
Wenn wir über CNC-Bearbeitung, das Wort “Loch” wird oft locker verwendet. Aber in einer hochpräzisen Produktionsumgebung—ob Sie nun Luft- und Raumfahrtverteiler, Hochgeschwindigkeitsgetriebegehäuse oder medizinische Komponenten—ist ein “Loch” selten nur ein Loch. Es ist ein funktionales Merkmal mit kritischen Anforderungen an Durchmesser, Rundheit und Position.
Hier kommt Bohrbearbeitung kommt ins Spiel. Wenn Bohren die “grobe Konstruktion” beim Lochmachen ist, ist Fräsen die “feine Innenbearbeitung”. In diesem Leitfaden werden wir einen Blick hinter die Kulissen werfen, wie professionelle CNC-Werkstätten sub-Mikron-Genauigkeit erreichen, warum bestimmte Löcher mehr kosten als andere, und wie wir die physikbasierten Kopfschmerzen bei Tieflochpräzision lösen.
1. Die Ingenieur-Logik: Warum “Bohren” nur das Aufwärmen ist
Seien wir ehrlich: Bohrer sind ein bisschen faul. Ein Standard-Spiralbohrer ist ein “Folge”-Werkzeug. Er hat zwei Schneidkanten und wird durch seine eigenen Flöten geführt. Wenn der Bohrer an einer etwas härteren Stelle in einer Gussform trifft oder die Eintrittsfläche nicht perfekt flach ist, wird die Spitze des Bohrers “wandern” oder abweichen. Wenn dieser Bohrer den Boden eines 50 mm Lochs erreicht, könnte er 0,1 mm außerhalb der Mitte sein. In der Welt der Präzisionstechnik ist 0,1 mm eine Welt für sich.
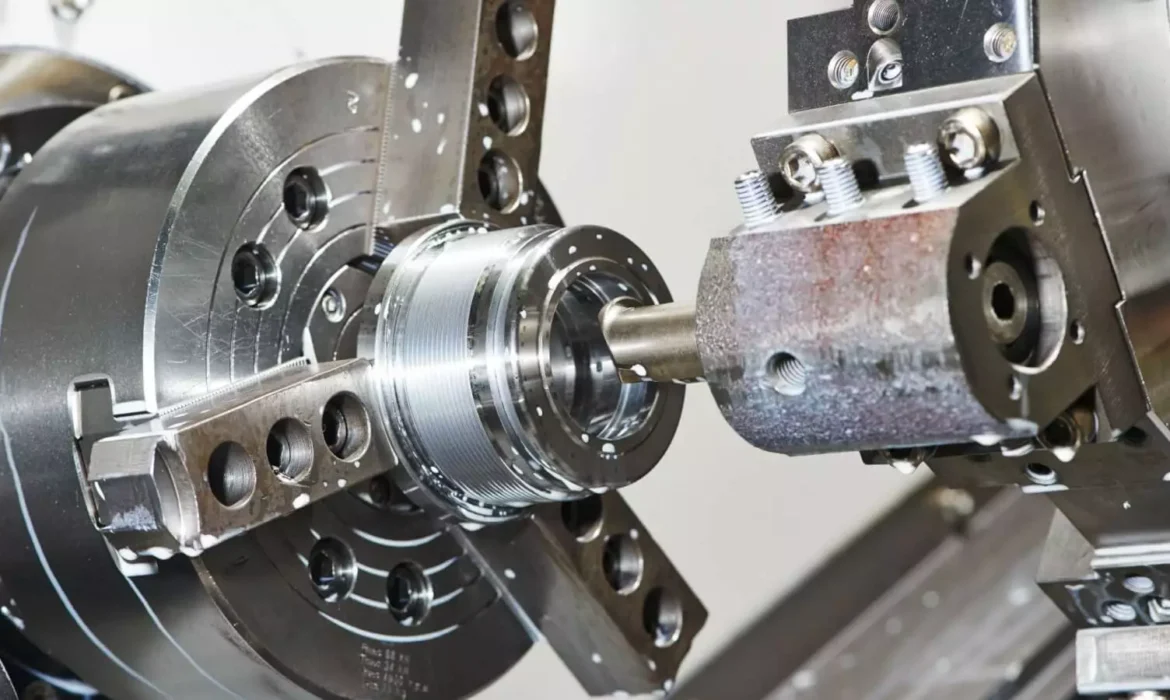
Bohrbearbeitung verändert das Spiel, weil es verwendet Einzelnutenzug. Im Gegensatz zu einem Bohrer wird ein Fräserstange fest vom Maschinenspindel gehalten und bewegt sich entlang eines programmierten Pfades. Es ist egal, ob das vorgebohrte Loch schief ist; das Fräswerkzeug wird einen perfekt geraden Weg basierend auf den X-, Y- und Z-Koordinaten der Maschine schneiden.
Dies ist der einzige Weg, um sicherzustellen Wahre Position und Koaxialität. Wenn Sie zwei Löcher auf gegenüberliegenden Seiten eines Teils haben, die perfekt ausgerichtet sein müssen, damit eine Welle hindurchpasst, ist Fräsen Ihre einzige zuverlässige Option. Wir machen nicht nur ein Loch größer; wir bewegen das Loch genau an die Stelle im 3D-Raum, wo es hingehört.
2. Der Kampf gegen Verformung: Das L/D-Verhältnis (Länge vs. Durchmesser)
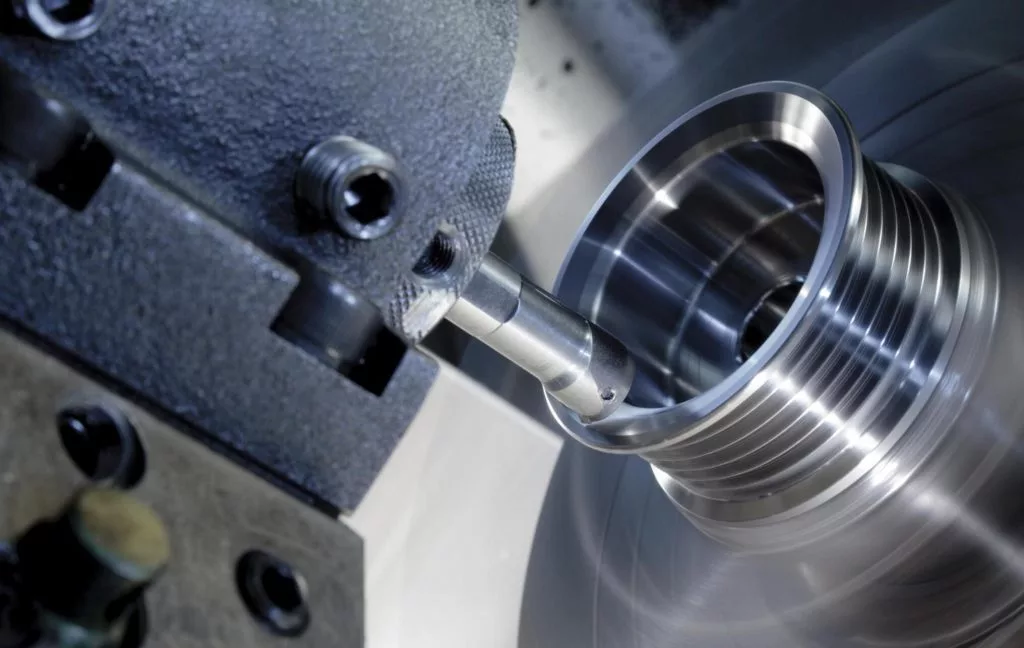
In der Werkstatt haben wir ein Sprichwort: “Steifigkeit ist König.” Die größte technische Herausforderung beim Fräsen von Bohrungen ist das Längen-zu-Durchmesser-Verhältnis (L/D). Stellen Sie sich vor, Sie halten ein langes Holzlineal an einem Ende und versuchen, das andere Ende auf einen Tisch zu drücken, ohne dass es sich biegt. Das ist unmöglich. Stellen Sie sich jetzt vor, dass Lineal ist eine Bohrung, die mit 2000 U/min in einem Edelstahlblock rotiert.
Wenn das Werkzeug zu weit herausragt, biegt es sich. Dies führt zu Vibrationen— diesem hochfrequenten Quietschen, das eine “Schallplattenrille” auf Ihrem Werkstück hinterlässt. Um dies zu vermeiden, wählen wir unsere Werkzeuge anhand der folgenden Matrix:
Tabelle 1: Auswahl des Bohrkronenwerkzeugs basierend auf der Lochtiefe
| L/D-Verhältnis | Maximale Lochtiefe (Beispiel für 10 mm Loch) | Empfohlenes Werkzeugmaterial | Risiko von Vibrationen | Technische Strategie |
|---|---|---|---|---|
| Bis zu 3:1 | 30 mm | Standardstahl | Sehr niedrig | Hochgeschwindigkeits-, aggressive Vorschübe. Gut für die meisten allgemeinen Teile. |
| 4:1 bis 6:1 | 40 mm – 60 mm | Schweres Metall / Vollhartmetall | Mittel | Vorschubrate reduzieren; auf steifere Spannfutter umstellen, um “Taper” zu vermeiden.” |
| 7:1 bis 10:1 | 70mm – 100mm | Dämpfe (Abgestimmte) Stangen | Hoch | Verwenden Sie interne Gewichte/Öl, um Vibrationen zu kompensieren. Teure Werkzeuge. |
| Über 10:1 | 100mm+ | Spezialisierte “Silent” Werkzeuge | Extrem | Sehr langsame Zyklen; hohes Risiko von “Glockenmund”-Löchern. |
Die Physik ist brutal: Wenn Sie die Länge Ihres Bohrstabs verdoppeln, wird er nicht doppelt so “biegsam”—er wird achtmal anfälliger für Verformung. Deshalb kostet ein tiefes 10mm-Loch deutlich mehr als ein flaches 10mm-Loch. Als Profi-Werkstatt berechnen wir die Verformung und wählen das Werkzeugmaterial entsprechend aus.
3. Geometrie und der “Perfekte Kreis”: Es geht nicht nur um die Größe

Ein Loch kann die “richtige Größe” haben, aber die “falsche Form”. Dieses Konzept verwirrt oft Beschaffungsteams. Wenn Sie ein Loch mit einem Standard-Messschieber an zwei Stellen messen und 25,00mm anzeigen, könnten Sie denken, es ist perfekt. Aber wenn Sie es auf einer Koordinatenmessmaschine (KMM) prüfen, stellen Sie fest, dass es tatsächlich oval oder eine “dreilappige” Form hat.
Bohrbearbeitung korrigiert diese geometrischen Fehler. Weil das Werkzeug auf einer festen Spindelachse rotiert, zwingt es das Loch in einen echten Kreis.
Ein häufiges Problem, das wir sehen, ist Spannungsdeformation. Wenn wir ein dünnwandiges Aluminiumrohr in einer 3-Backen-Spannzange greifen und festziehen, verformt sich das Rohr zu einem leichten Dreieck. Wir bohren ein perfektes Kreisloch, aber wenn wir die Spannzange lösen, “springt” das Metall zurück, und plötzlich ist das Loch nicht mehr rund. Um dies zu beheben, verwenden wir “Weiche Backen”, die 360 Grad um das Teil herum verlaufen, oder spezielle hydraulische Vorrichtungen, die gleichmäßigen Druck ausüben. Dies ist das Maß an Detail, das für IT6- oder IT7-Toleranzen.
4. Chipsteuerung: Der stille Killer der Oberflächenqualität
Beim Außendrehen fallen die Späne aufgrund der Schwerkraft vom Werkstück ab. Beim Bohrbearbeiten werden die Späne im Inneren des Lochs eingeschlossen. Wenn eine Späne zwischen Schneidkante und Lochwand eingeklemmt wird, wird sie “wieder geschnitten”. Dies verursacht unschöne Kratzer und kann sogar eine diamantbeschichtete Schneide abbrechen.
Professionelles Bohrbearbeiten basiert auf Durchlaufkühlung (TSC). Wir blasen Schneidflüssigkeit mit 300 bis 1.000 PSI direkt durch die Mitte des Bohrers.
- Schmierung: Es reduziert die Reibung an der Schneidkante.
- Temperaturkontrolle: Sie verhindert, dass das Werkzeug so heiß wird, dass das Material daran schmilzt (Aufbaukante).
- Evakuierung: Sie wirkt wie ein Feuerwehrschlauch, der die Späne physisch aus dem Loch drückt.
Für Blinde Löcher (Löcher, die nicht ganz durchgehen), die Spanabfuhr ist noch schwieriger. Wir müssen oft “Peck-Boring”-Zyklen programmieren oder spezielle Spanbrecher-Geometrien auf unseren Einsätzen verwenden, um sicherzustellen, dass das Metall in kleinen, handhabbaren “6-förmigen” Spänen austritt, anstatt langer, gefährlicher “Stringer”.”
5. Die Wirtschaftlichkeit der Präzision: Wann man Bohren dem Reiben vorzieht
Ich werde jeden Tag gefragt: “Kannst du dieses Loch nicht einfach reiben? Das ist schneller.” Du hast recht, Reiben ist schneller. Ein Reibahle hat mehrere Zähne und kann in Sekunden durch ein Loch fliegen. Eine Reibahle ist jedoch wie ein Zug auf Schienen – sie folgt dem bestehenden Loch. Wenn das gebohrte Loch schief ist, wird auch das gereibte Loch schief sein.
Tabelle 2: Prozessvergleichsmatrix
| Merkmal | Bohren (Rauhbohren) | Reiben (Feinbearbeitung) | Bohrbearbeitung (Präzision) |
|---|---|---|---|
| Toleranzbereich | ± 0,15 mm | ± 0,01 mm | ± 0,005 mm |
| Positionskorrektur | Schlecht (Wanderungen) | Keine (Folgt Loch) | Ausgezeichnet (Zentrierung fixiert) |
| Oberflächenfinish (Ra) | 3,2 – 6,3 | 0,8 – 1,6 | 0,4 – 0,8 |
| Durchmesserflexibilität | Fest | Fest | Verstellbar (Benutzerdefinierte Größen) |
| Am besten geeignet für | Spielbohrungen | Serienproduktion | Lagerstellen / Kritische Passungen |
6. Werkstoffwissenschaft: Bohrherausforderungen nach Metallgruppe
Eine professionelle CNC-Werkstatt behandelt Aluminium nicht so wie Titan. Jedes Material hat eine eigene “Persönlichkeit” beim Bohrbearbeiten.
Tabelle 3: Schneidparameter & Herausforderungen
| Materialgruppe | Typische Herausforderung | Beste Kühlschmierstoffstrategie | Empfohlene Einlage |
|---|---|---|---|
| 6061 Aluminium | Aufgebauter Schneide (Klebrigkeit) | Hochdruck (Überschwemmung) | Polierter unbeschichteter Hartmetall |
| 304 Edelstahl | Arbeitshärtung | Intern (Hochdruck) | PVD-beschichtet (TiAlN) |
| 4140 Stahl | Wärmemanagement | Extern / Intern | CVD-beschichtet (dicke Schicht) |
| Grad 5 Titan | Extremer Werkzeugdruck | Pflichtintern | Hoch-positive Spanungsgeometrie |
7. Fehlerbehebung: Warum Teile manchmal versagen (und wie wir es beheben)
Selbst mit Millionärsmaschinen kämpft die Physik gerne. So geht ein Profi damit um:
Das “Glockenmund”-Loch
Das Symptom: Das Loch ist am Eingang größer als in der Mitte.
Die Lösung: Dies passiert normalerweise, weil das Werkzeug beim Eintritt “wackelt”. Wir beheben dies, indem wir die Vorschubgeschwindigkeit (Feed) verlangsamen und sicherstellen, dass die Bohrstange vor Beginn des Schnitts perfekt zentriert ist.
Schräge Löcher
Das Symptom: Das Loch wird nach unten hin kleiner.
Die Lösung: Dies wird durch Werkzeugverschleiß oder Werkzeugverwindung verursacht. Wir lösen das, indem wir einen “Rauhfräs” gefolgt von einem “Feinfräs” durchführen. Der Feinfräs entfernt nur sehr wenig Material (0,1 mm), was bedeutet, dass kaum Druck auf das Werkzeug ausgeübt wird und eine perfekt gerade Wand entsteht.
Der “Rückzugsmarke” (Die Spiralspur)
Das Symptom: Ein hässlicher Kratzer entlang des gesamten Lochs, wenn das Werkzeug herausgezogen wird.
Die Lösung: Wir verwenden Orientierte Spindelstopps. Die Maschine stoppt die Spindel in einem genauen Winkel, bewegt das Werkzeug 0,1 mm von der Wand weg (Back-off) und zieht dann zurück. Es fügt dem Zyklus 3 Sekunden hinzu, sorgt aber dafür, dass Ihr Teil nicht aussieht, als wäre es von einer Katze zerkratzt worden.
8. Hitzeverwaltung: Die “versteckte” Variable
Lassen Sie uns über etwas sprechen, das die meisten Käufer vergessen: Thermische Ausdehnung. Metall dehnt sich aus, wenn es heiß wird. Wenn wir eine große Aluminium-Getriebehäuse bohren, erzeugt die Reibung beim Schnitt Wärme.
Wenn wir dieses Loch messen, während es noch “warm” auf der Maschine ist, könnte es 50,02 mm anzeigen. Aber wenn es auf Ihrer Montagelinie abkühlt, könnte es auf 49,98 mm schrumpfen. Deshalb verwenden wir Thermische Kompensation. Wir wärmen unsere Maschinenspindeln 30 Minuten vor dem Fräsen eines einzelnen Präzisionsteils auf. Wir verwenden auch Meistermaßstäbe, die in derselben temperaturkontrollierten Umgebung wie die Teile aufbewahrt werden, um eine “Äpfel zu Äpfeln”-Messung zu gewährleisten.
9. DFM: Gestaltung von Bohrungen, die Ihr Budget nicht sprengen
Wir möchten, dass Sie wettbewerbsfähig bleiben. Wenn Sie ein Designer sind, hier sind drei Möglichkeiten, Ihre Teile einfacher (und günstiger) zu bohren:
- Vermeiden Sie “Tief und Dünn”: Versuchen Sie, Ihr Tiefen-zu-Durchmesser-Verhältnis unter 5:1 zu halten. Alles, was tiefer ist, erfordert spezialisierte, teure Werkzeuge wie Hartmetall oder gedämpfte Stangen.
- Fügen Sie eine Entlastung hinzu: Wenn Sie ein Loch haben, das die Größen ändert (ein gestufter Bohrung), fügen Sie eine kleine Untercut oder Entlastung an der Schulter hinzu. Das macht es uns viel einfacher, sicherzustellen, dass beide Durchmesser perfekt kongruent sind.
- Standardisieren Sie Ihre Toleranzen: Bitten Sie nicht um ±0,005 mm, wenn ±0,02 mm für die Montage ausreichen. Die “zusätzliche” Präzision kann die Bearbeitungszeit verdoppeln, da ständiges Messen und Anpassen erforderlich ist.
- Denken Sie an den “Ausgang”: Wenn es sich um ein Blindloch handelt, geben Sie uns etwas zusätzlichen Raum am Boden. Bohrwerkzeuge haben einen “Nasenradius”, was bedeutet, dass sie keine perfekt 90-Grad-eckige Ecke am Boden schneiden können.
10. Fazit: Warum Präzisionsbohrungen eine Wahl sind
Am Ende des Tages, Bohrbearbeitung geht es um Seelenfrieden. Sie möchten Ihre Teile erhalten, Ihre Lager einpressen und sie perfekt funktionieren lassen, ohne einen zweiten Gedanken zu verschwenden.
Bohrbearbeitung ist eine Balance zwischen Wissenschaft und Kunst. Es erfordert ein Verständnis von Metallurgie, Physik und Maschinenharmoniken. Wenn Sie einen Partner für Ihre CNC-Bedürfnisse wählen, kaufen Sie nicht nur Maschinenzeit; Sie kaufen deren Fähigkeit, diese Variablen zu steuern.
Egal, ob Sie sich in der Prototypenphase befinden oder in die Serienproduktion übergehen, das Verständnis der Nuancen, wie ein Loch gebohrt wird, kann Ihnen helfen, bessere Teile zu entwerfen und bessere Lieferanten auszuwählen. Präzision ist kein Zufall – sie ist das Ergebnis eines kontrollierten, professionellen Prozesses.