
Vergleich von Faser-, CO2- und Diodenlasern
Nach meiner Erfahrung bei der Verwaltung von Hochdurchsatz-Werkstätten ist die Wahl des falschen Faserlaserquelle oder Oszillator-Typs die Hauptursache für Materialverschwendung und beschädigte Optik. Für CNC-Laserschneiden, muss die Wellenlänge des Strahls auf die Absorptionsrate des Materials abgestimmt sein. Wenn Sie versuchen, reflektierende Legierungen mit einer inkompatiblen Quelle zu schneiden, besteht die Gefahr von Rückreflexionen, die eine Laserkopf für CNC-Maschine in Sekunden zerstören können.
Faserlaser: Das Metallkraftpaket
Wenn das Projekt hohe Stückzahlen erfordert Edelstahlschneiden oder die Verarbeitung reflektierender Materialien wie Aluminium und Kupfer, ist Faser die einzige praktikable Option.
- Wellenlänge: Etwa 1,07 µm, ideal für die Metallabsorption.
- Effizienz: Hoch optische Leistungsabgabe mit geringem Stromverbrauch.
- Beste Verwendung: Industriell Blechbearbeitung wo Geschwindigkeit und ±0,01 mm Präzision erforderlich sind.
CO2-Laser: Exzellenz bei organischen Materialien
Der CO2-Laser bleibt der Standard für nichtmetallische Anwendungen. Seine Wellenlänge von 10,6 µm wird von Metallen schlecht, aber von organischen Stoffen perfekt absorbiert.
- Materialien: Ideal für dicke Acrylate (flammenpolierte Kanten), Holz und spezialisierte technische Kunststoffe.
- Kantenqualität: Sorgt für ein glatteres Finish bei Nichtmetallen im Vergleich zu Lasern mit kurzer Wellenlänge.
- Design: Verwendet eine gasgefüllte Röhre und interne Spiegel, die eine häufigere Ausrichtung erfordern als Festkörper-Systeme.
Diodenmodule: Nachrüstung und Prototypenentwicklung
A Lasermodul für CNC ist oft der zugänglichste Einstiegspunkt für Werkstätten, die bereits mit einem Laserfräser oder einem Standard-Fräs-Gantry arbeiten.
- Vielseitigkeit: Entwickelt als CNC-Fräse und Lasergravierer Hybridkomponente.
- Integration: Kann direkt an eine Spindelgehäuse montiert werden, um CNC oder Laser Fähigkeiten zu einem 3-Achsen-Fräser hinzuzufügen.
- Grenzen: Niedrigere Wattzahl bedeutet, dass es hauptsächlich für das Schneiden dünner Materialien und hochdetailliertes Gravieren geeignet ist, weniger für schwere industrielle Fertigung.
Leistungsvergleich: Wattzahl und Geschwindigkeit
| Merkmal | Faserlasquell | CO2-Laser | Diodenlasermodul |
|---|---|---|---|
| Hauptmaterialien | Metalle (Kohlenstoffstahl, Edelstahl, Aluminium) | Acryl, Holz, Gummi | Dünnes Sperrholz, Kunststoffe |
| Typische Wattzahl | 1 kW – 30 kW | 40 W – 450 W | 5 W – 40 W |
| Schnittgeschwindigkeit (Metall) | Ultra-Hoch | Mäßig (mit Sauerstoff) | Sehr niedrig / Nicht anwendbar |
| Wartung | Minimal (Festkörper) | Hoch (Spiegelausrichtung) | Austauschbares Modul |
| Betriebslebensdauer | 50.000+ Stunden | 10.000 – 20.000 Stunden | 10.000 – 15.000 Stunden |
Unter Verwendung eines dedizierten CNC-Laserschneider mit einer Faserquelle ist der kosteneffizienteste Weg für jede Einrichtung, die sich auf Metallproduktion konzentriert. Für eine Alles-aus-einer-Hand-Fertigungslösung die Beschilderung oder Kunststoffgehäuse umfasst, bietet ein CO2-System oder eine hochwertige Dioden-Modernisierung die notwendige Materialflexibilität.
Meisterung von Kerf- und Fertigungstoleranzen
Präzision in Laser zum CNC-Schneiden beginnt mit dem Verständnis der Physik des Kerfs. Der Kerf ist die tatsächliche Breite des Materials, das während des Schneidprozesses entfernt wird. Da der Laserstrahl konisch ist, bestimmt die Fokussierung des Strahls, ob Ihre Kanten perfekt senkrecht oder leicht schräg sind. Wir priorisieren Kerf-Breiten-Optimierung durch präzise Kalibrierung, um sicherzustellen, dass die G-Code-Programmierung den Strahldurchmesser berücksichtigt, um die Genauigkeit des Teils zu gewährleisten.
Verwaltung der wärmebeeinträchtigten Zone (HAZ)
In Blechbearbeitung, das Management des Wärmebeeinträchtigte Zone (HAZ) ist unverhandelbar, insbesondere bei empfindlichen Legierungen. Übermäßige Hitze kann die mechanischen Eigenschaften des Metalls in der Nähe des Schnitts verändern, was zu Härten oder Verformungen führt.
- Impulssteuerung: Wir verwenden Hochfrequenzimpulse, um die Hitzeaufnahme zu reduzieren.
- Hilfsgas: Der Einsatz von Hochdruckstickstoff oder Sauerstoff hilft, das Material sofort zu kühlen.
- Geschwindigkeitskalibrierung: Die Aufrechterhaltung der optimalen Vorschubgeschwindigkeit verhindert das “Verbrennen” der Kanten empfindlicher Teile.
Erreichen von ±0,01mm Präzision
Während ein Standard CNC-Laserschneider äußerst effizient ist, erfordert das Erreichen einer ±0,01mm Präzision oft einen hybriden Arbeitsablauf. Für industrielle Komponenten, die diese extremen Toleranzen erfordern, verwenden wir häufig den Laser für das erste Profil und anschließend das Teil für die Nachbearbeitung in Mikro-CNC-Bearbeitung für sekundäres Finish.
Verstehen was eine CNC-Fräsmaschine ist und wie die Integration mit der Laserausgabe es uns ermöglicht, die Lücke zu schließen zwischen Schnellprototyping und Fertigung mit hohen Toleranzen. Dieser zweistufige Prozess stellt sicher, dass selbst die komplexesten Geometrien strenge Luft- und Raumfahrt- sowie medizinische Standards erfüllen, ohne die Geschwindigkeit eines Faserlaserquelle.
Nachrüstung eines Industrielasers für CNC-Schneiden

Hinzufügen eines Laserkopf für CNC-Maschine ist der schnellste Weg, um ein Standard-Werkzeug in ein Mehrzweck-Kraftpaket zu verwandeln. Egal, ob Sie mit einem dedizierten Laserfräser oder der Anpassung eines vorhandenen Fräsmaschine mit CNC, arbeiten, der Nachrüstungsprozess konzentriert sich auf drei Säulen: Steuerung, Sicherheit und Software.
Technische Kontrollanforderungen
Ihre Steuerung muss PWM-Signale zur Regulierung des optische Leistungsabgabe. unterstützen. Die meisten modernen Builds mit GRBL or Marlin handhaben dies nativ und ermöglichen so ein reibungsloses G-Code-Programmierung und eine reibungslose Leistungsskalierung bei komplexen Schnitten.
| Komponente | Anforderung |
|---|---|
| Steuerung | PWM-fähig (GRBL/Marlin/Mach3) |
| Stromversorgung | Dedizierte 12V/24V für den Lasermodul für CNC |
| Software | LightBurn Software-Kompatibilität ist der Industriestandard |
| Kühlung | Integrierte Kühlkörper oder ein Luftunterstützungssystem |
Sicherheitsstandards und Arbeitsabläufe
Sicherheit ist der wichtigste Faktor beim Betrieb eines CNC-Laserschneider. Ich bestehe immer auf eine vollständige Gehäuseabdeckung in Verbindung mit OD6+ Augenschutz um bestimmte Laserwellenlängen zu blockieren. Für einen nahtlosen CAD/CAM-Integration, folgen Sie diesem lokalisierten Arbeitsablauf:
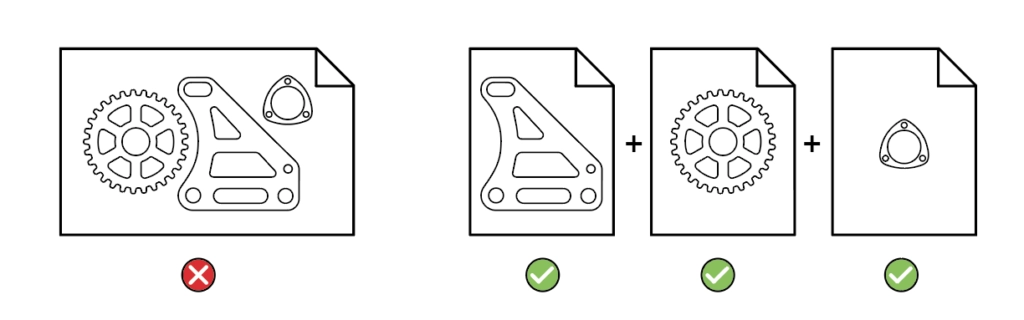
- Design: Vektoren in CAD-Software erstellen und saubere Pfade sicherstellen.
- Prozess: Importieren in LightBurn um Schichten, Geschwindigkeiten und Kerf-Breiten-Optimierung.
- Absaugung: Installieren Sie einen Hoch-CFM-Dunstabzug, um gefährliche Partikel und Rauch zu entfernen.
Dieses Setup stellt sicher, dass Ihr CNC- und Lasergravurmaschine Kombination produktiv bleibt und gleichzeitig die hohe Präzision beibehält, die in Fertigungsbetrieben in Deutschland erwartet wird.
Auslagerung vs. DIY CNC-Laserschneiden
Der Betrieb eines dedizierten Laser zum CNC-Schneiden im Haus klingt nach einem Weg zur vollständigen Kontrolle, aber für die meisten Unternehmen übersteigen die “versteckten” Kosten von DIY schnell den Komfort. Während ein Desktop- CNC-Laserschneider für einfache Handwerksarbeiten geeignet ist, Blechbearbeitung erfordert ein Maß an Konsistenz, das ohne einen spezialisierten Techniker schwer aufrechtzuerhalten ist.
Die verborgenen Belastungen der Wartung
Die Aufrechterhaltung einer Hochleistungsmaschine Faserlaserquelle bedeutet mehr als nur sie anzuschließen. Um industrielle Ergebnisse zu erzielen, müssen mehrere technische Faktoren verwaltet werden:
- Objektivausrichtung: Präzision erfordert eine perfekte Strahlführung; selbst eine leichte Verschiebung ruiniert Ihre Kerf-Breiteneinstellung.
- Gasverbrauch: Das Schneiden durch dicke Platten erfordert Hochdruckstickstoff oder -sauerstoff, was erhebliche Kosten verursacht.
- Verbrauchsmaterialien: Düsen und Schutzfenster müssen häufig ausgetauscht werden, um Schlacke zu vermeiden.
- Druckluftunterstützung: Professionelle Anlagen benötigen Hochvolumen-Luft, um Brände zu verhindern und saubere Kanten zu gewährleisten.
Skalierbarkeit und die All-in-One-Fertigungslösung
Das Outsourcing an eine professionelle Werkstatt ermöglicht es Ihnen, von Schnellprototyping (3-7 Tage) auf die Massenproduktion sofort umzusteigen. Wenn Sie unsere CNC-Bearbeitungsdienste, verwenden, umgehen Sie die Lernkurve von G-Code-Programmierung und Maschinenfehlerbehebung.
Der wahre Wert eines Alles-aus-einer-Hand-Fertigungslösung liegt in der Integration sekundärer Prozesse. Ein DIY- Laserkopf für CNC-Maschine gibt Ihnen nur einen flachen Teil. Wir bieten einen vollständigen Arbeitsablauf an:
- Laserschneiden: Hochgeschwindigkeits-, hochpräzise Schnitte.
- Biegen und Schweißen: Flachbleche zu funktionalen Gehäusen formen.
- Oberflächenveredelung: Eloxieren oder Pulverbeschichtung für ein professionelles Erscheinungsbild.
- Hybride Bearbeitung: Wenn ein Teil mehr als nur einen Laser benötigt, können wir es auf 3-Achs- oder 5-Achs-CNC-Fräsen umstellen, um komplexe Geometrien zu realisieren.
Durch die Analyse des tatsächlichen für CNC-Bearbeitungsdienstleistungen, stellen die meisten in Deutschland ansässigen Unternehmer fest, dass Outsourcing sicherstellt ISO 9001:2015-Konformität und überlegene Teilequalität ohne das Kapitalrisiko des Gerätebesitzes.
Maximierung der Materialleistung mit Laser für CNC-Schneiden
Wenn wir eine Laser zum CNC-Schneiden, einsetzen, bestimmt die Materialchemie unseren gesamten Ansatz. Wir “schneiden” nicht nur — wir optimieren für Kantenkorn und thermische Einflüsse, um sicherzustellen, dass jedes Teil den Industriestandards entspricht. Ob hochfeste Legierungen oder technische Polymere, die Wahl des Faserlasquell oder CO2-Einstellung ist der Unterschied zwischen einem perfekten Teil und Ausschuss.
Edelstahlschneiden (304/316)
Für 304 und 316 Edelstahl priorisieren wir das Erreichen von randfreien Kanten. Durch die Verwendung von Hochdruckstickstoff als Assistgas blasen wir geschmolzenes Metall weg, bevor es sich an der Unterseite des Schnitts verbinden kann. Dieser Prozess ist essenziell für unsere Prototyp-CNC-Bearbeitung 2026 Projekte, bei denen Teile “bolt-on” fertiggestellt werden müssen, ohne sekundäres Schleifen.
Aluminium (6061/7075) und Reflexion
Aluminium ist ein Hochleistungsmaterial, aber seine Reflexivität und Wärmeleitfähigkeit machen es zu einer Herausforderung. Wir verwenden Hochleistung-Faserlaser mit hoher Spitzenleistung, um die reflektierende Oberfläche der Legierungen 6061 und 7075 zu durchdringen. Dadurch können wir ±0,01mm Präzision ohne die Hitze, die die dünnen Bleche verformt, beibehalten.
Kunststoffe für den Maschinenbau: PEEK und POM (Delrin)
Nicht alle Kunststoffe sind laserfreundlich, aber für die, die es sind, sind die Ergebnisse überlegen gegenüber herkömmlichem Fräsen:
- Delrin (POM): Dieses Material ist bei einer CNC-Laserschneider. beliebt. Es verdampft sauber und hinterlässt eine polierte, glasartige Kante.
- PEEK: Als Hochtemperaturkunststoff erfordert PEEK eine enge Fokussierung und schnelle Vorschubgeschwindigkeiten, um Verkohlung zu verhindern und gleichzeitig die strukturelle Integrität zu bewahren.
Als ein Alles-aus-einer-Hand-Fertigungslösung, balancieren wir diese Materialeigenschaften gegen die spezifischen Anforderungen Ihres Projekts, um Kosteneffizienz zu gewährleisten.
| Material | Beste Lasertypen | Kantenfinish | Thermischer Einfluss |
|---|---|---|---|
| Edelstahl | Faser | Ausgezeichnet (Kein Zinn) | Niedrig |
| Aluminium | Faser | Sauber / Halbglänzend | Mäßig |
| Delrin (POM) | CO2 | Flammenpoliert | Minimal |
| PEEK | CO2 / Faser | Technisches Matt | Gesteuert |
Wärme- und Schlackemanagement
Effektive Blechbearbeitung beruht auf der Steuerung des Schmelzprozesses. Wir passen die Frequenz und den Tastverhältnis des Laserimpulses an, um die wärmebeeinträchtigte Zone zu minimieren. Für dickere Edelstahl- oder Aluminiumabschnitte ist unser Luftunterstützungssystem eingestellt, um den genauen PSI-Wert bereitzustellen, der notwendig ist, um die Schnittfuge zu reinigen, sodass selbst die komplexesten Geometrien sauber und maßgenau bleiben.
DFM-Tipps für die Blechfertigung
Optimierung eines Designs für eine Laser zum CNC-Schneiden ist der effektivste Weg, um Produktionskosten zu senken und die Bauteilqualität zu verbessern. Mein Team konzentriert sich auf Design for Manufacturing (DFM), um sicherzustellen, dass jedes Blechbearbeitung Projekt den ISO 9001:2015-Konformität erreicht, während Materialverschwendung vermieden wird.
Vermeidung häufiger Designfehler
- Mindestmerkmalsgröße: Halten Sie Löcher und Schlitze im Verhältnis 1:1 zur Materialstärke, um Wärmedehnungen zu vermeiden.
- Innere Radien: Vermeiden Sie perfekt scharfe Innenecken; das Hinzufügen eines kleinen Radius ermöglicht es dem Laser, mit konstanter Geschwindigkeit zu arbeiten.
- Wandstärke: Halten Sie einen Mindestabstand zwischen den Schnittlinien ein, um zu verhindern, dass die Wärmebeeinträchtigte Zone (HAZ) die strukturelle Integrität beeinträchtigt.
Einfahr- und Ausfahrstellen
Um saubere Startpunkte zu gewährleisten, verwenden wir Einfahr- und Ausfahrstellen. Diese Technik platziert den ersten “Piercing”-Schuss des Lasers außerhalb der tatsächlichen Bauteilgeometrie. Wenn der Strahl den Umfang Ihres Bauteils erreicht, hat sich der Schneiddruck stabilisiert, was eine glatte, schmutzfreie Kante gewährleistet. Dies ist entscheidend für Projekte, die eine ±0,01mm Präzision.
Neststrategien für Kosteneffizienz
Intelligent Neststrategien sind das Rückgrat einer kosteneffektiven Alles-aus-einer-Hand Fertigungslösung. Durch das enge Packen der Teile und die Nutzung von “gemeinsamen Linien-Schneiden” – bei dem ein einzelner Laserschnitt die Kante zweier benachbarter Teile schneidet – reduzieren wir den Abfall erheblich. Diese Effizienz ermöglicht es uns, Schnellprototyping (3-7 Tage) ohne den üblichen Premiumpreis anzubieten. Für Teile, die komplexe sekundäre Bearbeitungen erfordern, integrieren wir nahtlos unseren Laser zum CNC-Schneiden Arbeitsablauf mit hochpräzisen Fräsen um fertige Baugruppen zu liefern.
Häufig gestellte Fragen: Laser für CNC-Schneiden
Ich sehe viel Verwirrung darüber, wie man am besten ein Laser zum CNC-Schneiden in einen professionellen Arbeitsablauf integriert. Hier sind die klaren Antworten auf die Fragen, die ich am häufigsten von Werkstattbesitzern und Ingenieuren höre.
Kann ich einen Faserlaser zu einem Standard-CNC-Fräser hinzufügen?
Während Sie leicht eine Diode montieren können Laserkopf für CNC-Maschine verwenden, ist ein Hochleistungs- Faserlasquell eine andere Geschichte. Standardfräser fehlen die lichtdichten Sicherheitsgehäuse (OD6+), die erforderlich sind, um Faserreflexionen zu handhaben. Außerdem erfordert die G-Code-Programmierung für eine Faserquelle oft eine schnellere Beschleunigung, als ein typischer Schraubenfräser bieten kann. Für industrielle Ergebnisse ist eine dedizierte Faserplattform immer die sicherere und präzisere Wahl.
Laserschneiden vs. CNC-Fräsen
Der Hauptunterschied ist Kontakt. CNC-Fräsmaschinen Verwenden Sie rotierende Bits, um Späne zu entfernen, was sie ideal für tiefe 3D-Taschen und schwere Blöcke macht. Im Gegensatz dazu verwendet ein CNC-Laserschneider thermische Energie, um Material zu schmelzen. Dies ermöglicht überlegene Kerf-Breiten-Optimierung, wodurch viel engere Innenecken und komplexere Muster erreicht werden können, als es ein physisches Werkzeug jemals in Blechbearbeitung.
Grenzen beim industriellen Edelstahlzuschnitt
Wenn wir Herstellung von Komponenten aus Edelstahl, wird die maximale Dicke durch die Optische Leistungsabgabe.
- 3kW-Quelle: Schneidet bequem bis zu 8mm–10mm Edelstahl.
- 10kW+ Quelle: Kann durch 30mm bis 50mm Platten schneiden, während industrielle Toleranzen eingehalten werden.
- Präzision: Für die meisten technischen Aufgaben behalten Laser eine ±0,01mm Präzision bei dünneren Materialien, obwohl die Wärmebeeinträchtigte Zone (HAZ) bei zunehmender Dicke relevanter wird.
Ist ein Luftunterstützungssystem notwendig?
An Luftunterstützungssystem ist für jede ernsthafte Laserfräser Einrichtung obligatorisch. Es erfüllt zwei kritische Aufgaben, die sich direkt auf Ihren Gewinn auswirken:
- Optikschutz: Es erzeugt einen konstanten Luftstrom, der Rauch und Ablagerungen daran hindert, Ihre teure Fokussierlinse zu verschmutzen.
- Klarere Schnitte: Durch sofortiges Ausblasen des geschmolzenen Materials aus der Nut wird verhindert, dass Schlacke (Schlacke) auf der Unterseite Ihres Teils aushärtet, was für ein saubereres Finish sorgt.
| Merkmal | Laserschneiden | CNC-Fräsen |
|---|---|---|
| Materialkontakt | Nicht-Kontakt (Hitze) | Physischer Kontakt (Reibung) |
| Nut/ Werkzeugbreite | ~0,1mm – 0,3mm | 1,0mm – 20mm+ |
| Am besten geeignet für | Komplexe flache Profile | 3D-Formen & schwere Taschen |
| Einrichtungsgeschwindigkeit | Sehr schnell | Mäßig (Werkstückspannung) |