
Confronto tra Laser in Fibra, CO2 e a Diode
Dalla mia esperienza nella gestione di negozi ad alta produttività, la scelta del tipo di oscillatore sbagliato sorgente laser a fibra o di tipo di oscillatore è la principale causa di materiale sprecato e ottiche danneggiate. Per taglio laser CNC, la lunghezza d’onda del raggio deve essere abbinata al tasso di assorbimento del materiale. Se si tenta di tagliare leghe riflettenti con una sorgente incompatibile, si rischia un riflesso di ritorno che può distruggere un testa laser per macchina CNC in secondi.
Laser in Fibra: La Potenza dei Metalli
Quando il progetto richiede tagli ad alto volume acciaio inossidabile o lavorazione di materiali riflettenti come Alluminio e Rame, la fibra è l’unica opzione valida.
- Lunghezza d’onda: Circa 1,07µm, ideale per l’assorbimento dei metalli.
- Efficienza: Alto potenza ottica in uscita con un consumo energetico inferiore.
- Miglior Uso: Industriale lavorazione di lamiera metallica dove sono richiesti velocità e precisione di ±0,01mm.
Laser CO2: Eccellenza negli Organici
Il laser CO2 rimane lo standard per applicazioni non metalliche. La sua lunghezza d’onda di 10,6µm è scarsamente assorbita dai metalli ma perfettamente dagli organici.
- Materiali: Ideale per acrilici spessi (bordi lucidati a fiamma), legno e plastiche ingegneristiche specializzate.
- Qualità del bordo: Offre una finitura più liscia sui non-metalli rispetto ai laser a lunghezza d'onda corta.
- Progettazione: Utilizza un tubo riempito di gas e specchi interni, richiedendo un allineamento più frequente rispetto ai sistemi a stato solido.
Moduli a diodo: Retrofit e Prototipazione
A modulo laser per cnc è spesso il punto di accesso più accessibile per le officine già operative con un router laser o un portale di fresatura standard.
- Versatilità: Progettato come un router cnc e incisore laser componente ibrido.
- Integrazione: Può essere montato direttamente su un alloggiamento di un mandrino per aggiungere laser a cnc capacità a una fresatrice a 3 assi.
- Limiti: La potenza inferiore significa che è principalmente per il taglio di materiali sottili e l'incisione ad alta precisione piuttosto che per la fabbricazione industriale pesante.
Confronto delle prestazioni: Potenza e Velocità
| Caratteristica | Fonte Laser a fibra | Laser CO2 | Modulo Laser a diodo |
|---|---|---|---|
| Materiali principali | Metalli (acciaio al carbonio, acciaio inossidabile, alluminio) | Acrilico, Legno, Gomma | Compensato sottile, Plastica |
| Potenza tipica | 1kW – 30kW | 40W – 450W | 5W – 40W |
| Velocità di taglio (metallo) | Ultra-High | Moderato (con ossigeno) | Molto basso / N/A |
| Manutenzione | Minimo (stato solido) | Alto (allineamento dello specchio) | Modulo sostituibile |
| Durata operativa | Oltre 50.000 ore | 10.000 – 20.000 ore | 10.000 – 15.000 ore |
Utilizzando una fonte dedicata taglio laser CNC con una fonte a fibra è il percorso più conveniente per qualsiasi struttura focalizzata sulla produzione di metallo. Tuttavia, per un soluzione di produzione completa che include segnaletica o involucri in plastica, un sistema CO2 o un retrofit di diodi di alta gamma offre la flessibilità dei materiali necessaria.
Padronanza delle tolleranze di taglio e lavorazione
Precisione in laser per taglio cnc inizia con la comprensione della fisica del taglio. La fenditura è la larghezza effettiva del materiale rimosso durante il processo di taglio. Poiché il raggio laser è conico, la messa a fuoco del fascio determina se i tuoi bordi sono perfettamente verticali o leggermente affusolati. Diamo priorità Ottimizzazione della Larghezza della Fenditura attraverso una calibrazione rigorosa, garantendo che il programmazione G-code consideri il diametro del fascio per mantenere la precisione del pezzo.
Gestione della zona interessata dal calore (HAZ)
In lavorazione di lamiera metallica, gestendo il Zona interessata dal calore (HAZ) è non negoziabile, specialmente con leghe sensibili. Il calore eccessivo può alterare le proprietà meccaniche del metallo vicino al taglio, portando a indurimento o deformazioni.
- Controllo dell'impulso: Utilizziamo impulsi ad alta frequenza per ridurre l'assorbimento di calore.
- Gas di Assistena: L'uso di azoto o ossigeno ad alta pressione aiuta a raffreddare istantaneamente il materiale.
- Calibrazione della velocità: Mantenere la velocità di avanzamento ottimale previene il “bruciamento” dei bordi delle parti delicate.
Raggiungendo una precisione di ±0,01mm
Mentre un taglio laser CNC è incredibilmente efficiente, raggiungere una precisione di ±0,01mm spesso richiede un flusso di lavoro ibrido. Per componenti industriali che richiedono queste tolleranze estreme, utilizziamo spesso il laser per il profilo iniziale e poi spostiamo il pezzo su micro lavorazioni CNC per la finitura secondaria.
Capire cos'è una fresatrice CNC e come si integra con l'output laser ci permette di colmare il divario tra prototipazione rapida e la produzione ad alta tolleranza. Questo processo a due fasi garantisce che anche le geometrie più complesse soddisfino rigorosi standard aerospaziali e medici senza sacrificare la velocità di un sorgente laser a fibra.
Rifacimento di un laser industriale per il taglio CNC

Aggiungendo un testa laser per macchina CNC è il modo più veloce per trasformare uno strumento da negozio standard in una potenza multifunzione. Che tu stia lavorando con un router laser o adattando un macchina per fresare con CNC, il processo di retrofit si concentra su tre pilastri: controllo, sicurezza e software.
Requisiti di Controllo Tecnico
Il tuo controller deve supportare Segnali PWM per regolare il potenza ottica in uscita. La maggior parte delle configurazioni moderne che utilizzano GRBL or Marlin gestiscono questo nativamente, consentendo una transizione fluida programmazione G-code e la scalabilità della potenza durante tagli complessi.
| Componente | Requisito |
|---|---|
| Controllore | Compatibile con PWM (GRBL/Marlin/Mach3) |
| Alimentatore | Alimentazione dedicata a 12V/24V per il modulo laser per cnc |
| Software | Compatibilità con il software LightBurn è lo standard del settore |
| Raffreddamento | Dissipatori di calore integrati o un Sistema di Assist Air |
Standard di Sicurezza e Workflow
La sicurezza è il fattore più critico quando si gestisce un taglio laser CNC. Insisto sempre su una recinzione completa abbinata a protezione per gli occhi OD6+ per bloccare specifiche lunghezze d'onda laser. Per un flusso di lavoro senza soluzione di continuità: integrazione CAD/CAM, segui questo flusso di lavoro localizzato:
- Progettazione: Crea vettori nel software CAD assicurando percorsi puliti.
- Processo: Importa in LightBurn per gestire livelli, velocità e Ottimizzazione della Larghezza della Fenditura.
- Estrazione: Installa un estrattore di fumi ad alto CFM per rimuovere particelle pericolose e fumo.
Questa configurazione garantisce che il tuo cnc e laser engraver combo rimangano produttivi mantenendo l'alta precisione richiesta nei laboratori di produzione.
Esternalizzazione vs. Taglio laser CNC fai-da-te
Gestire un laser per taglio cnc internamente sembra un percorso verso il controllo totale, ma per la maggior parte delle aziende, i costi “nascosti” del fai-da-te superano rapidamente la comodità. Mentre un desktop taglio laser CNC funziona per craft semplici, un lavorazione di lamiera metallica di livello professionale.
richiede un livello di coerenza difficile da mantenere senza un tecnico dedicato.
I pesi nascosti della manutenzione sorgente laser a fibra richiede più che semplicemente collegarlo alla corrente. Per ottenere risultati di livello industriale, devi gestire diversi fattori tecnici:
- Allineamento della lente: La precisione richiede una consegna perfetta del raggio; anche un leggero spostamento rovina il tuo ottimizzazione della larghezza del taglio.
- Consumo di gas: Il taglio di lastre spesse richiede azoto o ossigeno ad alta pressione, aggiungendo costi significativi.
- Consumabili: Ugelli e finestre protettive richiedono sostituzioni frequenti per evitare scorie.
- Sistema di assistenza aria: Le configurazioni professionali necessitano di aria ad alta portata per prevenire incendi e garantire bordi puliti.
Scalabilità e la soluzione di produzione completa
Esternalizzare a un'officina professionale ti permette di passare da Prototipazione rapida (3-7 giorni) a produzione di massa istantaneamente. Quando usi il nostro servizi di lavorazione CNC, bypassi la curva di apprendimento di programmazione G-code e la risoluzione dei problemi della macchina.
Il vero valore di un soluzione di produzione completa è l'integrazione di processi secondari. Un fai-da-te testa laser per macchina CNC ti fornisce solo una parte piatta. Offriamo un flusso di lavoro completo:
- Taglio laser: Tagli ad alta velocità e alta precisione.
- Piegatura e saldatura: Formare fogli piatti in contenitori funzionali.
- Finitura superficiale: Anodizzazione o verniciatura a polvere per un aspetto professionale.
- Lavorazione ibrida: Se un pezzo necessita di più di un laser, possiamo passare a fresatura CNC a 3 assi o 5 assi per raggiungere geometrie complesse.
Analizzando la vera i costi del servizio di lavorazione CNC, la maggior parte degli imprenditori italiani scopre che l'esternalizzazione garantisce conformità alla norma ISO 9001:2015 e qualità superiore dei pezzi senza il rischio di capitale dell'acquisto di attrezzature.
Massimizzare le prestazioni del materiale con il laser per il taglio CNC
Quando implementiamo un laser per taglio cnc, la chimica del materiale definisce tutto il nostro approccio. Non ci limitiamo a “tagliare”—ottimizziamo per il grano del bordo e l'impatto termico per garantire che ogni pezzo rispetti gli standard industriali. Che si tratti di leghe ad alta resistenza o di polimeri di livello ingegneristico, la scelta del Fonte Laser a fibra o impostazione CO2 fa la differenza tra un pezzo perfetto e uno scarto.
Taglio acciaio inossidabile (304/316)
Per l'acciaio inossidabile 304 e 316, diamo priorità al raggiungimento di bordi senza scorie. Utilizzando azoto ad alta pressione come gas di assistenza, soffiamo via il metallo fuso prima che possa legarsi alla parte inferiore del taglio. Questo processo è essenziale per i nostri progetti di lavorazione CNC prototipale 2026 dove i pezzi devono essere pronti per il montaggio senza bisogno di rettifiche secondarie.
Alluminio (6061/7075) e riflettività
L'alluminio è un materiale ad alte prestazioni, ma la sua riflettività e conduttività termica lo rendono una sfida. Utilizziamo laser in fibra ad alta potenza di picco per penetrare la superficie riflettente delle leghe 6061 e 7075. Questo ci permette di mantenere precisione di ±0,01mm senza che il calore deformi le lastre sottili.
Plastica ingegneristica: PEEK e POM (Delrin)
Non tutte le plastiche sono compatibili con il laser, ma per quelle che lo sono, i risultati sono superiori alla fresatura tradizionale:
- Delrin (POM): Questo materiale è preferito per un taglio laser CNC. Si vaporizza pulitamente, lasciando un bordo lucido, simile al vetro.
- PEEK: Come plastica ad alta temperatura, PEEK richiede un fuoco concentrato e velocità di avanzamento rapide per evitare bruciature mantenendo l'integrità strutturale.
Come un soluzione di produzione completa, bilanciamo queste proprietà del materiale con le esigenze specifiche della tua lavorazione per garantire convenienza economica.
| Materiale | Tipo di laser migliore | Finitura del bordo | Impatto termico |
|---|---|---|---|
| Acciaio inossidabile | Fibra | Eccellente (Nessuna scoria) | Basso |
| Alluminio | Fibra | Pulito / Semilucido | Moderato |
| Delrin (POM) | CO2 | Lucidatura a fiamma | Minimo |
| PEEK | CO2 / Fibra | Opaco tecnico | Controllata |
Gestione del calore e delle scorie
Efficace Lavorazione lamiera si basa sulla gestione dello scioglimento. Regoliamo la frequenza e il ciclo di lavoro dell'impulso laser per minimizzare la zona interessata dal calore. Per sezioni più spesse di acciaio inossidabile o alluminio, il nostro Sistema di Assist Air è tarato per fornire la PSI esatta necessaria a eliminare il truciolo, garantendo che anche le geometrie più complesse rimangano pulite e dimensionalmente precise.
Consigli DFM per la lavorazione della lamiera
Ottimizzare un progetto per una laser per taglio cnc è il modo più efficace per ridurre i costi di produzione e migliorare la qualità dei pezzi. Il mio team si concentra su Progettazione per la Produzione (DFM) per garantire che ogni Lavorazione lamiera progetto rispetti Conformità ISO 9001:2015 eliminando gli sprechi di materiale.
Evita gli errori di progettazione comuni
- Dimensione minima delle caratteristiche: Mantieni fori e fessure con un rapporto 1:1 rispetto allo spessore del materiale per prevenire deformazioni termiche.
- Radii interni: Evita angoli interni perfettamente acuti; aggiungere un piccolo raggio permette al laser di mantenere una velocità costante.
- Spessore delle pareti: Mantieni una distanza minima tra le linee di taglio per prevenire che il Zona interessata dal calore (HAZ) comprometta l'integrità strutturale.
Inizi e finiture di taglio
Per garantire punti di avvio puliti, utilizziamo Inizi e finiture di taglio. Questa tecnica posiziona il “perforamento” iniziale del laser fuori dalla geometria effettiva del pezzo. Quando il raggio raggiunge il perimetro del pezzo, la pressione di taglio si è stabilizzata, garantendo un bordo liscio e senza scorie. Questo è fondamentale per progetti che richiedono ±0,01mm di precisione.
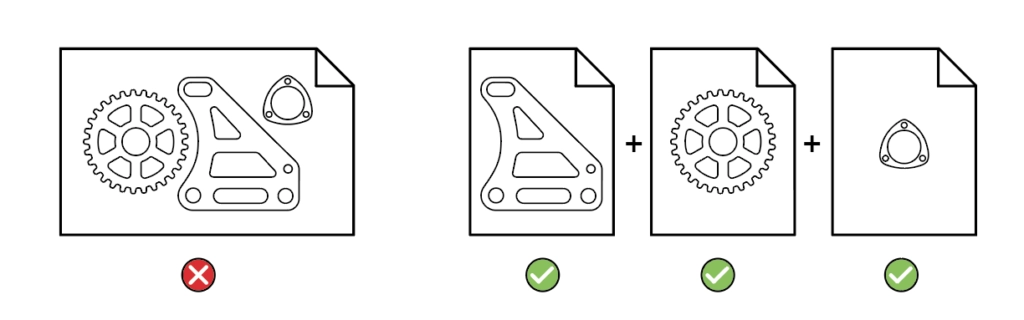
Strategie di nesting per l’efficienza dei costi
Intelligente strategie di nidificazione sono la spina dorsale di una soluzione di produzione completa ed economica Soluzione di Produzione One-Stop. Comprimendo strettamente le parti e utilizzando il “taglio a linea comune”—dove un singolo passaggio laser taglia il bordo di due parti adiacenti—riduciamo significativamente gli scarti. Questa efficienza è il motivo per cui possiamo offrire Prototipazione rapida (3-7 giorni) senza il tipico prezzo premium. Per le parti che richiedono operazioni secondarie complesse, integriamo senza soluzione di continuità il nostro laser per taglio cnc flusso di lavoro con fresatura di alta precisione per consegnare assemblaggi finiti.
Domande frequenti: Laser per taglio CNC
Vedo molta confusione su come integrare al meglio un laser per taglio cnc in un flusso di lavoro professionale. Ecco le risposte dirette alle domande che sento più spesso da proprietari di officine e ingegneri.
Posso aggiungere un laser a fibra a un router CNC standard?
Mentre puoi facilmente montare un diodo testa laser per macchina CNC per l'uso, un Fonte Laser a fibra ad alta potenza Programmazione G-code è un'altra storia. I router standard mancano delle custodie di sicurezza a tenuta di luce (OD6+) necessarie per gestire i riflessi della fibra. Inoltre, il.
per una sorgente a fibra spesso richiede un'accelerazione più rapida di quella che un router a vite guida tipico può fornire. Per risultati industriali, una piattaforma a fibra dedicata è sempre la scelta più sicura e precisa.
Taglio laser vs. Fresatura CNC. fresatrici CNC La differenza principale è il contatto. taglio laser CNC usa punte rotanti per rimuovere trucioli, rendendoli ideali per tasche profonde 3D e blocchi pesanti. Al contrario, Ottimizzazione della Larghezza della Fenditura, usa energia termica per fondere il materiale. Questo permette una Lavorazione lamiera.
Limiti di Taglio in Acciaio Inox Industriale
Quando noi produttori di componenti in acciaio inossidabile, lo spessore massimo è determinato da Potenza Ottica in Output.
- Fonte da 3kW: Taglia comodamente fino a 8mm–10mm di acciaio inossidabile.
- Fonte da oltre 10kW: Può affettare piastre da 30mm a 50mm mantenendo tolleranze industriali.
- Precisione: Per la maggior parte dei compiti di ingegneria, i laser mantengono un precisione di ±0,01mm su gauge più sottili, anche se il Zona interessata dal calore (HAZ) diventa più rilevante con l'aumentare dello spessore.
È Necessario un Sistema di Assist Air?
An Sistema di Assist Air è obbligatorio per qualsiasi configurazione seria router laser . Esegue due compiti critici che influenzano direttamente il vostro profitto:
- Protezione Ottica: Crea un flusso costante di aria che impedisce a fumo e detriti di sporcare la tua costosa lente di messa a fuoco.
- Tagli più Netti: Soffiando immediatamente il materiale fuso fuori dalla scanalatura, impedisce che la scoria (slag) si indurisca sulla parte inferiore del pezzo, garantendo una finitura più pulita.
| Caratteristica | Taglio laser | Fresatura CNC |
|---|---|---|
| Contatto Materiale | Non in contatto (Calore) | Contatto fisico (Frequenza) |
| Larghezza della fresa/strumento | ~0,1mm – 0,3mm | 1,0mm – 20mm+ |
| Ideale per | Profili piatti complessi | Forme 3D e tasche pesanti |
| Velocità di setup | Molto veloce | Moderato (Fissaggio del pezzo) |