as pressões são intensas, investir em ferramentas de aço é frequentemente inegociável para manter a integridade estrutural e a precisão dimensional.
Complexidade do Design do Molde e Suposições

A geometria física da sua peça é frequentemente o maior fator de variação de custo em cotações de moldagem por injeção de protótipos. Um molde simples de “abrir e fechar” é relativamente barato, mas assim que você introduz características complexas, os requisitos de tooling mudam drasticamente.
Impacto da Geometria da Peça: Rebaixos e Tolerâncias
Se o seu design inclui rebaixos, características de ação lateral ou roscas internas, não podemos usar um molde padrão de duas placas. Precisamos projetar deslizantes complexos, elevadores ou núcleos colapsáveis na ferramenta, o que aumenta significativamente o despesas de ferramentas de baixo volume.
- Espessura da Parede: Para processos como Moldagem por Injeção de Metal (MIM) ou plásticos padrão, manter uma espessura de parede ótima (tipicamente < 6mm) é crucial para evitar defeitos. Seções mais espessas requerem tempos de resfriamento mais longos e mais material, aumentando o custo do ciclo.
- Requisitos de Precisão: A precisão padrão da moldagem por injeção é de cerca de ±0,51 mm. Se o seu desenho exigir tolerâncias mais apertadas (até ±0,3%), devemos maquinar o molde com maior precisão e, potencialmente, usar materiais de molde mais caros e duráveis para manter essas dimensões durante a produção.
Pressupostos Ocultos: Vida Útil do Molde e Número de Cavidades
Ao comparar orçamentos, precisa de saber exatamente que tipo de ferramenta está a ser construída. Um orçamento para estrutura de custos de moldagem por injeção de baixo volume pode ser baseado num molde de alumínio de cavidade única projetado para durar apenas 500 injeções (ferramentas de transição). Outro fornecedor pode estar a orçamentar uma ferramenta de aço temperado capaz de 100.000 injeções.
- Cavidade Única vs. Múltipla: Para protótipos, geralmente utilizamos ferramentas de cavidade única para minimizar o investimento inicial.
- Vida Útil do Molde: Esclareça sempre a vida útil esperada. Se precisar apenas de 50 peças, pagar por um molde de produção Classe 101 é um desperdício de capital.
Por que Alguns Orçamentos Parecem Suspeitosamente Baixos: O Fator DFM
Orçamentos extremamente baixos geralmente ignoram a análise de Design para Fabricabilidade (DFM) por injeção . Um serviço barato de “desenho para peça” pode cortar o molde exatamente para o seu ficheiro CAD sem o avisar sobre problemas de ângulo de saída ou geometrias impossíveis, levando à falha da peça. Orçamentos fiáveis incluem tempo de engenharia para rever o design. Em alguns casos, após uma revisão de DFM, podemos até sugerir que, para quantidades muito baixas, comparar moldagem por injeção de plástico vs. maquinação CNC revela que a maquinação é a escolha mais rápida e económica até que os volumes aumentem.
Serviços de Engenharia e Suporte Incluídos (ou Não)
Ao comparar cotações de moldagem por injeção de protótipos, um dos maiores diferenciadores é o nível de suporte de engenharia incluído no resultado final. Um orçamento que parece surpreendentemente baixo geralmente representa um serviço de “desenho para peça”. Neste modelo, o fabricante simplesmente executa o seu ficheiro CAD sem análise. Se o seu design falhar, o custo do retrabalho recai inteiramente sobre si. Por outro lado, os fornecedores de serviço completo incluem Princípios de Design para Fabricabilidade (DFM) feedback abrangente para detetar problemas como ângulos de saída ou variações na espessura da parede antes do início da produção.
O Custo Real de Configuração e Validação
Validar um molde para baixo volume não é tão simples quanto pressionar um botão. Uma cotação robusta considera a mão-de-obra especializada necessária para ajustar os parâmetros do processo—temperatura, pressão e tempos de resfriamento—para alcançar a consistência da peça. Esta fase geralmente envolve:
- Amostras T1: As primeiras peças produzidas pelo molde, usadas para verificar a geometria básica.
- Ensaios T2/T3: Execuções subsequentes para refinar dimensões e acabamentos superficiais.
- Validação Final: Garantir que as peças atendam a tolerâncias específicas (frequentemente tão apertadas quanto ±0,3% nos nossos processos especializados).
Criar estes moldes e dispositivos precisos muitas vezes requer tecnologia avançada Máquinas de fresagem CNC para garantir que cada cavidade corresponda exatamente às especificações do projeto. Embora omitir estas etapas de validação reduza a oferta inicial, aumenta significativamente o risco de receber peças inutilizáveis.
Orientação Especializada sobre Material e Processo
Para indústrias como aeroespacial ou tecnologia médica, onde frequentemente encontramos requisitos para materiais de alta resistência MIM (Injection Molding de Metal) ou ligas especializadas, a orientação de engenharia é inegociável. Uma cotação mais elevada geralmente reflete a experiência de engenheiros que podem recomendar a matéria-prima ou polímero adequados para atingir os objetivos de desempenho mecânico. Este nível de feedback especializado de DFM garante que, quer produzamos algumas centenas ou várias milhares de unidades, a integridade estrutural da peça final nunca seja comprometida. Parceiros de fabricação confiáveis investem tempo desde o início para garantir que o serviços de usinagem CNC de ligas metálicas e os processos de moldagem produzam um produto funcional e duradouro na primeira execução válida.
Seleção de Materiais e Variáveis de Produção
Ao revisar cotações para baixo volume, a matéria-prima que especifica é um grande fator de custo. Existe uma grande diferença entre materiais de commodities e graus de engenharia de alto desempenho. Na nossa experiência com Moldagem por Injeção de Metal (MIM), o alimentador especializado — uma mistura de pó de metal e aglutinante — pode ser até 10 vezes mais caro do que materiais tradicionais de metalurgia do pó. Essa diferença de preço aumenta quando se passa para ligas exóticas ou plásticos de alta temperatura para cotações de moldagem por injeção de protótipos, onde o desperdício de material durante a configuração não pode ser distribuído por milhões de unidades.
Tempo de ciclo e complexidade de mão-de-obra também distorcem significativamente os números em produções de baixo volume.
- Tempo de configuração: Calibrar a máquina para uma produção de 500 peças leva exatamente o mesmo tempo que para uma produção de 50.000 peças.
- Etapas de processamento: Métodos avançados como MIM requerem processamento de ciclo completo, incluindo injeção, desengorduramento e sinterização, para atingir a densidade.
- Acabamento manual: Volumes menores frequentemente dependem de pós-processamento manual em vez de linhas automatizadas, aumentando o custo de mão-de-obra por peça.
A aplicação pretendida influencia fortemente o preço final também. Se estiver a desenvolver componentes para setores regulados, a cotação deve levar em conta validações rigorosas. Por exemplo, rigor no controlo de qualidade em aplicações aeroespaciais e médicas exige documentação extensa e testes para garantir que as peças atendam a padrões de segurança rigorosos. Nosso trabalho em fabricação médica para dispositivos e equipamentos frequentemente envolve tolerâncias mais apertadas (até ±0,3%) e tratamentos de superfície específicos, o que naturalmente eleva a cotação acima de um projeto comercial padrão.
Outros fatores que influenciam as variações na cotação
Quando se analisam cotações díspares para estrutura de custos de moldagem por injeção de baixo volume, a diferença de preço não se resume apenas ao metal ou ao tempo de máquina. Vários fatores logísticos externos e estratégicos influenciam fortemente o resultado final. Compreender essas variáveis ajuda a entender por que uma cotação pode ser o dobro do preço de outra para o mesmo projeto de peça.
Fabricação Doméstica vs. Offshore
A localização física do fabricante é o maior fator de influência em fatores de preço na moldagem por injeção personalizada.
- Mão de obra e overhead: Fabricação em Portugal muitas vezes apresenta custos horários mais elevados para operários especializados e custos indiretos em comparação com instalações como a nossa na China.
- Cadeia de abastecimento: Embora a produção offshore geralmente ofereça economias significativas nos custos iniciais de diferenças de custos de tooling rápido, é preciso considerar a logística de transporte.
- Alcance Global: Atendemos clientes em todo o país a partir da nossa instalação em Jiangmen. A troca geralmente é entre proximidade imediata e uma eficiência de custos substancial no investimento em moldes.
Prémios de tempo de entrega para trabalhos urgentes
O tempo é frequentemente a mercadoria mais cara na fabricação. Se precisar de cotações de moldagem por injeção de protótipos transformar em peças em dias em vez de semanas, espere um prémio.
- Processamento expresso: Pedidos urgentes perturbam os cronogramas de produção padrão, exigindo trabalho extra e priorização de máquinas.
- Métodos de envio: Transportar peças por via aérea em vez de marítima aumenta drasticamente o custo por unidade, mas é necessário para prazos apertados.
- Soluções rápidas: Para necessidades de teste imediato, compreender a vantagens da prototipagem rápida pode ajudar a decidir se deve pagar pela velocidade agora ou esperar por uma produção padrão.
Definições de Volume Mal Compatíveis
Uma fonte comum de confusão em baixo volume é a definição de “baixo volume” em si.
- Expectativas do Fornecedor: Para um grande fornecedor automóvel, 10.000 unidades podem ser uma “amostra de produção”. Para uma oficina especializada, 10.000 unidades representam um contrato de produção completo.
- Economia de Escala: O nosso processo de Moldagem por Injeção de Metal (MIM), por exemplo, é mais económico para demandas que variam de alguns milhares a milhões. Se uma cotação assume que você eventualmente escalará para milhões, o custo amortizado das ferramentas parece diferente de uma cotação estritamente para um lote único de 500.
- Mínimos: Sempre esclareça se o fornecedor possui uma Quantidade Mínima de Encomenda (MOQ) que aumenta o preço em lotes menores.
Como Comparar Cotações de Forma Eficaz
Quando recebe cotações para fabricação de baixo volume que variam bastante, geralmente é porque os fornecedores estão fazendo suposições diferentes sobre a duração do seu projeto e necessidades de precisão. Para garantir que não está a comparar uma ferramenta de protótipo temporária com um ativo de grau de produção, é necessário analisar os detalhes de cada proposta.
Lista de Verificação para Comparações de RFQ de Maçã para Maçã
- Separar Ferramentas do Preço por Unidade: Sempre peça uma divisão que separe os custos de Engenharia Não Recorrente (NRE)—como o design e configuração do molde—do preço por peça. Em processos como Moldagem por Injeção de Metal (MIM), o investimento inicial em ferramentas e moldes é um fator de custo significativo. Se uma cotação agrupa estes custos, ela oculta o verdadeiro custo de escalabilidade posterior.
- Esclarecer a Expectativa de Vida Útil do Molde: Verifique a vida útil estimada do molde. Uma cotação para uma ferramenta “suave” classificada para 500 disparos será muito mais barata do que uma ferramenta de aço endurecido classificada para 100.000, mas não ajudará se a produção aumentar.
- Confirmar Especificações do Material: Assegure-se de que todos os fornecedores estão a cotar o mesmo tipo de matéria-prima. Em áreas especializadas, a poeira de matéria-prima para MIM pode ser até 10 vezes mais cara do que poeiras padrão, portanto uma cotação mais barata pode indicar substituição de material de qualidade inferior.
Avaliação da Inclusão de DFM e Certificações de Qualidade
A proposta mais baixa muitas vezes elimina suporte de engenharia essencial. Uma cotação robusta deve incluir feedback de Design for Manufacturability (DFM) para otimizar a espessura das paredes (idealmente < 6mm para MIM) e tolerâncias. Na MS Machining, focamos em alcançar uma precisão de “Net-Near-shape” para reduzir processos secundários. Se um fornecedor não fizer perguntas sobre a sua geometria ou oferecer serviços de usinagem CNC de alta precisão para características demasiado complexas para moldagem, podem estar a comprometer o controlo de qualidade. Sempre verifique se a cotação inclui o pós-processamento necessário, como tratamento térmico ou polimento de superfície, para garantir que as peças finais atendem aos seus requisitos mecânicos.
Perguntas Frequentes Sobre Orçamentos de Moldagem de Baixo Volume
Qual é o material de molde mais barato para 100 peças?
Para produções de volume extremamente reduzido ou moldagem por injeção de protótipo, alumínio (especificamente 7075 ou QC-10) é normalmente a opção mais económica. O alumínio é mais macio e mais rápido de usinar do que o aço ferramenta, o que reduz significativamente o custo inicial despesas de ferramentas de baixo volume. No entanto, se estiver a considerar Moldagem por Injeção de Metal (MIM), o molde deve suportar pressões mais elevadas e matérias-primas abrasivas, por isso muitas vezes recomendamos pelo menos um aço pré-endurecido para garantir que a ferramenta resiste à produção sem degradar a precisão da peça.
A moldagem por injeção de baixo volume requer moldes de aço?
Não, a produção de baixo volume não exige estritamente moldes de aço endurecido. Frequentemente usamos “ferramentas de ponte” ou ferramentas rápidas feitas de alumínio ou aços mais macios (como P20) para quantidades que variam de 50 a alguns milhares de unidades. Estes materiais reduzem os tempos de entrega e o investimento inicial. No entanto, se o seu projeto requer tolerâncias de alta precisão (±0,3%) ou utiliza plásticos preenchidos com vidro abrasivo ou matérias-primas metálicas, podemos aconselhar contra o alumínio para evitar desgaste prematuro da ferramenta que possa comprometer a qualidade da peça.
Qual é o custo médio de um molde de injeção para protótipo?
Não há um preço único porque diferenças de custos de tooling rápido são totalmente determinados pela geometria e tamanho da peça. Um molde simples de abrir e fechar para um pequeno suporte pode custar alguns milhares de euros, enquanto um molde complexo que requer ações laterais, sliders para undercuts ou trabalho de EDM para ribs profundas será significativamente mais caro. O custo de seleção de material do molde de injeção também influencia; escolher o materiais de peças de metal usinadas adequado para a ferramenta equilibra custos iniciais com a vida útil esperada da ferramenta.
Por que o custo por peça é mais elevado em produções de baixo volume?
O preço unitário mais alto em baixo volume devido principalmente a Amortização de ferramentas de moldagem por injeção. Quando produz 100.000 peças, o custo do molde é distribuído de forma uniforme, acrescentando alguns cêntimos a cada unidade. Quando produz apenas 500 peças, esse mesmo custo de tooling adiciona uma quantia significativa a cada unidade. Além disso, os processos de configuração—including aquecimento da máquina, mudanças de material e testes T1—exigem a mesma quantidade de trabalho e tempo de máquina, independentemente de produzirmos 100 ou 10.000 peças. Em processos como MIM, a própria matéria-prima também é um fator premium, custando até 10 vezes mais do que materiais tradicionais de metalurgia do pó.