
مقارنة بين ليزر الألياف وليزر ثاني أكسيد الكربون وليزر الديود
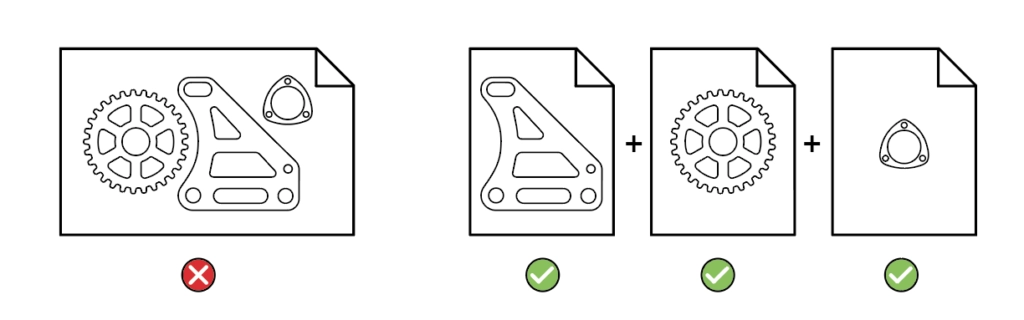
في تجربتي في إدارة ورش العمل ذات الإنتاجية العالية، فإن اختيار الخاطئ مصدر ليزر الألياف أو نوع المذبذب هو السبب الرئيسي في هدر المواد وتلف البصريات. بالنسبة إلى قطع الليزر باستخدام الحاسب الآلي, ، يجب أن تتطابق الطول الموجي للشعاع مع معدل امتصاص المادة. إذا حاولت قطع سبائك عاكسة بمصدر غير متوافق، فإنك تخاطر بالانعكاس الخلفي الذي يمكن أن يدمر رأس الليزر لآلة CNC في ثوان.
ليزر الألياف: قوة المعادن
عندما يتطلب المشروع حجمًا كبيرًا قطع الفولاذ المقاوم للصدأ أو معالجة المواد العاكسة مثل الألومنيوم والنحاس، فإن الألياف هي الخيار الوحيد القابل للتطبيق.
- الطول الموجي: حوالي 1.07 ميكرومتر، وهو مثالي لامتصاص المعادن.
- الكفاءة: عالية خرج الطاقة البصرية مع استهلاك كهربائي أقل.
- أفضل استخدام: صناعي تصنيع الصفائح المعدنية حيث السرعة والدقة ± 0.01 مم مطلوبة.
ليزر ثاني أكسيد الكربون: التميز في المواد العضوية
لا يزال ليزر ثاني أكسيد الكربون هو المعيار للتطبيقات غير المعدنية. يتم امتصاص الطول الموجي 10.6 ميكرومتر بشكل ضعيف بواسطة المعادن ولكن بشكل مثالي بواسطة المواد العضوية.
- المواد: مثالي للأكريليك السميك (حواف مصقولة بالنار)، والخشب، والبلاستيك الهندسي المتخصص.
- جودة الحافة: يوفر تشطيبًا أكثر سلاسة على غير المعادن مقارنة بالليزر ذو الموجة القصيرة.
- التصميم: يستخدم أنبوب مملوء بالغاز ومرآة داخلية، ويتطلب محاذاة أكثر تكرارًا من أنظمة الحالة الصلبة.
وحدات الصمام الثنائي: التحديث والنمذجة الأولية
A وحدة الليزر لقطع CNC غالبًا ما يكون نقطة الدخول الأكثر سهولة للورش التي تعمل بالفعل على موجه ليزر أو جسر الطحن القياسي.
- المرونة: مصمم كـ جهاز توجيه CNC ونقش ليزر مكون هجين.
- الدمج: يمكن تركيبه مباشرة على غلاف المغزل لإضافة ليزر CNC قدرات إلى ماكينة طحن ثلاثية المحاور.
- الحدود: الطاقة الأقل تعني أنه مخصص بشكل أساسي لقطع المواد الرقيقة والنقش عالي التفاصيل بدلاً من التصنيع الصناعي الثقيل.
مقارنة الأداء: القدرة والسرعة
| الميزة | مصدر ليزر الألياف | ليزر ثاني أكسيد الكربون | وحدة ليزر الصمام الثنائي |
|---|---|---|---|
| المواد الأساسية | المعادن (الفولاذ الكربوني، الصلب المقاوم للصدأ، الألمنيوم) | الأكريليك، الخشب، المطاط | الخشب الرقائقي الرقيق، البلاستيك |
| القدرة الكهربائية النموذجية | 1 كيلوواط – 30 كيلوواط | 40 واط – 450 واط | 5 واط – 40 واط |
| سرعة القطع (المعدن) | فائق الارتفاع | متوسط (مع الأكسجين) | منخفض جدًا / غير متوفر |
| الصيانة | حد أدنى (حالة صلبة) | عالي (محاذاة المرايا) | وحدة قابلة للاستبدال |
| عمر التشغيل | أكثر من 50,000 ساعة | 10,000 – 20,000 ساعة | 10,000 – 15,000 ساعة |
باستخدام مصدر مخصص قاطع ليزر CNC مع مصدر ألياف هو الخيار الأكثر فعالية من حيث التكلفة لأي منشأة تركز على إنتاج المعادن. ومع ذلك، ل حل تصنيع شامل يشمل اللافتات أو الأغطية البلاستيكية، ونظام ثاني أكسيد الكربون أو تحديث ديود عالي الجودة يوفر المرونة اللازمة للمواد.
إتقان كيرف وتحملات التشغيل
الدقة في الليزر لقطع CNC تبدأ بفهم فيزياء الشق. الشق هو العرض الفعلي للمادة التي تُزال أثناء عملية القطع. نظرًا لأن شعاع الليزر مخروطي الشكل، فإن تركيز الشعاع يحدد ما إذا كانت الحواف عمودية تمامًا أو مائلة قليلاً. نحن نعطي الأولوية تحسين عرض الشق من خلال المعايرة الدقيقة، لضمان أن برمجة G-code يأخذ في الاعتبار قطر الشعاع للحفاظ على دقة القطعة.
إدارة المنطقة المتأثرة بالحرارة (HAZ)
In تصنيع الصفائح المعدنية, وإدارة المنطقة المتأثرة بالحرارة (HAZ) غير قابلة للتفاوض، خاصة مع السبائك الحساسة. يمكن للحرارة الزائدة أن تغير الخصائص الميكانيكية للمعدن بالقرب من القطع، مما يؤدي إلى تصلبه أو تشوهه.
- التحكم في النبض: نستخدم نبضات عالية التردد لتقليل امتصاص الحرارة.
- غاز المساعدة: استخدام النيتروجين أو الأكسجين عالي الضغط يساعد على تبريد المادة فورًا.
- معايرة السرعة: الحفاظ على معدل التغذية المثالي يمنع “احتراق” حواف الأجزاء الحساسة.
تحقيق دقة ±0.01مم
بينما يكون قاطع ليزر CNC فعالًا بشكل كبير، فإن الوصول إلى حدود دقة ±0.01مم يتطلب غالبًا سير عمل هجين. بالنسبة للمكونات الصناعية التي تتطلب هذه التحملات القصوى، نستخدم غالبًا الليزر للملف الأولي ثم ننقل الجزء إلى التصنيع باستخدام الحاسب الآلي الدقيق للتشطيب الثانوي.
فهم ما هي آلة طحن CNC وكيفية تكاملها مع خرج الليزر يسمح لنا بجسر الفجوة بين النمذجة السريعة و التصنيع ذو التحمل العالي. تضمن هذه العملية ذات المرحلتين أن تلتقي حتى أكثر الأشكال الهندسية تعقيدًا بمعايير الفضاء والطيران والطب الصارمة دون التضحية بسرعة عملية التصنيع مصدر ليزر الألياف.
تحديث ليزر صناعي للقطع باستخدام CNC

إضافة رأس الليزر لآلة CNC هي أسرع طريقة لتحويل أداة متجر قياسية إلى قوة متعددة الأغراض. سواء كنت تعمل مع موجه ليزر أو تكييف آلة طحن باستخدام التحكم العددي, ، يركز عملية التحديث على ثلاثة أعمدة: التحكم، السلامة، والبرمجيات.
متطلبات التحكم الفني
يجب أن يدعم جهاز التحكم الخاص بك إشارات PWM لضبط خرج الطاقة البصرية. معظم التصاميم الحديثة باستخدام GRBL or Marlin تتعامل مع هذا بشكل أصلي، مما يسمح بسلاسة برمجة G-code وتدرج القوة أثناء القطع المعقد.
| مكون | المتطلبات |
|---|---|
| وحدة التحكم | قادر على PWM (GRBL/Marlin/Mach3) |
| مزود الطاقة | مخصص 12V/24V لـ وحدة الليزر لقطع CNC |
| البرامج | توافق مع برنامج LightBurn هو المعيار الصناعي |
| التبريد | مشتتات حرارية مدمجة أو نظام مساعدة هوائية |
معايير السلامة وسير العمل
السلامة هي العامل الأكثر أهمية عند تشغيل قاطع ليزر CNC. أنا أصر دائمًا على تغطية كاملة مصحوبة بـ نظارات حماية للعين OD6+ لمنع تمرير أطوال موجية محددة من الليزر. لعملية سلسة تكامل CAD/CAM, اتبع سير العمل المحلي التالي:
- التصميم: إنشاء متجهات في برامج التصميم بمساعدة الحاسوب مع ضمان مسارات نظيفة.
- عملية: استيراد إلى LightBurn لإدارة الطبقات، السرعات، و تحسين عرض الشق.
- استخراج الدخان: تثبيت جهاز شفط دخان عالي السعة لإزالة الجسيمات الضارة والدخان.
يضمن هذا الإعداد أن يظل جهازك القطع بالليزر والتخريم باستخدام CNC مستمرًا في العمل مع الحفاظ على الدقة العالية المتوقعة في ورش التصنيع في مصر.
الاستعانة بمصادر خارجية مقابل القطع بالليزر باستخدام CNC بنفسك
تشغيل جهاز مخصص الليزر لقطع CNC داخل الشركة يبدو كطريق للسيطرة الكاملة، لكن بالنسبة لمعظم الأعمال، تتجاوز التكاليف قاطع ليزر CNC للصناعات البسيطة، فإن تصنيع الصفائح المعدنية يتطلب مستوى من الاتساق يصعب الحفاظ عليه بدون فني مخصص.
الأعباء الخفية للصيانة
صيانة طاقة عالية مصدر ليزر الألياف تنطوي على أكثر من مجرد توصيلها بالكهرباء. لتحقيق نتائج عالية الجودة، عليك إدارة عدة عوامل تقنية:
- محاذاة العدسة: الدقة تتطلب توصيل شعاع مثالي؛ حتى انحراف بسيط يفسد تحسين عرض الشق.
- استهلاك الغاز: القطع عبر لوح سميك يتطلب نيتروجين أو أكسجين عالي الضغط، مما يضيف تكاليف إضافية كبيرة.
- المواد الاستهلاكية: الأنابيب والنوافذ الواقية تتطلب استبدالًا متكررًا لتجنب الترسيم.
- نظام المساعدة الهوائية: الإعدادات الاحترافية تحتاج إلى هواء عالي الحجم لمنع الحرائق وضمان حواف نظيفة.
القابلية للتوسع وحل التصنيع الشامل
الاستعانة بورشة محترفة يتيح لك التوسع من النماذج الأولية السريعة (3-7 أيام) إلى الإنتاج الضخم على الفور. عند استخدامك لـ خدمات التصنيع باستخدام الحاسب الآلي, تتجاوز منحنى التعلم الخاص بـ برمجة G-code وتصحيح أخطاء الآلات.
القيمة الحقيقية لـ حل تصنيع شامل تكمن في دمج العمليات الثانوية. مشروع DIY رأس الليزر لآلة CNC يعطيك فقط جزءًا مسطحًا. نحن نوفر سير عمل كامل:
- القطع بالليزر: قصات عالية السرعة والدقة.
- الانحناء واللحام: تشكيل الألواح المسطحة إلى حاويات وظيفية.
- تشطيب السطح: أنودة أو طلاء مسحوقي لمظهر احترافي.
- الآلات الهجينة: إذا كان الجزء يحتاج إلى أكثر من الليزر فقط، يمكننا تحويله إلى تجليخ CNC ثلاثي المحاور أو خماسي المحاور لتحقيق الأشكال الهندسية المعقدة.
من خلال تحليل الحقيقي تكاليف خدمة التشغيل باستخدام الحاسب الآلي, يجد معظم رواد الأعمال في مصر أن الاستعانة بمصادر خارجية يضمن الامتثال لمعيار ISO 9001:2015 وجودة أجزاء متفوقة بدون مخاطر رأس المال لملكية المعدات.
تعظيم أداء المادة باستخدام الليزر لقطع CNC
عندما نقوم بنشر الليزر لقطع CNC, يحدد كيمياء المادة نهجنا الكامل. نحن لا نقوم فقط بـ مصدر ليزر الألياف إعداد CO2 هو الفرق بين جزء مثالي وخردة.
قطع الفولاذ المقاوم للصدأ (304/316)
بالنسبة للفولاذ المقاوم للصدأ 304 و316، نركز على تحقيق حواف خالية من الرصاص. باستخدام نيتروجين عالي الضغط كغاز مساعد، نقوم بإزالة المعدن المصهور قبل أن يلتصق بالجانب السفلي من القطعة. هذه العملية ضرورية لـ تصنيع النماذج الأولية باستخدام CNC 2026 مشاريع، حيث يجب أن تكون الأجزاء جاهزة للتثبيت المباشر بدون طحن ثانوي.
الألمنيوم (6061/7075) والانعكاسية
الألمنيوم مادة عالية الأداء، لكن انعكاسيته وموصلية الحرارة تجعله تحديًا. نستخدم ليزر الألياف عالي الذروة للثقب عبر السطح العاكس لسبيكة 6061 و 7075. هذا يسمح لنا بالحفاظ على حدود دقة ±0.01مم دون أن يتشوه الحرارة الألواح ذات السماكة الرقيقة.
البلاستيك الهندسي: PEEK و POM (ديلرين)
ليس كل البلاستيك مناسبًا للليزر، ولكن بالنسبة للأنواع المناسبة، النتائج تتفوق على الطحن التقليدي:
- ديلرين (POM): هذه المادة مفضلة لـ قاطع ليزر CNC. تتبخر بشكل نظيف، وتترك حافة مصقولة تشبه الزجاج.
- بي إي إي ك: كبلاستيك عالي الحرارة، يتطلب PEEK تركيزًا دقيقًا وسرعات تنقل سريعة لمنع الاحتراق مع الحفاظ على السلامة الهيكلية.
كـ حل تصنيع شامل, ، نقوم بموازنة خصائص هذه المواد مع الاحتياجات الخاصة لبناءك لضمان الكفاءة من حيث التكلفة.
| المادة | أفضل نوع ليزر | تشطيب الحافة | التأثير الحراري |
|---|---|---|---|
| الفولاذ المقاوم للصدأ | الألياف | ممتاز (بدون فضلات) | منخفضة |
| الألمنيوم | الألياف | نظيف / نصف لامع | متوسط |
| دلرين (POM) | ثاني أكسيد الكربون | مصقول بواسطة اللهب | أدنى حد |
| PEEK | ثاني أكسيد الكربون / الألياف | المسألة التقنية | مُتحكم به |
إدارة الحرارة والصدأ
فعال تصنيع الصفائح المعدنية يعتمد على إدارة الذوبان. نقوم بضبط تردد ونسبة دورة عمل نبضة الليزر لتقليل المنطقة المتأثرة بالحرارة. للأقسام الأسمك من الفولاذ المقاوم للصدأ أو الألمنيوم، فإن نظام مساعدة هوائية يتم ضبطه لتوفير الضغط الجوي الدقيق المطلوب لإزالة الشفرة، مما يضمن بقاء الأشكال المعقدة نظيفة ودقيقة من حيث الأبعاد.
نصائح التصميم للتصنيع باستخدام الورق المعدني
تحسين التصميم لـ الليزر لقطع CNC هو الطريقة الأكثر فاعلية لخفض تكاليف الإنتاج وتحسين جودة القطعة. يركز فريقي على التصميم للتصنيع (DFM) لضمان أن كل تصنيع الصفائح المعدنية مشروع يلتزم بـ مطابقة ISO 9001:2015 مع القضاء على هدر المواد.
تجنب الأخطاء الشائعة في التصميم
- الحد الأدنى لحجم الميزة: حافظ على الفتحات والفتحات بنسبة 1:1 مع سمك المادة لمنع تشوه الحرارة.
- نصف قطر داخلي: تجنب الزوايا الداخلية الحادة تمامًا؛ إضافة نصف قطر صغير يسمح للليزر بالحفاظ على سرعة ثابتة.
- سمك الجدار: حافظ على مسافة أدنى بين خطوط القطع لمنع المنطقة المتأثرة بالحرارة (HAZ) من التأثير على السلامة الهيكلية.
المدخلات والمخرجات
لضمان نقاط بداية نظيفة، نستخدم المدخلات والمخرجات. تقنيّة توضع فيها دقة ±0.01مم.
استراتيجيات التعشيش لتحقيق الكفاءة في التكاليف
ذكي استراتيجيات التعشيش هي العمود الفقري لحل التصنيع الشامل وفعّال من حيث التكلفة حل التصنيع الشامل والمتكامل. من خلال تعبئة الأجزاء بشكل محكم واستخدام “قطع الخط المشترك” — حيث يقطع ليزر واحد حافة قطعتين متجاورتين — نقلل بشكل كبير من الفاقد. هذه الكفاءة هي السبب في قدرتنا على تقديم النماذج الأولية السريعة (3-7 أيام) بدون السعر المميز المعتاد. بالنسبة للأجزاء التي تتطلب عمليات ثانوية معقدة، ندمج بسلاسة الليزر لقطع CNC سير العمل لدينا مع طحن عالي الدقة لتسليم التجميعات النهائية.
الأسئلة الشائعة: الليزر للقطع باستخدام الحاسوب (CNC)
أرى الكثير من الالتباس حول كيفية دمج الليزر لقطع CNC بأفضل شكل في سير عمل احترافي. إليك الإجابات المباشرة على الأسئلة التي أسمعها غالبًا من أصحاب الورش والمهندسين.
هل يمكنني إضافة ليزر ألياف إلى ماكينة توجيه CNC قياسية؟
بينما يمكنك بسهولة تركيب ديود رأس الليزر لآلة CNC لاستخدامه، فإن مصدر ليزر الألياف ليزر عالي القدرة برمجة رمز G هو قصة مختلفة. الموجهات القياسية تفتقر إلى حاويات الأمان المانعة للضوء (OD6+) اللازمة للتعامل مع انعكاسات الألياف. بالإضافة إلى ذلك، غالبًا ما يتطلب.
مصدر الألياف تسريعًا أسرع مما يمكن أن توفره ماكينة التوجيه ذات المسمار الرصاصي العادية. للحصول على نتائج صناعية، منصة الألياف المخصصة دائمًا هي الخيار الأكثر أمانًا ودقة.
القطع بالليزر مقابل الطحن باستخدام الحاسوب (CNC). آلات الطحن CNC الفرق الرئيسي هو الاتصال. قاطع ليزر CNC يستخدم الطاقة الحرارية لذوبان المادة. هذا يسمح بـ تحسين عرض الشق, مما يتيح زوايا داخلية أكثر إحكامًا وأنماطًا أكثر تعقيدًا مما يمكن أن يحققه أداة مادية في تصنيع الصفائح المعدنية.
حدود القطع من الفولاذ المقاوم للصدأ الصناعية
عندما نقوم بـ تصنيع مكونات من الفولاذ المقاوم للصدأ, يتم تحديد الحد الأقصى للسُمك بواسطة الطاقة البصرية الناتجة.
- مصدر 3 كيلوواط: يقطع بسهولة حتى 8مم-10مم من الفولاذ المقاوم للصدأ.
- مصدر 10 كيلوواط+: يمكنه تقطيع لوح بسماكة 30مم إلى 50مم مع الحفاظ على التسامح الصناعي.
- الدقة: بالنسبة لمعظم المهام الهندسية، تحافظ الليزر على حدود دقة ±0.01مم على الألواح الأرق، على الرغم من أن المنطقة المتأثرة بالحرارة (HAZ) يصبح أكثر أهمية مع زيادة السماكة.
هل نظام المساعدة الهوائية ضروري؟
An نظام مساعدة هوائية هو إلزامي لأي إعداد جدي موجه ليزر يؤدي مهمتين حاسمتين تؤثران مباشرة على أرباحك:
- حماية البصريات: يخلق تيار هواء مستمر يمنع الدخان والحطام من تلوث عدستك المكلفة بالتركيز.
- قطع أوضح: عن طريق نفخ المادة المنصهرة خارج الشق على الفور، يمنع تكون الخردة (الصدأ) على الجزء السفلي من قطعتك، مما يضمن إنهاء أنظف.
| الميزة | القطع بالليزر | مخرطة CNC |
|---|---|---|
| الاتصال بالمادة | غير اتصال (حرارة) | الاتصال الفيزيائي (احتكاك) |
| عرض الشق / الأداة | ~0.1مم – 0.3مم | 1.0مم – 20مم+ |
| أفضل للاستخدام | ملفات مسطحة معقدة | أشكال ثلاثية الأبعاد و جيوب ثقيلة |
| سرعة الإعداد | سريع جدًا | متوسطة (تثبيت العمل) |