
عندما نتحدث عن التصنيع باستخدام الحاسب الآلي, the word “hole” is thrown around loosely. But in a high-stakes production environment—whether you’re building aerospace manifolds, high-speed gearbox housings, or medical-grade components—a “hole” is rarely just a hole. It is a functional feature with critical requirements for diameter, roundness, and position.
هذا هو المكان الذي Bore Machining comes into play. If drilling is the “rough construction” phase of hole-making, boring is the “fine interior finishing.” In this guide, we are going to pull back the curtain on how professional CNC shops achieve sub-micron precision, why certain holes cost more than others, and how we solve the physics-based headaches that come with deep-hole precision.
1. The Engineering Logic: Why “Drilling” is Just the Warm-up
Let’s be honest: drills are a bit lazy. A standard twist drill is a “following” tool. It has two cutting edges and is guided by its own flutes. If the drill hits a slightly harder spot in a casting, or if the entry surface isn’t perfectly flat, the drill tip will “walk” or deflect. By the time that drill reaches the bottom of a 50mm hole, it might be 0.1mm off-center. In the world of precision engineering, 0.1mm is a mile.
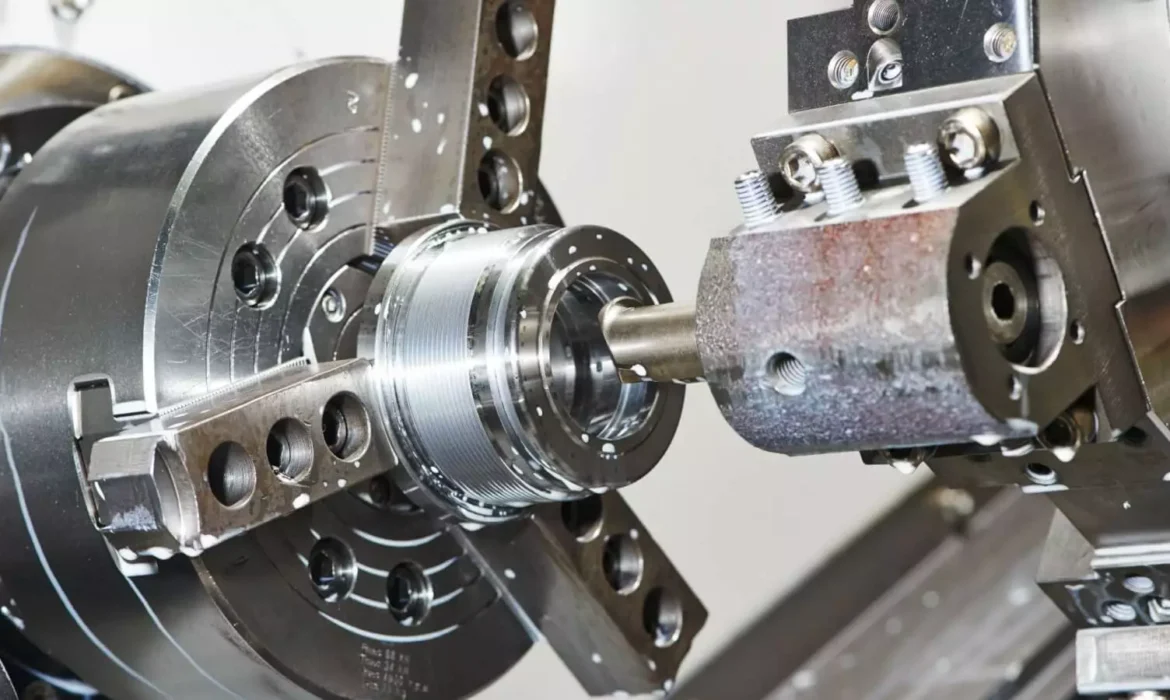
Bore Machining changes the game because it uses Single-Point Cutting. Unlike a drill, a boring bar is held rigidly by the machine spindle and moves along a programmed path. It doesn’t care if the pre-drilled hole is crooked; the boring tool will cut a perfectly straight path based on the machine’s X, Y, and Z coordinates.
This is the only way to ensure True Position و Coaxiality. If you have two holes on opposite sides of a part that must align perfectly for a shaft to pass through, boring is your only reliable option. We aren’t just making a hole bigger; we are moving the hole to exactly where it belongs in 3D space.
2. The Battle Against Deflection: The L/D Ratio (Depth vs. Diameter)
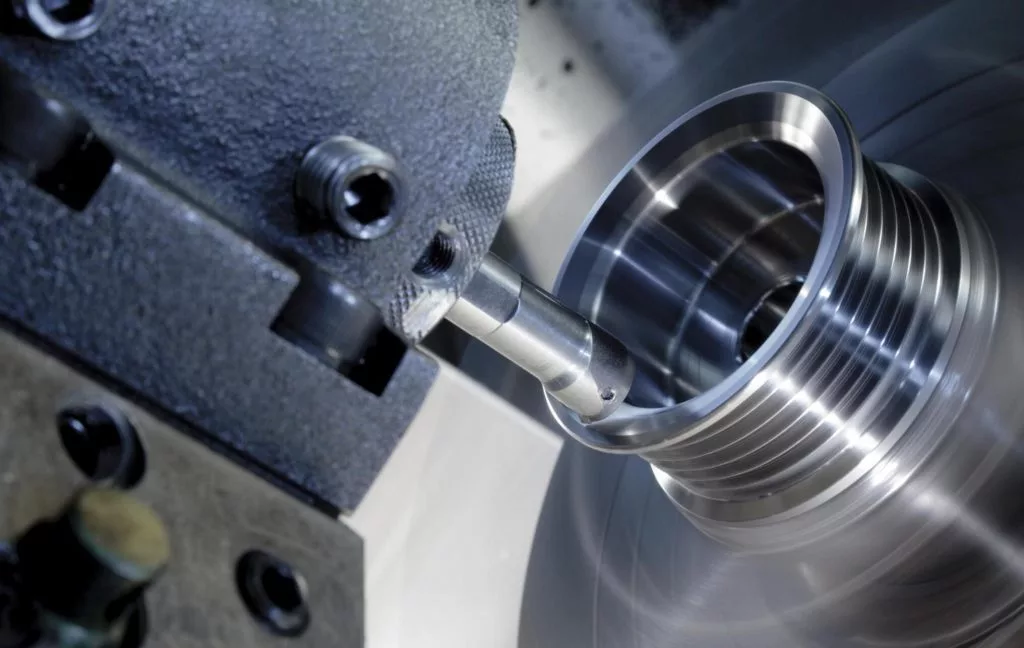
In the machine shop, we have a saying: “Rigidity is King.” The biggest technical challenge in bore machining is the Length-to-Diameter (L/D) ratio. Imagine holding a long wooden ruler by one end and trying to press the other end onto a table without it bending. It’s impossible. Now imagine that ruler is a boring bar spinning at 2,000 RPM inside a block of stainless steel.
When the tool sticks out too far, it deflects. This leads to Chatter—that high-pitched squeal that leaves a “record-groove” finish on your part. To solve this, we choose our tooling based on the following matrix:
Table 1: Boring Bar Selection Based on Hole Depth
| L/D Ratio | Max Hole Depth (Example for 10mm hole) | Recommended Bar Material | Risk of Vibration | Technical Strategy |
|---|---|---|---|---|
| Up to 3:1 | 30mm | Standard Steel | منخفض جدًا | High-speed, aggressive feeds. Good for most general parts. |
| 4:1 to 6:1 | 40mm – 60mm | Heavy Metal / Solid Carbide | متوسط | Reduce feed rate; switch to stiffer shanks to prevent “taper.” |
| 7:1 to 10:1 | 70mm – 100mm | Damped (Tuned) Bars | عالية | Use internal weights/oil to cancel vibration. Expensive tooling. |
| Over 10:1 | 100mm+ | Specialized “Silent” Tools | Extreme | Very slow cycles; high risk of “bell-mouth” holes. |
The physics are brutal: if you double the length of your boring bar, it doesn’t get twice as “bendy”—it gets eight times more prone to deflection. This is why a deep 10mm hole costs significantly more than a shallow 10mm hole. As a pro shop, we calculate the deflection and choose the tool material accordingly.
3. Geometry and the “Perfect Circle”: It’s Not Just About Size

A hole can be the “right size” but the “wrong shape.” This concept often confuses procurement teams. If you measure a hole with a standard caliper in two spots and it says 25.00mm, you might think it’s perfect. But if you put it on a CMM (Coordinate Measuring Machine), you might find it’s actually an oval or a “tri-lobed” shape.
Bore machining corrects these geometric errors. Because the tool rotates on a fixed spindle axis, it forces the hole into a true circle.
One common issue we see is Clamping Distortion. If we grip a thin-walled aluminum tube in a 3-jaw chuck and tighten it down, the tube deforms into a slight triangle. We bore a perfect circle, but when we release the chuck, the metal “springs back,” and suddenly the hole is no longer round. To fix this, we use “Soft Jaws” that wrap 360 degrees around the part or specialized hydraulic fixtures that apply even pressure. This is the level of detail required for IT6 or IT7 tolerances.
4. Chip Control: The Silent Killer of Surface Finish
In external turning, chips fall away from the part due to gravity. In bore machining, the chips are trapped inside the hole. If a chip gets caught between the cutting edge and the wall of the hole, it gets “recut.” This creates ugly scratches and can even snap a diamond-tipped insert.
Professional bore machining relies on Through-Spindle Coolant (TSC). We blast cutting fluid at 300 to 1,000 PSI directly through the center of the boring bar.
- التشحيم: It reduces friction at the cutting edge.
- Temperature Control: It prevents the tool from getting so hot that the material welds to it (Built-up Edge).
- Evacuation: It acts as a fire hose, physically pushing the chips out of the hole.
بالنسبة إلى blind holes (holes that don’t go all the way through), chip evacuation is even harder. We often have to program “peck boring” cycles or use specific chip-breaker geometries on our inserts to ensure the metal comes out in small, manageable “6-shaped” chips rather than long, dangerous “stringers.”
5. The Economics of Precision: When to Choose Boring Over Reaming
I get asked this every day: “Can’t you just ream this hole? It’s faster.” You’re right, reaming is faster. A reamer has multiple teeth and can fly through a hole in seconds. However, a reamer is like a train on tracks—it follows the existing hole. If the drilled hole is crooked, the reamed hole will be crooked.
Table 2: Process Comparison Matrix
| الميزة | Drilling (Roughing) | Reaming (Finishing) | Bore Machining (Precision) |
|---|---|---|---|
| نطاق التفاوت | ± 0.15mm | ± 0.01mm | ± 0.005mm |
| Position Correction | Poor (Wanders) | None (Follows hole) | Excellent (Fixes Center) |
| تشطيب السطح (Ra) | 3.2 – 6.3 | 0.8 – 1.6 | 0.4 – 0.8 |
| Diameter Flexibility | Fixed | Fixed | Adjustable (Custom Sizes) |
| أفضل للاستخدام | Clearance holes | Mass production | Bearing seats / Critical fits |
6. Material Science: Boring Challenges by Metal Group
A professional CNC shop doesn’t treat Aluminum the same way it treats Titanium. Each material has a “personality” when it comes to bore machining.
Table 3: Cutting Parameters & Challenges
| Material Group | Typical Challenge | Best Coolant Strategy | Recommended Insert |
|---|---|---|---|
| 6061 Aluminum | Built-Up Edge (Stickiness) | High Pressure (Flood) | Polished uncoated Carbide |
| 304 Stainless Steel | تصلب العمل | Internal (High Pressure) | PVD Coated (TiAlN) |
| 4140 Steel | Heat Management | External / Internal | CVD Coated (Thick layer) |
| Grade 5 Titanium | Extreme Tool Pressure | Mandatory Internal | High-Positive Rake Geometry |
7. Troubleshooting: Why Parts Sometimes Fail (and How We Fix It)
Even with million-dollar machines, physics likes to put up a fight. Here’s how a pro handles it:
The “Bell-Mouth” Hole
The Symptom: The hole is bigger at the entrance than in the middle.
The Fix: This usually happens because the tool “wobbles” as it enters. We solve this by slowing down the entry speed (Feed) and ensuring the boring bar is perfectly centered before the cut starts.
Tapered Holes
The Symptom: The hole gets smaller as it goes deeper.
The Fix: This is caused by tool wear or tool deflection. We solve this by taking a “Rough Pass” followed by a “Finish Pass.” The finish pass removes very little material (0.1mm), meaning there is almost zero pressure on the tool, resulting in a perfectly straight wall.
The “Retract Mark” (The Spiral Scratch)
The Symptom: A nasty scratch all the way down the hole when the tool pulls out.
The Fix: نستخدم Oriented Spindle Stops. The machine stops the spindle at a precise angle, moves the tool 0.1mm away from the wall (Back-off), and then retracts. It adds 3 seconds to the cycle, but it ensures your part doesn’t look like it was scratched by a cat.
8. Managing Heat: The “Hidden” Variable
Let’s talk about something most buyers forget: Thermal Expansion. Metal expands when it gets hot. If we are boring a large aluminum gearbox housing, the friction of the cut generates heat.
If we measure that hole while it’s still “warm” on the machine, it might show 50.02mm. But by the time it cools down on your assembly line, it might shrink to 49.98mm. This is why we use Thermal Compensation. We warm up our machine spindles for 30 minutes before cutting a single precision part. We also use master gauges that are kept in the same temperature-controlled environment as the parts to ensure “Apples to Apples” measurement.
9. DFM: Designing Bores That Won’t Break Your Budget
We want you to stay competitive. If you’re a designer, here are three ways to make your parts easier (and cheaper) to bore:
- Avoid “Deep and Skinny”: Try to keep your depth-to-diameter ratio under 5:1. Anything deeper requires specialized, expensive tooling like carbide or damped bars.
- Add a Relief: If you have a hole that changes sizes (a stepped bore), add a small undercut or relief at the shoulder. It makes it much easier for us to ensure both diameters are perfectly concentric.
- Standardize Your Tolerances: Don’t ask for ±0.005mm if ±0.02mm is enough for the assembly. The “extra” precision can double the machining time due to the constant measuring and adjusting required.
- Think About the “Exit”: If it’s a blind hole, give us a little extra space at the bottom. Boring tools have a “nose radius,” meaning they can’t cut a perfectly 90-degree square corner at the bottom.
10. Conclusion: Why Precision Boring is a Choice
At the end of the day, Bore Machining is about peace of mind. You want to receive your parts, press in your bearings, and have them work perfectly without a second thought.
Bore machining is a balance of science and art. It requires an understanding of metallurgy, physics, and machine harmonics. When you choose a partner for your CNC needs, you aren’t just buying machine time; you are buying their ability to manage these variables.
Whether you are in the prototype stage or moving into full-scale production, understanding the nuances of how a hole is bored can help you design better parts and choose better suppliers. Precision isn’t an accident—it’s the result of a controlled, professional process.