
L'anatomia del processo: dal CAD al getto
Utilizziamo una raffinata fusione a cera persa metodologia che colma il divario tra precisione digitale ed eccellenza metallurgica. Partendo da un modello CAD ad alta fedeltà, garantiamo che ogni fusione a cera persa di alluminio soddisfi i rigorosi la precisione dimensionale requisiti fin dall'inizio.
Modelli sacrificali stampati in 3D
Per geometrie complesse e prototipazione rapida, implementiamo modelli sacrificali stampati in 3D ad alta risoluzione. Questa tecnologia elimina la necessità di costosi utensili rigidi durante la fase di convalida, consentendo:
- Iterazioni rapide del design senza elevati costi iniziali.
- Reticoli interni complessi e sottosquadri.
- Ottenere una forma quasi definitiva che riduce lo spreco di materiale.
Assemblaggio ad albero e ottimizzazione del sistema di alimentazione
I singoli modelli sono montati su un canale di colata centrale per formare un “albero di fusione”. Diamo priorità alla progettazione del sistema di alimentazione ottimizzato tramite modellazione della solidificazione per garantire flusso laminare. Questo passaggio critico dell'ingegneria previene la turbolenza che tipicamente porta all'entrata d'aria e agli ossidi, garantendo un superiore controllo della porosità.
Costruzione del guscio in ceramica
L'assemblaggio viene immerso ripetutamente in una sospensione refrattaria di alta qualità e stuccato per creare uno stampo robusto guscio in ceramica. Questo processo di stratificazione è progettato per fornire il superiore rugosità superficiale (RMS) e dettagli fini che distinguono i nostri prodotti di fusione in alluminio a investimento.
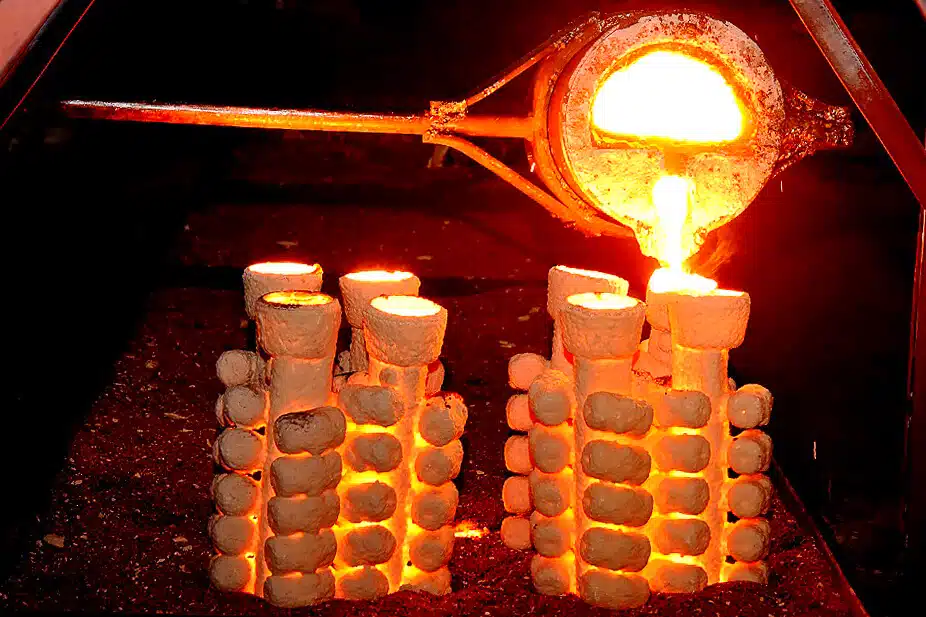
Deceratura, cottura e colata assistita da vuoto
Una volta indurito, il materiale sacrificabile viene rimosso tramite autoclave a vapore. Lo stampo viene quindi cotto per ottenere la massima resistenza agli shock termici.
| Fase | Caratteristica tecnica chiave | Vantaggio ingegneristico |
|---|---|---|
| Deceratura | Autoclave ad alta pressione | Previene la rottura del guscio e le sollecitazioni di espansione |
| Cottura | Rampa termica controllata | Elimina l'umidità residua e le sostanze volatili |
| Colata | Fusione assistita dal vuoto | Consente Fusione di alluminio a parete sottile fino a 0,75 mm |
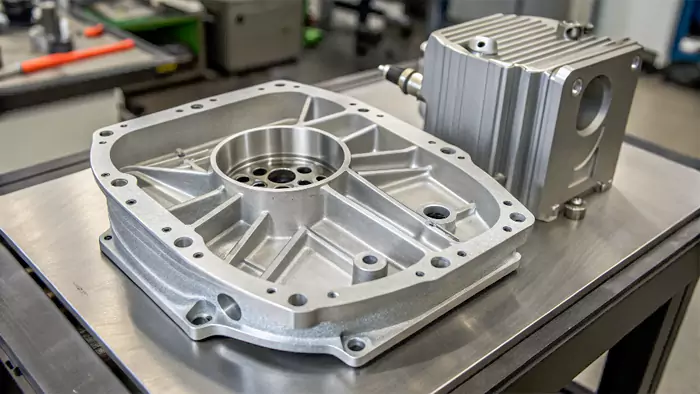
Rimozione e finitura
Dopo il raffreddamento controllato, utilizziamo attrezzature vibratorie ad alta frequenza per la rimozione del guscio. Il processo si conclude con il taglio preciso del gate e la finitura abrasiva. Ciò si traduce in un componente che spesso evita la necessità di pesanti lavorazioni CNC secondarie, fornendo una parte ad alte prestazioni pronta per l'assemblaggio finale.
Le migliori leghe per la microfusione di alluminio

Le prestazioni del componente finale dipendono interamente dalla chimica del metallo. Ci concentriamo sull'abbinamento delle specifiche esigenze della tua applicazione, che si tratti di riduzione del peso, gestione termica o resistenza pura, alla giusta qualità di alluminio. L'utilizzo del materiale corretto garantisce che i nostri parti di precisione in fusione a investimento soddisfino i rigorosi standard delle industrie aerospaziale e medica.
Gradi strutturali A356 e A357
Queste sono le scelte ideali per fusione a cera persa di alluminio quando l'integrità strutturale è imprescindibile.
- Alluminio A356.0 T6: Questo è il cavallo di battaglia del settore. Offre un perfetto equilibrio tra fusibilità, tenuta alla pressione e resistenza alla corrosione.
- A357: Un'alternativa ad alta resistenza spesso utilizzata per componenti critici che richiedono proprietà meccaniche superiori e alta resistenza alla fatica.
Prestazioni di 319 e 713 (Tenzalloy)
- Leghe 319: Conosciuta per la sua elevata fluidità e eccellenti proprietà “come-estratto”. È particolarmente apprezzata per la sua lavorabilità post-fusione, rendendola ideale per parti che richiedono una lavorazione estesa lavorazioni CNC secondarie.
- 713 (Tenzalloy): Questa lega rappresenta una svolta per parti di grandi dimensioni o complesse perché raggiunge un'elevata resistenza attraverso l'invecchiamento naturale. Saltando il processo di trattamento termico intenso, eliminiamo il rischio di deformazioni dimensionali mantenendo un'elevata resistenza a trazione.
Leghe ad alta conducibilità termica
Per i settori dell'elettronica e dei veicoli elettrici, utilizziamo leghe speciali progettate per la massima dissipazione del calore. Questi materiali sono essenziali per involucri di batterie raffreddate a liquido e dissipatori di calore ad alta densità. Controllando attentamente l'interasse delle braccia delle dendriti (DAS) durante la fase di raffreddamento, garantiamo che il percorso termico rimanga sgombro, offrendo prestazioni di picco in ambienti esigenti.
| Grado di lega | Vantaggio chiave | Applicazione tipica |
|---|---|---|
| A356 | Rapporto resistenza/peso | Supporti aerospaziali, sistemi di alimentazione |
| 319 | Castabilità e lavorabilità | Componenti del motore, coperture |
| 713 | Nessun trattamento termico richiesto | Strutture ad alta resistenza |
| Specialità | Conducibilità Termica | Carcasse di motori EV, Dissipatori di calore |
Colata in investimento vs. Alternative di produzione
Scegliere il metodo di produzione giusto per colata in investimento alluminio comporta valutare i compromessi tra costi iniziali, complessità del pezzo ed efficienza del materiale. Sebbene eccelliamo nel fornire componenti di alta precisione, il metodo “migliore” dipende interamente dai requisiti specifici del tuo progetto.
Colata in investimento vs. Colata in pressofusione
La principale differenza qui è tra volume e versatilità. La pressofusione è imbattibile per produzioni ad alto volume, ma il ammortamento degli stampi può rappresentare un ostacolo finanziario enorme per batch più piccoli.
- Costi degli utensili: Gli stampi per colata in investimento sono significativamente più economici rispetto agli stampi per pressofusione ad alta pressione.
- Libertà di progettazione: Utilizziamo il fusione a cera persa metodo per produrre geometrie interne complesse e controstampi che sono fisicamente impossibili da espellere da uno stampo di pressofusione permanente.
Colata in investimento vs. Colata in sabbia
Quando il tuo progetto richiede una superiore la precisione dimensionale e una finitura raffinata rugosità superficiale (RMS), la colata in investimento è la scelta più chiara.
- Finitura superficiale: La colata in sabbia lascia una texture granulosa e punteggiata. Il nostro processo con guscio ceramico garantisce una finitura liscia e professionale direttamente dallo stampo.
- Precisione: Manteniamo tolleranze molto più strette, riducendo la necessità di lavorazioni aggressive la lavorazione CNC rapida per correggere le caratteristiche “spostate” o sovradimensionate tipiche degli stampi di sabbia.
Colata in investimento vs. Lavorazione CNC completa
Molti ingegneri credono erroneamente che lavorare un pezzo da un blocco solido sia l'unico modo per ottenere precisione. Tuttavia, iniziare con una colata in alluminio fornisce un forma quasi definitiva che riduce drasticamente i costi di produzione.
- Spreco di materiale: La lavorazione CNC può comportare fino a 80% di scarto di materiale per pezzi complessi. Coliamo solo ciò che è necessario.
- Tempi di consegna: Colando la forma primaria, riduciamo significativamente il tempo trascorso sulla fresa. Utilizziamo poi parti di fresatura CNC di precisione tecniche solo sulle superfici di accoppiamento critiche, offrendo il meglio di entrambi i mondi: efficienza della colata e precisione della lavorazione.
Tabella di confronto rapido
| Caratteristica | Fusione a investimento | Colata in Stampo | Colata in sabbia | Lavorazione CNC completa |
|---|---|---|---|---|
| Costo iniziale degli attrezzi | Moderato | Alto | Basso | Nessuno |
| Finitura superficiale (RMS) | Eccellente | Molto buono | Scarso | Eccellente |
| Complessità del Design | Alto | Moderato | Basso | Molto Alta |
| Efficienza dei materiali | Alto | Alto | Moderato | Basso |
| Costo unitario (media produzione) | Basso | Moderato | Moderato | Alto |
Progettare per il successo: DFM di colata in investimento in alluminio
Avere il design corretto prima di realizzare il primo stampo è l'unico modo per garantire un pezzo ad alte prestazioni e a costi contenuti. Quando parliamo di fusione a cera persa di alluminio, il principale vantaggio è ottenere un forma quasi definitiva che riduce la necessità di lavori secondari costosi. Tuttavia, seguire alcuni principi fondamentali di Progettazione per la Manifattura (DFM) è ciò che distingue una produzione di successo da un incubo di scarti elevati.
Precisione e Accuratezza Dimensionale
Uno dei maggiori vantaggi di fusione a cera persa è l'incredibile la precisione dimensionale che possiamo ottenere. A differenza della colata in sabbia, questo processo permette un controllo molto più preciso sulle geometrie complesse. Mentre le tolleranze standard sono impressionanti, optare per una precisione di livello superiore può eliminare molte fasi successive. Se il tuo progetto richiede adattamenti ancora più stretti, integriamo spesso il servizi di lavorazione CNC personalizzata per rispettare quelle specifiche ultra-critiche.
| Caratteristica | Precisione Standard | Precisione Premium |
|---|---|---|
| Tolleranza Lineare | ±0,005 in/in | ±0,003 in/in |
| Angolo di Inclinazione | 0,5° – 1,0° | 0.0° – 0.5° (in aree specifiche) |
| Spessore della parete | 1.5mm (0.060″) | 0.75mm (0.030″) |
Spessore delle Pareti Ottimizzato e Angoli di Inclinazione
Siamo specializzati in Fusione di alluminio a parete sottile, spingendo i limiti fino a 0,75mm–1,5mm sezioni. Per realizzarlo, utilizziamo tecniche di gating e colata specifiche per garantire che il metallo riempia lo stampo prima che si solidifichi.
- Spessore delle pareti: Mantieni le transizioni graduali. Cambiamenti drastici tra sezioni spesse e sottili possono causare restringimenti o “sinking”.”
- Angoli di Sbozzo: La maggior parte dei processi richiede da 3° a 5°, ma colata in investimento alluminio è unica. Poiché il guscio di ceramica viene rimosso dalla parte, abbiamo bisogno solo di un minimo 0.5° a 1° angolo di inclinazione per rimuovere il modello in cera dalla prima attrezzatura.
- Filetti e radii: Gli angoli acuti sono il nemico. Raccomandiamo filamenti generosi per prevenire concentrazioni di stress e “lacrime calde” durante la fase di raffreddamento. Questo mantiene alta l'integrità strutturale della parte e basso il tasso di scarto.
Concentrandoti su queste geometrie, massimizzi l’efficienza del fusione a cera persa di alluminio processo, assicurando che i tuoi pezzi siano più leggeri, più resistenti e pronti per il servizio con minimo spreco.
Garantire la perfezione: qualità e finitura secondaria
Nel nostro fusione a cera persa di alluminio processo, “basta che sia buono” non esiste. Consideriamo l’assicurazione della qualità come la spina dorsale della nostra produzione, garantendo che ogni componente che spediamo sia pronto per un servizio ad alte prestazioni. Combinando test rigorosi con avanzati processi di post-elaborazione, consegniamo fusioni in alluminio a investimento che soddisfano i più severi standard aerospaziali e medici.
Controllo Non Distruttivo (NDT) & Analisi
Utilizziamo un approccio a più livelli per verificare l’integrità di ogni fusione. I nostri protocolli interni si concentrano sull’eliminazione di difetti nascosti e sull’assicurare controllo della porosità prima che un pezzo raggiunga mai la tua linea di assemblaggio.
- Ispezione a Raggi X: Essenziale per rilevare vuoti interni o inclusioni che potrebbero compromettere l’integrità strutturale.
- Analisi spettrografica: Verifichiamo la composizione del fusione in tempo reale per garantire che la lega soddisfi le certificazioni di materiale esatte.
- Ispezione dimensionale: Utilizzo di CMM (Macchine di Misurazione a Coordinate) per verificare la precisione dimensionale rispetto al tuo modello CAD.
Trattamento termico per prestazioni ottimali
Per ottenere il massimo da Alluminio A356.0 T6 e altre leghe specializzate, applichiamo cicli termici precisi. Questo processo ottimizza il l'interasse delle braccia delle dendriti (DAS) e aumenta significativamente le proprietà meccaniche.
- Tempra T5: Raffreddamento dopo un processo di modellatura a temperatura elevata e successiva stagionatura artificiale per la stabilità dimensionale.
- Temperatura T6: Un trattamento termico completo di soluzione e stagionatura artificiale progettato per massimizzare resistenza alla trazione e duttilità.
Operazioni secondarie di precisione
Anche se otteniamo risultati impressionanti forma quasi definitiva attraverso fusione a cera persa, le caratteristiche critiche per la missione spesso richiedono tolleranze più strette di quelle che uno stampo può fornire. Offriamo soluzioni complete di ingegneria di precisione CNC per colmare il divario tra tolleranze di fusione e requisiti di precisione estrema.
| Operazione | Precisione / Standard | Vantaggio chiave |
|---|---|---|
| Lavorazioni secondarie CNC | +/- 0,005mm | Raggiunge adattamenti critici di cuscinetti e superfici di accoppiamento complesse. |
| Rifinitura superficiale | RMS migliorato | Riduce rugosità superficiale (RMS) per guarnizioni ad alta pressione. |
| Anodizzazione e rivestimenti | MIL-SPEC | Migliora la resistenza alla corrosione e la durezza superficiale. |
Quando si valuta lavorazione CNC acciaio vs alluminio per finiture post-cast, l'elevata lavorabilità dell'alluminio ci consente di rispettare queste specifiche ultra-strette mantenendo il tuo ammortamento degli stampi e i costi unitari complessivi sotto controllo.
Applicazioni industriali: dove precisione incontra prestazioni
Le nostre fusione a cera persa di alluminio le soluzioni servono settori in cui il fallimento non è un'opzione. Fornendo forma quasi definitiva componenti, aiutiamo gli ingegneri a colmare il divario tra geometria complessa e requisiti di alta resistenza.
Aerospaziale e Difesa
Nel cielo, ogni grammo conta. Produciamo Alluminio A356.0 T6 supporti strutturali e componenti intricati del sistema di alimentazione che privilegiano la riduzione del peso senza sacrificare l'integrità.
- Sistemi di alimentazione: Canali interni complessi fusi con precisione ad alta risoluzione.
- Supporti strutturali: Componenti ad alta resistenza progettati per resistere a vibrazioni e stress estremi.
Innovazione nel settore automotive ed EV
Il passaggio ai veicoli elettrici ha fatto salire la domanda di componenti di alta qualità colata in investimento alluminio La nostra fonderia si specializza nelle sezioni a pareti sottili richieste per la gestione termica moderna e gli alloggiamenti.
- Alloggiamenti per batterie: Protezione leggera e durevole per celle ad alta tensione.
- Carcasse motore: Dissipazione del calore efficiente attraverso alette di raffreddamento integrate.
Produzione di dispositivi medici
I professionisti medici si affidano a prodotti di fusione in alluminio a investimento per strumenti che siano sia leggeri che ergonomicamente complessi. Poiché questi strumenti richiedono un'accuratezza estrema, molti componenti subiscono lavorazioni CNC secondarie per raggiungere tolleranze finali. Per garantire durabilità a lungo termine e resistenza alla sterilizzazione, offriamo anche anodizzazione per alluminio come opzione di finitura standard.
- Maniglie per strumenti chirurgici: Design sagomati per una presa e un controllo superiori.
- Apparecchiature di imaging: Strutture rigide e leggere per dispositivi diagnostici e radiografici portatili.
Domande frequenti sulla pressofusione di alluminio
Quanto costa l'attrezzatura per pressofusione di alluminio?
Il costo iniziale per fusione a cera persa di alluminio l'attrezzatura di solito varia da $1.500 a $10.000+, a seconda della complessità del pezzo e del numero di cavità nello stampo in cera persa. Sebbene il prezzo iniziale sia superiore a quello della sabbiatura, il ammortamento degli stampi è altamente efficiente per produzioni di volume medio-alto. Poiché il processo fornisce un forma quasi definitiva, si risparmia significativamente sui rifiuti di materie prime e sulla manodopera.
Qual è il tempo di consegna tipico per prototipi vs. produzione?
Procediamo rapidamente per mettere i tuoi progetti nelle tue mani:
- Stampo prototipo: Utilizzando modelli sacrificiali stampati in 3D, possiamo saltare la realizzazione di attrezzature dure e consegnare un colata di prototipi in appena 2 a 4 settimane.
- Produzione: Tradizionale fusione a cera persa l'uso di stampi metallici permanenti di solito richiede 8 a 12 settimane per il primo articolo, considerando la realizzazione dello stampo e la convalida del processo.
La colata in investimento può sostituire assemblaggi complessi multi-part CNC?
Sì. Uno dei principali vantaggi di questo processo è consolidamento delle parti. Possiamo spesso realizzare un singolo componente complesso che sostituisce un assemblaggio di cinque o sei pezzi separati. Questo elimina i tempi di assemblaggio, riduce il rischio di perdite nei sistemi fluidi e abbassa il costo totale per pezzo. Per le caratteristiche che richiedono tolleranze estreme, offriamo lavorazione di prototipi per perfezionare le superfici di montaggio critiche o i fori filettati.
Quale finitura superficiale (RMS) posso aspettarmi dallo stampo?
Il guscio in ceramica il processo utilizzato produce una finitura eccezionale rugosità superficiale (RMS), tipicamente compresa tra 60 e 125 micro-pollici. Questo è molto superiore alla finitura fornita dalla fusione in sabbia. Per molte applicazioni industriali, questa finitura “come-estratta” è abbastanza liscia da essere utilizzata senza ulteriori finiture vibranti o lucidature, riducendo ulteriormente i passaggi di produzione.