
تشريح العملية: من التصميم باستخدام الحاسوب إلى الصب
نحن نستخدم منهجية محسنة صب الشمع المفقود تجسر الفجوة بين الدقة الرقمية والتميز المعدني. من خلال بدء العمل بنموذج تصميم باستخدام الحاسوب عالي الدقة، نضمن أن كل صب استثمار الألمنيوم يلبي متطلبات دقيقة دقة الأبعاد المطلوبة من البداية.
نماذج تضحية مطبوعة ثلاثية الأبعاد
للأشكال المعقدة والنماذج السريعة، نقوم بنشر نماذج تضحية مطبوعة ثلاثية الأبعاد عالية الدقة. تكنولوجيا تزيل الحاجة إلى أدوات صلبة مكلفة خلال مرحلة التحقق، مما يسمح بـ:
- تكرارات تصميم سريعة بدون تكاليف مقدمة عالية.
- شبكات داخلية معقدة وفتحات تحتية.
- تحقيق شكل قريب من الشكل النهائي يقلل من هدر المواد.
تجميع الشجرة وتحسين نظام التوجيه
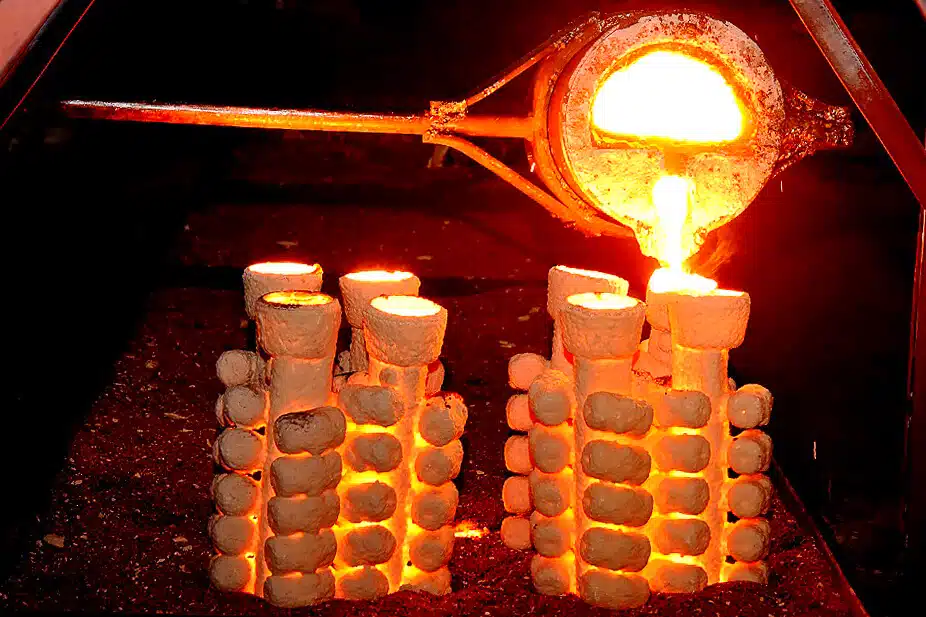
يتم تركيب النماذج الفردية على مجرى مركزي لتشكيل “شجرة الصب”. نحن نولي أهمية لـ تصميم نظام التوجيه الأمثل من خلال نمذجة التصلب لضمان تدفق رقائقي. تمنع هذه الخطوة الهندسية الحاسمة الاضطرابات التي تؤدي عادةً إلى انحباس الهواء والأكاسيد، مما يضمن جودة فائقة في التحكم في المسامية.
بناء القشرة الخزفية
يتم غمس التجميع بشكل متكرر في ملاط حراري عالي الجودة وتلبيسه لإنشاء قالب قشرة خزفية قوي. تم تصميم عملية الطبقات هذه لتوفير خشونة السطح (RMS) الفائقة والتفاصيل الدقيقة التي تميز منتجات صب الاستثمار بالألومنيوم لدينا.
إزالة الشمع، والحرق، والصب بمساعدة الفراغ
بمجرد أن تتصلب القشرة، تتم إزالة المادة القربانية عن طريق الأوتوكلاف البخاري. ثم يتم حرق القالب لتحقيق أقصى قدر من مقاومة الصدمة الحرارية.
| المرحلة | الميزة التقنية الرئيسية | الفائدة الهندسية |
|---|---|---|
| إزالة الشمع | مفاعل أوتوكلاف عالي الضغط | يمنع تشقق القشرة وضغط التمدد |
| التحميص | معدل حراري محكم التحكم | يقضي على الرطوبة المتبقية والمواد المتطايرة |
| الصب | صب بمساعدة الفراغ | تمكن من صب الألمنيوم ذو الجدران الرقيقة حتى 0.75 مم |
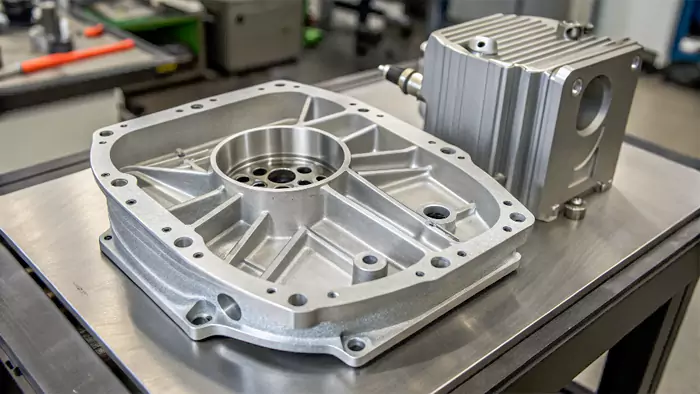
الإزالة والتشطيب
بعد التبريد المحكم، نستخدم معدات اهتزازية عالية التردد لإزالة القشرة. يختتم العملية بقطع البوابة بدقة والتشطيب باستخدام مواد كاشطة. ينتج عن ذلك مكون غالبًا يتجاوز الحاجة إلى عمليات ثقيلة، تصنيع ثانوي باستخدام CNC, موفرًا جزءًا عالي الأداء جاهزًا للتجميع النهائي.
أفضل السبائك للصب الاستثماري للألمنيوم

يعتمد أداء المكون النهائي الخاص بك تمامًا على كيميائية المعدن. نركز على مطابقة متطلبات تطبيقك المحددة—سواء كان ذلك تقليل الوزن، إدارة الحرارة، أو القوة الخام—للحصول على درجة الألمنيوم المناسبة. استخدام المادة الصحيحة يضمن أن الأجزاء الدقيقة المصبوبة استثمارياً نلتزم بالمعايير الصارمة لصناعات الطيران والطب.
درجات الهيكل A356 و A357
هذه هي الخيارات المفضلة لـ صب استثمار الألمنيوم عندما تكون السلامة الهيكلية غير قابلة للتفاوض.
- ألمنيوم A356.0 T6: هذا هو العامل الرئيسي في الصناعة. يوفر توازنًا مثاليًا بين قابلية الصب، مقاومة الضغط، ومقاومة التآكل.
- A357: بديل عالي القوة يُستخدم غالبًا للمكونات الحرجة التي تتطلب خصائص ميكانيكية متفوقة ومقاومة عالية للإرهاق.
أداء 319 و 713 (Tenzalloy)
- سبائك 319: معروفة بمرونتها العالية وخصائصها الممتازة عند الصب. وتُقدر بشكل خاص لسهولة تشغيلها بعد الصب، مما يجعلها مثالية للأجزاء التي تتطلب عمليات تصنيع مكثفة تصنيع ثانوي باستخدام CNC.
- 713 (Tenzalloy): هذه السبيكة تعتبر ثورة في عالم الأجزاء الكبيرة أو المعقدة لأنها تحقق قوة عالية من خلال الشيخوخة الطبيعية. من خلال تخطي عملية المعالجة الحرارية المكثفة، نُزيل خطر التشوهات الأبعاد مع الحفاظ على قوة الشد العالية.
سبائك ذات توصيل حراري عالي
بالنسبة لقطاعات الإلكترونيات والسيارات الكهربائية، نستخدم سبائك خاصة مصممة لتبديد الحرارة بأقصى قدر ممكن. هذه المواد ضرورية لأغطية البطاريات المبردة بالسائل ومشتتات الحرارة ذات الكثافة العالية. من خلال التحكم الدقيق في تباعد ذراع الشجرة (DAS) خلال مرحلة التبريد، نضمن بقاء مسار الحرارة غير معيق، مما يوفر أداءً فائقًا في البيئات الصعبة.
| درجة السبيكة | الفائدة الرئيسية | التطبيق النموذجي |
|---|---|---|
| A356 | نسبة القوة إلى الوزن | دعائم الطيران، أنظمة الوقود |
| 319 | سهولة الصب والتشغيل الآلي | مكونات المحرك، الأغطية |
| 713 | لا حاجة للمعالجة الحرارية | إطارات عالية القوة |
| التخصص | الموصلية الحرارية | أغطية محركات السيارات الكهربائية، مبردات الحرارة |
الصب الاستثماري مقابل البدائل التصنيعية
اختيار الطريقة الإنتاجية المناسبة لـ الصب الاستثماري للألمنيوم يتطلب وزن المقايضات بين التكاليف المسبقة، وتعقيد الجزء، وكفاءة المادة. بينما نتميز بتوفير مكونات عالية الدقة، فإن الطريقة “الأفضل” تعتمد تمامًا على متطلبات مشروعك المحددة.
الصب الاستثماري مقابل الصب بالقالب المعدني
الفرق الرئيسي هنا هو الحجم مقابل التنوع. الصب بالقالب المعدني لا يُضاهى في الإنتاج بكميات كبيرة، لكن إهلاك الأدوات يمكن أن يكون عقبة مالية كبيرة للدفعات الصغيرة.
- تكاليف الأدوات: قوالب الصب الاستثماري أرخص بكثير من قوالب الصب بالضغط العالي.
- حرية التصميم: نستخدم صب الشمع المفقود الطريقة لإنتاج أشكال داخلية معقدة وقطع تحتية يصعب إخراجها من قالب الصب الدائم.
الصب الاستثماري مقابل الصب بالرمل
عندما يتطلب مشروعك جودة عالية دقة الأبعاد المطلوبة و خشونة السطح (RMS) الفائقة, مصقول.
- تشطيب السطح: ، فإن الصب الاستثماري هو الخيار الواضح.
- الدقة: يترك الصب بالرمل نسيجًا خشنًا ومخدوشًا. تؤدي عملية القشرة الخزفية لدينا إلى تشطيب ناعم واحترافي مباشرة من القالب. التصنيع باستخدام الحاسب الآلي السريع لتصحيح الميزات المنقولة أو ذات الحجم الزائد النموذجية لقوالب الرمل.
السباكة الاستثمارية مقابل التشغيل الآلي باستخدام CNC بالكامل
يعتقد العديد من المهندسين خطأً أن تشغيل قطعة من كتلة صلبة هو الطريقة الوحيدة للحصول على دقة. ومع ذلك، فإن البدء بصب استثماري من الألمنيوم يوفر قريب من الشكل النهائي يقلل بشكل كبير من تكاليف الإنتاج.
- هدر المادة: يمكن أن يؤدي التشغيل باستخدام CNC إلى هدر مادة يصل إلى 80٪ للقطع المعقدة. نحن نصب فقط ما هو ضروري.
- أوقات التنفيذ: عن طريق صب الشكل الأساسي، نقلل بشكل كبير من الوقت المستغرق في الطحن. ثم نستخدم قطع الطحن الدقيقة باستخدام CNC تقنيات فقط على الأسطح التوافقية الحرجة، مما يمنحك أفضل ما في العالمين: كفاءة الصب ودقة التشغيل.
جدول المقارنة السريع
| الميزة | الصب الاستثماري | الصب بالضغط | صب الرمل | التشغيل باستخدام CNC بالكامل |
|---|---|---|---|---|
| تكلفة الأدوات الأولية | متوسط | عالية | منخفضة | لا شيء |
| تشطيب السطح (الجذر المتوسط للمربع) | ممتاز | جيد جدًا | ضعيف | ممتاز |
| تعقيد التصميم | عالية | متوسط | منخفضة | عالية جدًا |
| كفاءة المادة: | عالية | عالية | متوسط | منخفضة |
| تكلفة الوحدة (متوسط الحجم) | منخفضة | متوسط | متوسط | عالية |
تصميم من أجل النجاح: تصميم التصنيع للصب الاستثماري من الألمنيوم
الحصول على تصميمك بشكل صحيح قبل صنع القالب الأول هو الطريقة الوحيدة لضمان قطعة عالية الأداء وذات تكلفة فعالة. عندما نتحدث عن صب استثمار الألمنيوم, الميزة الأساسية هي تحقيق قريب من الشكل النهائي يقلل من الحاجة إلى أعمال ثانوية مكلفة. ومع ذلك، فإن اتباع بعض المبادئ الأساسية لتصميم للتصنيع (DFM) هو ما يميز بين عملية ناجحة وكابوس من النفايات العالية.
الدقة والدقة الأبعاد
واحدة من أكبر مزايا صب الشمع المفقود هي القدرة المذهلة دقة الأبعاد المطلوبة التي يمكننا تحقيقها. على عكس الصب بالرمل، يسمح هذا العملية بالتحكم بشكل أدق في الأشكال الهندسية المعقدة. بينما تعتبر التسامح القياسية مثيرة للإعجاب، فإن اختيار الدقة الممتازة يمكن أن يقضي على العديد من الخطوات اللاحقة. إذا كان مشروعك يتطلب توافقات أكثر دقة، فإننا غالبًا ندمج التشغيل المخصص باستخدام CNC لتحقيق تلك المواصفات الحرجة للغاية.
| الميزة | الدقة القياسية | الدقة الممتازة |
|---|---|---|
| التحمل الخطي | ±0.005 إنش/إنش | ±0.003 إنش/إنش |
| زاوية السحب | 0.5° – 1.0° | 0.0° – 0.5° (في مناطق محددة) |
| سمك الجدار | 1.5 ملم (0.060″) | 0.75 ملم (0.030″) |
سماكة الجدار المثلى وزوايا السحب
نحن متخصصون في صب الألمنيوم ذو الجدران الرقيقة, مع دفع الحدود إلى 0.75 ملم–1.5 ملم الأقسام. لتحقيق ذلك، نستخدم تقنيات تغذية وصب محددة لضمان ملء المعدن للقالب قبل أن يتصلب.
- سمك الجدار: حافظ على الانتقالات تدريجية. التغيرات الجذرية بين الأقسام السميكة والرفيعة يمكن أن تسبب الانكماش أو “الهبوط”.”
- زوايا السحب: تتطلب معظم العمليات من 3° إلى 5°، لكن الصب الاستثماري للألمنيوم فريدة من نوعها. لأن القشرة الخزفية تُكسر عن الجزء، نحتاج فقط إلى حد أدنى من 0.5° إلى 1° السحب لإزالة قالب الشمع من الأدوات الأولية.
- الزوايا والنصف قطرات: الزوايا الحادة هي العدو. نوصي بعمل حواف مريحة لمنع تركيز الإجهاد و“التمزقات الساخنة” أثناء مرحلة التبريد. هذا يحافظ على سلامة الهيكلية للجزء ويقلل معدل الرفض.
من خلال التركيز على هذه التصميمات الهندسية، فإنك تزيد من كفاءة صب استثمار الألمنيوم العملية، مما يضمن أن تكون الأجزاء الخاصة بك أخف وزنا وأقوى وجاهزة للخدمة بأقل قدر من النفايات.
ضمان الكمال: الجودة والتشطيب الثانوي
في قسم صب استثمار الألمنيوم العملية، لا يوجد شيء اسمه “جيد بما فيه الكفاية”. نحن نتعامل مع ضمان الجودة باعتباره العمود الفقري لإنتاجنا، مما يضمن أن كل مكون نقوم بشحنه جاهز للخدمة عالية الأداء. من خلال الجمع بين الاختبارات الصارمة والمعالجة اللاحقة المتقدمة، فإننا نقدم مسبوكات استثمار الألومنيوم التي تلبي معايير الفضاء والطيران والطب الأكثر صرامة.
الاختبار والتحليل غير المدمر (NDT)
نحن نستخدم نهجًا متعدد الطبقات للتحقق من سلامة كل قطعة مصبوبة. تركز بروتوكولاتنا الداخلية على القضاء على العيوب الخفية وضمان التحكم في المسامية قبل أن يصل الجزء إلى خط التجميع الخاص بك.
- فحص بالأشعة السينية: ضروري للكشف عن الفراغات الداخلية أو الشوائب التي يمكن أن تعرض السلامة الهيكلية للخطر.
- تحليل مطيافي: نتحقق من كيمياء الذوبان في الوقت الفعلي لضمان أن السبيكة تفي بشهادات المواد الدقيقة.
- الفحص البعدي: استخدام CMM (آلات قياس الإحداثيات) للتحقق من دقة الأبعاد المطلوبة مقابل نموذج CAD الخاص بك.
المعالجة الحرارية لتحقيق ذروة الأداء
لتحقيق أقصى استفادة من ألومنيوم A356.0 T6 وغيرها من السبائك المتخصصة، نطبق دورات حرارية دقيقة. تعمل هذه العملية على تحسين تباعد ذراع الشجرة (DAS) ويعزز الخواص الميكانيكية بشكل كبير.
- تلطيف T5: تبريد من عملية تشكيل ذات درجة حرارة مرتفعة ثم معالجة اصطناعية للثبات الأبعاد.
- معالجة حرارية T6: معالجة حرارية كاملة بالمحلول وعملية تقادم اصطناعي مصممة لتحقيق أقصى قدر من قوة الشد والليونة.
عمليات ثانوية دقيقة
على الرغم من أننا نحقق نتائج مبهرة قريب من الشكل النهائي من خلال صب الشمع المفقود, ، غالبًا ما تتطلب الميزات بالغة الأهمية تفاوتات أكثر إحكامًا مما يمكن أن يوفره القالب. نحن نقدم حلولاً شاملة حلول هندسة دقيقة CNC لسد الفجوة بين تفاوتات الصب ومتطلبات الدقة القصوى.
| العملية | دقة / قياسي | الفائدة الرئيسية |
|---|---|---|
| تشغيل ثانوي باستخدام الحاسب الآلي CNC | +/- 0.005 ملم | يصيب تركيبات المحامل الحرجة وأسطح التزاوج المعقدة. |
| تحسين السطح | RMS محسن | يقلل خشونة السطح (RMS) الفائقة لأختام الضغط العالي. |
| أنودة وطلاء | MIL-SPEC | يعزز مقاومة التآكل وصلابة السطح. |
عند التقييم تشغيل الصلب مقابل الألومنيوم باستخدام الحاسب الآلي للتشطيب بعد الصب، تسمح لنا قابلية التشغيل العالية للألمنيوم بتلبية هذه المواصفات الضيقة جدًا مع الحفاظ على إهلاك الأدوات وتكاليف الوحدة الإجمالية في السيطرة.
تطبيقات الصناعة: حيث يلتقي الدقة بالأداء
نحن صب استثمار الألمنيوم الخدمات التي نقدمها تخدم القطاعات التي لا يمكن فيها الفشل. من خلال تقديم قريب من الشكل النهائي المكونات، نساعد المهندسين على سد الفجوة بين الهندسة المعقدة ومتطلبات القوة العالية.
الفضاء والدفاع
في السماء، كل أونصة مهمة. نحن ننتج ألومنيوم A356.0 T6 دعائم هيكلية ومكونات نظام وقود معقدة تعطي الأولوية لتقليل الوزن دون التضحية بالسلامة.
- أنظمة الوقود: قنوات داخلية معقدة مصبوبة بدقة عالية الوضوح.
- دعائم هيكلية: قطع عالية القوة مصممة لتحمل الاهتزازات والضغط الشديد.
ابتكار السيارات والمركبات الكهربائية
لقد زاد التحول إلى المركبات الكهربائية الطلب على قطع عالية الجودة. الصب الاستثماري للألمنيوم تخصص مصهرنا في الأقسام ذات الجدران الرقيقة المطلوبة لإدارة الحرارة الحديثة والإسكان.
- مساكات البطاريات: حماية خفيفة الوزن ومتينة لخلايا الجهد العالي.
- أغطية المحركات: تشتت حراري فعال من خلال زعانف تبريد مدمجة.
تصنيع الأجهزة الطبية
يعتمد المهنيون الطبيون على منتجات صب الاستثمار بالألومنيوم لدينا للأدوات التي تجمع بين الخفة والراحة في الاستخدام والتعقيد الهندسي. نظرًا لأن هذه الأدوات تتطلب دقة عالية، فإن العديد من المكونات تخضع لـ تصنيع ثانوي باستخدام CNC لتحقيق التحمل النهائي والتوافق مع مقاومة التعقيم، نقدم أيضًا الأنودايزينج للألمنيوم كخيار تشطيب قياسي.
- مقابض الأدوات الجراحية: تصاميم منحنية لقبضة وتحكم فائقين.
- معدات التصوير: إطارات صلبة وخفيفة الوزن لأجهزة التشخيص المحمولة وأجهزة الأشعة السينية.
الأسئلة الشائعة حول صب الاستثمار للألمنيوم
كم تكلفة أدوات صب الاستثمار للألمنيوم؟
التكلفة الأولية لـ صب استثمار الألمنيوم الأدوات عادة تتراوح بين 1,500 إلى 10,000+ جنيه مصري, اعتمادًا على تعقيد الجزء وعدد التجاويف في قالب الحقن الشمعي. على الرغم من أن السعر المبدئي أعلى من الصب الرملي، فإن إهلاك الأدوات فعال جدًا للأحجام المتوسطة إلى الكبيرة. نظرًا لأن العملية توفر قريب من الشكل النهائي, فإنك توفر بشكل كبير على هدر المواد الخام والعمالة.
ما هو الوقت المتوقع عادةً للنموذج الأولي مقابل الإنتاج؟
نحن نتحرك بسرعة لوضع تصميماتك في متناول يدك:
- صب النموذج الأولي: باستخدام نماذج استهلاكية مطبوعة ثلاثية الأبعاد، يمكننا تخطي الأدوات الصلبة وتسليم صب النموذج الأولي في أقل من 2 إلى 4 أسابيع.
- الإنتاج: تقليدي صب الشمع المفقود استخدام قوالب معدنية دائمة عادة يتطلب 8 إلى 12 أسبوعًا للمنتج الأول، مع احتساب بناء الأداة والتحقق من العملية.
هل يمكن للصب الاستثماري أن يحل محل تجميعات CNC المعقدة متعددة الأجزاء؟
نعم. واحدة من أكبر مزايا هذه العملية هي دمج الأجزاء. غالبًا ما يمكننا صب مكون واحد معقد يحل محل تجميع من خمسة أو ستة قطع منفصلة. هذا يلغي وقت التجميع، ويقلل من خطر التسربات في أنظمة السوائل، ويخفض التكلفة الإجمالية لكل قطعة. بالنسبة للميزات التي تتطلب تسامحًا شديدًا، نوفر تصنيع النموذج الأولي لتنقية الواجهات الحاسمة أو الثقوب الملولبة.
ما هو التشطيب السطحي (RMS) الذي يمكن أن أتوقعه من القالب؟
السطح قالب قشرة خزفية قوي الذي يُستخدم في هذه العملية ينتج سطحًا استثنائيًا خشونة السطح (RMS) الفائقة, ، عادة يتراوح بين 60 و 125 ميكرو إنش. هذا يتفوق بشكل كبير على التشطيب الناتج عن الصب الرمل. بالنسبة للعديد من التطبيقات الصناعية، هذا التشطيب.