

Aluminum has long been a go-to material in modern manufacturing due to its lightweight nature, corrosion resistance, and versatility. Among its forms, cast aluminum plays a crucial role across industries ranging from automotive to electronics and industrial equipment. Understanding its casting processes, alloy types, design limitations, and how it compares to CNC machined aluminum is essential for engineers, buyers, and manufacturers making sourcing decisions. This guide provides an in-depth look into cast aluminum, its advantages and limitations, and practical insights to help make informed manufacturing choices.
What Is Cast Aluminum (And Why It’s Still Used in Precision Manufacturing)
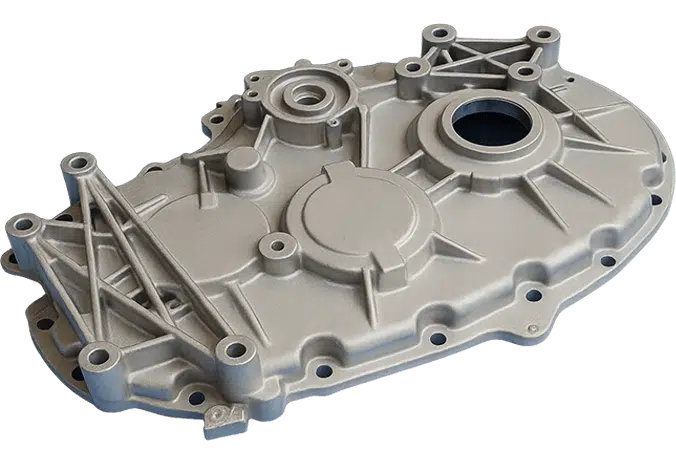
Cast aluminum is formed by pouring molten aluminum into a mold where it solidifies into the desired shape. Unlike wrought aluminum, which is mechanically worked after solidification, cast aluminum relies on the mold and solidification process to achieve its geometry. This makes it particularly suitable for parts with complex shapes, hollow sections, or thin walls that may be difficult to produce by machining alone.
Common applications of cast aluminum include automotive engine blocks, heat sinks for electronics, pump housings, and structural components for machinery. Despite advancements in CNC machining and additive manufacturing, cast aluminum remains widely used because it enables high-volume production at competitive costs while maintaining acceptable strength and dimensional accuracy.
Cast aluminum offers advantages such as ease of forming complex geometries, reduced weight, and good corrosion resistance, which make it indispensable in both mass production and specialized manufacturing.
How Aluminum Casting Works: From Molten Metal to Functional Parts
The casting process is more complex than simply pouring molten aluminum into a mold. Quality and performance of the final parts depend on careful control of melting, mold filling, solidification, and post-casting operations.
Melting, Degassing, and Grain Control
The aluminum melting process must be carefully managed to ensure part quality. Fluxes are often used to remove oxides, and degassing is critical to eliminate dissolved hydrogen, which can create porosity in the finished part. Grain refinement techniques are employed to improve mechanical properties and reduce brittleness. Poor control during this stage can lead to defects that compromise the structural integrity of the component.
Mold Filling Behavior and Solidification Shrinkage
The flow of molten aluminum into the mold directly affects surface finish, internal porosity, and dimensional accuracy. Proper gating systems minimize turbulence that can trap gas and create voids. Designers must also account for solidification shrinkage, as aluminum contracts upon cooling. Molds are typically designed with compensation for shrinkage to prevent dimensional errors.
Post-Casting Operations That Affect Final Precision
After casting, parts often require secondary processes such as machining allowances, heat treatment, or surface finishing. Machining improves tolerance and surface quality, heat treatment enhances strength and ductility, and surface treatments such as anodização improve corrosion resistance and aesthetics.
Main Types of Aluminum Casting Processes (And Their Real Differences)
Understanding the differences between casting processes helps determine the right method for specific parts, balancing cost, precision, and mechanical properties.
High Pressure Die Casting (HPDC)
High pressure die casting involves forcing molten aluminum into a steel mold under high pressure. This process is ideal for high-volume production with thin walls and complex geometries. Advantages include high repeatability and smooth surface finishes. However, HPDC can produce parts with higher porosity, making them less suitable for secondary welding or certain structural applications.
Sand Casting (Best for Large and Low-Volume Parts)

Sand casting uses expendable sand molds, which allow the creation of large and complex parts with relatively low tooling costs. It is well suited for prototypes or low-volume production runs. Sand-cast parts typically have rougher surfaces and wider tolerances, often requiring additional machining for precision applications.
Permanent Mold Casting (Gravity Casting)

Permanent mold casting, also known as gravity casting, provides a middle ground between die and sand casting. The molds are reusable, and the process yields better mechanical properties than sand casting while being more economical than high-pressure die casting for medium-volume production.
Investment Casting for Aluminum (Precision at a Premium)
Investment casting, or lost-wax casting, produces high-precision components with intricate geometries. It is more expensive than other casting methods and is typically used for componentes aeroespaciais, specialized industrial parts, or applications requiring complex design and tight tolerances.
Common Cast Aluminum Alloys and How to Choose Them
Selecting the correct alloy is critical for ensuring that a part meets mechanical, thermal, and corrosion requirements.
A356 vs A380 vs 6061
- A380: Commonly used in die casting; good corrosion resistance, moderate strength, suitable for automotive housings.
- A356: Often used for structural components; provides better mechanical properties and can be heat treated.
- 6061: More suitable for usinagem CNC than casting; excellent corrosion resistance and strength.
Mechanical Properties Comparison Table
| Liga | Ultimate Tensile Strength (MPa) | Resistência à Corrosão | Usinabilidade |
|---|---|---|---|
| A380 | 310 | Bom | Moderado |
| A356 | 275–310 | Muito Bom | Moderado |
| 6061 | 310–350 | Excelente | Alta |
Design Guidelines for Cast Aluminum Parts
Wall Thickness and Draft Angle Rules
Maintaining consistent wall thickness prevents shrinkage defects. Draft angles, typically 1–3 degrees depending on mold material, facilitate removal from molds and reduce the risk of surface damage.
Avoiding Common Design Defects
Sharp corners can create stress concentrations, and uneven thickness can lead to shrinkage porosity. Collaboration between designers and casting engineers is essential to minimize these issues.
Tolerance Limits Compared to CNC Machining
Cast aluminum tolerances are generally wider than peças usinadas por CNC. Secondary machining is often required to achieve precise dimensions or smooth surfaces.
Cast Aluminum vs CNC Machined Aluminum: Which One Should You Choose?

Cost Comparison (Low Volume vs Mass Production)
Die casting is cost-effective for high-volume production. CNC machining is more suitable for prototypes or low-volume production because it requires minimal tooling.
Precision and Surface Finish Differences
CNC machining provides tighter tolerances and smoother surfaces. Casting can meet functional tolerances but often requires finishing for high-precision applications.
Lead Time and Tooling Investment
Die casting requires mold design and fabrication, extending lead time for the first part. CNC machining is faster for small batches, with minimal tooling.
Advantages and Limitations of Cast Aluminum
Vantagens
- Lightweight, reducing part and assembly weight
- Good thermal conductivity for heat-dissipating components
- Cost-effective in high-volume production
Limitações
- Porosity can reduce mechanical strength
- Lower tensile strength than wrought aluminum
- Secondary machining may be required for precise tolerances
Industries That Rely on Cast Aluminum Parts
- Automotive: engine blocks, transmission housings
- Eletrónica: heat sinks, enclosures
- Industrial machinery: pump bodies, valve housings
- Aerospace: non-critical structural components
When Cast Aluminum Fails: Real-World Issues Buyers Should Know
- Porosity leading to leaks or pressure failures
- Dimensional instability affecting assembly
- Surface defects that reduce corrosion resistance or aesthetics
- Deformation during secondary machining
How to Source Reliable Cast Aluminum Parts (Supplier Perspective)
- Mold design and manufacturing capability
- Integration of casting and CNC machining for secondary operations
- Quality inspection methods such as X-ray or CMM measurement
- Minimum order quantity (MOQ) and lead times for production planning
Conclusion: Choosing the Right Manufacturing Route for Your Aluminum Parts
Cast aluminum continues to be an indispensable material for many industries. High-volume, geometrically complex parts benefit from die casting, while low-volume, high-precision parts are better suited for CNC machining. Understanding alloy selection, design limitations, and supplier capabilities ensures parts meet functional, cost, and quality requirements. Proper planning and informed decisions allow manufacturers and buyers to leverage the advantages of cast aluminum while mitigating its limitations.