La razón principal: los costos de herramientas dominan los precios de bajo volumen
Cuando analizamos cotizaciones de moldeo por inyección de prototipos, la variable más grande que crea disparidad en los precios es la inversión inicial en el molde en sí. En la fabricación de alto volumen—donde producimos millones de unidades—el costo de un molde de precisión se amortiza a lo largo de toda la producción, reduciendo el impacto por unidad a fracciones de céntimo. Sin embargo, en fabricación de bajo volumen, ese mismo costo de herramienta se divide solo entre unos pocos cientos o miles de piezas. Esta falta de amortización es la razón por la cual el precio por pieza para una producción de prototipo a menudo parece drásticamente diferente de las estimaciones de producción en masa.
Cómo la amortización de herramientas impacta en tu cotización
Si un molde cuesta $10,000 en diseñarlo y fabricarlo:
- Alta Volumen (100,000 piezas): El molde añade $0.10 a cada pieza.
- Bajo Volumen (100 piezas): El molde añade $100.00 a cada pieza.
Esta matemática impulsa la estructura de costos del moldeo por inyección de bajo volumen Los proveedores que cotizan para “intención de producción” incluirán herramientas robustas capaces de soportar millones de ciclos, mientras que los talleres enfocados en herramientado rápido cotizarán opciones más baratas y menos duraderas para mantener baja la inversión inicial.
Desglose de materiales del molde: Impresión 3D vs. Aluminio vs. Acero
El material elegido para el molde dicta directamente el resultado final de la cotización. En MS Machining, adaptamos la estrategia de herramientas según las necesidades específicas del ciclo de vida del proyecto.
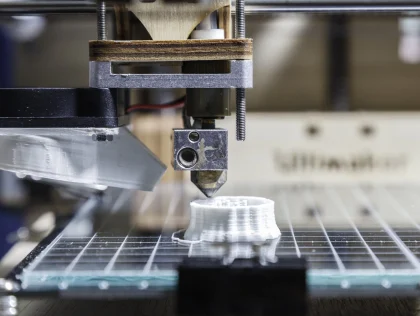
- Moldes impresos en 3D: La opción más económica y rápida para volúmenes extremadamente bajos (10-50 piezas). Sin embargo, ofrecen acabados superficiales pobres, no pueden mantener tolerancias estrictas y se degradan rápidamente bajo calor y presión.
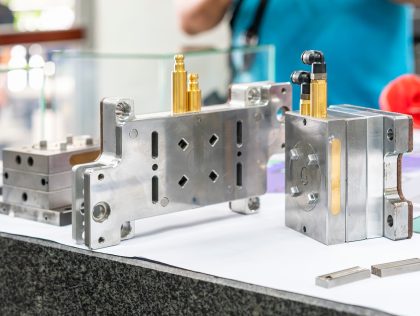
- Herramientas de aluminio (herramientas de puente): Un estándar para gastos de herramientas de bajo volumen. El aluminio es más blando y más rápido de mecanizar con CNC que el acero, reduciendo significativamente los tiempos de entrega y los costos de mecanizado. Es ideal para lotes de varias miles de unidades, pero carece de la durabilidad para procesos de alta presión como Moldeo por Inyección de Metal (MIM).
- Moldes de acero endurecido: El estándar de oro para consistencia y precisión. Aunque esto implica el mayor costo inicial, es necesario para lograr las tolerancias estrictas (hasta ±0.3%) y la alta calidad superficial requerida en componentes aeroespaciales o médicos.
Comparación de costos: aluminio básico vs. acero endurecido
Una cotización para un herramienta de aluminio básica puede ser 40-60% más baja que un molde de producción de acero endurecido. Si recibe dos cotizaciones con una diferencia de precio enorme, es probable que un proveedor esté cotizando una herramienta “blanda” destinada a una vida útil corta, mientras que el otro cotiza una herramienta “dura” diseñada para longevidad y repetibilidad de alta precisión. Para procesos como MIM, donde los costos de materia prima son mayores y las presiones son intensas, invertir en herramientas de acero suele ser innegociable para mantener la integridad estructural y la precisión dimensional.
Complejidad del diseño del molde y suposiciones

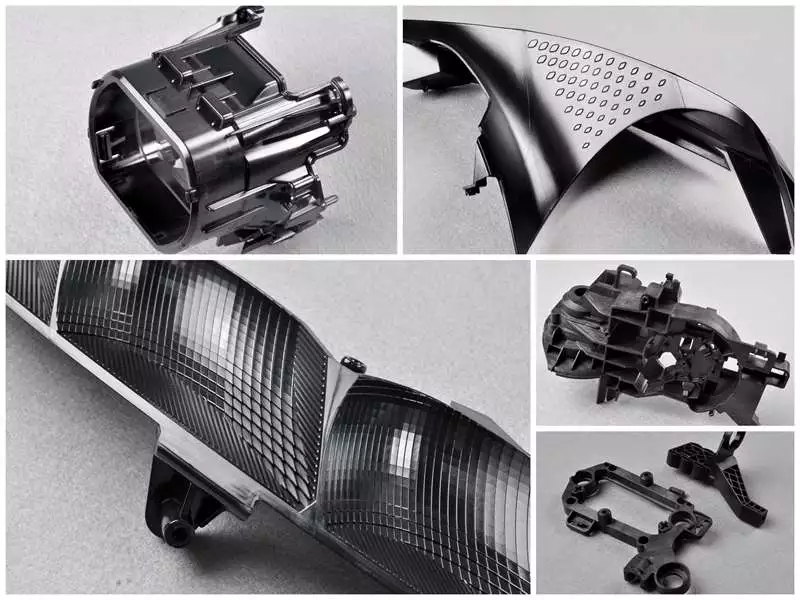
La geometría física de su pieza suele ser el principal factor que genera variaciones de costo en cotizaciones de moldeo por inyección de prototipos. Un molde simple de “abrir y cerrar” es relativamente barato, pero en cuanto introduce características complejas, los requisitos de herramientas cambian drásticamente.
Impacto de la geometría de la pieza: Undercuts y tolerancias
Si su diseño incluye undercuts, características de acción lateral o roscas internas, no podemos usar un molde estándar de dos placas. Tenemos que diseñar deslizadores complejos, elevadores o núcleos colapsables en la herramienta, lo que aumenta significativamente el gastos de herramientas de bajo volumen.
- Grosor de la pared: Para procesos como moldeo por inyección de metal (MIM) o plásticos estándar, mantener un grosor de pared óptimo (normalmente < 6mm) es crucial para prevenir defectos. Las secciones más gruesas requieren tiempos de enfriamiento más largos y más material, lo que aumenta el costo del ciclo.
- Requisitos de Precisión: La precisión estándar de moldeo neto es de aproximadamente ±0.5%. Si su impresión requiere tolerancias más estrictas (hasta ±0.3%), debemos mecanizar el molde con mayor precisión y potencialmente usar materiales de molde más caros y duraderos para mantener esas dimensiones durante toda la producción.
Suposiciones Ocultas: Vida del Molde y Número de Cavidades
Al comparar presupuestos, es necesario saber exactamente qué tipo de herramienta se está construyendo. Un presupuesto para estructura de costos del moldeo por inyección de bajo volumen puede basarse en un molde de aluminio de una sola cavidad diseñado para durar solo 500 disparos (herramienta puente). Otro proveedor podría cotizar una herramienta de acero endurecido capaz de 100,000 disparos.
- Una sola cavidad vs. Múltiples cavidades: Para prototipos, generalmente nos quedamos con herramientas de cavidad única para minimizar la inversión inicial.
- Vida del Molde: Siempre aclare la vida útil esperada. Si solo necesita 50 piezas, pagar por un molde de producción de Clase 101 es una pérdida de capital.
Por qué algunos presupuestos parecen sospechosamente bajos: El factor DFM
Los presupuestos extremadamente bajos a menudo omiten el Diseño para la Fabricabilidad (DFM) análisis de inyección Una servicio barato de “impresión a pieza” podría cortar el molde exactamente según su archivo CAD sin advertirle sobre problemas de ángulo de inclinación o geometrías imposibles, lo que puede provocar fallos en la pieza. Los presupuestos confiables incluyen tiempo de ingeniería para revisar el diseño. En algunos casos, después de una revisión DFM, incluso podríamos sugerir que para cantidades muy bajas, comparar moldeo por inyección de plástico vs. mecanizado CNC revela que el mecanizado es la opción más rápida y económica hasta que las volúmenes aumentan.
Servicios de ingeniería y soporte incluidos (o no)
Al comparar cotizaciones de moldeo por inyección de prototipos, uno de los mayores diferenciadores es el nivel de soporte de ingeniería incluido en el precio final. Un presupuesto que parece sorprendentemente bajo a menudo representa un servicio de “impresión a pieza”. En este modelo, el fabricante simplemente ejecuta su archivo CAD sin análisis. Si su diseño falla, el costo de retrabajo recae completamente en usted. Por otro lado, los proveedores de servicio completo incluyen una retroalimentación integral Diseño para la Fabricabilidad (DFM) para detectar problemas como ángulos de inclinación o variaciones en el grosor de las paredes antes de comenzar la producción.
El costo real de la configuración y validación
Validar un molde para fabricación de bajo volumen no es tan simple como presionar un botón. Una cotización sólida tiene en cuenta la mano de obra especializada necesaria para ajustar los parámetros del proceso—temperatura, presión y tiempos de enfriamiento—para lograr la consistencia de las piezas. Esta fase a menudo implica:
- Muestras T1: Las primeras piezas producidas con el molde, utilizadas para verificar la geometría básica.
- Pruebas T2/T3: Ejecutar lotes posteriores para perfeccionar dimensiones y acabados superficiales.
- Validación final: Asegurar que las piezas cumplen con tolerancias específicas (a menudo tan ajustadas como ±0.3% en nuestros procesos especializados).
Crear estos moldes y accesorios precisos suele requerir tecnología avanzada máquinas de fresado CNC para garantizar que cada cavidad coincida exactamente con las especificaciones del diseño. Aunque omitir estos pasos de validación reduce la oferta inicial, aumenta significativamente el riesgo de recibir piezas inutilizables.
Asesoramiento experto en material y proceso
Para industrias como la aeroespacial o la tecnología médica, donde a menudo se requieren materiales de alta resistencia MIM (Moldeo por inyección de metal) o aleaciones especializadas, la orientación técnica es innegociable. Una cotización más alta generalmente refleja la experiencia de ingenieros que pueden recomendar la materia prima o polímero adecuados para cumplir con los objetivos de rendimiento mecánico. Este nivel de retroalimentación experta en DFM garantiza que, ya sea que produzcamos unos pocos cientos o varios miles de unidades, la integridad estructural del componente final nunca se vea comprometida. Los socios de fabricación confiables invierten tiempo desde el principio para garantizar que el servicio de mecanizado CNC de aleaciones y los procesos de moldeo produzcan un producto funcional y duradero en la primera ejecución válida.
Selección de materiales y variables de producción
Al revisar cotizaciones para fabricación de bajo volumen, la materia prima que especifica es un gran impulsor de costos. Existe una gran diferencia entre materiales básicos y grados de ingeniería de alto rendimiento. En nuestra experiencia con Moldeo por Inyección de Metal (MIM), la materia prima especializada—una mezcla de polvo metálico y aglutinante—puede ser hasta 10 veces más cara que los materiales tradicionales de metalurgia en polvo. Esta diferencia de precio se amplía cuando se trata de aleaciones exóticas o plásticos de alta temperatura para cotizaciones de moldeo por inyección de prototipos, donde el desperdicio de material durante la configuración no puede distribuirse en millones de unidades.
Tiempo de ciclo y complejidad laboral también distorsionan significativamente los números en lotes de bajo volumen.
- Tiempo de configuración: Calibrar la máquina para una producción de 500 piezas lleva el mismo tiempo que para una producción de 50,000 piezas.
- Pasos de procesamiento: Métodos avanzados como MIM requieren un procesamiento de ciclo completo, incluyendo inyección, desgrasado y sinterizado, para lograr densidad.
- Acabado manual: Los volúmenes más bajos a menudo dependen del post-procesamiento manual en lugar de líneas automatizadas, lo que aumenta el costo laboral por pieza.
La aplicación prevista también influye mucho en el precio final. Si está desarrollando componentes para sectores regulados, la cotización debe tener en cuenta una validación rigurosa. Por ejemplo, el rigor en control de calidad en aplicaciones aeroespaciales y médicas exige documentación y pruebas exhaustivas para garantizar que las piezas cumplan con estrictos estándares de seguridad. Nuestro trabajo en fabricación médica para dispositivos y equipos a menudo implica tolerancias más estrictas (hasta ±0.3%) y tratamientos superficiales específicos, lo que naturalmente eleva la cotización en comparación con un proyecto comercial estándar.
Otros factores que impulsan las variaciones en las cotizaciones
Cuando se comparan cotizaciones dispares para estructura de costos del moldeo por inyección de bajo volumen, la diferencia de precio no solo se debe al metal o al tiempo de máquina. Varios factores logísticos externos y estratégicos influyen en gran medida en el resultado final. Entender estas variables ayuda a comprender por qué una cotización puede ser el doble de otra para el mismo diseño de pieza.
Fabricación Doméstica vs. Offshore
La ubicación física del fabricante es el factor más determinante en los factores de precios en moldeo por inyección personalizado.
- Mano de obra y gastos generales: La fabricación en España suele tener tarifas horarias más altas para mecánicos especializados y costos generales en comparación con instalaciones como la nuestra en China.
- Cadena de suministro: Mientras que la producción offshore generalmente ofrece ahorros significativos en el costo inicial de diferencias en costos de herramientas rápidas, hay que tener en cuenta la logística de envío.
- Alcance global: Atendemos a clientes en toda España desde nuestra instalación en Jiangmen. La compensación suele estar entre la proximidad inmediata y una eficiencia de costos sustancial en la inversión en moldes.
Primas por tiempo de entrega para trabajos urgentes
El tiempo suele ser la mercancía más cara en la fabricación. Si necesitas cotizaciones de moldeo por inyección de prototipos convertir en piezas en días en lugar de semanas, espera una prima.
- Procesamiento acelerado: Los pedidos urgentes interrumpen los horarios de producción estándar, requiriendo horas extras y priorización de máquinas.
- Métodos de envío: Mover piezas por transporte aéreo en lugar de marítimo aumenta drásticamente el costo por unidad, pero es necesario para cumplir con plazos ajustados.
- Soluciones rápidas: Para necesidades inmediatas de prueba, entender el ventaja del prototipado rápido puede ayudarte a decidir si debes pagar por la rapidez ahora o esperar una producción estándar.
Definiciones de volumen no coincidentes
Una fuente común de confusión en fabricación de bajo volumen es la definición de “bajo volumen” en sí misma.
- Expectativas del proveedor: Para un proveedor automotriz masivo, 10,000 unidades podrían ser una “muestra de producción”. Para un taller especializado, 10,000 unidades es un contrato de producción completo.
- Economía de escala: Nuestro proceso de Moldeo por Inyección de Metal (MIM), por ejemplo, es más económico para demandas que van desde varios miles hasta millones. Si una cotización asume que eventualmente escalarás a millones, el costo amortizado de las herramientas se ve diferente a una cotización estrictamente para un lote único de 500.
- Mínimos: Siempre aclara si el proveedor tiene una Cantidad Mínima de Pedido (MOQ) que aumenta el precio en lotes más pequeños.
Cómo comparar cotizaciones de manera efectiva
Cuando recibes cotizaciones para fabricación de bajo volumen que varían mucho, generalmente es porque los proveedores están haciendo diferentes suposiciones sobre la duración de tu proyecto y las necesidades de precisión. Para asegurarte de no comparar una herramienta prototipo temporal con un activo de grado de producción, debes examinar los detalles de cada propuesta.
Lista de verificación para comparaciones de RFQ de manzana a manzana
- Separar herramientas del precio unitario: Siempre pide un desglose que separe los costos de Ingeniería No Recurrente (NRE), como el diseño y configuración del molde, del precio por pieza. En procesos como el Moldeo por Inyección de Metal (MIM), la inversión inicial en herramientas y moldes es un factor de costo importante. Si una cotización agrupa estos conceptos, oculta el verdadero costo de escalar posteriormente.
- Aclarar la expectativa de vida del molde: Verifica la vida útil estimada del molde. Una cotización para una herramienta “suave” con una duración de 500 disparos será mucho más barata que una herramienta de acero endurecido con una duración de 100,000, pero no te ayudará si la producción aumenta.
- Confirmar especificaciones del material: Asegúrate de que cada proveedor cotice exactamente el mismo material de alimentación. En campos especializados, el polvo de materia prima para MIM puede ser hasta 10 veces más caro que los polvos estándar, por lo que una cotización más barata podría indicar una sustitución de material de menor calidad.
Evaluación de inclusión de DFM y certificaciones de calidad
La oferta más baja a menudo elimina soporte técnico esencial. Una cotización sólida debe incluir retroalimentación de Diseño para la Fabricabilidad (DFM) para optimizar el grosor de las paredes (idealmente < 6mm para MIM) y las tolerancias. En MS Machining, nos centramos en lograr una precisión de “casi forma neta” para reducir procesos secundarios. Si un proveedor no hace preguntas sobre tu geometría o no ofrece servicios de mecanizado CNC de alta precisión para características demasiado complejas para el moldeo, pueden estar recortando en el control de calidad. Siempre verifique que la cotización incluya el post-procesamiento necesario, como tratamiento térmico o pulido de superficies, para garantizar que las piezas finales cumplan con sus requisitos mecánicos.
Preguntas Frecuentes Sobre Cotizaciones de Moldeo de Bajo Volumen
¿Cuál es el material de molde más barato para 100 piezas?
Para producciones de tiradas extremadamente cortas o moldeo por inyección de prototipos, el aluminio (específicamente 7075 o QC-10) suele ser la opción más rentable. El aluminio es más blando y más rápido de mecanizar que el acero de herramienta, lo que reduce significativamente el costo inicial gastos de herramientas de bajo volumen. Sin embargo, si está considerando Moldeo por Inyección de Metal (MIM), el molde debe soportar presiones más altas y materias primas abrasivas, por lo que a menudo recomendamos al menos un acero preendurecido para garantizar que la herramienta sobreviva a la producción sin degradar la precisión de la pieza.
¿El moldeo por inyección de bajo volumen requiere moldes de acero?
No, la producción de bajo volumen no requiere estrictamente moldes de acero endurecido. A menudo utilizamos “herramientas puente” o herramientas rápidas hechas de aluminio o aceros más blandos (como P20) para cantidades que van desde 50 hasta unos pocos miles de unidades. Estos materiales reducen los tiempos de entrega y la inversión inicial. Sin embargo, si su diseño requiere tolerancias de alta precisión (±0.3%) o utiliza plásticos llenos de vidrio abrasivos o materias primas metálicas, podemos aconsejar evitar el aluminio para prevenir un desgaste prematuro de la herramienta que podría comprometer la calidad de la pieza.
¿Cuánto cuesta en promedio un molde de inyección para prototipo?
No existe un precio único porque diferencias en costos de herramientas rápidas depende completamente de la geometría y tamaño de la pieza. Un molde simple de apertura y cierre para un pequeño soporte puede costar unos pocos miles de euros, mientras que un molde complejo que requiera acciones laterales, sliders para undercuts o trabajo de EDM para nervios profundos será significativamente más caro. El costo de selección de material del molde de inyección también influye; elegir el materiales de piezas metálicas mecanizadas para la herramienta en sí equilibra los costos iniciales con la vida útil esperada de la herramienta.
¿Por qué el costo por pieza es más alto en tiradas de bajo volumen?
El precio por unidad más alto en fabricación de bajo volumen se debe principalmente a Amortización de herramientas de moldeo por inyección. Cuando produces 100.000 piezas, el coste del molde se distribuye de manera muy dispersa, añadiendo céntimos a cada unidad. Cuando solo produces 500 piezas, ese mismo coste de herramientas añade una cantidad significativa a cada unidad. Además, los procesos de configuración—incluyendo el calentamiento de la máquina, los cambios de material y las pruebas T1—requieren la misma cantidad de mano de obra y tiempo de máquina, independientemente de si fabricamos 100 o 10.000 piezas. En procesos como MIM, la materia prima también es un factor premium, que puede costar hasta 10 veces más que los materiales tradicionales de metalurgia en polvo.