Kärnorsaken: Verktygskostnader dominerar lågvoulumprissättning
När vi analyserar prototypinjektionsformningsofferter, är den enskilt största variabeln som skapar prisskillnader den initiala investeringen i själva formen. Vid storskalig tillverkning—där vi producerar miljontals enheter—avskrivs kostnaden för en precisionsform över hela produktionsserien, vilket minskar påverkan per enhet till bråkdelar av en cent. Men i lågvolymstillverkning, delas samma verktygskostnad endast på några hundra eller tusen delar. Denna brist på avskrivning är anledningen till att priset per del för en prototyp ofta ser mycket annorlunda ut jämfört med massproduktionens uppskattningar.
Hur verktygsavskrivning påverkar din offert
Om en form kostar $10 000 att designa och tillverka:
- Hög volym (100 000 delar): Lägger formen till $0.10 på varje del.
- Låg volym (100 delar): Lägger formen till $100.00 på varje del.
Denna matematik driver kostnaden för lågvolyminjektion formning. Leverantörer som ger offerter för “produktionsavsikt” kommer att inkludera robusta verktyg som klarar miljontals cykler, medan verkstäder som fokuserar på snabbverktyg kommer att ge billigare, mindre hållbara alternativ för att hålla den initiala investeringen låg.
Fördelning av formmaterial: 3D-utskrivet vs. Aluminium vs. Stål
Det material som väljs för formen påverkar direkt offerts slutgiltiga kostnad. På MS Machining anpassar vi verktygsstrategin baserat på projektets specifika livscykelbehov.
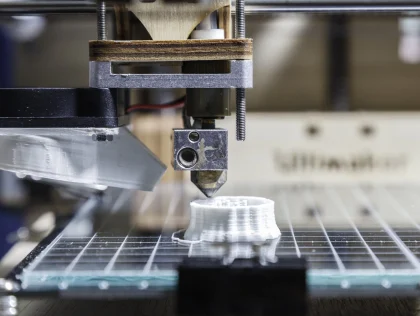
- 3D-utskrivna formar: Det billigaste och snabbaste alternativet för extremt låga volymer (10-50 delar). Dessa erbjuder dock dåliga ytfinish, kan inte hålla tighta toleranser och försämras snabbt under värme och tryck.
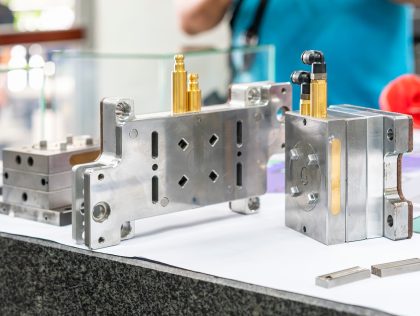
- Aluminiumverktyg (Broverktyg): En standard för låga volymverktygskostnader. Aluminium är mjukare och snabbare att CNC-bearbeta än stål, vilket avsevärt minskar ledtider och bearbetningskostnader. Det är idealiskt för serier på flera tusen enheter men saknar hållbarheten för högtrycksprocesser som Metal Injection Molding (MIM).
- Härdade stålformar: Den gyllene standarden för konsekvens och precision. Även om detta innebär den högsta initiala kostnaden, är det nödvändigt för att uppnå de tighta toleranserna (ned till ±0,3%) och hög ytfinish som krävs inom flyg- eller medicinska komponenter.
Kostnadsjämförelse: Grundläggande aluminium vs. Härdat stål
En offert för en grundläggande aluminiumverktyg kan vara 40-60% lägre än en härdad stålproduktionsform. Om du får två offerter med en enorm prisskillnad är det troligt att en leverantör ger en “mjuk” verktygsoffer för en kort livslängd, medan den andra ger en “hård” verktygsoffer designad för lång livslängd och hög precision vid upprepning. För processer som MIM, där råvarukostnaderna är högre och trycken är intensiva, är investering i stålverktyg ofta icke förhandlingsbart för att bibehålla strukturell integritet och dimensionell noggrannhet.
Formdesignkomplexitet och antaganden

Den fysiska geometrin av din del är ofta den enskilt största drivkraften för kostnadsvariation i prototypinjektionsformningsofferter. En enkel “öppen-och-stäng” form är relativt billig, men så snart du introducerar komplexa funktioner förändras verktygsbehoven drastiskt.
Påverkan av delgeometri: Undercuts och toleranser
Om din design inkluderar undercuts, sidofunktioner eller interna gängor kan vi inte använda en standard två-plateform. Vi måste konstruera komplexa sliders, lyftare eller kollapsbara kärnor i verktyget, vilket avsevärt ökar den låga volymverktygskostnader.
- Väggtjocklek: För processer som Metallinjektionformning (MIM) eller standardplaster, att upprätthålla en optimal väggtjocklek (vanligtvis < 6mm) är avgörande för att förhindra defekter. Tjockare sektioner kräver längre kylningstider och mer material, vilket ökar cykelkostnaden.
- Precision krav: Standard nettformningsnoggrannhet är runt ±0,5%. Om ditt utskrift kräver tightare toleranser (upp till ±0,3%), måste vi bearbeta formen med högre precision och eventuellt använda dyrare, mer hållbara formmaterial för att behålla dessa dimensioner under produktionen.
Dolda antaganden: Formlivslängd och antal kaviteter
När du jämför offerter måste du veta exakt vilken typ av verktyg som byggs. En offert för kostnaden för lågvolyminjektion kan baseras på en enkelkavitets aluminiumform som är avsedd att hålla för endast 500 skott (broformning). En annan leverantör kan ge en offert för ett härdat stålverktyg som klarar 100 000 skott.
- Enkelt vs. Flerkavitets: För prototyper håller vi oftast till enkelkavitetsverktyg för att minimera initiala investeringar.
- Formlivslängd: Klart och tydligt, ange den förväntade livslängden. Om du bara behöver 50 delar är det slöseri att betala för en klass 101-produktionsform.
Varför vissa offerter verkar osannolikt låga: DFM-faktorn
Extremt låga offerter hoppar ofta över Design for Manufacturability (DFM) -injektionsanalys. Ett billigt “print-to-part”-tjänst kan kapa formen exakt efter din CAD-fil utan att varna för draftvinkelproblem eller omöjliga geometrier, vilket kan leda till fel på delen. Pålitliga offerter inkluderar ingenjörstid för att granska designen. I vissa fall kan vi efter en DFM-granskning till och med föreslå att för mycket låga kvantiteter jämförs. plastinjektionformning vs. CNC-bearbetning avslöjar att bearbetning är det snabbare, mer ekonomiska valet tills volymerna ökar.
Ingenjörs- och supporttjänster ingår (eller inte)
När man jämför prototypinjektionsformningsofferter, en av de största skillnaderna är nivån av ingenjörsstöd som ingår i slutpriset. En offert som verkar förvånansvärt låg representerar ofta en “print-till-del”-tjänst. I denna modell kör tillverkaren helt enkelt din CAD-fil utan analys. Om din design misslyckas faller kostnaden för omarbetning helt på dig. Omvänt inkluderar fullserviceleverantörer omfattande Design för tillverkbarhet (DFM) feedback för att fånga problem som dragvinklar eller väggtjockleksvariationer innan produktionen börjar.
Den verkliga kostnaden för inställning och validering
Att validera en form för lågvolymstillverkning är inte så enkelt som att trycka på en knapp. En robust offert tar hänsyn till den skickliga arbetskraft som krävs för att justera processparametrar—temperatur, tryck och kylningstider—för att uppnå delkonsistens. Denna fas involverar ofta:
- T1-prover: De första skotten från formen, används för att verifiera grundläggande geometri.
- T2/T3-försök: Efterföljande körningar för att förfina dimensioner och ytskikt.
- Slutgiltig validering: Att säkerställa att delarna uppfyller specifika toleranser (ofta så tighta som ±0,3% i våra specialiserade processer).
Att skapa dessa precisa formar och fixturer kräver ofta avancerad CNC-fräsar för att säkerställa att varje kavitets matchar exakt designens specifikationer. Att utelämna dessa valideringssteg sänker initialbudet, men ökar avsevärt risken för att få oanvändbara delar.
Expertvägledning om material och process
För industrier som flyg- eller medicinteknik, där vi ofta ser krav på högstyrka MIM (Metal Injection Molding) eller speciallegeringar är teknisk vägledning oundviklig. En högre offert återspeglar vanligtvis ingenjörernas expertis som kan rekommendera rätt råvara eller polymer för att möta mekaniska prestandamål. Denna nivå av expert DFM-feedback säkerställer att oavsett om vi producerar några hundra eller flera tusen enheter, så kompromissas aldrig den strukturella integriteten hos den slutgiltiga komponenten. Pålitliga tillverkningspartners investerar tid i förväg för att garantera att legerings-CNC-bearbetningstjänster och formsprutningsprocesser ger en funktionell, hållbar produkt vid den första giltiga produktionen.
Materialval och produktionsvariabler
När du granskar offerter för lågvolymstillverkning, är råmaterialet du specificerar en stor kostnadsdrivare. Det finns en värld av skillnad mellan råvaror och högpresterande ingenjörsgrader. Enligt vår erfarenhet med Metal Injection Molding (MIM) kan den specialiserade råvaran—en blandning av metallpulver och bindemedel—vara upp till 10 gånger dyrare än traditionella pulvermetallurgimaterial. Denna prisskillnad ökar när du går in på exotiska legeringar eller högtemperaturplaster för prototypinjektionsformningsofferter, där materialavfall under inställning inte kan fördelas över miljontals enheter.
Cykeltid och arbetskomplexitet påverkar också siffrorna avsevärt vid låga volymer.
- Inställningstid: Kalibrering av maskinen för en körning på 500 delar tar lika lång tid som för en körning på 50 000 delar.
- Bearbetningssteg: Avancerade metoder som MIM kräver fullcykelbearbetning, inklusive injektion, avfettning och sintring, för att uppnå densitet.
- Manuell efterbehandling: Lägre volymer förlitar sig ofta på manuell efterbearbetning snarare än automatiserade linjer, vilket ökar arbetskostnaden per del.
Den avsedda tillämpningen påverkar också slutpriset kraftigt. Om du utvecklar komponenter för reglerade sektorer måste offerten ta hänsyn till rigorös validering. Till exempel, kvalitetskontrollens noggrannhet inom flyg- och medicinska tillämpningar kräver omfattande dokumentation och testning för att säkerställa att delarna uppfyller strikta säkerhetsstandarder. Vårt arbete inom medicinsk tillverkning av enheter och utrustning innefattar ofta strängare toleranser (ner till ±0,3%) och specifika ytbehandlingar, vilket naturligtvis driver upp offerten jämfört med ett standard kommersiellt projekt.
Andra faktorer som påverkar prisvariationer
När du tittar på skilda offerter för kostnaden för lågvolyminjektion, handlar prisskillnaden inte bara om metallen eller maskintiden. Flera externa logistik- och strategiska faktorer påverkar i hög grad slutresultatet. Att förstå dessa variabler hjälper dig att dechiffrera varför ett erbjudande kan vara dubbelt så dyrt som ett annat för exakt samma deldesign.
Inhemsk vs. Offshore-tillverkning
Den fysiska platsen för tillverkaren är den största påverkansfaktorn i prissättningen för anpassad formsprutning.
- Arbete & overhead: Tillverkning i Sverige innebär ofta högre timpriser för skickliga maskinoperatörer och overheadkostnader jämfört med anläggningar som vår i Kina.
- Leveranskedja: Medan offshore-produktion vanligtvis ger betydande besparingar på de initiala snabbverktygskostnaderna, måste du ta hänsyn till fraktlogistiken.
- Global räckvidd: Vi betjänar kunder över hela Sverige från vår anläggning i Jiangmen. Avvägningen är oftast mellan omedelbar närhet och betydande kostnadseffektivitet för forminvesteringen.
Ledtidspremier för snabba jobb
Tiden är ofta den dyraste råvaran inom tillverkning. Om du behöver prototypinjektionsformningsofferter omvandlade till delar på dagar istället för veckor, kan du förvänta dig en premie.
- Snabb behandling: Snabbeställningar stör standardproduktionsscheman, vilket kräver övertid och prioritering av maskiner.
- Fraktmetoder: Flygfrakt av rörliga delar istället för sjöfrakt ökar kostnaden per enhet avsevärt men är nödvändigt för tajta deadlines.
- Snabba Lösningar: För omedelbara testbehov kan förståelsen av fördelarna med snabb prototyptillverkning hjälpa dig att avgöra om du bör betala för snabbhet nu eller vänta på en standardproduktionsomgång.
Missmatchade Volymdefinitioner
En vanlig källa till förvirring i lågvolymstillverkning är definitionen av “låg volym” i sig.
- Leverantörsforväntningar: För en stor fordonsleverantör kan 10 000 enheter vara en “provkörning”. För ett specialiserat verkstadsföretag är 10 000 enheter ett fullt produktionsavtal.
- Skalfördelar: Vår Metal Injection Molding (MIM)-process är till exempel mest ekonomisk för krav som sträcker sig från några tusen till miljontals. Om en offert förutsätter att du så småningom skalas upp till miljontals, ser den amorterade verktygskostnaden annorlunda ut än en offert för en engångsbatch på 500.
- Minimibeställningar: Klart och tydligt om leverantören har en Minsta Beställningsmängd (MOQ) som tvingar upp priset för mindre batcher.
Hur man jämför offerter effektivt
När du får offerter för lågvolymstillverkning som varierar kraftigt, är det oftast för att leverantörerna gör olika antaganden om ditt projekts livslängd och precision. För att säkerställa att du inte jämför ett tillfälligt prototyptillverkningverktyg mot en produktionsklar tillgång, måste du granska varje förslag noggrant.
Checklista för jämförelser av RFQ för äpplen och äpplen
- Separera Verktygskostnader från Enhetspris: Be alltid om en uppdelning som skiljer på de icke-återkommande ingenjörskostnaderna (NRE) — som formsdesign och inställning — från priset per del. I processer som Metal Injection Molding (MIM) är den initiala investeringen i verktyg och formar en betydande kostnadsdrivare. Om en offert samlar dessa tillsammans, döljer den den verkliga kostnaden för skalning senare.
- Klargör livslängd för form: Verifiera den uppskattade livslängden för formen. En offert för ett “mjukare” verktyg som är rated för 500 skott kommer att vara mycket billigare än ett härdat stålverktyg rated för 100 000, men det hjälper inte om produktionen ökar.
- Bekräfta materialspecifikationer: Se till att varje leverantör ger samma råvaruförteckning. Inom specialiserade områden kan MIM-råmaterialpulver vara upp till 10 gånger dyrare än standardpulver, så en billigare offert kan indikera ersättning med sämre material.
Utvärdera DFM-integration och kvalitetscertifieringar
Det lägsta budet tar ofta bort viktig ingenjörsstöd. En robust offert bör inkludera feedback för Design for Manufacturability (DFM) för att optimera väggtjocklek (helst < 6 mm för MIM) och toleranser. Hos MS Machining fokuserar vi på att uppnå “Net-Near-shape” precision för att minska sekundärbearbetning. Om en leverantör inte ställer frågor om din geometri eller erbjuder högprecisions CNC-bearbetningstjänster för funktioner som är för komplexa för formning, kan de fuska på kvalitetskontrollen. Kontrollera alltid att offerten tar hänsyn till nödvändig efterbearbetning, som värmebehandling eller ytpolering, för att säkerställa att de slutgiltiga delarna uppfyller dina mekaniska krav.
Vanliga frågor om lågvolymformningsofferter
Vad är det billigaste formmaterialet för 100 delar?
För extremt korta serier eller prototyp-injektionformning, är aluminium (specifikt 7075 eller QC-10) oftast det mest kostnadseffektiva alternativet. Aluminium är mjukare och snabbare att bearbeta än verktygsstål, vilket avsevärt sänker initiala låga volymverktygskostnader. Men om du tittar på Metal Injection Molding (MIM), måste formen tåla högre tryck och slipande råvaror, så vi rekommenderar ofta minst ett förhärdat stål för att säkerställa att verktyget klarar av produktionen utan att försämra delens precision.
Kräver lågvolymssprutning av formar i stål?
Nej, lågvolymproduktion kräver inte strikt härdade stålformar. Vi använder ofta “broformning” eller snabbverktyg tillverkat av aluminium eller mjukare stål (som P20) för kvantiteter från 50 till några tusen enheter. Dessa material minskar ledtider och initiala investeringar. Men om din design kräver högprecisions-toleranser (±0,3%) eller använder slipande glasfyllda plaster eller metallråvaror, kan vi avråda från aluminium för att förhindra för tidigt slitage på verktyget som kan äventyra delkvaliteten.
Hur mycket kostar en prototypform för injektion i genomsnitt?
Det finns inget enskilt pris eftersom snabbverktygskostnaderna drivs helt och hållet av delgeometri och storlek. En enkel, öppen-stäng form för ett litet fäste kan kosta några tusen kronor, medan en komplex form som kräver sidogångar, skjutare för undercut eller EDM-arbete för djupa revben kommer att vara betydligt dyrare. Kostnaden för injektionsformsmaterialval spelar också en roll; att välja rätt bearbetade metalldelar material för verktyget i sig balanserar initiala kostnader med förväntad verktygslivslängd.
Varför är kostnaden per del högre för låga volymproduktioner?
Den högre priset per enhet i lågvolymstillverkning beror främst på formverktyg för injektionsgjutning. När du producerar 100 000 delar sprids kostnaden för formen ut, vilket lägger till några ören till varje enhet. När du bara producerar 500 delar, tillför samma verktygskostnad en betydande mängd till varje enhet. Dessutom kräver inställningsprocesser – inklusive maskinuppvärmning, materialbyten och T1-provkörningar – samma mängd arbetskraft och maskintid oavsett om vi producerar 100 eller 10 000 delar. I processer som MIM är själva råvaran också en premiumfaktor, vilket kan kosta upp till 10 gånger mer än traditionella pulvermetallurgimaterial.