Verstehen der Edelstahl-Investitionsguss in der modernen Fertigung
Was ist Edelstahl-Investitionsguss?
Edelstahl-Investitionsguss, historisch bekannt als Verlorene-Wachs-Guss, ist ein Präzisionsfertigungsverfahren, das entwickelt wurde, um komplexe Metallkomponenten mit hoher Maßgenauigkeit und hervorragenden Oberflächenfinishs herzustellen. Im Gegensatz zum traditionellen Sandguss, der rauere Oberflächen erzeugt, ermöglicht der moderne Investitionsguss—insbesondere der Silica-Sol-Prozess bei MS Machining verwendet—die Herstellung von nahezu fertigen Teilen. Diese Methode ist ideal für Komponenten, die komplexe innere Geometrien oder dünne Wände erfordern, die schwer oder kostenintensiv nur durch CNC-Präzisionsteile Bearbeitung.
herzustellen wären. Durch die Minimierung von Materialverschwendung und die Reduzierung des Bedarfs an umfangreichen Sekundäroperationen dient diese Technik als eine entscheidende Lösung für Branchen, die von Automobil bis Fluidkontrolle reichen.
Wie funktioniert der Investitionsgussprozess Schritt für Schritt.
Die Umwandlung vom Rohmaterial zu einer fertigen Komponente umfasst ein rigoroses, mehrstufiges Verfahren, um die strukturelle Integrität und die Maßhaltigkeit zu gewährleisten. Wachsmuster-Injektion:.
Ein Metallstempel wird hergestellt, und geschmolzener Wachs wird injiziert, um eine Replik des Endteils zu formen. Baumassemblierung:.
Mehrere Wachsmuster werden an einem zentralen Wachssprühkopf befestigt, wodurch ein „Baum“ für die Chargenfertigung entsteht. Shell-Bau (Silica-Sol-Prozess):.
Wachsentfernung: Der Wachsbau wird in eine keramische Suspension getaucht und mit feinem Sand beschichtet. Dieser Vorgang wird mehrfach wiederholt, um eine harte, langlebige Keramikschale zu erstellen.
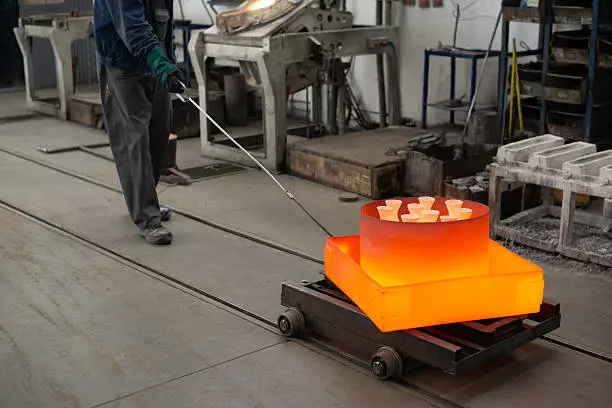
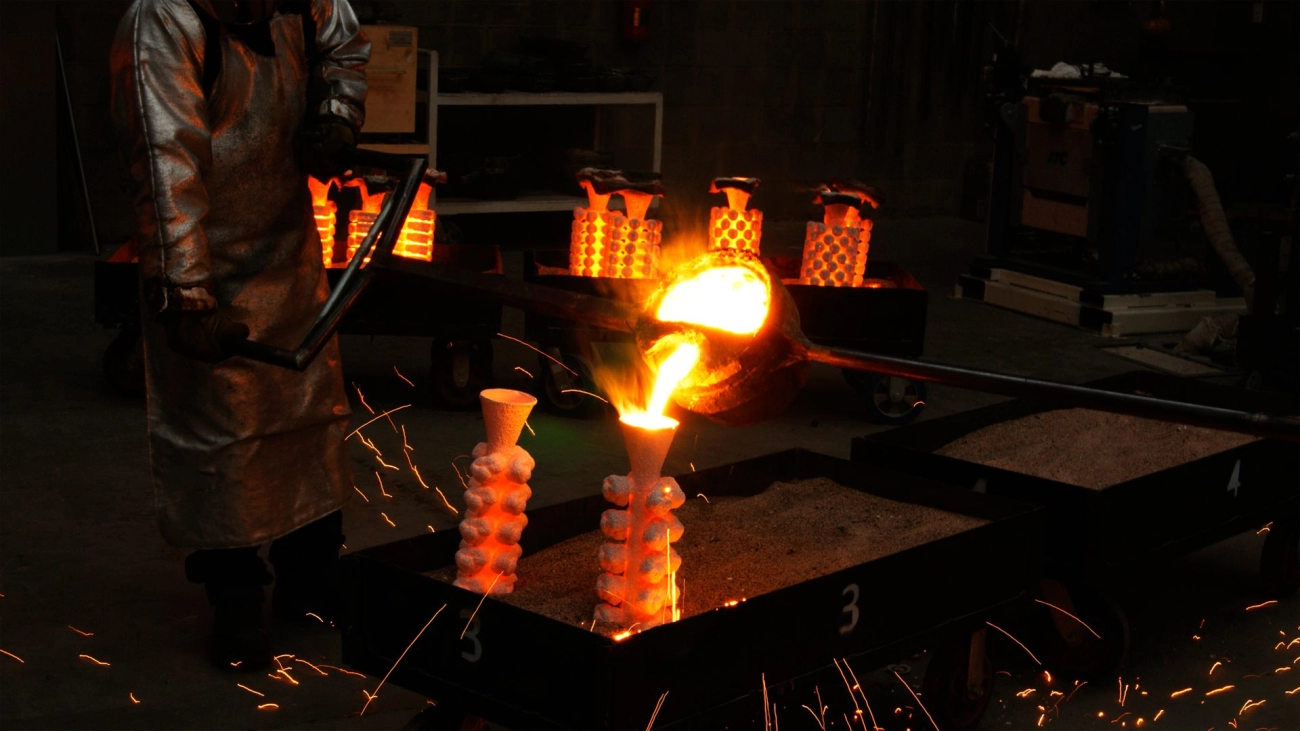
Gießen: Die keramische Schale wird erhitzt, wodurch das Wachs schmilzt und abfließt, wodurch eine hohle Kammer (die „verlorene Wachs“-Phase) entsteht.
Geschmolzener Edelstahl wird in die vorgeheizte keramische Schale gegossen, um die Kammer auszufüllen und das Teil zu formen. Entfernen und Reinigen:.
Fertigstellung: Nach dem Abkühlen wird die keramische Schale zerbrochen, und die Teile werden vom Sprühkopf abgeschnitten. präzise CNC-Teile Bearbeitung, falls engere Toleranzen erforderlich sind.
Häufig verwendete Edelstahlqualitäten im Investmentguss
Die Auswahl der richtigen Legierung ist grundlegend für die Leistung des gegossenen Teils. Wir unterstützen eine Vielzahl von Edelstahlqualitäten, die auf spezifische mechanische und umweltbezogene Anforderungen zugeschnitten sind:
Austenitischer Edelstahl (304, 304L, 316, 316L): Die beliebtesten Optionen für Investitionsguss aufgrund ihrer hervorragenden Korrosionsbeständigkeit und guten mechanischen Eigenschaften. Die Legierung 316L ist besonders für marine und chemische Anwendungen bevorzugt.
Precipitationshärtbarer Stahl (17-4 PH): Ausgewählt für Anwendungen, die hohe Festigkeit, Härte und Korrosionsbeständigkeit erfordern, häufig in Luft- und Raumfahrt sowie schweren Industriekomponenten eingesetzt.
Martensitischer Edelstahl (410, 420): Ideal für Teile, die hohe Härte und Verschleißfestigkeit benötigen, wie Pumpenteile und Ventile.
Duplex-Edelstahl: Bietet eine Kombination aus hoher Festigkeit und außergewöhnlicher Spannungsrissbeständigkeit, geeignet für raue Umgebungen.
Warum Edelstahl häufig für Investmentguss-Teile gewählt wird
Wenn Ingenieure und Einkaufsleiter einen Herstellungsprozess auswählen, steht die Kombination aus Edelstahl und Investmentguss oft an erster Stelle. Dieses Paar geht über die Formgebung von Metall hinaus; es geht darum, Komponenten zu schaffen, die rauen Bedingungen standhalten und enge Toleranzen einhalten. Bei MS Machining sehen wir aus erster Hand, wie diese Methode komplexe technische Probleme löst, bei denen andere Techniken versagen.
Korrosionsbeständigkeit und Materialstabilität
Der Hauptgrund, warum unsere Kunden Edelstahlqualitäten wie 304, 316 und 316L spezifizieren, ist ihre inhärente Fähigkeit, Oxidation und chemische Angriffe zu widerstehen. Im Investmentgussprozess verfestigt sich das geschmolzene Metall in einer kontrollierten Umgebung, was eine homogene Mikrostruktur gewährleistet. Diese Gleichmäßigkeit ist entscheidend, um die passive Oxidschicht des Materials zu erhalten, die das Teil vor Rost und Abbau schützt.
Egal, ob die Komponente für eine marine Umgebung, eine chemische Anlage oder eine medizinische Einrichtung bestimmt ist, die Materialstabilität von gegossenem Edelstahl sorgt für eine lange Lebensdauer. Im Gegensatz zu beschichteten Teilen, bei denen Kratzer auf der Oberfläche zu Ausfällen führen können, ist die Korrosionsbeständigkeit hier integraler Bestandteil des Materials.
Mechanische Festigkeit und Haltbarkeit für anspruchsvolle Umgebungen
Edelstahl-Investmentguss produziert Teile mit außergewöhnlicher Dichte und mechanischer Integrität. Da das Verfahren die Porosität im Vergleich zu anderen Methoden wie Sandguss minimiert, zeigen die resultierenden Komponenten eine überlegene Zugfestigkeit und Schlagfestigkeit.
Diese Haltbarkeit macht den Investmentguss zur bevorzugten Wahl für sicherheitskritische Anwendungen. Wir fertigen regelmäßig Teile, die hohem Druck, extremen Temperaturen und schweren mechanischen Belastungen standhalten müssen, ohne sich zu verformen. Die nahtlose Natur eines gegossenen Teils – das oft mehrere geschweißte Bauteile ersetzt – eliminiert weitere Schwachstellen und bietet eine robuste Lösung für schwere Industrieanlagen und Automobilanwendungen.
Vorteile bei Oberflächenfinish und Maßhaltigkeit
Eines der herausragenden Merkmale des Silica-Sol-Investmentgussverfahrens, das wir verwenden, ist das überlegene Oberflächenfinish, das es direkt nach dem Formen erreicht. Typische Rauheitswerte liegen zwischen Ra 3,2 und 6,3, was deutlich glatter ist als beim Sandguss. Diese “Nahe-Nettoguss”-Fähigkeit bedeutet, dass die Teile professionell aussehen und gut funktionieren, ohne umfangreiche Nachbearbeitung.
Wenn jedoch bestimmte Passflächen noch engere Toleranzen erfordern, integrieren wir unsere Gussfähigkeiten mit hochpräzise CNC-Bearbeitungsteile Produktion. Dieser hybride Ansatz ermöglicht es uns, eine hervorragende Maßhaltigkeit bei großen Produktionsläufen aufrechtzuerhalten, während die Kosten niedriger bleiben als beim Fräsen des gesamten Teils aus einem festen Block. Die Konsistenz der Form sorgt dafür, dass jedes Teil, vom ersten bis zum tausendsten, die gleichen strengen Spezifikationen erfüllt.
Schlüssel-Faktoren zur Bestimmung, ob Guss die richtige Wahl für Ihr Teil ist
Komplexität der Bauteilgeometrie und interne Merkmale
Wenn Ihr Design komplexe interne Kanäle, Unterzüge oder dünne Wände aufweist, die mit Schneidwerkzeugen schwer zu erreichen sind, ist Gießen wahrscheinlich die beste Option. Das Fräsen dieser Merkmale aus einem festen Block erfordert oft teure 5-Achs-Einrichtungen oder ist einfach unmöglich. Unser Silica-Sol-Gießverfahren ermöglicht es uns, komplexe, nahezu netzförmige Komponenten mit hoher struktureller Integrität herzustellen. Diese Methode ist ideal für Teile, bei denen Materialverschwendung durch Fräsen zu hoch wäre, und ermöglicht es uns, anspruchsvolle Geometrien effizient zu produzieren.
Toleranzanforderungen und dimensionale Konsistenz
Während das Gießen eine ausgezeichnete Präzision im Vergleich zum Sandguss bietet, liegen die linearen Toleranzen in der Regel bei ISO 8062 CT4-CT6. Für viele strukturelle Anwendungen ist dies ausreichend. Wenn Ihre Anwendung jedoch ultra-enge Passungen erfordert – wie Lagerflächen oder Dichtungsrillen – reicht rohes Gießen allein möglicherweise nicht aus. In diesen Fällen verwenden wir einen hybriden Ansatz: Wir gießen das Teil in einer nahezu netzförmigen Form und führen dann eine Nachbearbeitung durch, um die endgültigen kritischen Maße zu erreichen. Dieses Gleichgewicht bietet das Beste aus beiden Welten: die Materialeffizienz des Gießens und die Genauigkeit von **Präzisions-CNC-Teilen**.
Produktionsvolumen und Wiederholbarkeit
Gießen erfordert eine anfängliche Investition in Werkzeuge (Formen). Wenn Sie nur einen Prototyp benötigen, ist das Fräsen aus festem Material in der Regel schneller und günstiger, da keine Werkzeugkosten anfallen. Sobald jedoch Ihr Volumen auf Dutzende oder Tausende von Einheiten steigt, wird das Gießen deutlich kosteneffizienter. Die Stückkosten sinken drastisch, weil wir keine teuren Edelstahlstücke wegfräsen. Sobald die Form hergestellt ist, können wir Tausende identischer Teile mit hoher Wiederholbarkeit reproduzieren und so Ihre Lieferkette stabil halten.
Nachbearbeitungsbedarf und Sekundäroperationen
Die meisten Hochleistungsbauteile erfordern nach dem Gießen eine gewisse Oberflächenbearbeitung. Wir spezialisieren uns darauf, die Gesamtkosten durch die Integration von Gießen und hauseigener Bearbeitung zu reduzieren. Indem wir das Teil mit minimaler Fräszugabe gießen, verkürzen wir die Zykluszeit für die Herstellung finaler **CNC-Präzisionsteile**. Die Oberflächenqualität ist ebenfalls ein wichtiger Faktor; während unsere Gussoberfläche im Allgemeinen Ra 3,2 – 6,3 beträgt, verlangen viele Kunden eine glattere Optik. Wir bieten umfassende Edelstahlpolierdienstleistungen um elektropolierte oder spiegelglatte Oberflächen zu erzielen, und übernehmen den gesamten Prozess vom geschmolzenen Metall bis zur Endkontrolle unter einem Dach.
Edelstahl-Gießen vs. Andere Fertigungsmethoden
Die Wahl des richtigen Fertigungsverfahrens ist selten eine Frage des “besten” Verfahrens insgesamt, sondern vielmehr das effizienteste für Ihr spezifisches Volumen und Ihre Geometrie. Bei MS Machining unterstützen wir Kunden oft dabei, zwischen diesen Methoden zu wechseln, wenn ihre Produktionsanforderungen steigen. Hier ist, wie Investitionsguss gegenüber den Alternativen abschneidet.
Gießen vs. CNC-Bearbeitung aus festem Block
Der Hauptunterschied liegt hier im Materialeinsatz und in der Rüstzeit. Das Fräsen aus einem festen Block (subtraktive Fertigung) ist ideal für geringe Stückzahlen oder einfache Geometrien, da keine Werkzeugkosten anfallen. Für komplexe Formen erzeugt das Fräsen aus festem Material jedoch erheblichen Materialabfall und erfordert längere Zykluszeiten.
Materialverschwendung: CNC-Bearbeitung kann 50% oder mehr Ihres teuren Edelstahlmaterials in Späne verwandeln. Das Gießen ist ein additiver Prozess, der Material nur dort verwendet, wo es benötigt wird.
Volumen: Für 1-50 Teile bleiben Sie bei präziser CNC-Teile. Für 500+ Teile ist die Investition in eine Form für das Gießen deutlich kosteneffizienter.
Hybrider Ansatz: Der effizienteste Weg ist oft das Gießen in “near-net shape”-Formen, gefolgt von Nachbearbeitung. Dies reduziert die Bearbeitungszeit erheblich, während die engen Toleranzen von Edelstahlschmiedekunst und CNC-Bearbeitungsqualität.
Feinguss vs. Sandguss für Edelstahlteile
Obwohl beide Gießverfahren, dienen sie unterschiedlichen Qualitätsstufen. Sandguss ist im Allgemeinen günstiger für sehr große, schwere Komponenten, bei denen die Oberflächenqualität nicht kritisch ist. Das von uns verwendete Silica-Sol-Feingussverfahren bietet jedoch überlegene Ergebnisse für Präzisionsteile.
Oberflächenfinish: Sandguss hinterlässt eine grobe, körnige Textur (Ra 12,5+). Feinguss sorgt für eine glatte Oberfläche (Ra 3,2 – 6,3), was den Bedarf an aufwändiger Politur reduziert.
Toleranzen: Feinguss hält viel engere lineare Toleranzen (CT4-CT6) im Vergleich zu den lockereren Standards des Sandgusses.
Detail: Wenn Ihr Teil komplexe Logos, dünne Wände oder feine interne Passagen hat, erfasst der Feinguss Details, die Sandformen einfach nicht können.
Feinguss vs. Metallinjektion (MIM)
Metallinjektion (MIM) ist ein starker Konkurrent, aber in der Regel nur für sehr kleine, hochvolumige Teile.
Größenbeschränkungen: MIM ist typischerweise auf Teile mit einem Gewicht von weniger als 100 Gramm beschränkt. Feinguss ist vielseitig und verarbeitet Teile von wenigen Gramm bis zu 50 kg oder mehr.
Werkzeugkosten: MIM-Formen sind äußerst teuer und erfordern oft Volumina von 10.000+, um die Kosten zu rechtfertigen. Feingusssformen sind erschwinglicher, was sie für mittlere Produktionsläufe geeignet macht.
Designflexibilität: Feinguss ermöglicht eine größere Designfreiheit hinsichtlich der Partgröße und Wandstärkenvariationen im Vergleich zu den strengen Beschränkungen des MIM.
Kostenstruktur: Was die Preise beim Feinguss wirklich beeinflusst
Werkzeugkosten und langfristiges Kostenverhältnis
Bei der Bewertung Investitionsguss, die anfängliche Kostenbelastung kommt oft durch die Werkzeuge. Um die Wachsmodelle für den Prozess herzustellen, müssen wir zunächst eine Aluminium-Injektionsform bearbeiten. Dies ist eine Anfangsinvestition, die bei reinem Zerspanen aus Rohmaterial nicht anfällt. Diese Kostenstruktur kehrt sich zugunsten des Kunden um, wenn das Volumen steigt. Sobald das Werkzeug hergestellt ist, sinkt der Stückpreis erheblich im Vergleich zum Zerspanen von Vollblöcken. Für wiederkehrende Produktionsläufe amortisieren sich die Werkzeugkosten schnell, was sie zur klügeren finanziellen Wahl für langfristige Lieferketten macht.
Materialnutzung und Abfallreduzierung
Edelstahlqualitäten wie 316L oder 17-4 PH sind teure Materialien. Einer der größten Kostentreiber in der Fertigung ist, wie viel Rohmaterial als Schrott endet. Wenn wir komplexe Geometrien aus einem festen Block zerspanen, wird ein hoher Prozentsatz des Materials abgeschnitten und verschwendet. Feinguss ist ein “near-net-shape”-Verfahren, was bedeutet, dass wir das Metall in eine Form gießen, die bereits zu 90-95 % der endgültigen Form entspricht. Dies reduziert den Materialabfall erheblich und stellt sicher, dass Sie nur für das Teil selbst bezahlen, nicht für die Späne auf dem Boden.
Auswirkung der Zerspanungszugabe auf die Gesamtkosten des Teils
Während das Gießen die Grundform bietet, erfordern kritische Merkmale oft Nachbearbeitungen, um enge Toleranzen zu erreichen. Die “Zerspanungszugabe” ist die zusätzliche Metallschicht, die wir auf das Gussstück lassen, um sie später zu entfernen. Das richtige Gleichgewicht zu finden, ist entscheidend für die Kostenkontrolle.
Zu viel Spielraum: Erhöht die Bearbeitungszeit und den Werkzeugverschleiß, was die Kosten in die Höhe treibt.
Zu wenig Spielraum: Risiken einer unvollständigen Reinigung auf Oberflächen, was zu Ausschuss führt.
Da wir sowohl das Gießen als auch die Produktion CNC-Präzisionsteile im eigenen Haus übernehmen, optimieren wir diesen Spielraum während der Konstruktionsphase. Wir gießen nur das notwendige Material für die Endbearbeitung, um die Nebenbearbeitungszeit und Ihre Gesamtkosten für das Bauteil zu minimieren.
Branchen, die Edelstahl-Investitionsguss häufig verwenden
Der Edelstahl-Investitionsguss ist das Rückgrat vieler Branchen, die Komponenten benötigen, die hohe Festigkeit mit außergewöhnlicher Korrosionsbeständigkeit verbinden. Da das Silica-Sol-Verfahren komplexe Geometrien ermöglicht, können wir Teile herstellen, die mit anderen Methoden zu teuer oder unmöglich zu fertigen wären. Bei MS Machining sehen wir eine konstante Nachfrage aus Branchen, in denen ein Ausfall der Komponenten einfach keine Option ist.
Industrielle Ausrüstung und Fluidsteuerungskomponenten
Dies ist eine der größten Anwendungen für unsere Güsse. Fluidhandling-Systeme sind stark auf Edelstahl angewiesen, weil es Rost und chemischer Zersetzung widersteht. Wir fertigen häufig Ventilkörper, Pumpenräder und Rohrverbindungen die zuverlässig über lange Lebenszeiten funktionieren müssen.
Haltbarkeit: Teile, die hohem Druck und kontinuierlichem Fluss ohne Erosion standhalten.
Präzision: Enge Toleranzen sorgen für dichte Dichtungen in kritischen Baugruppen.
Effizienz: Die glatte Oberflächenbeschaffenheit des Investitionsgusses verbessert die Fluiddynamik im Vergleich zum Sandguss.
Automobil- und Transportanwendungen
Im Automobilsektor treibt die Forderung nach besserer Kraftstoffeffizienz und Leistung den Bedarf an leichten, aber robusten Teilen voran. Edelstahl-Güsse sind unerlässlich für Abgaskrümmer, Turboladerkomponenten und EGR-Ventile. Diese Teile müssen extreme thermische Zyklen ohne Verformung oder Rissbildung aushalten. Während das Gießen die komplexe, nahezu fertige Form bietet, führen wir oft Nachbearbeitungen durch, um diese Rohgüsse in fertige Teile zu verwandeln. Präzisions-CNC-Teile bereit für die sofortige Montage auf der Produktionslinie.
Lebensmittelverarbeitungs- und hygienische Systemteile
Hygiene ist in der Lebensmittel- und Getränkeindustrie unverhandelbar. Wir verwenden hauptsächlich Edelstahl 304 und 316 für diese Anwendungen, da sie nicht reaktiv, lebensmittelsicher und resistent gegen aggressive Reinigungsmittel sind.
Fleischwolf- und Mischklingen
Kaffeekochermodule
Getränkeausgabeklappen
Die überlegene Oberflächenqualität, die durch unser Silica-Sol-Verfahren erreicht wird, eliminiert raue Stellen und Vertiefungen, in denen Bakterien verstecken könnten, und hilft Herstellern, strenge FDA- und Hygienevorschriften zu erfüllen.
Energie-, Öl- und Gas-Komponenten
Ausrüstung im Öl- und Gassektor ist einigen der härtesten Umgebungen der Erde ausgesetzt, einschließlich Salzwasser, saurem Gas und abrasiven Schlämmen. Wir liefern robuste Komponenten wie Bohrwerkzeuge, Bohrlochgeräte und Sensorsgehäuse. Die Verwendung von hochwertigem Edelstahl stellt sicher, dass diese Teile ihre strukturelle Integrität unter enormem Druck und aggressiven Bedingungen bewahren, was die Wartungszeiten an abgelegenen Standorten erheblich reduziert.
Design-Tipps zur Verbesserung der Ergebnisse bei Edelstahl-Investitionsguss
Die Optimierung Ihres Bauteildesigns speziell für den Investitionsguss ist der beste Weg, um Kosten zu senken und die strukturelle Integrität zu gewährleisten. Bei MS Machining arbeitet unser Ingenieurteam mit Ihnen zusammen, um Designs für die Fertigung (DFM) zu verfeinern, sodass der Übergang von einer digitalen Zeichnung zu einem physischen Edelstahlteil nahtlos verläuft.
Richtlinien für Wandstärken bei stabilem Guss
Das Einhalten einer gleichmäßigen Wandstärke ist beim Edelstahl-Investitionsguss entscheidend, um Defekte wie Schrumpfung oder Verformung während der Abkühlphase zu vermeiden. Während das Silica-Sol-Verfahren dünnere Wände im Vergleich zum Sandguss ermöglicht, sorgt die Einhaltung spezifischer Richtlinien für Konsistenz.
Gleichmäßigkeit: Halten Sie die Wandstärke im gesamten Bauteil so gleichmäßig wie möglich.
Mindeststärke: Für die meisten Edelstahlqualitäten empfehlen wir eine minimale Wandstärke von etwa 1,5 mm bis 2 mm für kleine Teile.
Übergänge: Wenn unterschiedliche Wandstärken erforderlich sind, verwenden Sie allmähliche Übergänge anstelle plötzlicher Stufen, um einen reibungslosen Metallfluss und eine gleichmäßige Abkühlung zu ermöglichen.
Entlüftungswinkel, Fasen und Spannungsreduzierung
Scharfe Ecken und 90-Grad-Winkel sind Spannungs konzentrierende Stellen, die beim Erstarren des geschmolzenen Metalls zu Rissen führen können. Die richtige Geometrie hilft, den geschmolzenen Edelstahl in die Keramikhülle fließen zu lassen und das Risiko von Fehlern zu verringern.
Fasen und Radien: Fügen Sie immer einen Radius an inneren und äußeren Ecken hinzu. Dies stärkt das Bauteil und verbessert den Materialfluss.
Entformungswinkel: Während das Investmentgussverfahren weniger Entlüftung erfordert als andere Methoden, hilft das Hinzufügen eines leichten Winkels (0,5 bis 1 Grad) zu vertikalen Wänden beim Entfernen des Wachsmodells aus der Spritzgussform und beschleunigt den Prozess.
Rippen und Verstärkungen: Verwenden Sie Rippen, um dünne Wände zu verstärken, anstatt die Gesamtdicke zu erhöhen, was Gewicht und Material spart.
Designen für Gießen zuerst, Bearbeitung zweitens
Der kosteneffizienteste Ansatz ist, die nahezu fertige Form zu gießen und hochpräzise Arbeiten für Sekundärprozesse vorzubehalten. Der Versuch, extrem enge Toleranzen direkt zu gießen, kann zu höheren Ausschussraten führen. Stattdessen empfehlen wir, eine Bearbeitungstoleranz (typischerweise 0,5 mm bis 1 mm) an kritischen Passflächen vorzusehen.
Durch die Kombination der geometrischen Freiheit des Gießens mit Sekundärbearbeitung produzieren wir präziser CNC-Teile die strengen Spezifikationen entsprechen. Für Merkmale wie Gewindebohrungen, enge Bohrungen oder flache Dichtflächen ist es oft effizienter, diese nach dem Gießen zu bearbeiten. Unsere Anlage integriert diese CNC-Fräsmaschinenkomponenten direkt in den Arbeitsablauf, sodass Sie das Beste aus beiden Fertigungswelten erhalten, ohne Logistik zwischen mehreren Anbietern zu handhaben.
Qualitätskontrolle und Inspektionsstandards beim Investmentguss
Bei MS Machining wissen wir, dass Konsistenz die größte Herausforderung in der Fertigung ist. Wenn Sie sich für Edelstahl-Investmentguss entscheiden, kaufen Sie nicht nur eine Form; Sie kaufen mechanische Zuverlässigkeit und Maßgenauigkeit. Unser nach ISO 9001:2015 zertifizierter Prozess stellt sicher, dass jedes Teil strenge industrielle Standards erfüllt, bevor es versendet wird.
Maßkontrolle und Toleranzüberwachung
Die Kontrolle der Maße ist entscheidend, insbesondere bei der Kombination von Gießen mit Sekundärbearbeitung. Für Rohlinge aus Investmentguss halten wir uns typischerweise an ISO 8062 Normen (CT4-CT6). Viele Anwendungen erfordern jedoch engere Passungen, als es ein roher Guss bieten kann.
Um diese Lücke zu schließen, überprüfen wir kritische Merkmale mit fortschrittlichen Koordinatenmessmaschinen (CMM). Dies ermöglicht es uns, komplexe Geometrien zu validieren und sicherzustellen, dass jede Nachbearbeitungsergebnis in hochwertige CNC-Bearbeitung Metallteile fähig sind, Toleranzen so eng wie ±0,005 mm.
Standard-Gusstoleranz: ISO 8062 CT4-CT6
Bearbeitete Toleranz: Bis zu ±0,005mm
Verifizierungsmethode: CMM und kalibrierte Messgeräte
Oberflächenintegrität und Defektprävention
Ein großer Vorteil des Silica-Sol-Investitionsgussprozesses ist die überlegene Oberflächenqualität, die er im Vergleich zum Sandguss erzeugt. Wir erreichen im Allgemeinen eine Oberflächenrauheit von Ra 3,2 – 6,3 direkt aus der Form.
Um häufige Probleme wie Porosität, Schrumpfung oder Oberflächeninklusionen zu vermeiden, führen wir strenge visuelle Inspektionen und Drucktests durch. Ob das Teil elektropoliert, handpoliert oder sandgestrahlt werden muss, wir überprüfen die Oberflächenintegrität in jeder Phase, um sicherzustellen, dass sie sowohl ästhetischen als auch funktionalen Anforderungen entspricht.
Materialprüfung und Rückverfolgbarkeitsanforderungen
Die Verwendung des falschen Legierungs kann im Feld zu katastrophalem Versagen führen. Wir eliminieren dieses Risiko durch strenge Materialtests. Wir verwenden Spektrometranalyse um die chemische Zusammensetzung jeder Schmelze zu überprüfen und sicherzustellen, dass Grade wie 304, 316L oder 17-4 PH genauen Spezifikationen entsprechen.
Wir bieten vollständige Rückverfolgbarkeit für unsere Investitionsguss Projekte, was Ihnen Vertrauen in die mechanischen Eigenschaften und Korrosionsbeständigkeit des Materials gibt. Vom Rohmaterial bis zum Endbauteil verfolgen wir die Daten, um die Einhaltung Ihrer technischen Anforderungen sicherzustellen.
Wann das Edelstahl-Investitionsgussverfahren möglicherweise nicht die beste Option ist
Während der Investitionsguss eine leistungsstarke Methode für komplexe Edelstahlkomponenten ist, ist es nicht die universelle Lösung für jede Fertigungsherausforderung. Bei MS Machining glauben wir daran, das richtige Werkzeug für die Aufgabe zu verwenden. Es gibt spezifische Szenarien, in denen alternative Methoden, wie Direktbearbeitung, wirtschaftlich und logistisch sinnvoller sind.
Einfache Geometrien mit sehr geringem Volumen
Gießerei erfordert die Erstellung einer Metallform, um Wachsmodelle herzustellen. Dies beinhaltet eine anfängliche Werkzeugkosten. Wenn Ihr Teil eine einfache Form hat—wie eine Grundhalterung, einen Block oder eine Welle—und Sie nur eine Handvoll Einheiten benötigen, wird die Kosten für die Form wahrscheinlich die Materialeinsparungen übersteigen. Für einfache Geometrien in kleinen Stückzahlen (1 bis 50 Teile) ist die direkte Bearbeitung aus Standardrohmaterial fast immer kostengünstiger, weil Sie die anfänglichen Werkzeugkosten ganz vermeiden.
Ultra-enge Toleranzen, die eine vollständige CNC-Bearbeitung erfordern
Gießen bringt uns in die Nähe der “nahe-Nettogestalt”, wobei typischerweise Toleranzen um CT4-CT6 (ISO 8062) erreicht werden. Allerdings verlangen einige Anwendungen eine Mikron-Genauigkeit über die gesamte Oberfläche, nicht nur bei bestimmten Merkmalen. Wenn Ihr Design enge Toleranzen bei allen Maßen erfordert, könnte Gießen unnötige Variablen einführen. In diesen Fällen ist die Wahl von CNC-Metallbearbeitung aus massivem Barrenstück die höchste Genauigkeit ohne das Risiko von Gießporosität oder thermischer Verzerrung. Wir empfehlen oft, **CNC-Genauigkeitsteile** direkt aus Stabmaterial herzustellen, wenn die gesamte Geometrie auf kritischen Passungen beruht.
Schnelles Prototyping und dringende Lieferzeiten
Der Gießprozess umfasst mehrere physische Schritte: Wachs-Injektion, Schalungserstellung, Wachsaustreibung, Gießen und Abkühlung. Selbst mit unserem optimierten Zeitplan dauert die Herstellung von Muster-Gussteilen typischerweise 2-4 Wochen. Wenn Sie sich in der frühen F&E-Phase befinden und innerhalb weniger Tage ein physisches Teil benötigen, um eine Passung zu validieren, ist Gießen zu langsam. Für dringende Termine empfehlen wir meist, den Prototyp zuerst zu bearbeiten, um das Design zu überprüfen, und dann auf Gießen umzusteigen, sobald das Design feststeht und das Volumen den Übergang rechtfertigt.
Wie man den richtigen Partner für Gießerei auswählt
Die Wahl des richtigen Herstellungspartners ist entscheidend, wenn Ihr Projekt komplexe Geometrien und Hochleistungsmaterialien umfasst. Sie benötigen einen Anbieter, der mehr versteht als nur das Gießen von Metall; er muss wissen, wie das Rohgussmaterial mit den Anforderungen der Endmontage interagiert.
Konstruktionssupport und Feedback-Fähigkeit
Ein wertvoller Partner trägt bereits vor Produktionsbeginn zum Designprozess bei. Bei MS Machining akzeptieren wir nicht nur eine Datei und führen sie aus. Unser Engineering-Team führt eine gründliche Design for Manufacturability (DFM)-Überprüfung durch, um potenzielle Gießfehler oder unnötige Kosten zu identifizieren.
Wir suchen nach Möglichkeiten, Schrägwinkel zu optimieren, Materialverschwendung zu reduzieren und die strukturelle Integrität zu verbessern. Wenn ein Anbieter kein technisches Feedback zu Ihren 2D- oder 3D-Zeichnungen (STEP, IGS, PDF) geben kann, riskieren Sie kostspielige Überarbeitungen später. Wir stellen sicher, dass Ihr Design für den Investitionsguss Prozess optimiert ist, um eine gleichbleibende Qualität zu gewährleisten.
Integration der Bearbeitung und Finish-Kapazitäten
Die meisten Edelstahl-Gussteile erfordern Nachbearbeitungen, um enge Toleranzen zu erfüllen. Die Abhängigkeit von separaten Anbietern für Gießen und Bearbeitung erhöht die Lieferzeiten und schafft Verantwortlichkeitslücken. Wir lösen dies, indem wir eine Komplettlösung anbieten, die Gießen mit Nachbearbeitung integriert.
Unsere Anlage übernimmt den gesamten Workflow. Nach dem Gießprozess verwenden wir fortschrittliche Geräte, um CNC-Fräsen zu erreichen, um Präzisionstoleranzen von bis zu ±0,005 mm zu erzielen. Diese Integration stellt sicher, dass präzise CNC-Teile perfekt passen, ohne die logistische Kopfschmerzen, mehrere Lieferanten zu verwalten.
Vorteile der integrierten Fertigung:
Merkmal
Einzelanbieter (MS Machining)
Mehrere Anbieter
Verantwortlichkeit
Einzelner Ansprechpartner für Qualität
Schuldzuweisung zwischen Gießer und Maschinenführer
Lieferzeit
Optimiert (2-4 Wochen für Muster)
Verzögerungen durch Versand zwischen Werkstätten
Kosten
Reduzierte Logistik- und Handhabungskosten
Höhere kumulative Versand- und Aufschlagskosten
Qualitätskontrolle
Einheitliche Inspektionsstandards
Inkonsistente Messprotokolle
Erfahrung mit Gussprojekten aus Edelstahl
Edelstahl verhält sich während des Abkühlprozesses anders als andere Metalle. Es erfordert spezielles Fachwissen, um Schrumpfung zu kontrollieren und Porosität zu verhindern. Wir spezialisieren uns auf das Silica-Sol-Verfahren, das für die Herstellung hochwertiger Edelstahlkomponenten mit überlegenen Oberflächenfinishs (Ra 3,2 – 6,3) unerlässlich ist.
Wir verfügen über umfangreiche Erfahrung im Umgang mit verschiedenen Legierungen, einschließlich 304, 316, 17-4 PH und Duplex-Edelstählen. Unser nach ISO 9001:2015 zertifizierter Prozess umfasst eine strenge Materialanalyse mit Spektrometern, um sicherzustellen, dass die chemische Zusammensetzung Ihren genauen Spezifikationen entspricht. Beim Bezug von Präzisions-CNC-Teile aus Edelstahl, stellen Sie sicher, dass Ihr Partner nachweislich Erfahrung mit diesen speziellen Legierungen hat, um Haltbarkeit und Leistung zu gewährleisten.

 Der Edelstahl-Investitionsguss ist das Rückgrat vieler Branchen, die Komponenten benötigen, die hohe Festigkeit mit außergewöhnlicher Korrosionsbeständigkeit verbinden. Da das Silica-Sol-Verfahren komplexe Geometrien ermöglicht, können wir Teile herstellen, die mit anderen Methoden zu teuer oder unmöglich zu fertigen wären. Bei MS Machining sehen wir eine konstante Nachfrage aus Branchen, in denen ein Ausfall der Komponenten einfach keine Option ist.
Der Edelstahl-Investitionsguss ist das Rückgrat vieler Branchen, die Komponenten benötigen, die hohe Festigkeit mit außergewöhnlicher Korrosionsbeständigkeit verbinden. Da das Silica-Sol-Verfahren komplexe Geometrien ermöglicht, können wir Teile herstellen, die mit anderen Methoden zu teuer oder unmöglich zu fertigen wären. Bei MS Machining sehen wir eine konstante Nachfrage aus Branchen, in denen ein Ausfall der Komponenten einfach keine Option ist.
 Bei MS Machining wissen wir, dass Konsistenz die größte Herausforderung in der Fertigung ist. Wenn Sie sich für Edelstahl-Investmentguss entscheiden, kaufen Sie nicht nur eine Form; Sie kaufen mechanische Zuverlässigkeit und Maßgenauigkeit. Unser nach ISO 9001:2015 zertifizierter Prozess stellt sicher, dass jedes Teil strenge industrielle Standards erfüllt, bevor es versendet wird.
Bei MS Machining wissen wir, dass Konsistenz die größte Herausforderung in der Fertigung ist. Wenn Sie sich für Edelstahl-Investmentguss entscheiden, kaufen Sie nicht nur eine Form; Sie kaufen mechanische Zuverlässigkeit und Maßgenauigkeit. Unser nach ISO 9001:2015 zertifizierter Prozess stellt sicher, dass jedes Teil strenge industrielle Standards erfüllt, bevor es versendet wird.