Comprendere la fusione a cera persa in acciaio inossidabile nella produzione moderna
Cos'è la fusione a cera persa in acciaio inossidabile?
La fusione in acciaio inossidabile a investimento, storicamente conosciuta come fusione a cera persa a cera persa, è un processo di produzione di precisione progettato per produrre componenti metallici complessi con alta precisione dimensionale e finiture superficiali superiori. A differenza della tradizionale fusione in sabbia, che crea superfici più ruvide, la fusione a cera persa moderna—in particolare il Processo Silica Sol utilizzato presso MS Machining—consente la creazione di parti quasi a forma finale. Questo metodo è ideale per componenti che richiedono geometrie interne complesse o pareti sottili che sarebbero difficili o troppo costose da produrre tramite Componenti di precisione CNC macchinatura da sola. Riducendo al minimo gli sprechi di materiale e la necessità di operazioni secondarie estese, questa tecnica rappresenta una soluzione critica per settori che vanno dall'automotive al controllo dei fluidi.
Come funziona il processo di fusione a cera persa passo dopo passo
La trasformazione da materia prima a componente finito coinvolge una procedura rigorosa a più fasi per garantire l'integrità strutturale e la coerenza dimensionale.
Iniezione del modello in cera: Viene creato uno stampo in metallo e si inietta cera fusa per formare una replica della parte finale.
Assemblaggio dell'albero: Più modelli in cera sono attaccati a un getto centrale di cera, creando un “albero” per la lavorazione in batch.
Costruzione della conchiglia (Processo Silica Sol): L'albero di cera viene immerso in una sospensione ceramica e rivestito con sabbia fine. Questo processo viene ripetuto più volte per costruire una conchiglia ceramica dura e resistente.
Dewaxing (rimozione della cera): La conchiglia ceramica viene riscaldata, causando la fusione e il drenaggio della cera, lasciando una cavità vuota (fase della “cera perduta”).
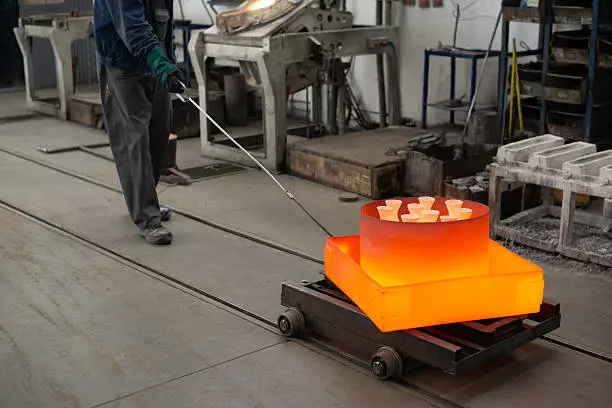
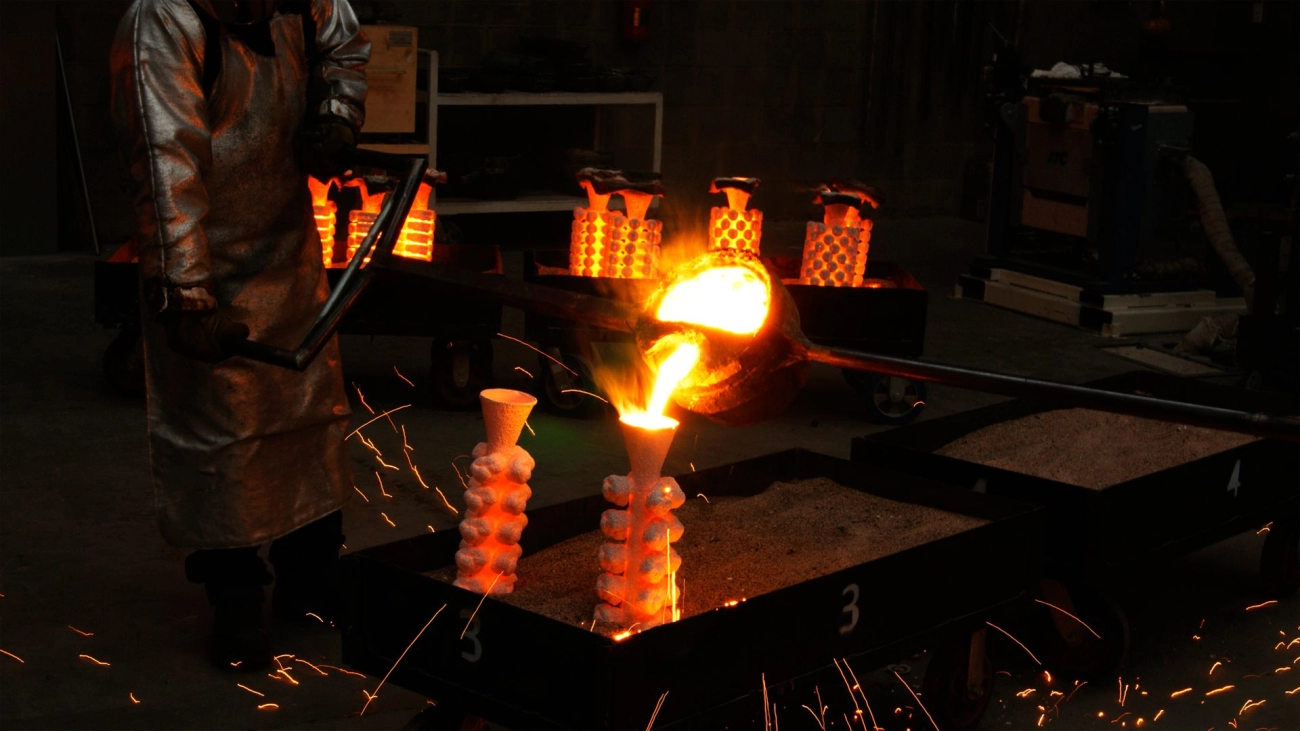
Colata: La acciaio inossidabile fuso viene versata nella conchiglia ceramica preriscaldata, riempiendo la cavità per formare la parte.
Rimozione e pulizia: Una volta raffreddata, la conchiglia ceramica viene rotta, e i pezzi vengono tagliati dal getto.
Finitura: Le fusioni vengono sottoposte a sabbiatura, smerigliatura delle porte e ispezione iniziale prima di passare alle operazioni secondarie. componenti CNC di precisione lavorazione meccanica se sono richieste tolleranze più strette.
Le tipologie di acciaio inossidabile più comuni utilizzate nella pressofusione
Selezionare la lega corretta è fondamentale per le prestazioni del pezzo stampato. Supportiamo una vasta gamma di leghe di acciaio inossidabile adattate a specifici requisiti meccanici e ambientali:
Acciaio Inossidabile Austenitico (304, 304L, 316, 316L): Le scelte più popolari per fusione a investimento grazie alla loro eccellente resistenza alla corrosione e alle buone proprietà meccaniche. La lega 316L è particolarmente preferita per applicazioni marine e chimiche.
Acciaio ad Indurimento Precipitazione (17-4 PH): Scelto per applicazioni che richiedono alta resistenza, durezza e resistenza alla corrosione, spesso utilizzato in componenti aerospaziali e industriali pesanti.
Acciaio Inossidabile Martensitico (410, 420): Ideale per parti che richiedono alta durezza e resistenza all'usura, come parti di pompe e valvole.
Acciaio Inossidabile Duplex: Offre una combinazione di alta resistenza e eccezionale resistenza alla crepa da stress-corrosione, adatto a ambienti difficili.
Perché l'acciaio inossidabile viene spesso scelto per i pezzi di pressofusione
Quando ingegneri e responsabili degli acquisti scelgono un processo di produzione, la combinazione di acciaio inossidabile e pressofusione spesso si distingue. Questa coppia non riguarda solo la modellatura del metallo; si tratta di creare componenti in grado di resistere a realtà difficili mantenendo tolleranze strette. Da MS Machining, vediamo in prima persona come questo metodo risolva problemi ingegneristici complessi dove altre tecniche falliscono.
Resistenza alla corrosione e stabilità del materiale
Il motivo principale per cui i nostri clienti specificano leghe di acciaio inossidabile come 304, 316 e 316L è la loro capacità intrinseca di resistere all'ossidazione e agli attacchi chimici. Nel processo di pressofusione, il metallo fuso si solidifica in un ambiente controllato, garantendo una microstruttura omogenea. Questa uniformità è fondamentale per mantenere lo strato passivo di ossido del materiale, che protegge il pezzo dalla ruggine e dal degrado.\n\nChe il componente sia destinato a un ambiente marino, a un impianto chimico o a una struttura medica, la stabilità del materiale dell'acciaio inossidabile fuso garantisce una lunga durata. A differenza di parti placcate dove un graffio superficiale può portare a fallimenti, la resistenza alla corrosione qui è parte integrante del materiale stesso.
Resistenza meccanica e durabilità per ambienti esigenti
La pressofusione di acciaio inossidabile produce parti con densità e integrità meccanica eccezionali. Poiché il processo riduce al minimo la porosità rispetto ad altri metodi come la fusione in sabbia, i componenti risultanti mostrano una resistenza alla trazione e una resistenza agli urti superiori.\n\nQuesta durabilità rende la pressofusione la scelta preferita per applicazioni critiche per la sicurezza. Produciamo regolarmente parti che devono sopportare alta pressione, temperature estreme e carichi meccanici pesanti senza deformarsi. La natura senza soluzione di continuità di una parte stampata—spesso sostituendo assemblaggi saldati multi-pezzo—elimina ulteriormente i punti deboli, offrendo una soluzione robusta per macchinari industriali pesanti e applicazioni automobilistiche.
Vantaggi di finitura superficiale e coerenza dimensionale
Una delle caratteristiche distintive del processo di pressofusione con Silica Sol che utilizziamo è la finitura superficiale superiore che si ottiene direttamente dallo stampo. I valori tipici di rugosità superficiale variano tra Ra 3.2 e 6.3, molto più lisci rispetto alla fusione in sabbia. Questa capacità di parti di lavorazione CNC ad alta precisione produzione. Questo approccio ibrido ci consente di mantenere un'eccellente coerenza dimensionale su grandi serie di produzione, mantenendo i costi inferiori rispetto alla lavorazione dell'intera parte da un blocco solido. La consistenza dello stampo garantisce che ogni pezzo, dal primo al millecentesimo, soddisfi le stesse rigorose specifiche.
Fattori chiave per determinare se la colata a investimento è adatta alla tua parte
Complessità della geometria della parte e caratteristiche interne
Se il tuo progetto presenta passaggi interni intricati, sotto-rilievi o pareti sottili difficili da raggiungere con strumenti di taglio, la colata a investimento è probabilmente la tua opzione migliore. La lavorazione di queste caratteristiche da un blocco solido spesso richiede setup costosi a 5 assi o è semplicemente impossibile. Il nostro processo di colata a investimento con silice sol ci permette di creare componenti complessi, quasi a forma di fusione, che mantengono un'elevata integrità strutturale. Questo metodo è ideale per parti in cui lo spreco di materiale dovuto alla lavorazione sarebbe eccessivo, consentendoci di produrre geometrie sofisticate in modo efficiente.
Requisiti di tolleranza e coerenza dimensionale
Sebbene la colata a investimento offra un'eccellente precisione rispetto alla colata in sabbia, generalmente mantiene tolleranze lineari intorno a ISO 8062 CT4-CT6. Per molte applicazioni strutturali, questo è sufficiente. Tuttavia, se la tua applicazione richiede adattamenti ultra-precisi—come superfici di tenuta o scanalature di tenuta—la fusione grezza da sola potrebbe non essere sufficiente. In questi casi, utilizziamo un approccio ibrido: coliamo la parte a forma quasi definitiva e poi eseguiamo lavorazioni secondarie per raggiungere le dimensioni critiche finali. Questo equilibrio offre il meglio di entrambi i mondi: l'efficienza del materiale della colata e la precisione delle **parti CNC di precisione**.
Volume di produzione e considerazioni sulla ripetibilità
La colata a investimento richiede un investimento iniziale in stampi. Se hai bisogno solo di un prototipo, la lavorazione da stock solido è generalmente più veloce e meno costosa perché evita i costi di stampaggio. Tuttavia, non appena il volume aumenta a decine o migliaia di unità, la colata a investimento diventa molto più conveniente. Il costo per unità diminuisce drasticamente perché non stiamo lavorando via chilogrammi di acciaio inossidabile costoso. Una volta realizzato lo stampo, possiamo riprodurre migliaia di pezzi identici con alta ripetibilità, garantendo la stabilità della tua catena di approvvigionamento.
Necessità di post-lavorazioni e operazioni secondarie
La maggior parte delle parti ad alte prestazioni richiede un certo livello di finitura dopo la fusione. Siamo specializzati nel ridurre il costo totale di proprietà integrando la colata con lavorazioni interne. Colando la parte con un'abbondanza minima di materiale di lavorazione, riduciamo il tempo di ciclo necessario per produrre parti di **precisione CNC** finali. La finitura superficiale è anche un fattore importante; mentre la nostra finitura di fusione è generalmente Ra 3.2 – 6.3, molti clienti richiedono un aspetto più liscio. Offriamo servizi completi servizi di lucidatura in acciaio inossidabile per ottenere finiture elettrolucidate o a specchio, gestendo l'intero processo dal metallo fuso all'ispezione finale sotto un unico tetto.
Colata a investimento in acciaio inossidabile vs altri metodi di produzione
Scegliere il processo di produzione giusto non riguarda quasi mai trovare il metodo “migliore” in assoluto, ma piuttosto quello più efficiente per il tuo volume e la tua geometria specifica. Presso MS Machining, aiutiamo spesso i clienti a passare tra questi metodi man mano che le loro esigenze di produzione aumentano. Ecco come fusione a investimento si confronta con le alternative.
Colata a investimento vs lavorazione CNC da blocco solido
La principale differenza qui è l'utilizzo del materiale e i tempi di setup. La lavorazione da un blocco solido (produzione sottrattiva) è eccellente per bassi volumi o geometrie semplici perché non richiede investimenti in stampi. Tuttavia, per forme complesse, lavorare da stock solido genera notevoli sprechi di materiale e richiede cicli più lunghi.
Spreco di materiale: La lavorazione CNC può trasformare 50% o più del tuo costoso stock di acciaio in chips. La colata a investimento è un processo additivo che utilizza il materiale solo dove necessario.
Volume: Per 1-50 pezzi, resta su componenti CNC di precisione. Per oltre 500 pezzi, investire in uno stampo per la colata diventa molto più conveniente.
Approccio Ibrido: Il percorso più efficiente è spesso la fusione a “forma quasi netta” seguita da lavorazioni secondarie. Questo riduce significativamente i tempi di lavorazione mantenendo le tolleranze strette di qualità di fusione in acciaio inossidabile e lavorazione CNC.
Fusione a cera persa vs fusione in sabbia per parti in acciaio inossidabile
Sebbene entrambi siano processi di fusione, servono a diversi livelli di qualità. La fusione in sabbia è generalmente più economica per componenti molto grandi e pesanti, dove la finitura superficiale non è critica. Tuttavia, il processo di fusione a cera persa che utilizziamo offre risultati superiori per componenti di precisione.
Finitura superficiale: La fusione in sabbia lascia una texture ruvida e granulosa (Ra 12.5+). La fusione a cera persa garantisce una finitura liscia (Ra 3.2 – 6.3), riducendo la necessità di lucidature estensive.
Tolleranze: La fusione a cera persa mantiene tolleranze lineari molto più strette (CT4-CT6) rispetto agli standard più larghi della fusione in sabbia.
Dettaglio: Se il tuo pezzo ha loghi intricati, pareti sottili o passaggi interni fini, la fusione a cera persa cattura dettagli che gli stampi in sabbia semplicemente non possono.
Fusione a cera persa vs stampaggio a iniezione di metallo (MIM)
Lo Stampaggio a Iniezione di Metallo (MIM) è un forte concorrente, ma di solito solo per pezzi molto piccoli e ad alto volume.
Vincoli di dimensione: Il MIM è tipicamente limitato a pezzi che pesano meno di 100 grammi. La fusione a cera persa è versatile, gestendo pezzi da pochi grammi fino a 50 kg o più.
Costi degli utensili: Gli stampi MIM sono estremamente costosi, spesso richiedendo volumi di 10.000+ per giustificare il costo. Gli stampi per fusione a cera persa sono più accessibili, rendendoli adatti a produzioni di volume medio.
Flessibilità di progettazione: La fusione a cera persa permette una maggiore libertà di progettazione riguardo alle dimensioni del pezzo e alle variazioni dello spessore delle pareti rispetto alle limitazioni rigide del MIM.
Struttura dei costi: cosa determina davvero il prezzo della fusione a cera persa
Costo degli stampi e equilibrio dei costi a lungo termine
Quando si valuta fusione a investimento, lo shock iniziale di prezzo spesso deriva dagli stampi. Per creare i modelli di cera necessari per il processo, dobbiamo prima realizzare uno stampo di iniezione in alluminio. Questa è una spesa iniziale che non esiste se si lavora esclusivamente con lavorazioni da stock. Tuttavia, questa struttura dei costi si capovolge a favore man mano che aumenta il volume. Una volta realizzato lo stampo, il costo unitario diminuisce significativamente rispetto alla lavorazione di pezzi da blocchi solidi. Per produzioni ricorrenti, il costo dello stampo si ammortizza rapidamente, rendendolo la scelta finanziaria più intelligente per catene di approvvigionamento a lungo termine.
Utilizzo del materiale e riduzione degli scarti
Le leghe di acciaio inossidabile come 316L o 17-4 PH sono materiali costosi. Uno dei principali fattori di costo nella produzione è quanta di quella materia prima finisce come scarto. Quando lavoriamo geometrie complesse da un blocco solido, una percentuale elevata del materiale viene asportata e sprecata. La fusione a cera persa è un processo di “forma quasi netta”, il che significa che versiamo il metallo in una forma già al 90-95% della forma finale. Questo riduce drasticamente gli scarti di materiale, assicurandoti di pagare per il pezzo stesso, non per le truciolature sul pavimento della fabbrica.
Impatto dell allowance di lavorazione sul costo totale del pezzo
Mentre la fusione fornisce la forma generale, le caratteristiche critiche spesso richiedono operazioni secondarie per soddisfare tolleranze strette. La “sovrametallo di lavorazione” è lo strato extra di metallo che lasciamo sulla fusione per essere rimosso in seguito. Ottenere il giusto equilibrio è fondamentale per il controllo dei costi.
Sovrametallo eccessivo: Aumenta i tempi di lavorazione e l'usura degli utensili, facendo lievitare i costi.
Sovrametallo insufficiente: Comporta il rischio di mancata pulizia delle superfici, con conseguente scarto dei pezzi.
Poiché gestiamo sia la fusione che la produzione Componenti di precisione CNC internamente, ottimizziamo questo sovrametallo durante la fase di progettazione. Fondiamo solo il materiale necessario per la finitura, riducendo al minimo i tempi di lavorazione secondaria e il costo totale del pezzo.
Settori che utilizzano comunemente la microfusione di acciaio inossidabile
La microfusione di acciaio inossidabile è la spina dorsale di molti settori che richiedono componenti che combinino elevata resistenza e eccezionale resistenza alla corrosione. Poiché il processo Silica Sol consente geometrie complesse, possiamo produrre parti che sarebbero troppo costose o impossibili da fabbricare con altri metodi. In MS Machining, riscontriamo una domanda costante da parte di settori in cui il guasto dei componenti non è semplicemente un'opzione.
Attrezzature industriali e componenti di controllo dei fluidi
Questa è una delle più grandi applicazioni per le nostre fusioni. I sistemi di gestione dei fluidi si affidano fortemente all'acciaio inossidabile per la sua capacità di resistere alla ruggine e alla degradazione chimica. Produciamo frequentemente corpi valvola, giranti di pompe e raccordi per tubi che devono funzionare in modo affidabile per una lunga durata.
Durata: Le parti resistono all'alta pressione e al flusso continuo senza erosione.
Precisione: Tolleranze strette garantiscono tenute a prova di perdite in assiemi critici.
Efficienza: La finitura superficiale liscia della microfusione migliora la fluidodinamica rispetto alla fusione in sabbia.
Applicazioni automobilistiche e di trasporto
Nel settore automobilistico, la spinta verso una migliore efficienza del carburante e prestazioni guida la necessità di parti leggere ma resistenti. Le fusioni di acciaio inossidabile sono essenziali per collettori di scarico, componenti del turbocompressore e valvole EGR. Queste parti devono resistere a cicli termici estremi senza deformarsi o creparsi. Mentre la fusione fornisce la forma complessa quasi definitiva, spesso eseguiamo operazioni secondarie per trasformare queste fusioni grezze in componenti finiti Componenti di precisione CNC pronti per l'assemblaggio immediato sulla linea di produzione.
Componenti per la lavorazione alimentare e sistemi igienici
L'igiene è non negoziabile nell'industria alimentare e delle bevande. Utilizziamo principalmente Acciaio Inox 304 e 316 per queste applicazioni perché sono non reattivi, sicuri per il contatto alimentare e resistenti a detergenti aggressivi.
Macine per carne e lame di miscelazione
Componenti per macchine da caffè
Valvole di distribuzione delle bevande
La finitura superficiale superiore ottenuta attraverso il nostro processo Silica Sol elimina zone ruvide e cavità dove i batteri potrebbero nascondersi, aiutando i produttori a rispettare rigorosi standard FDA e di igiene.
Componenti per energia, petrolio e gas
Le apparecchiature nel settore petrolifero e del gas affrontano alcuni degli ambienti più ostili al mondo, inclusa l'esposizione a acqua salata, gas acidi e fanghi abrasivi. Forniamo componenti robusti come strumenti di perforazione, attrezzature per pozzi e custodie per sensori. L'uso di acciaio inossidabile di alta qualità garantisce che queste parti mantengano la loro integrità strutturale sotto pressione estrema e condizioni aggressive, riducendo significativamente i tempi di fermo per manutenzione in località remote.
Consigli di progettazione per migliorare i risultati nella fusione in acciaio inossidabile con investimento
Ottimizzare il design della tua parte specificamente per il processo di fusione con investimento è il modo migliore per ridurre i costi e garantire l'integrità strutturale. Presso MS Machining, il nostro team di ingegneri collabora con te per perfezionare i progetti per la fattibilità di produzione (DFM), assicurando che la transizione da un disegno digitale a una parte in acciaio inossidabile fisica sia senza soluzione di continuità.
Linee guida per lo spessore delle pareti per una fusione stabile
Mantenere uno spessore uniforme delle pareti è fondamentale nella fusione in acciaio inossidabile con investimento per prevenire difetti come restringimento o deformazioni durante la fase di raffreddamento. Mentre il processo Silica Sol permette pareti più sottili rispetto alla fusione in sabbia, rispettare linee guida specifiche garantisce coerenza.
Uniformità: Mantieni lo spessore delle pareti il più possibile uniforme in tutta la parte.
Spessore minimo: Per la maggior parte delle leghe di acciaio inossidabile, consigliamo uno spessore minimo di parete di circa 1,5 mm a 2 mm per piccole parti.
Transizioni: Se sono necessarie variazioni di spessore, utilizzare transizioni graduali anziché passaggi bruschi per consentire un flusso uniforme del metallo e un raffreddamento omogeneo.
Angoli di bozza, filetto e riduzione delle tensioni
Gli angoli acuti e gli angoli di 90 gradi sono concentratori di tensione che possono portare a crepe quando il metallo fuso si solidifica. Incorporare una geometria adeguata aiuta il flusso del acciaio inossidabile fuso nella conchiglia ceramica e riduce il rischio di difetti.
Filetti e radii: Aggiungere sempre un raggio agli angoli interni ed esterni. Questo rinforza la parte e migliora il flusso del materiale.
Angoli di Sbozzo: Sebbene la fusione a cera persa richieda meno bozza rispetto ad altri metodi, aggiungere un leggero angolo (da 0,5 a 1 grado) alle pareti verticali aiuta nella rimozione del modello in cera dallo stampo di iniezione, accelerando il processo.
Costole e staffe: Usare costole per rinforzare pareti sottili anziché aumentare lo spessore complessivo, risparmiando peso e materiale.
Progettare prima per la fusione, poi per la lavorazione
L'approccio più conveniente è realizzare la forma quasi netta tramite fusione e riservare lavori di alta precisione per operazioni secondarie. Tentare di ottenere tolleranze estremamente strette direttamente può comportare tassi di scarto più elevati. Invece, si consiglia di lasciare un margine di lavorazione (tipicamente da 0,5 mm a 1 mm) sulle superfici di accoppiamento critiche.
Combinando la libertà geometrica della fusione con la lavorazione secondaria, produciamo componenti CNC di precisione che soddisfano specifiche rigorose. Per caratteristiche come fori filettati, fori stretti o superfici di tenuta piane, è spesso più efficiente lavorarli dopo la fusione. La nostra struttura integra queste componenti della macchina CNC a fresatura direttamente nel flusso di lavoro, garantendo di ottenere il meglio di entrambi i mondi di produzione senza dover gestire la logistica tra più fornitori.
Controllo qualità e standard di ispezione nella fusione a cera persa
Da MS Machining, sappiamo che la coerenza è la sfida più grande nella produzione. Quando scegli la fusione a cera persa in acciaio inossidabile, non stai solo acquistando una forma; stai acquistando affidabilità meccanica e precisione dimensionale. Il nostro processo certificato ISO 9001:2015 garantisce che ogni pezzo soddisfi rigorosi standard industriali prima della spedizione.
Ispezione dimensionale e controllo delle tolleranze
Controllare le dimensioni è fondamentale, specialmente quando si combina la fusione con la lavorazione secondaria. Per le fusioni grezze, ci atteniamo tipicamente agli standard ISO 8062 (CT4-CT6). Tuttavia, molte applicazioni richiedono accoppiamenti più precisi di quanto possa fornire un getto grezzo.
Per colmare questa lacuna, verifichiamo le caratteristiche critiche utilizzando tecnologie avanzate Macchine di Misurazione a Coordinate (CMM). Questo ci consente di convalidare geometrie complesse e garantire che qualsiasi lavorazione post-fusione si traduca in parti metalliche di alta qualità lavorate a CNC in grado di mantenere tolleranze fino a ±0,005mm.
Tolleranza di fusione standard: ISO 8062 CT4-CT6
Tolleranza di lavorazione: Fino a ±0,005 mm
Metodo di verifica: CMM e calibri calibrati
Integrità superficiale e prevenzione dei difetti
Un vantaggio importante del processo di microfusione a cera persa con sol di silice è la finitura superficiale superiore che produce rispetto alla fusione in sabbia. Generalmente otteniamo una rugosità superficiale di Ra 3.2 – 6.3 direttamente dallo stampo.
Per prevenire problemi comuni come porosità, ritiro o inclusioni superficiali, implementiamo rigorosi controlli visivi e test di pressione. Sia che il pezzo richieda elettrolucidatura, lucidatura a mano o sabbiatura, ispezioniamo l'integrità superficiale in ogni fase per garantire che soddisfi sia i requisiti estetici che funzionali.
Test dei materiali e requisiti di tracciabilità
L'utilizzo della lega sbagliata può portare a guasti catastrofici sul campo. Eliminiamo questo rischio attraverso rigorosi test sui materiali. Usiamo analisi spettrometrica per verificare la composizione chimica di ogni fusione, assicurando che gradi come 304, 316L o 17-4 PH soddisfino le specifiche esatte.
Forniamo la completa tracciabilità per i nostri fusione a investimento progetti, offrendoti fiducia nelle proprietà meccaniche e nella resistenza alla corrosione del materiale. Dalla materia prima iniziale al componente finale, tracciamo i dati per garantire la conformità ai tuoi requisiti ingegneristici.
Quando la microfusione di acciaio inossidabile potrebbe non essere l'opzione migliore
Mentre la fusione a cera persa è una potenza per componenti complessi in acciaio inossidabile, non è la soluzione universale per ogni sfida di produzione. Da MS Machining, crediamo nell'usare lo strumento giusto per il lavoro. Ci sono scenari specifici in cui metodi alternativi, come la lavorazione diretta, hanno più senso finanziario e logistico.
Geometrie semplici con volumi molto bassi
La fusione a cera persa richiede la creazione di uno stampo in metallo per produrre modelli in cera. Ciò comporta un costo iniziale di attrezzaggio. Se il tuo pezzo ha una forma semplice—come una staffa, un blocco o un albero—e hai bisogno di solo pochi pezzi, il costo dello stampo probabilmente supererà il risparmio sui materiali. Per geometrie semplici in basse quantità (da 1 a 50 pezzi), lavorare direttamente dal materiale standard è quasi sempre più conveniente perché si evita completamente l'investimento iniziale in attrezzature.
Tolleranze ultra-strette che richiedono lavorazioni CNC complete
La fusione ci permette di ottenere una forma “quasi netta”, raggiungendo tipicamente tolleranze intorno a CT4-CT6 (ISO 8062). Tuttavia, alcune applicazioni richiedono precisione a livello di micron su tutta la superficie, non solo su caratteristiche specifiche. Se il tuo progetto richiede tolleranze strette su ogni dimensione, la fusione potrebbe introdurre variabili inutili. In questi casi, optare per Lavorazione CNC dei metalli da blocco solido garantisce il massimo livello di precisione senza il rischio di porosità o distorsioni termiche. Spesso consigliamo di produrre parti di **precisione CNC** direttamente da barra di materiale quando l'intera geometria dipende da adattamenti critici.
Prototipazione rapida e vincoli di tempi urgenti
Il processo di fusione a cera persa coinvolge più fasi fisiche: iniezione di cera, costruzione dello stampo, sverniciatura, colata e raffreddamento. Anche con i nostri tempi ottimizzati, la produzione di campioni di fusione richiede tipicamente 2-4 settimane. Se sei in fase di R&S e hai bisogno di un pezzo fisico in mano in pochi giorni per convalidare un adattamento, la fusione è troppo lenta. Per scadenze urgenti, di solito suggeriamo di lavorare il prototipo per verificare il progetto prima, poi passare alla fusione a cera persa una volta che il progetto è definito e le quantità giustificano la transizione.
Come scegliere il partner giusto per la fusione a cera persa
Selezionare il partner di produzione giusto è fondamentale quando il tuo progetto coinvolge geometrie complesse e materiali ad alte prestazioni. Hai bisogno di un fornitore che comprenda più che semplicemente la colata del metallo; devono capire come l'oggetto grezzo interagisce con i requisiti di assemblaggio finale.
Supporto ingegneristico e capacità di feedback sul design
Un partner di valore contribuisce al processo di progettazione prima che inizi la produzione. Da MS Machining, non accettiamo semplicemente un file e lo eseguiamo. Il nostro team di ingegneria conduce una revisione approfondita di Design for Manufacturability (DFM) per identificare potenziali difetti di fusione o costi inutili.
Cerchiamo modi per ottimizzare gli angoli di scarico, ridurre gli sprechi di materiale e migliorare l'integrità strutturale. Se un fornitore non può fornire feedback tecnico sui tuoi disegni 2D o 3D (STEP, IGS, PDF), rischi di dover affrontare revisioni costose in seguito. Assicuriamo che il tuo progetto sia ottimizzato per il fusione a investimento processo per garantire una qualità costante.
Integrazione della lavorazione e capacità di finitura
La maggior parte delle fusioni in acciaio inossidabile richiede operazioni secondarie per rispettare tolleranze strette. Affidarsi a fornitori separati per fusione e lavorazione aumenta i tempi di consegna e crea lacune di responsabilità. Risolviamo questo offrendo una soluzione unica che integra fusione e lavorazioni secondarie.
La nostra struttura gestisce l'intero flusso di lavoro. Dopo il processo di fusione, utilizziamo attrezzature avanzate per La fresatura CNC raggiungere tolleranze di precisione fino a ±0,005mm. Questa integrazione garantisce che componenti CNC di precisione si adattino perfettamente senza il problema logistico di gestire più fornitori.
Vantaggi della produzione integrata:
Caratteristica
Fornitore a fornitura unica (MS Machining)
Più fornitori
Responsabilità
Punto di contatto unico per la qualità
Spostamento delle colpe tra il caster e il tornitore
Tempo di consegna
Snellito (2-4 settimane per i campioni)
Ritardi dovuti alla spedizione tra i reparti
Costo
Costi di logistica e gestione ridotti
Costi cumulativi di spedizione e markup più elevati
Controllo Qualità
Standard di ispezione unificati
Protocolli di misurazione incoerenti
Esperienza con progetti di fusione in acciaio inossidabile
L'acciaio inossidabile si comporta diversamente rispetto ad altri metalli durante il processo di raffreddamento. Richiede competenze specifiche per controllare il restringimento e prevenire la porosità. Siamo specializzati nel processo Silica Sol, essenziale per produrre componenti in acciaio inossidabile di alta qualità con finiture superficiali superiori (Ra 3.2 – 6.3).
Abbiamo vasta esperienza nella gestione di varie leghe, tra cui 304, 316, 17-4 PH e acciai inossidabili Duplex. Il nostro processo certificato ISO 9001:2015 include analisi rigorose del materiale tramite spettrometri per garantire che la composizione chimica soddisfi le tue specifiche esatte. Quando acquisti Componenti di precisione CNC realizzati in acciaio inossidabile, verifica che il tuo partner abbia una comprovata esperienza con queste leghe specifiche per garantire durabilità e prestazioni.

 La microfusione di acciaio inossidabile è la spina dorsale di molti settori che richiedono componenti che combinino elevata resistenza e eccezionale resistenza alla corrosione. Poiché il processo Silica Sol consente geometrie complesse, possiamo produrre parti che sarebbero troppo costose o impossibili da fabbricare con altri metodi. In MS Machining, riscontriamo una domanda costante da parte di settori in cui il guasto dei componenti non è semplicemente un'opzione.
La microfusione di acciaio inossidabile è la spina dorsale di molti settori che richiedono componenti che combinino elevata resistenza e eccezionale resistenza alla corrosione. Poiché il processo Silica Sol consente geometrie complesse, possiamo produrre parti che sarebbero troppo costose o impossibili da fabbricare con altri metodi. In MS Machining, riscontriamo una domanda costante da parte di settori in cui il guasto dei componenti non è semplicemente un'opzione.
 Da MS Machining, sappiamo che la coerenza è la sfida più grande nella produzione. Quando scegli la fusione a cera persa in acciaio inossidabile, non stai solo acquistando una forma; stai acquistando affidabilità meccanica e precisione dimensionale. Il nostro processo certificato ISO 9001:2015 garantisce che ogni pezzo soddisfi rigorosi standard industriali prima della spedizione.
Da MS Machining, sappiamo che la coerenza è la sfida più grande nella produzione. Quando scegli la fusione a cera persa in acciaio inossidabile, non stai solo acquistando una forma; stai acquistando affidabilità meccanica e precisione dimensionale. Il nostro processo certificato ISO 9001:2015 garantisce che ogni pezzo soddisfi rigorosi standard industriali prima della spedizione.