فهم عملية الصب الاستثماري من الفولاذ المقاوم للصدأ في التصنيع الحديث
ما هو الصب الاستثماري من الفولاذ المقاوم للصدأ؟
صب الاستثمار من الفولاذ المقاوم للصدأ, المعروف تاريخياً باسم صب الشمع المفقود, هو عملية تصنيع دقيقة مصممة لإنتاج مكونات معدنية معقدة بدقة أبعاد عالية وتشطيبات سطحية متفوقة. على عكس الصب الرملي التقليدي، الذي يخلق أسطحاً أكثر خشونة، يتيح الصب الاستثماري الحديث—وتحديداً عملية سليكا سول التي تستخدم في MS Machining—إنشاء أجزاء ذات شكل شبه نهائي. هذه الطريقة مثالية للمكونات التي تتطلب هندسة داخلية معقدة أو جدران رقيقة يصعب أو يكون من المكلف إنتاجها من خلال قطع غيار الدقة باستخدام CNC الآلات فقط. من خلال تقليل هدر المواد وتقليل الحاجة إلى عمليات ثانوية موسعة، تعتبر هذه التقنية حلاً حاسماً للصناعات التي تتراوح بين السيارات والتحكم في السوائل.
كيف تعمل عملية الصب الاستثماري خطوة بخطوة
يتضمن التحول من المادة الخام إلى مكون مكتمل عملية صارمة متعددة المراحل لضمان السلامة الهيكلية والتوافق الأبعادي.
حقن قالب الشمع: يتم إنشاء قالب معدني، ويتم حقن الشمع المصهور لتشكيل نسخة من الجزء النهائي.
تجميع الشجرة: يتم تثبيت عدة قوالب شمعية على مجرى شمع مركزي، مما يخلق “شجرة” للمعالجة الجماعية.
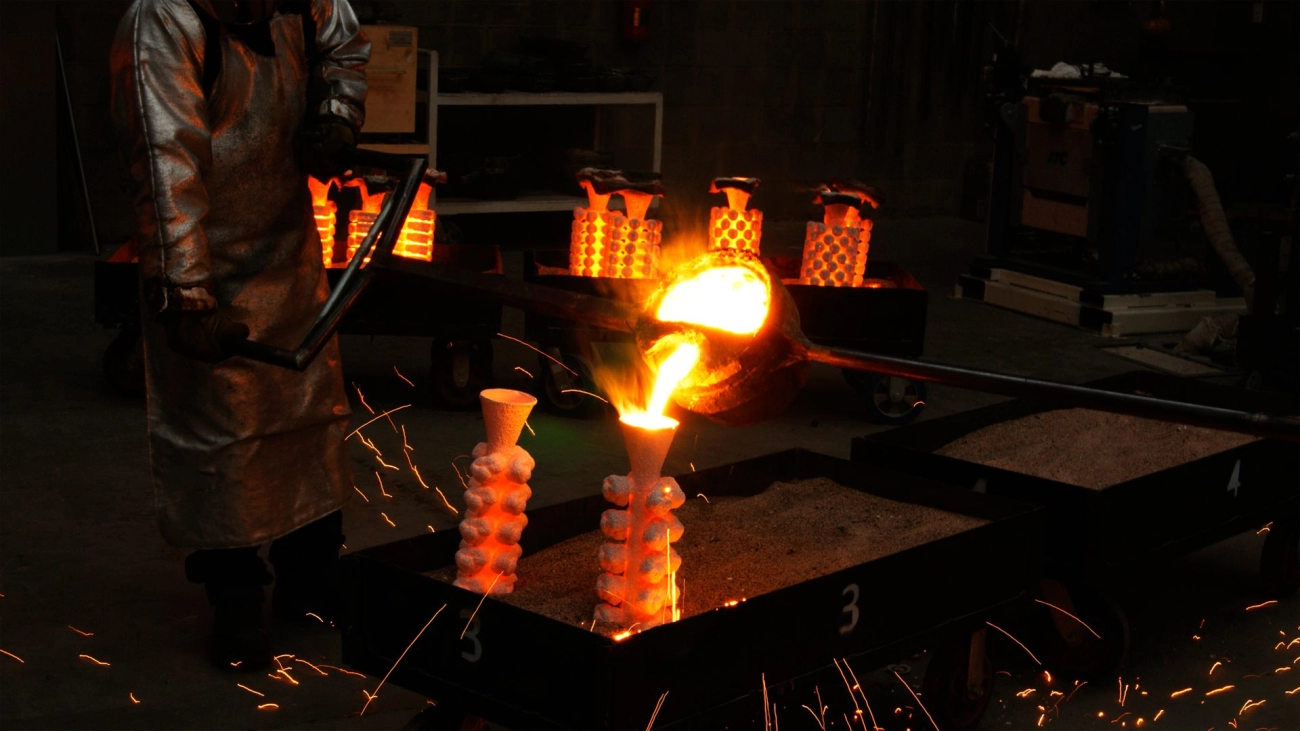
بناء القشرة (عملية سليكا سول): يتم غمس الشجرة الشمعية في ملاط خزفي وتغليفها بالرمل الناعم. يتكرر ذلك عدة مرات لبناء قشرة خزفية صلبة ومتينة.
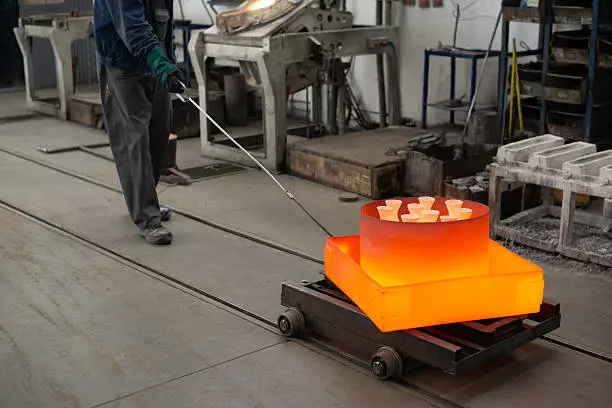
إزالة الشمع: يتم تسخين القشرة الخزفية، مما يتسبب في إذابة الشمع وتصريفه، تاركاً تجويفاً مجوفاً (مرحلة “الشمع المفقود”).
الإزالة والتنظيف: بمجرد التبريد، يتم كسر القشرة الخزفية، ويتم قطع الأجزاء من المجرى.
التشطيب: تخضع القطع للطلاء بالرمل، طحن البوابة، والفحص الأولي قبل الانتقال إلى العمليات الثانوية قطع غيار CNC الدقيقة الآلات الدقيقة إذا كانت هناك حاجة لمعايير أكثر ضيقًا.
الدرجات الشائعة من الفولاذ المقاوم للصدأ المستخدمة في الصب الاستثماري
اختيار السبيكة الصحيحة هو أساس أداء الجزء المصبوب. نحن ندعم مجموعة واسعة من درجات الفولاذ المقاوم للصدأ المصممة لتلبية متطلبات ميكانيكية وبيئية محددة:
الفولاذ المقاوم للصدأ الأوستنيتي (304، 304L، 316، 316L): الخيارات الأكثر شعبية لـ الصب الاستثماري بسبب مقاومتها الممتازة للتآكل وخصائصها الميكانيكية الجيدة. يُفضل بشكل خاص الدرجة 316L للتطبيقات البحرية والكيميائية.
الفولاذ الصلب المعالج بالتبلور (17-4 PH): مختار للتطبيقات التي تتطلب قوة عالية، وصلابة، ومقاومة للتآكل، وغالبًا ما يُستخدم في مكونات الطيران والصناعات الثقيلة.
الفولاذ المقاوم للصدأ المارتنسيتي (410، 420): مثالي للأجزاء التي تتطلب صلابة عالية ومقاومة للاهتراء، مثل أجزاء المضخات والصمامات.
الفولاذ المقاوم للصدأ الثنائي الطور: يقدم مزيجًا من القوة العالية ومقاومة استثنائية للتشقق الناتج عن الإجهاد، مناسب للبيئات القاسية.
عندما يختار المهندسون ومديرو المشتريات عملية التصنيع، غالبًا ما تتصدر مجموعة الفولاذ المقاوم للصدأ والصب الاستثماري القائمة. هذه المجموعة ليست مجرد تشكيل المعدن؛ إنها عن إنشاء مكونات يمكنها تحمل الظروف القاسية مع الحفاظ على المعايير الضيقة. في MS Machining، نرى عن كثب كيف تحل هذه الطريقة مشاكل هندسية معقدة حيث تفشل التقنيات الأخرى.
مقاومة التآكل واستقرار المادة
السبب الرئيسي الذي يدفع عملائنا لتحديد درجات الفولاذ المقاوم للصدأ مثل 304، 316، و316L هو قدرتها الفطرية على مقاومة الأكسدة والهجوم الكيميائي. في عملية الصب الاستثماري، يتصلب المعدن المصهور في بيئة مسيطرة، مما يضمن بنية مجهرية متجانسة. هذا التوحيد ضروري للحفاظ على طبقة الأكسيد السلبية للمادة، التي تحمي الجزء من الصدأ والتدهور.\n\nسواء كان المكون مخصصًا لبيئة بحرية، أو مصنع معالجة كيميائية، أو منشأة طبية، فإن استقرار المادة للفولاذ المقاوم للصدأ المصبوب يضمن عمر خدمة طويل. على عكس الأجزاء المطلية حيث يمكن أن يؤدي خدش السطح إلى الفشل، فإن مقاومة التآكل هنا جزء لا يتجزأ من المادة نفسها.
القوة الميكانيكية والمتانة للبيئات الصعبة
يُنتج الصب الاستثماري للفولاذ المقاوم للصدأ أجزاء بكثافة وسلامة ميكانيكية استثنائية. نظرًا لأن العملية تقلل من المسامية مقارنة بطرق أخرى مثل الصب الرملي، فإن المكونات الناتجة تظهر مقاومة عالية للشد والصدمات.\n\nتجعل هذه المتانة الصب الاستثماري الخيار المفضل للتطبيقات التي تتطلب سلامة عالية. نحن نصنع بانتظام أجزاء يجب أن تتحمل ضغطًا عاليًا، ودرجات حرارة قصوى، وأحمال ميكانيكية ثقيلة دون تشوه. الطبيعة الخالية من اللحامات للجزء المصبوب — الذي غالبًا ما يحل محل تجميعات متعددة القطع ملحومة — تزيل نقاط الضعف، مما يوفر حلاً قويًا للآلات الصناعية الثقيلة وتطبيقات السيارات.
مزايا التشطيب السطحي والاتساق الأبعاد
واحدة من الميزات البارزة لعملية الصب بالسيليكا سول التي نستخدمها هي التشطيب السطحي الممتاز الذي تحققه مباشرة من القالب. تتراوح قيم خشونة السطح النموذجية بين Ra 3.2 و6.3، وهو أكثر نعومة بشكل كبير من الصب الرملي. تعني قدرة قطع غيار التصنيع باستخدام الحاسب الآلي ذات الدقة العالية الإنتاج. يتيح لنا هذا النهج الهجين الحفاظ على تماسك الأبعاد الممتاز عبر دفعات إنتاج كبيرة مع تقليل التكاليف مقارنة بتصنيع الجزء بالكامل من كتلة صلبة. تضمن تناسق القالب أن كل قطعة، من الأولى إلى الألف، تلبي نفس المواصفات الصارمة.
العوامل الرئيسية لتحديد ما إذا كان الصب الاستثماري مناسبًا لجزئك
تعقيد هندسة الجزء والميزات الداخلية
إذا كانت تصميمك يتضمن ممرات داخلية معقدة، أو تقاطعات، أو جدران رقيقة يصعب الوصول إليها بأدوات القطع، فمن المحتمل أن يكون الصب الاستثماري هو الخيار الأفضل. غالبًا ما يتطلب تصنيع هذه الميزات من كتلة صلبة إعدادات مكلفة ذات 5 محاور أو يكون ببساطة مستحيلًا. تتيح لنا عملية الصب باستخدام رمل السيليكا أن نخلق مكونات معقدة وقريبة من الشكل النهائي مع الحفاظ على سلامة هيكلية عالية. هذه الطريقة مثالية للأجزاء التي سيكون فيها هدر المادة من التصنيع المفرط، مما يسمح لنا بإنتاج أشكال هندسية متطورة بكفاءة.
التحمل الأبعاد ومتطلبات التناسق
بينما يوفر الصب الاستثماري دقة ممتازة مقارنة بالصب الرملي، فإنه عادةً ما يحتفظ بتحملات خطية حول ISO 8062 CT4-CT6. بالنسبة للعديد من التطبيقات الهيكلية، هذا كافٍ. ومع ذلك، إذا كانت تطبيقاتك تتطلب ملاءمة ضيقة جدًا—مثل أسطح التحمل أو أخاديد الأختام—فقد لا يكون الصب الخام كافيًا. في هذه الحالات، نستخدم نهجًا هجينًا: نصنع الجزء بشكل قريب من الشكل النهائي ثم نقوم بعمليات تصنيع ثانوية لتحقيق الأبعاد النهائية الحرجة. هذا التوازن يوفر أفضل ما في العالمين: كفاءة المادة من الصب ودقة **قطع غيار CNC دقيقة**.
اعتبارات حجم الإنتاج وقابلية التكرار
يتطلب الصب الاستثماري استثمارًا أوليًا في القوالب (القوالب). إذا كنت بحاجة فقط لنموذج أولي واحد، فإن التصنيع من كتلة صلبة يكون عادةً أسرع وأرخص لأنه يتجنب تكاليف القوالب. ومع ذلك، بمجرد أن يزيد حجم الإنتاج إلى العشرات أو الآلاف من الوحدات، يصبح الصب الاستثماري أكثر فعالية من حيث التكلفة بشكل كبير. تنخفض تكلفة الوحدة بشكل كبير لأننا لا نقوم بتصنيع كميات كبيرة من الفولاذ المقاوم للصدأ المكلف. بمجرد صنع القالب، يمكننا تكرار آلاف الأجزاء المتطابقة مع تكرار عالي، مما يضمن استقرار سلسلة التوريد الخاصة بك.
احتياجات ما بعد التصنيع والعمليات الثانوية
معظم الأجزاء عالية الأداء تتطلب مستوى من التشطيب بعد الصب. نحن متخصصون في تقليل التكلفة الإجمالية للملكية من خلال دمج الصب مع التصنيع الداخلي. من خلال صب الجزء مع هامش تصنيع أدنى، نقلل من زمن الدورة المطلوب لإنتاج أجزاء **دقيقة CNC** النهائية. كما أن التشطيب السطحي عامل رئيسي؛ بينما يكون تشطيب الصب لدينا عادةً Ra 3.2 – 6.3، يتطلب العديد من العملاء مظهرًا أكثر نعومة. نحن نقدم خدمات شاملة خدمات تلميع الفولاذ المقاوم للصدأ لتحقيق تشطيبات كهربوليش أو مرايا، مع إدارة العملية بأكملها من المعدن المصهور حتى الفحص النهائي تحت سقف واحد.
الصب الاستثماري من الفولاذ المقاوم للصدأ مقابل طرق التصنيع الأخرى
اختيار عملية التصنيع المناسبة لا يتعلق غالبًا بإيجاد “أفضل” طريقة بشكل عام، بل بالأكثر كفاءة لعدد الوحدات والهندسة الخاصة بك. في MS Machining، نساعد العملاء غالبًا على الانتقال بين هذه الطرق مع تصاعد احتياجات الإنتاج. إليك كيف الصب الاستثماري يقارن مع البدائل.
الصب الاستثماري مقابل التصنيع باستخدام الحاسب الآلي من كتلة صلبة
الفرق الرئيسي هنا هو استخدام المادة ووقت الإعداد. التصنيع من كتلة صلبة (التصنيع المخصوم) ممتاز للأحجام المنخفضة أو الأشكال البسيطة لأنه لا يتطلب استثمارًا في القوالب. ومع ذلك، للأشكال المعقدة، يسبب التصنيع من كتلة صلبة هدرًا كبيرًا في المادة ويتطلب أوقات دورة أطول.
هدر المادة: يمكن للتصنيع باستخدام الحاسب الآلي أن يحول 50% أو أكثر من مخزون الفولاذ المقاوم للصدأ المكلف إلى رقائق. الصب الاستثماري هو عملية إضافية تستخدم المادة فقط حيثما يلزم.
الحجم: لـ 1-50 قطعة، استمر في قطع CNC دقيقة. ولـ 500 قطعة أو أكثر، يصبح استثمار في قالب للصبة أكثر فعالية من حيث التكلفة بكثير.
النهج المختلط: أكثر الطرق كفاءة غالبًا هي الصب على شكل “قريب من الشكل النهائي” يليه التشغيل الثانوي. هذا يقلل بشكل كبير من وقت التشغيل مع الحفاظ على التحملات الضيقة لـ صب الفولاذ المقاوم للصدأ والتشغيل باستخدام الحاسب الآلي.
الصب الاستثماري مقابل الصب الرملي لقطع الفولاذ المقاوم للصدأ
على الرغم من أن كلاهما عملية صب، إلا أنهما يخدمان مستويات جودة مختلفة. الصب الرملي عادةً أرخص للمكونات الكبيرة والثقيلة جدًا حيث لا يكون التشطيب السطحي حاسمًا. ومع ذلك، فإن عملية الصب بالسيليكا سول التي نستخدمها تقدم نتائج متفوقة للمكونات الدقيقة.
تشطيب السطح: يترك الصب الرملي نسيجًا خشنًا وحبيبيًا (Ra 12.5+). يوفر الصب الاستثماري تشطيبًا ناعمًا (Ra 3.2 – 6.3)، مما يقلل من الحاجة إلى التلميع المكثف.
التحملات: يحتفظ الصب الاستثماري بتحملات خطية أكثر دقة (CT4-CT6) مقارنة بالمعايير الأوسع للصب الرملي.
التفصيل: إذا كان الجزء الخاص بك يحتوي على شعارات معقدة، جدران رقيقة، أو ممرات داخلية دقيقة، فإن الصب الاستثماري يلتقط التفاصيل التي لا يمكن لقوالب الرمل أن تفعلها ببساطة.
الصب الاستثماري مقابل قولبة الحقن المعدني (MIM)
قولبة الحقن المعدني (MIM) منافس قوي، لكنه عادةً مخصص للأجزاء الصغيرة جدًا ذات الحجم الكبير.
قيود الحجم: عادةً ما يكون MIM محدودًا للأجزاء التي تزن أقل من 100 جرام. أما الصب الاستثماري فهو متعدد الاستخدامات، ويتعامل مع أجزاء من بضعة جرامات حتى 50 كجم أو أكثر.
تكاليف الأدوات: قوالب MIM مكلفة جدًا، وغالبًا ما تتطلب حجمًا يزيد عن 10,000 لتبرير التكلفة. قوالب الصب الاستثماري أكثر تكلفة معقولة، مما يجعلها مناسبة لعمليات الإنتاج ذات الحجم المتوسط.
مرونة التصميم: يتيح الصب الاستثماري حرية تصميم أكبر فيما يخص حجم الجزء وتغيرات سمك الجدار مقارنة بالقيود الصارمة لـ MIM.
هيكل التكلفة: ما الذي يدفع حقًا سعر الصب الاستثماري
تكلفة الأدوات والتوازن بين التكلفة على المدى الطويل
عند التقييم الصب الاستثماري, ، غالبًا ما يكون الصدمة الأولية من تكلفة الأدوات. لإنشاء نماذج الشمع اللازمة للعملية، يجب أولاً تشغيل قالب حقن الألمنيوم. هذا مصروف مقدم لا يوجد إذا كنت تقوم فقط بالتشغيل من المخزون. ومع ذلك، يتغير هذا الهيكل التكاليف لصالحك مع زيادة الحجم. بمجرد صنع الأداة، ينخفض سعر الوحدة بشكل كبير مقارنة بتشغيل الأجزاء من الكتل الصلبة. بالنسبة لعمليات الإنتاج المتكررة، يتم استهلاك تكلفة الأدوات بسرعة، مما يجعلها الخيار المالي الأذكى لسلاسل التوريد طويلة الأمد.
استخدام المواد وتقليل الفاقد
أنواع الفولاذ المقاوم للصدأ مثل 316L أو 17-4 PH هي مواد مكلفة. أحد أكبر محركات التكلفة في التصنيع هو كمية المادة الخام التي تنتهي كنفايات. عندما نقوم بتشغيل هندسيات معقدة من كتلة صلبة، يتم قطع نسبة عالية من المادة وإهدارها. الصب الاستثماري هو عملية “قريبة من الشكل النهائي”، مما يعني أننا نصب المعدن في قالب يكون بالفعل 90-95% من الشكل النهائي. هذا يقلل بشكل كبير من هدر المادة، مما يضمن أنك تدفع مقابل الجزء نفسه، وليس الشرائح على أرض المصنع.
تأثير هامش التشغيل على التكلفة الإجمالية للجزء
في حين أن الصب يوفر الشكل العام، غالبًا ما تتطلب الميزات الهامة عمليات ثانوية لتلبية التفاوتات الدقيقة. “بدل التشغيل الآلي” هو الطبقة الإضافية من المعدن التي نتركها على المصبوب لإزالتها لاحقًا. إن تحقيق هذا التوازن الصحيح أمر بالغ الأهمية للتحكم في التكاليف.
بدل كبير جدًا: يزيد من وقت التشغيل الآلي وتآكل الأدوات، مما يؤدي إلى ارتفاع التكاليف.
بدل قليل جدًا: يخاطر بعدم التنظيف على الأسطح، مما يؤدي إلى تلف الأجزاء.
نظرًا لأننا نتعامل مع كل من الصب وإنتاج قطع غيار الدقة باستخدام CNC داخليًا، فإننا نحسن هذا البدل خلال مرحلة التصميم. نحن نصب فقط المواد الضرورية للتشطيب، مما يحافظ على الحد الأدنى من وقت التشغيل الآلي الثانوي - والتكلفة الإجمالية للجزء الخاص بك.
الصناعات التي تستخدم عادة صب الاستثمار بالفولاذ المقاوم للصدأ
يعد صب الاستثمار بالفولاذ المقاوم للصدأ هو العمود الفقري للعديد من القطاعات التي تتطلب مكونات تجمع بين القوة العالية ومقاومة التآكل الاستثنائية. نظرًا لأن عملية السيليكا سول تسمح بالهندسة المعقدة، يمكننا إنتاج أجزاء ستكون مكلفة للغاية أو مستحيلة التصنيع باستخدام طرق أخرى. في إم إس ماشينينج، نرى طلبًا ثابتًا من الصناعات التي يكون فيها فشل المكونات ببساطة غير وارد.
المعدات الصناعية ومكونات التحكم في السوائل
هذا هو أحد أكبر التطبيقات لمنتجاتنا المصبوبة. تعتمد أنظمة معالجة السوائل بشكل كبير على الفولاذ المقاوم للصدأ لقدرته على مقاومة الصدأ والتدهور الكيميائي. نحن نصنع بشكل متكرر جسم الصمامات، ودفاعات المضخات، ووصلات الأنابيب التي يجب أن تعمل بشكل موثوق على مدى فترات خدمة طويلة.
المتانة: تتحمل الأجزاء الضغط العالي والتدفق المستمر دون تآكل.
الدقة: تضمن التفاوتات الدقيقة موانع التسرب المحكمة في التجميعات الهامة.
الكفاءة: يحسن سطح التشطيب الأملس لصب الاستثمار ديناميكيات السوائل مقارنة بالصب الرملي.
تطبيقات السيارات والنقل
في قطاع السيارات، يدفع السعي لتحسين كفاءة الوقود والأداء الحاجة إلى أجزاء خفيفة الوزن ولكنها قوية. تعتبر مصبوبات الفولاذ المقاوم للصدأ ضرورية لـ مشعبات العادم ومكونات الشاحن التوربيني وصمامات EGR. يجب أن تتحمل هذه الأجزاء دورة حرارية قصوى دون أن تتشوه أو تتشقق. بينما يوفر الصب الشكل المعقد شبه النهائي، غالبًا ما نقوم بإجراء عمليات ثانوية لتحويل هذه الصبغات الخام إلى منتجات نهائية قطع غيار ذات دقة CNC جاهزة للتجميع الفوري على خط الإنتاج.
أجزاء أنظمة معالجة الطعام والنظافة الصحية
النظافة غير قابلة للتفاوض في صناعة الأغذية والمشروبات. نستخدم بشكل رئيسي الفولاذ المقاوم للصدأ 304 و 316 لهذه التطبيقات لأنها غير تفاعلية، وصالحة للاستخدام في الطعام، ومقاومة للمواد الكيميائية التنظيف العدوانية.
طواحين اللحم وشفرات الخلط
مكونات آلات القهوة
صمامات توزيع المشروبات
التشطيب السطحي الممتاز الذي نحققه من خلال عملية سيليكا سول يقضي على البقع والخدوش حيث يمكن للبكتيريا الاختباء، مما يساعد المصنعين على الالتزام بمعايير إدارة الغذاء والدواء والنظافة الصارمة.
مكونات مرتبطة بالطاقة والنفط والغاز
تواجه معدات قطاع النفط والغاز بعض من أقسى البيئات على الأرض، بما في ذلك التعرض للمياه المالحة، والغاز الحمضي، والطين الكاشط. نوفر مكونات قوية مثل أدوات الحفر، معدات الحفر العميق، وأغطية المستشعرات. يضمن استخدام الفولاذ المقاوم للصدأ عالي الجودة أن تحافظ هذه الأجزاء على سلامتها الهيكلية تحت ضغط هائل وظروف عدوانية، مما يقلل بشكل كبير من وقت توقف الصيانة في المواقع النائية.
نصائح تصميم لتحسين النتائج في الصب الاستثماري للفولاذ المقاوم للصدأ
تحسين تصميم الجزء الخاص بك خصيصًا لعملية الصب الاستثماري هو أفضل طريقة لتقليل التكاليف وضمان السلامة الهيكلية. في MS Machining، يعمل فريقنا الهندسي معك لتحسين التصاميم من أجل التصنيع (DFM)، لضمان أن الانتقال من رسم رقمي إلى قطعة فولاذ مقاوم للصدأ فعلية يكون سلسًا.
إرشادات سمك الجدار للصب المستقر
الحفاظ على سمك جدار موحد أمر حاسم في الصب الاستثماري للفولاذ المقاوم للصدأ لمنع العيوب مثل الانكماش أو التشوه أثناء مرحلة التبريد. بينما تسمح عملية السيليكا سول بجدران أرق مقارنة بالصب بالرمل، فإن الالتزام بالإرشادات المحددة يضمن الاتساق.
الاتساق: حافظ على سمك الجدار متناسقًا قدر الإمكان طوال الجزء.
السُمك الأدنى: بالنسبة لمعظم درجات الفولاذ المقاوم للصدأ، نوصي بسُمك جدار أدنى يقارب 1.5 مم إلى 2 مم للأجزاء الصغيرة.
الانتقالات: إذا كانت السماكات المختلفة ضرورية، استخدم انتقالات تدريجية بدلاً من خطوات حادة للسماح بتدفق معدني سلس وتبريد موحد.
زوايا السحب، الحواف المستديرة، وتقليل الإجهاد
الزوايا الحادة وزوايا 90 درجة تعتبر مركّزات إجهاد يمكن أن تؤدي إلى التشقق عند تصلب المعدن المصهور. يساعد دمج الهندسة المناسبة على تدفق الفولاذ المقاوم للصدأ المصهور إلى القشرة الخزفية ويقلل من خطر العيوب.
الزوايا والنصف قطرات: دائمًا أضف نصف قطر إلى الزوايا الداخلية والخارجية. هذا يقوي الجزء ويحسن تدفق المادة.
زوايا السحب: بينما يتطلب الصب الاستثماري أقل من طرق التصنيع الأخرى، فإن إضافة زاوية طفيفة (0.5 إلى 1 درجة) إلى الجدران الرأسية يساعد في إزالة قالب الشمع من قالب الحقن، مما يسرع العملية.
الأضلاع والدعائم: استخدم الأضلاع لتقوية الجدران الرقيقة بدلاً من زيادة السماكة الإجمالية، مما يوفر الوزن والمادة.
تصميم للصبة أولاً، والتشغيل الآلي ثانياً
النهج الأكثر فعالية من حيث التكلفة هو صب الشكل القريب من النهائي وترك العمل عالي الدقة للعمليات الثانوية. محاولة صب تسامح ضيق جدًا مباشرة يمكن أن يؤدي إلى معدلات خردة أعلى. بدلاً من ذلك، نوصي بترك هامش تشغيل آلي (عادة 0.5 مم إلى 1 مم) على الأسطح التوافقية الحرجة.
من خلال الجمع بين الحرية الهندسية في الصب والمعالجة الثانوية، ننتج قطع CNC دقيقة التي تلبي المواصفات الصارمة. بالنسبة للميزات مثل الثقوب الملولبة، التجاويف الضيقة، أو الأسطح المسطحة للختم، غالبًا ما يكون أكثر كفاءة تشغيلها بعد الصب. يدمج منشأتنا هذه مكونات آلة التفريز CNC مباشرة في سير العمل، مما يضمن حصولك على أفضل ما في عالم التصنيع دون الحاجة للتعامل مع لوجستيات بين بائعين متعددين.
معايير مراقبة الجودة والتفتيش في الصب الاستثماري
في MS Machining، نعلم أن الاتساق هو التحدي الأكبر في التصنيع. عند اختيارك لصب الفولاذ المقاوم للصدأ، أنت لا تشتري مجرد شكل؛ أنت تشتري الاعتمادية الميكانيكية والدقة الأبعاد. يضمن عمليتنا المعتمدة ISO 9001:2015 أن كل جزء يلتزم بمعايير صناعية صارمة قبل الشحن.
الفحص البعدي والتحكم في التسامح
التحكم في الأبعاد أمر حاسم، خاصة عند الجمع بين الصب والمعالجة الثانوية. بالنسبة للصب الاستثماري الخام، نلتزم عادةً بمعايير ISO 8062 (CT4-CT6). ومع ذلك، تتطلب العديد من التطبيقات تماسكًا أكثر دقة مما يمكن أن يوفره الصب الخام.
لجسر هذه الفجوة، نتحقق من الميزات الحرجة باستخدام تقنيات متقدمة آلات قياس الإحداثيات (CMM). يتيح لنا ذلك التحقق من صحة الأشكال الهندسية المعقدة والتأكد من أن أي معالجة لاحقة للصب تؤدي إلى أجزاء معدنية مصنعة باستخدام الحاسب الآلي عالية الجودة قادرة على الحفاظ على تفاوتات تصل إلى ±0.005مم.
تفاوتات الصب القياسية: ISO 8062 CT4-CT6
تفاوتات التشغيل: تصل إلى ±0.005 مم
طريقة التحقق: آلة القياس بالإحداثيات (CMM) والمقاييس المعايرة
سلامة السطح ومنع العيوب
تتمثل إحدى المزايا الرئيسية لعملية صب الاستثمار باستخدام السيليكا الغروية في التشطيب السطحي الفائق الذي تنتجه مقارنة بالصب الرملي. نحقق بشكل عام خشونة سطح تبلغ Ra 3.2 – 6.3 مباشرة بعد إخراجها من القالب.
لمنع المشكلات الشائعة مثل المسامية أو الانكماش أو الشوائب السطحية، نقوم بتطبيق عمليات فحص بصرية واختبارات ضغط صارمة. سواء كان الجزء يتطلب تلميعًا كهربائيًا أو تلميعًا يدويًا أو سفعًا رمليًا، فإننا نفحص سلامة السطح في كل مرحلة لضمان مطابقته للمتطلبات الجمالية والوظيفية.
متطلبات اختبار المواد وإمكانية التتبع
يمكن أن يؤدي استخدام سبيكة خاطئة إلى فشل كارثي في الميدان. نحن نتخلص من هذا الخطر من خلال اختبارات صارمة للمواد. نحن نستخدم تحليل المطياف للتحقق من التركيب الكيميائي لكل مصهور، والتأكد من أن الدرجات مثل 304 أو 316L أو 17-4 PH تلبي المواصفات الدقيقة.
نحن نقدم إمكانية تتبع كاملة لـ الصب الاستثماري مشاريعنا، مما يمنحك الثقة في الخواص الميكانيكية للمادة ومقاومتها للتآكل. من المواد الخام الأولية إلى المكون النهائي، نتتبع البيانات لضمان الامتثال لمتطلباتك الهندسية.
متى قد لا يكون صب الاستثمار بالفولاذ المقاوم للصدأ هو الخيار الأفضل
في حين أن صب الاستثمار هو قوة كبيرة للمكونات المعقدة المصنوعة من الفولاذ المقاوم للصدأ، إلا أنه ليس الحل العالمي لكل تحديات التصنيع. في إم إس ماشينينج، نؤمن باستخدام الأداة المناسبة للوظيفة. هناك سيناريوهات محددة حيث تكون الطرق البديلة، مثل التشغيل المباشر، أكثر منطقية من الناحية المالية واللوجستية.
هياكل بسيطة بحجم منخفض جدًا
يتطلب الصب الاستثماري إنشاء قالب معدني لإنتاج نماذج الشمع. يتضمن ذلك تكلفة أدوات مسبقة. إذا كان الجزء الخاص بك بسيط الشكل—مثل حاملة أساسية، كتلة، أو عمود—وتحتاج فقط إلى عدد قليل من الوحدات، فمن المحتمل أن تتجاوز تكلفة القالب التوفير في المادة. بالنسبة للهياكل البسيطة بكميات منخفضة (من 1 إلى 50 قطعة)، يكون التشغيل مباشرة من المخزون القياسي أكثر فعالية من حيث التكلفة تقريبًا لأنه يتجنب استثمار الأدوات الأولي تمامًا.
تحملات ضيقة جدًا تتطلب تشغيل CNC كامل
يصل بنا الصب إلى “الشكل شبه النهائي”، عادةً مع تحقيق تحملات حول CT4-CT6 (ISO 8062). ومع ذلك، تتطلب بعض التطبيقات دقة على مستوى الميكرون عبر السطح بأكمله، وليس فقط على ميزات معينة. إذا كان تصميمك يتطلب تحملات ضيقة على كل بعد، فقد يضيف الصب متغيرات غير ضرورية. في هذه الحالات، فإن الاختيار من تصنيع المعادن باستخدام الحاسب الآلي القطعة الصلبة من قضيب الصلب يضمن أعلى درجة من الدقة دون خطر المسامية في الصب أو التشوه الحراري. غالبًا ما نوصي بإنتاج أجزاء **بدقة CNC** مباشرة من قضيب الصلب عندما يعتمد الشكل الكامل على ملاءمات حرجة.
النمذجة السريعة والقيود الزمنية العاجلة
تتضمن عملية الصب الاستثماري عدة خطوات مادية: حقن الشمع، بناء القشرة، إزالة الشمع، الصب، والتبريد. حتى مع جدولنا الزمني المحسن، عادةً ما يستغرق إنتاج العينات 2-4 أسابيع. إذا كنت في مرحلة البحث والتطوير المبكرة وتحتاج إلى قطعة مادية في يدك خلال أيام قليلة للتحقق من الملاءمة، فإن الصب بطيء جدًا. للمواعيد النهائية العاجلة، نقترح عادةً تشغيل النموذج الأولي للتأكد من التصميم أولاً، ثم الانتقال إلى الصب الاستثماري بمجرد تثبيت التصميم وتبرير حجم الطلبات الانتقال.
كيفية اختيار الشريك المناسب للصب الاستثماري
اختيار الشريك التصنيعي المناسب أمر حاسم عندما يتضمن مشروعك هياكل معقدة ومواد عالية الأداء. تحتاج إلى مورد يفهم أكثر من مجرد صب المعدن؛ يجب أن يفهم كيف يتفاعل الصب الخام مع متطلبات التجميع النهائي.
الدعم الهندسي وقدرة تقديم ملاحظات تصميمية
يساهم الشريك القيم في عملية التصميم قبل بدء الإنتاج. في MS Machining، لا نقبل فقط ملفًا ونبدأ العمل به. يقوم فريقنا الهندسي بإجراء مراجعة شاملة لتصميم للتصنيع (DFM) لتحديد عيوب الصب المحتملة أو التكاليف غير الضرورية.
نبحث عن طرق لتحسين زوايا السحب، وتقليل هدر المادة، وتحسين السلامة الهيكلية. إذا لم يتمكن المورد من تقديم ملاحظات فنية على رسوماتك ثنائية الأبعاد أو ثلاثية الأبعاد (STEP، IGS، PDF)، فإنك تخاطر بمواجهة تعديلات مكلفة لاحقًا. نضمن أن يكون تصميمك محسنًا من أجل الصب الاستثماري العملية لضمان جودة متسقة.
تكامل التشغيل النهائي وقدرة التشطيب
تتطلب معظم أجزاء الصب من الفولاذ المقاوم للصدأ عمليات ثانوية لتلبية التحملات الضيقة. الاعتماد على بائعين منفصلين للصبة والتشغيل يزيد من أوقات التسليم ويخلق فجوات في المساءلة. نحل ذلك من خلال تقديم حل شامل يدمج الصب مع المعالجة الثانوية.
تتعامل منشأتنا مع كامل سير العمل. بعد عملية الصب، نستخدم معدات متقدمة لـ الحفر باستخدام CNC لتحقيق تحملات دقيقة تصل إلى ±0.005مم. يضمن هذا التكامل أن قطع غيار CNC الدقيقة تتناسب بشكل مثالي دون عناء إدارة عدة موردين.
فوائد التصنيع المتكامل:
الميزة
مورد واحد (MS Machining)
عدة موردين
المساءلة
نقطة اتصال واحدة للجودة
تبادل اللوم بين الحاكم والآلاتي
مدة التنفيذ
مبسط (2-4 أسابيع للعينات)
تأخيرات بسبب الشحن بين الورش
التكلفة
تقليل تكاليف اللوجستيات والمعالجة
تكاليف الشحن والخصم التراكمية الأعلى
مراقبة الجودة
معايير فحص موحدة
بروتوكولات قياس غير متسقة
خبرة في مشاريع صب الفولاذ المقاوم للصدأ
يتصرف الفولاذ المقاوم للصدأ بشكل مختلف عن المعادن الأخرى أثناء عملية التبريد. يتطلب خبرة محددة للتحكم في الانكماش ومنع المسامية. نحن متخصصون في عملية سيليكا سول، والتي تعتبر ضرورية لإنتاج مكونات فولاذ مقاوم للصدأ عالية الجودة بتشطيبات سطحية متفوقة (Ra 3.2 – 6.3).
لدينا خبرة واسعة في التعامل مع درجات مختلفة، بما في ذلك 304، 316، 17-4 PH، والفولاذ المقاوم للصدأ المزدوج. تشمل عملياتنا المعتمدة وفقًا لـ ISO 9001:2015 تحليلًا دقيقًا للمواد باستخدام أجهزة التحليل الطيفي لضمان تلبية التركيب الكيميائي لمواصفاتك الدقيقة. عند الشراء قطع غيار ذات دقة CNC المصنوع من الفولاذ المقاوم للصدأ، تحقق من أن شريكك لديه سجل حافل مع هذه السبائك المحددة لضمان المتانة والأداء.

 يعد صب الاستثمار بالفولاذ المقاوم للصدأ هو العمود الفقري للعديد من القطاعات التي تتطلب مكونات تجمع بين القوة العالية ومقاومة التآكل الاستثنائية. نظرًا لأن عملية السيليكا سول تسمح بالهندسة المعقدة، يمكننا إنتاج أجزاء ستكون مكلفة للغاية أو مستحيلة التصنيع باستخدام طرق أخرى. في إم إس ماشينينج، نرى طلبًا ثابتًا من الصناعات التي يكون فيها فشل المكونات ببساطة غير وارد.
يعد صب الاستثمار بالفولاذ المقاوم للصدأ هو العمود الفقري للعديد من القطاعات التي تتطلب مكونات تجمع بين القوة العالية ومقاومة التآكل الاستثنائية. نظرًا لأن عملية السيليكا سول تسمح بالهندسة المعقدة، يمكننا إنتاج أجزاء ستكون مكلفة للغاية أو مستحيلة التصنيع باستخدام طرق أخرى. في إم إس ماشينينج، نرى طلبًا ثابتًا من الصناعات التي يكون فيها فشل المكونات ببساطة غير وارد.
 في MS Machining، نعلم أن الاتساق هو التحدي الأكبر في التصنيع. عند اختيارك لصب الفولاذ المقاوم للصدأ، أنت لا تشتري مجرد شكل؛ أنت تشتري الاعتمادية الميكانيكية والدقة الأبعاد. يضمن عمليتنا المعتمدة ISO 9001:2015 أن كل جزء يلتزم بمعايير صناعية صارمة قبل الشحن.
في MS Machining، نعلم أن الاتساق هو التحدي الأكبر في التصنيع. عند اختيارك لصب الفولاذ المقاوم للصدأ، أنت لا تشتري مجرد شكل؛ أنت تشتري الاعتمادية الميكانيكية والدقة الأبعاد. يضمن عمليتنا المعتمدة ISO 9001:2015 أن كل جزء يلتزم بمعايير صناعية صارمة قبل الشحن.