
De Anatomie van het Proces: Van CAD tot Gietstuk
Wij maken gebruik van een verfijnde verloren-wax gietproces methodologie die de kloof overbrugt tussen digitale precisie en metallurgisch vakmanschap. Door te beginnen met een high-fidelity CAD-model, zorgen we ervoor dat elk aluminium investeringgietstuk voldoet aan strenge dimensionale nauwkeurigheid vereisten vanaf het begin.
3D-geprinte Offeringspatronen
Voor complexe geometrieën en snelle prototyping zetten we in hoogwaardige 3D-geprinte offeringspatronen. Deze technologie elimineert de noodzaak voor dure harde gereedschappen tijdens de validatiefase, waardoor mogelijk is:
- Snelle ontwerpiteraties zonder hoge initiële kosten.
- Ingewikkelde interne lattices en ondercuts.
- Het bereiken van een bijna-netvorm die materiaalwaaste vermindert.
Boomassemblage en Gating-Optimalisatie
Individuele patronen worden gemonteerd op een centrale sprue om een “gietboom” te vormen. We geven prioriteit aan gating-systeemontwerp geoptimaliseerd door verhardingsmodellering om te zorgen dat laminaire stroming. Deze kritieke technische stap voorkomt de turbulentie die typisch leidt tot luchtinsluiting en oxiden, waardoor superieure porositeitscontrole.
Keramische schelpmontage
De assemblage wordt herhaaldelijk ondergedompeld in hoogwaardig refractory slurry en gestuukt om een robuuste keramische schelmallen. Dit laagproces is ontworpen om de superieure oppervlakte-ruwheid (RMS) en fijne details te bieden die onze aluminium investeringsgietproducten.
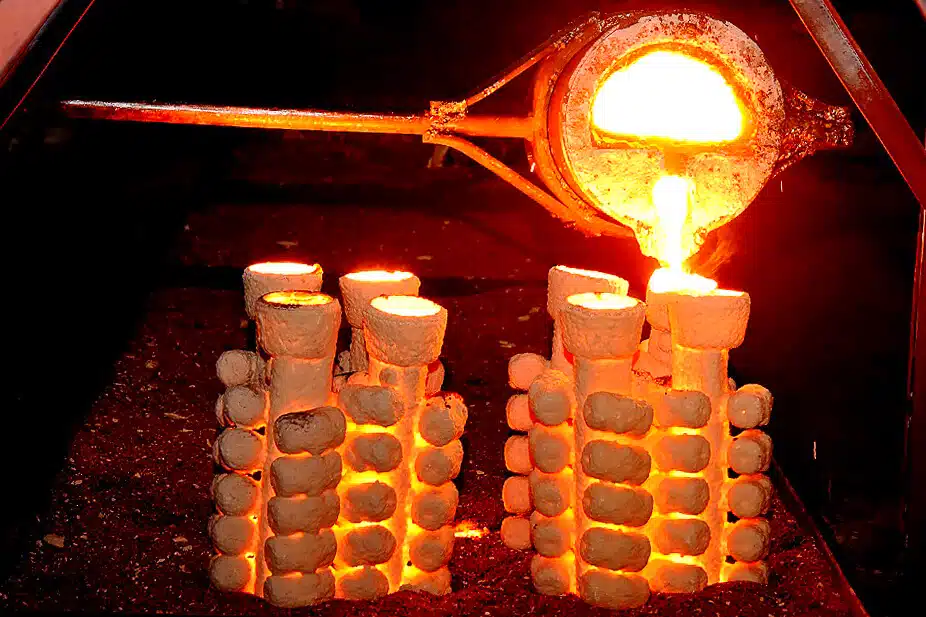
Ontgommen, Bakken en Vacuümgieten
Zodra de schelp is uitgehard, wordt het offermateriaal verwijderd via stoomautoclave. De mal wordt vervolgens gebakken om maximale thermische schokbestendigheid.
| Fase | Belangrijk technisch kenmerk | Technisch voordeel |
|---|---|---|
| Ontgommen | Autoclave met hoge druk | Voorkomt scheurvorming in de behuizing en expansiestress |
| Vuren | Geregelde thermische opbouw | Verwijdert residu vocht en vluchtige stoffen |
| Gieten | Vacuum-ondersteunde gieterij | Maakt mogelijk Dunwandige aluminium gieterij tot 0,75 mm |
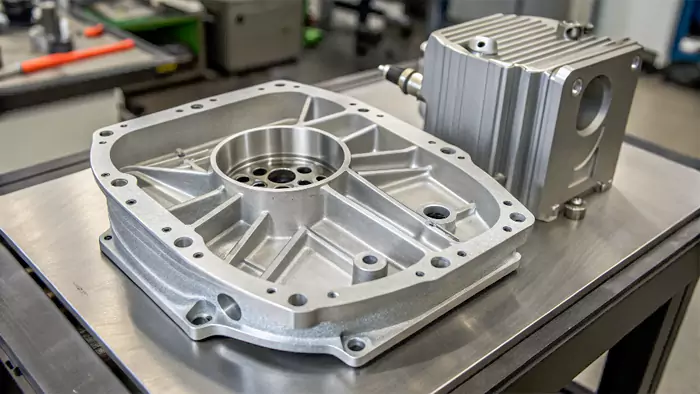
Uitnemen en afwerking
Na gecontroleerd afkoelen gebruiken we hoogfrequente vibratieapparatuur voor het verwijderen van de behuizing. Het proces wordt afgesloten met nauwkeurige poortafsluiting en schurende afwerking. Dit resulteert in een onderdeel dat vaak de noodzaak voor zware secundaire CNC-bewerking, levert een hoogwaardig onderdeel dat klaar is voor eindmontage.
Beste legeringen voor aluminium investeringsgieterij

De prestaties van uw eindonderdeel hangen volledig af van de chemie van het metaal. We richten ons op het afstemmen op de specifieke eisen van uw toepassing—of dat nu gewichtsreductie, thermisch beheer of ruwe kracht is—op het juiste aluminiumtype. Het gebruik van het juiste materiaal zorgt ervoor dat onze investment casting precisieonderdelen voldoen aan de strenge normen van de luchtvaart- en medische industrieën.
A356 en A357 structurele kwaliteiten
Dit zijn de favoriete keuzes voor aluminium investeringgietstuk wanneer structurele integriteit niet onderhandelbaar is.
- A356.0 T6 aluminium: Dit is de werkpaard van de industrie. Het biedt een perfecte balans tussen gietbaarheid, drukdichtheid en corrosiebestendigheid.
- A357: Een alternatief met hogere sterkte dat vaak wordt gebruikt voor kritieke componenten die superieure mechanische eigenschappen en hoge weerstand tegen vermoeidheid vereisen.
319 en 713 (Tenzalloy) Prestaties
- 319 Legering: Bekend om zijn hoge vloeibaarheid en uitstekende “als-giet” eigenschappen. Het wordt vooral gewaardeerd vanwege de bewerkbaarheid na het gieten, waardoor het ideaal is voor onderdelen die uitgebreide secundaire CNC-bewerking.
- 713 (Tenzalloy): Deze legering is een doorbraak voor grote of complexe onderdelen omdat het hoge sterkte bereikt door natuurlijke veroudering. Door het intense warmtebehandelingsproces over te slaan, elimineren we het risico op dimensionale vervorming terwijl we een hoge treksterkte behouden.
Alloys met Hoge Thermische Geleiding
Voor de elektronica- en EV-sectoren gebruiken we speciale legeringen ontworpen voor maximale warmteafvoer. Deze materialen zijn essentieel voor vloeistofgekoelde batterijbehuizingen en hoog-dichtheid warmteafvoersystemen. Door zorgvuldig te controleren dendrietarmspatie (DAS) tijdens de koelingsfase, zorgen we ervoor dat het thermische pad ongestoord blijft, wat optimale prestaties biedt in veeleisende omgevingen.
| Legeringsklasse | Belangrijkste Voordeel | Typische toepassing |
|---|---|---|
| A356 | Sterkte-gewichtsverhouding | Lucht- en ruimtevaartbeugels, brandstofsystemen |
| 319 | Gietbaarheid & bewerking | Motoronderdelen, deksels |
| 713 | Geen warmtebehandeling vereist | Hoge-sterkte frames |
| Specialiteit | Thermische geleidbaarheid | EV-motorbehuizingen, Koellichamen |
Investeringgieten versus Fabricagealternatieven
Kiezen van de juiste productiemethode voor investeringgieten aluminium betrekking hebbend op het afwegen van de afwegingen tussen initiële kosten, complexiteit van het onderdeel en materiaalefficiëntie. Terwijl wij uitblinken in het leveren van hoogprecisieonderdelen, hangt de “beste” methode volledig af van jouw specifieke projectvereisten.
Investeringgieten versus Spuitgieten
Het belangrijkste onderscheid hier is volume versus veelzijdigheid. Spuitgieten is onverslaanbaar voor grote series, maar de gereedschapsafschrijving kan een enorme financiële drempel vormen voor kleinere batches.
- Gereedschapskosten: Mallen voor investeringgieten zijn aanzienlijk betaalbaarder dan matrijzen voor hoogdrukspuitgieten.
- Ontwerpvrijheid: Wij gebruiken de verloren-wax gietproces methode om complexe interne geometrieën en ondercuts te produceren die fysiek onmogelijk zijn om uit een permanente mal te verwijderen.
Investeringgieten versus Zandgieten
Wanneer jouw project superieure dimensionale nauwkeurigheid en een verfijnd oppervlakte-ruwheid (RMS), vereist, is investeringgieten de duidelijke winnaar.
- Oppervlakteafwerking: Zandgieten laat een korrelige, geperforeerde textuur achter. Ons keramische schelpproces resulteert in een gladde, professionele afwerking direct uit de mal.
- Precisie: Wij handhaven veel strakkere toleranties, waardoor de behoefte aan agressieve snel CNC-bewerking om “verschuifde” of oversized kenmerken die typisch zijn voor zandgietwerk te corrigeren.
Investering Gieten vs. Volledige CNC-bewerking
Veel ingenieurs geloven ten onrechte dat het bewerken van een onderdeel uit een massieve blok het enige manier is om precisie te krijgen. Echter, beginnen met een aluminium investering gietstuk biedt een bijna-netvorm dat de productiekosten aanzienlijk verlaagt.
- Materiaalafval: CNC-bewerking kan leiden tot tot 80% materiaalverspilling bij complexe onderdelen. Wij gieten alleen wat nodig is.
- Levertijden: Door de primaire vorm te gieten, verminderen we aanzienlijk de tijd die aan de freesmachine wordt besteed. Vervolgens gebruiken we precisie CNC-freesonderdelen technieken alleen op kritieke contactoppervlakken, waardoor je het beste van beide werelden krijgt: gietefficiëntie en bewerkingsprecisie.
Snel Vergelijkingstabel
| Kenmerk | Investeringgieten | Gieten | Zandgieten | Volledige CNC-bewerking |
|---|---|---|---|---|
| Aanvangskosten voor gereedschap | Gemiddeld | Hoog | Laag | Geen |
| Oppervlakteafwerking (RMS) | Uitstekend | Zeer goed | Slecht | Uitstekend |
| Ontwerpcomplexiteit | Hoog | Gemiddeld | Laag | Zeer hoog |
| Materiële efficiëntie: | Hoog | Hoog | Gemiddeld | Laag |
| Eenheidsprijs (Mid-Volume) | Laag | Gemiddeld | Gemiddeld | Hoog |
Ontwerpen voor Succes: Aluminium Investering Gietwerk DFM
Je ontwerp goed krijgen voordat de eerste mal wordt gemaakt, is de enige manier om een kosteneffectief, hoogwaardig onderdeel te garanderen. Wanneer we spreken over aluminium investeringgietstuk, is het primaire voordeel het bereiken van een bijna-netvorm die de behoefte aan dure secundaire werkzaamheden vermindert. Echter, het volgen van een paar kernprincipes van Design for Manufacturability (DFM) is wat een succesvolle productie scheidt van een nachtmerrie met veel afval.
Precisie en Dimensionale Nauwkeurigheid
Een van de grootste voordelen van verloren-wax gietproces is de ongelooflijke dimensionale nauwkeurigheid die we kunnen bereiken. In tegenstelling tot zandgieten, maakt dit proces veel strakkere controle over complexe geometrieën mogelijk. Terwijl standaard toleranties indrukwekkend zijn, kan het kiezen voor premium precisie veel downstream stappen elimineren. Als je project nog strakkere passing vereist, integreren we vaak onze aangepaste CNC-bewerkingsdiensten om die ultra-kritische specificaties te halen.
| Kenmerk | Standaard Precisie | Premium Precisie |
|---|---|---|
| Lineaire Tolerantie | ±0.005 in/in | ±0.003 in/in |
| Afschuining Hoek | 0,5° – 1,0° | 0.0° – 0.5° (in specifieke gebieden) |
| Wanddikte | 1.5mm (0.060″) | 0.75mm (0.030″) |
Geoptimaliseerde Wanddikte en Afschuining Hoeken
Wij zijn gespecialiseerd in Dunwandige aluminium gieterij, waarbij de limieten worden verlaagd tot 0,75mm–1,5mm secties. Om dit voor elkaar te krijgen, gebruiken we specifieke giet- en vultechnieken om ervoor te zorgen dat het metaal de mal vult voordat het uithardt.
- Wanddikte: Houd overgangen geleidelijk. Drastische veranderingen tussen dikke en dunne secties kunnen krimp of “zinkingen” veroorzaken.”
- Achterwaartse hoeken: De meeste processen vereisen 3° tot 5°, maar investeringgieten aluminium is uniek. Omdat de keramische schelp wordt afgebroken van het onderdeel, hebben we slechts een minimale 0.5° tot 1° afschuining om het waspatroon uit de initiële matrijs te verwijderen.
- Rondingen en Radius: Scherpe hoeken zijn de vijand. We raden royale fillets aan om spanningsconcentraties en “hete scheuren” tijdens het afkoelproces te voorkomen. Dit houdt de structurele integriteit van het onderdeel hoog en het afkeurpercentage laag.
Door je te richten op deze geometrieën, maximaliseer je de efficiëntie van de aluminium investeringgietstuk proces, waardoor je onderdelen lichter, sterker en klaar voor gebruik zijn met minimale verspilling.
Zorgen voor Perfectie: Kwaliteit en Secundaire Afwerking
In onze aluminium investeringgietstuk proces, bestaat er geen “goed genoeg”. We behandelen kwaliteitsborging als de ruggengraat van onze productie, en zorgen ervoor dat elk onderdeel dat we verzenden klaar is voor high-performance gebruik. Door rigoureus testen te combineren met geavanceerde nabewerking, leveren we aluminium investeringsgietingen die voldoen aan de strengste lucht- en medische normen.
Niet-destructief testen (NDT) & Analyse
We gebruiken een gelaagde aanpak om de integriteit van elke gieting te verifiëren. Onze interne protocollen richten zich op het elimineren van verborgen defecten en het waarborgen van porositeitscontrole voordat een onderdeel ooit je assemblagelijn bereikt.
- Röntgeninspectie: Essentieel voor het detecteren van interne holtes of insluitsels die de structurele integriteit kunnen ondermijnen.
- Spectrographische analyse: We verifiëren de smeltsamenstelling in realtime om te zorgen dat het legering voldoet aan exacte materiaalcertificeringen.
- Dimensiecontrole: Gebruikmakend van CMM (Coördinatenmeetmachines) om te verifiëren dimensionale nauwkeurigheid tegen je CAD-model.
Warmtebehandeling voor optimale prestaties
Om het meeste uit A356.0 T6 aluminium en andere gespecialiseerde legeringen, passen we nauwkeurige thermische cycli toe. Dit proces optimaliseert de dendrietarmspatie (DAS) en versterkt de mechanische eigenschappen aanzienlijk.
- T5-temper: Koeling na een temperatuurvormingsproces en vervolgens kunstmatig verouderd voor dimensionale stabiliteit.
- T6 Temperatuur: Een volledige oplossingswarmtebehandeling en kunstmatig verouderingsproces ontworpen voor maximale treksterkte en ductiliteit.
Nauwkeurige secundaire bewerkingen
Ook al behalen we indrukwekkende bijna-netvorm resultaten door verloren-wax gietproces, vereisen missiekritische functies vaak strakkere toleranties dan een mal kan bieden. Wij bieden uitgebreide CNC precisie engineering oplossingen om de kloof te overbruggen tussen gegoten toleranties en extreme precisie-eisen.
| Operatie | Precisie / Standaard | Belangrijkste Voordeel |
|---|---|---|
| Secundaire CNC-bewerking | +/- 0,005mm | Raakt kritieke passingen voor lagers en complexe pasvlakken. |
| Oppervlakteverfijning | Verbeterde RMS | Verlaagt oppervlakte-ruwheid (RMS) voor hogedrukafdichtingen. |
| Anodiseren & Coaten | MIL-SPEC | Verbetert de corrosiebestendigheid en oppervlaktehardheid. |
Bij het evalueren staal vs aluminium CNC-bewerking voor post-gietafwerking stelt de hoge bewerkbaarheid van aluminium ons in staat om aan deze ultranauwkeurige specificaties te voldoen terwijl uw gereedschapsafschrijving en de totale kosten per eenheid onder controle houden.
Industrie Toepassingen: Waar Precisie Ontmoet Prestaties
Onze aluminium investeringgietstuk oplossingen bedienen sectoren waar falen geen optie is. Door te leveren bijna-netvorm onderdelen helpen we ingenieurs de kloof te overbruggen tussen complexe geometrie en hoge sterkte-eisen.
Luchtvaart & Defensie
In de luchtvaart telt elke gram. Wij produceren A356.0 T6 aluminium structurele beugels en ingewikkelde brandstofsysteemonderdelen die gewichtreductie prioriteren zonder in te boeten aan integriteit.
- Brandstofsystemen: Complexe interne kanalen gesmeed met hoge resolutie precisie.
- Structurele Beugels: Hoge sterkte onderdelen ontworpen om extreme vibraties en stress te weerstaan.
Automotive en EV Innovatie
De verschuiving naar elektrische voertuigen heeft de vraag naar hoogwaardige investeringgieten aluminium onderdelen doen toenemen. Onze gieterij is gespecialiseerd in de dunwandige secties die nodig zijn voor modern thermisch beheer en behuizing.
- Accuhuisjes: Lichtgewicht, duurzame bescherming voor hoogspanningscellen.
- Motorbehuizingen: Efficiënte warmteafvoer via geïntegreerde koelribben.
Medische Apparaten Productie
Medisch professionals vertrouwen op aluminium investeringsgietproducten voor gereedschappen die zowel lichtgewicht als ergonomisch complex zijn. Omdat deze instrumenten extreme precisie vereisen, ondergaan veel componenten secundaire CNC-bewerking om de uiteindelijke toleranties te behalen. Om langdurige duurzaamheid en sterilisatiebestendigheid te garanderen, bieden wij ook anodiseren voor aluminium als standaard afwerkingsoptie.
- Chirurgische gereedschapshandvatten: Gevormde ontwerpen voor superieure grip en controle.
- Beeldvormingsapparatuur: Stijve, lichtgewicht frames voor draagbare diagnostische en röntgenapparaten.
Veelgestelde vragen over aluminium investeringsgieten
Hoeveel kost het gereedschap voor aluminium investeringsgieten?
De initiële kosten voor aluminium investeringgietstuk gereedschap variëren meestal van $1.500 tot $10.000+, afhankelijk van de complexiteit van het onderdeel en het aantal holtes in de wasinjectiemal. Hoewel de initiële prijs hoger is dan zandgieten, is de gereedschapsafschrijving ze zeer efficiënt voor middelgrote tot grote oplages. Omdat het proces een bijna-netvorm, bespaar je aanzienlijk op grondstofafval en arbeidskosten.
Wat is de typische doorlooptijd voor prototypes versus productie?
Wij handelen snel om je ontwerpen in handen te krijgen:
- Prototypegieten: Door gebruik te maken van 3D-geprinte offerpatronen, kunnen we hard gereedschap overslaan en een prototype gieten al in slechts 2 tot 4 weken.
- Productie: Traditioneel verloren-wax gietproces het gebruik van permanente metalen mallen vereist meestal 8 tot 12 weken voor het eerste artikel, inclusief het bouwen van de gereedschappen en procesvalidatie.
Kan investeringsgieten complexe multi-onderdelen CNC-assemblages vervangen?
Ja. Een van de grootste voordelen van dit proces is onderdelenconsolidatie. We kunnen vaak een enkel, complex onderdeel gieten dat een assemblage van vijf of zes losse stukken vervangt. Dit elimineert montagetijd, vermindert het risico op lekkages in vloeistofsysteem en verlaagt uw totale kosten per onderdeel. Voor functies die extreme toleranties vereisen, bieden wij prototypebewerking om kritieke bevestigingsvlakken of schroefgaten te verfijnen.
Welke oppervlakteafwerking (RMS) kan ik verwachten uit de mal?
De keramische schelmallen gebruikt in dit proces produceert een uitzonderlijke oppervlakte-ruwheid (RMS), meestal variërend tussen 60 en 125 micro-inch. Dit is aanzienlijk beter dan de afwerking die wordt geleverd door zandgieten. Voor veel industriële toepassingen is deze “zoals-gevormde” afwerking glad genoeg om zonder extra vibrerende afwerking of polijsten te worden gebruikt, waardoor uw productiestappen verder worden verminderd.