

У вас возникают трудности с обработкой сложных полостей или экзотических сплавов стандартными фрезерными инструментами?
Вы не одиноки. Достижение точных допусков без больших затрат — это главная задача современного производства.
В этом руководстве вы узнаете именно Что такое Sinker EDM и почему это решение №1 для высокоточных компонентов.
От создания сложных форм и штампов до освоения контроля за зазором искры, мы переходим за пределы основ. Я собрал основные стратегии, чтобы показать вам Как это может улучшить качество вашего производства, снизить вторичную обработку и оптимизировать рабочий процесс для максимальной эффективности.
Давайте начнем.
Что такое Sinker EDM и почему он важен в современном производстве
Введение в электроискровую обработку (EDM)
Электроэрозионная обработка (EDM) это нетрадиционный технологический процесс, использующий тепловую энергию для удаления материала с заготовки. В отличие от обычной фрезеровки или токарной обработки, которая опирается на острые режущие инструменты и механическую силу, EDM разрушает материал с помощью серии быстро повторяющихся электрических разрядов (искр) между электродом и проводящей заготовкой.
At MS Обработка, мы используем услуги EDM-обработки для производства компонентов, которые трудно или невозможно изготовить стандартными методами обработки. Поскольку процесс не контактный, он исключает механические напряжения, что делает его идеальным для обработки хрупких деталей или очень твердых материалов, таких как закаленная сталь, титан и экзотические сплавы, без искажения.
Различие между EDM с погружением и EDM проволокой
Хотя оба метода используют электрическую разрядку, EDM с погружением и EDM проволокой служат разным целям в производстве прецизионных ЧПУ-деталей. Понимание разницы важно для выбора правильного процесса для вашего проекта
| Особенность | EDM с погружением (формовка штампов) | Проволочная EDM |
|---|---|---|
| Инструменте | Индивидуально-формованный электрод (графит или медь) | Тонкая, электрически заряженная проволока |
| Основное применение | Слепые полости, формы, острые внутренние углы | Проходные отверстия, 2D профили, резка пластин |
| Тип геометрии | Сложные 3D формы и сложные детали | Призматические формы и вертикальные резы |
| Вход материала | Внедряется в материал (ось Z) | Режет через материал (оси X-Y) |
EDM с погружением является нашим основным решением, когда дизайн требует глубоких ребер, слепых отверстий или сложных внутренних геометрий, до которых не может добраться проволока.
Почему EDM с погружением приобретает популярность в высокоточной производстве
EDM с погружением стал незаменимым для отраслей, требующих крайней точности и геометрической сложности. По мере увеличения спроса на миниатюризацию и высокодетализированные Точные детали на ЧПУ традиционные режущие инструменты часто сталкиваются с ограничениями по длине инструмента и радиусам углов.
Ключевые драйверы для внедрения Sinker EDM включают:
- Экстремальная точность: Мы достигаем допусков с такой же точностью, как +/- 0.005мм, обеспечивая повторяемость деталей.
- Мы не снимаем 80% титана с блока; мы обрабатываем только необходимые интерфейсы. Это позволяет создавать острые внутренние углы и глубокие, тонкие ребра, которые фрезерные станки физически не могут обработать.
- Независимость от твердости: Процесс эффективен независимо от твердости материала, что позволяет нам обрабатывать детали после термической обработки, чтобы избежать теплового искажения.
- Превосходное качество поверхности: Sinker EDM обеспечивает однородную поверхность, часто уменьшая необходимость ручной полировки при изготовлении форм.
Интегрируя Sinker EDM с нашими возможностями ЧПУ фрезерования и токарной обработки, мы предоставляем комплексное решение «под ключ», которое соединяет прототипирование и массовое производство.
Как работает Sinker EDM: основы процесса
Понимание Sinker EDM требует смены мышления с традиционной резки на термическую эрозию. В отличие от стандартной обработки, использующей острые инструменты для срезания металла, электрическая разрядная обработка использует управляемые электрические искры для формирования материала. Этот уникальный подход позволяет производить компоненты, которые практически невозможно создать с помощью обычных режущих инструментов.
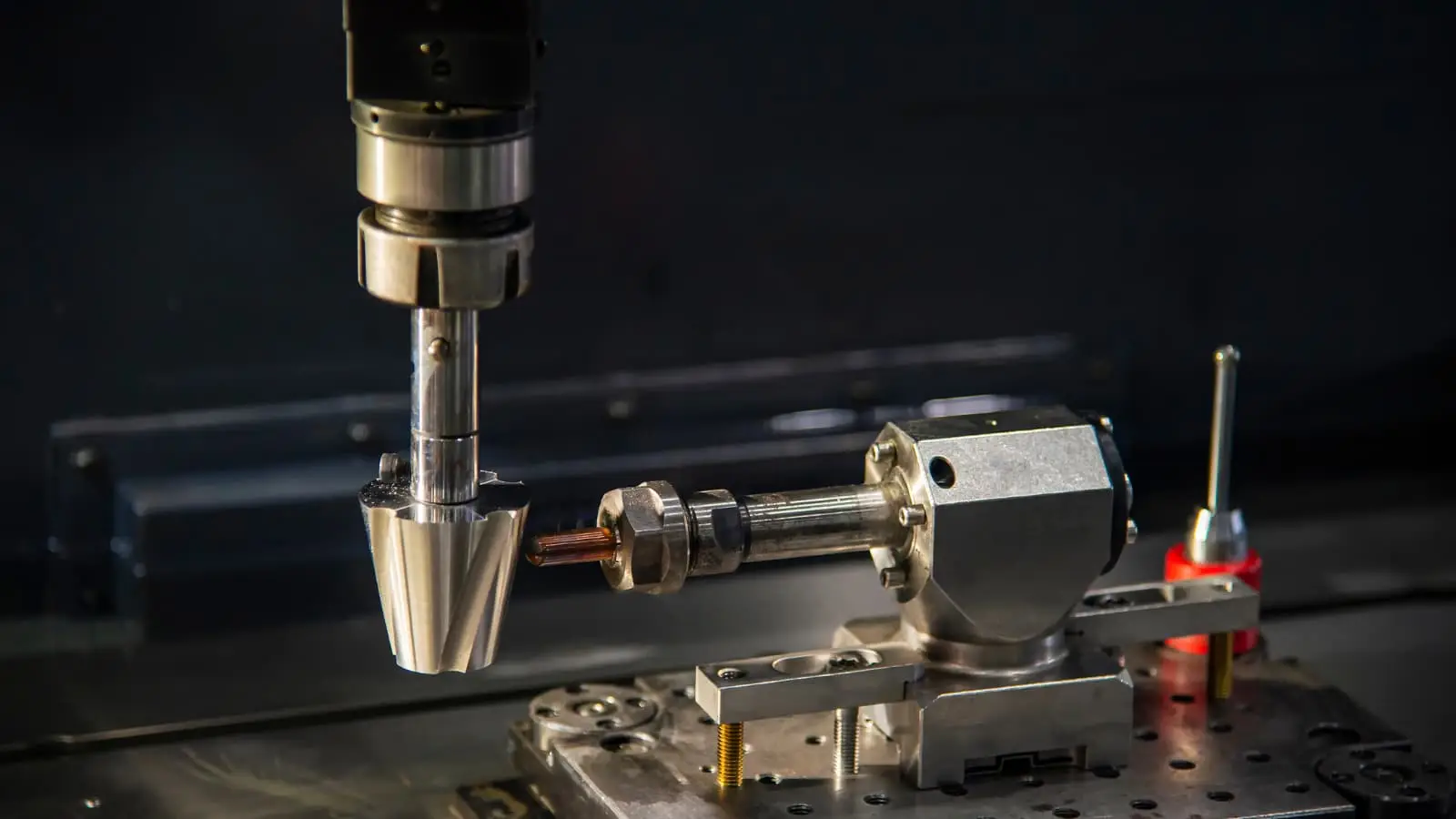
Взаимодействие электрода и заготовки в Sinker EDM
Ядро процесса Sinker EDM включает специально сформированный электрод и проводящую заготовку. В MS Machining мы обычно обрабатываем эти электроды из графита или меди чтобы точно соответствовать «отрицательной» или обратной форме требуемой полости.
Вместо физического контакта с материалом, электрод опускается к заготовке. Между ними создается высокочастотный электрический ток. Электрод выступает в роли режущего инструмента, но никогда не контактирует напрямую с деталью. Такая бесконтактная технология критична, поскольку исключает механические напряжения, предотвращая искажения, часто возникающие при обработке тонких или деликатных элементов.
Диэлектрические жидкости и контроль за зазором искры
Вся операция происходит внутри резервуара, заполненного диэлектрической жидкостью, обычно специализированным гидрокарбонатным маслом. Эта жидкость выполняет три важные функции в нашей услуги EDM-обработки:
- Изоляция: Она предотвращает преждевременное пробитие искры, пока напряжение не достигнет правильного порога.
- Охлаждение: Она поддерживает стабильную температуру как у заготовки, так и у электрода, минимизируя зоны теплового воздействия.
- Промывка: Она смывает микроскопические металлические частицы (стружку), образующиеся в процессе.
«Зазор искры» — расстояние между электродом и заготовкой — поддерживается с высокой точностью. Если зазор слишком широкий, искра не пробьет; если слишком узкий — система коротит. Строго контролируя этот зазор, мы обеспечиваем производство высококачественной прецизионные ЧПУ-детали с стабильной повторяемостью.
Механизм удаления материала и факторы точности
Удаление материала в Sink EDM происходит за счет интенсивного нагрева. Электрические разряды создают локальные плазменные каналы, достигающие температур между 8 000°C и 12 000°C. Это мгновенно расплавляет или испаряет микроскопическое количество материала на поверхности заготовки.
Поскольку этот процесс удаляет материал по частям, мы можем достигать невероятной детализации. На высокую точность, которую мы обеспечиваем, влияют несколько факторов:
- Возможности по допускам: Мы можем достигать допусков так точно, как +/- 0.005мм.
- Независимость от твердости: Поскольку процесс термический, а не механический, мы можем обрабатывать закаленную сталь, титан и карбид так же легко, как мягкий алюминий.
- Целостность поверхности: Частоту разрядов можно регулировать для получения определенных отделок поверхности, что снижает необходимость ручной полировки.
Ключевые преимущества использования SinkER EDM в производстве
В MS Machining мы используем SinkER EDM не только как резервный метод, но и как основное решение для функций, которые просто невозможны с традиционными режущими инструментами. Когда ваш проект требует Точные детали на ЧПУ с внутренними отверстиями, которые стандартные концевые фрезы не могут достичь, этот процесс обеспечивает необходимую точность и повторяемость для производства высокой сложности.
Высокая точность для сложных геометрий и сложных полостей
Основная особенность SinkER EDM — его способность создавать острые внутренние углы, глубокие тонкие ребра и слепые полости без ограничений радиуса вращающегося инструмента. В то время как преимущества точных деталей с 5-осевым ЧПУ значительны для сложных внешних контуров, SinkER EDM является лучшим выбором для внутренних сложностей.
- Точные допуски: Мы постоянно достигаем допусков настолько точных, как +/- 0.005мм.
- Острые углы: Создавайте внутренние квадратные углы, которые механически невозможны для круглых фрез.
- Глубокие полости: Эффективно обрабатывайте глубокие узкие канавки без вибрации инструмента или отклонений.
Превосходная отделка поверхности и снижение вторичной обработки
Одним из немедленных преимуществ, которое мы наблюдаем в нашей услуги EDM-обработки является качество поверхности сразу после обработки. Процесс разряда создает однородную, кратерообразную структуру поверхности, хорошо удерживающую смазки, что идеально подходит для изготовления форм. Благодаря такой высокой однородности отделки мы значительно сокращаем время и затраты на ручную полировку или вторичные процессы обработки, что упрощает переход от обработки к финальной сборке.
Возможность обработки твердых металлов и экзотических сплавов
Твердость не является ограничивающим фактором для SinkER EDM. В отличие от традиционной обработки, которая испытывает трудности с твердыми материалами, наш электрическая разрядная обработка процесс легко работает с любым проводящим материалом, независимо от его твердости.
- Универсальность материалов: Мы обрабатываем закаленную сталь, титан, карбид и экзотические сплавы с легкостью.
- Обработка после термической обработки: Мы можем обрабатывать металлические детали после они подвергались термической обработке, что исключает риск деформации размеров, которая часто возникает при термической обработке обработанных деталей.
Минимальные тепловые напряжения и искажения по сравнению с традиционной фрезеровкой
Электроэрозионная обработка с погружением — это бесконтактный процесс. Инструмент не соприкасается с заготовкой, что означает отсутствие механических сил, приложенных к детали. Это критично для деликатных или тонкостенных компонентов, которые могут согнуться или деформироваться под давлением фрезерного инструмента с ЧПУ. Убирая напряжения, мы гарантируем, что конечный компонент сохранит свою заданную геометрию в совершенстве, обеспечивая уровень надежности, необходимый для высококачественного производства.
Применение электроэрозионной обработки с погружением в различных отраслях
В MS Machining мы используем электроэрозионную обработку с погружением (ЭДМ) в случаях, когда традиционные методы резки достигают своих ограничений. Будь то очень твердые материалы или геометрии, которые невозможно обработать вращающимся инструментом, этот процесс является основой высокоточного производства. От создания сложных форм до изготовления критически важных деталей для авиации — наши услуги EDM-обработки обеспечивают реализацию сложных дизайнов без компромиссов в целостности материала.
Производство форм и штампов для литья под давлением
Наиболее распространенное применение электроэрозионной обработки с погружением — создание форм и штампов. При производстве форм для пластиковой инъекции или литья под давлением нам часто приходится обрабатывать слепые полости с острыми внутренними углами и глубокими тонкими ребрами — особенности, которые не может выполнить круглый фрезер.
- Совместимость с закаленной сталью: Мы обрабатываем полости форм после термической обработкой, исключая риск деформации, который возникает при обработке мягкой стали с последующей закалкой.
- Сложные полости: Электрод может быть сформирован для создания сложных отрицательных пространств, определяющих конечную пластиковую деталь.
Интегрируя это с нашими более широкими Обработка на станках с ЧПУ возможностями, мы предоставляем комплексные решения для инструментов, готовых к использованию на прессах.
Аэрокосмические компоненты с точными допусками
В аэрокосмическом секторе отказ недопустим. Мы используем электроэрозионную обработку с погружением для изготовления Точные детали на ЧПУ из экзотических суперсплавов, таких как Инконель, Титан и Веспалой. Эти материалы notoriously трудно обрабатывать традиционными инструментами из-за их высокой термостойкости и твердости.
- Обработка без напряжений: Поскольку EDM с погружением — это бесконтактный процесс, он не вызывает механического напряжения на детали, сохраняя структурную целостность критически важных компонентов аэрокосмической отрасли.
- Высокая точность: Мы достигаем допусков до +/- 0,005 мм, что важно для лопаток турбин, компонентов топливных систем и частей приводов.
Медицинские изделия и прецизионные детали инструментов
Производство медицинских изделий требует стерильности, биосовместимости и высокой точности. EDM с погружением идеально подходит для изготовления хирургических инструментов, имплантатов и компонентов диагностического оборудования, где важны качество поверхности и точность.
- Результаты без заусенцев: В отличие от фрезерования, EDM не оставляет заусенцев, что снижает необходимость ручной обработки и не искажает геометрию детали.
- Сложные детали: Он позволяет создавать мелкие, сложные элементы из нержавеющей стали и титана для имплантатов, способствующих росту костей или обеспечивающих точное механическое функционирование.
Автомобильные компоненты высокой точности
Автомобильная промышленность использует EDM с погружением для производства крупносерийных, износостойких компонентов. Мы применяем эту технологию для изготовления деталей, требующих исключительной твердости и однородности поверхности.
- Топливные системы впрыска: Создание микроскопических отверстий и каналов, необходимых для эффективного распыления топлива.
- Коробки передач: Обработка шлицов и шпоночных пазов в закалённых шестернях.
Для поддержки этих применений мы часто используем наш услуги по ЧПУ-обработке меди для изготовления высокопроводящих электродов, необходимых для процесса EDM, что обеспечивает контроль качества от электрода до конечной стальной детали.
Факторы, влияющие на производительность и качество EDM с погружением

Достижение точных допусков в +/- 0.005мм которые мы обещаем в MS Machining, — это не только правильный станок; это требует точного контроля нескольких критических переменных. В электрическая разрядная обработкаразница между идеальной деталью и бракованной часто зависит от того, насколько хорошо мы управляем взаимодействием между инструментом, заготовкой и окружающей средой. Вот как мы контролируем эти факторы для обеспечения стабильного качества.
Материал электрода, геометрия и износ
Электрод выступает в роли режущего инструмента в Sink EDM, по сути формируя «отрицательное» изображение создаваемой полости. Поскольку процесс включает тепловую эрозию, сам электрод подвержен износу. Если электрод изнашивается слишком быстро, финальная геометрия прецизионные ЧПУ-детали будет нарушена.
Обычно мы используем графита или меди электроды, потому что они обеспечивают высокую проводимость и сопротивление износу. Чтобы убедиться, что электроды соответствуют нашим строгим стандартам, мы часто используем наш кастомных услуг по ЧПУ-обработке для изготовления этих инструментов с высокой точностью, прежде чем они попадут в станок EDM.
- Износ углов: Острые углы на электроде изнашиваются быстрее всего, что может округлить внутренние углы заготовки.
- Качество поверхности: Размер зерна графитового электрода напрямую влияет на качество поверхности формы или детали.
- Допуск по проекту: Мы проектируем размер электрода немного меньше желаемой полости, чтобы учесть «искровой зазор» (перерасход).
Настройки импульсов, параметры тока и напряжения
Настройки источника питания определяют скорость удаления материала и качество поверхности. Именно здесь играет важную роль наш инженерный опыт. Мы балансируем ток (ампераж) и длительность импульса для оптимизации реза без повреждения материала.
| Параметр | Функция | Влияние на качество |
|---|---|---|
| Ток (Амперы) | Контролирует энергию каждого искры. | Более высокий ток быстрее удаляет металл (черновая обработка), но оставляет более шероховатую поверхность. Меньший ток используется для финальной обработки. |
| Время включения импульса | Продолжительность тока за цикл. | Более длительное своевременное увеличение скорости удаления материала повышает показатели удаления, но создает более широкую зону теплового воздействия (ЗТВ). |
| Время отключения импульса | Пауза между искрами для удаления мусора. | Если слишком короткая, мусор вызывает дугу (короткое замыкание). Если слишком длинная, время цикла увеличивается без необходимости. |
| Напряжение зазора | Регулирует расстояние между искровым зазором. | Поддерживает точное расстояние между электродом и заготовкой для стабильной обработки. |
Материал заготовки и теплопроводность
Электроэрозионная обработка с погружением уникальна тем, что она режет проводящие материалы независимо от их твердости. Мы часто обрабатываем закаленную сталь, титан и карбид, которые разрушили бы традиционные режущие инструменты. Однако физические свойства заготовки все равно влияют на процесс.
Материалы с высокими температурами плавления и низкой теплопроводностью требуют больше энергии для эрозии. Например, обработка карбида требует других настроек, чем алюминий. Поскольку процесс безконтактный, мы исключаем механические нагрузки, но должны тщательно управлять тепловыми входами, чтобы предотвратить микротрещины в тепло-чувствительных сплавах.
Управление диэлектрической жидкостью и фильтрация
Диэлектрическая жидкость (обычно углеводородное масло) выполняет три важные функции: она служит изолятором до достижения напряжения ионизации, охлаждает заготовку и смывает эродированные частицы.
Правильная фильтрация обязательна для высокого качества услуги EDM-обработки. Если жидкость загрязнена, проводящие частицы, взвешенные в масле, могут соединить зазор, вызывая вторичные разряды (дугу), что повреждает поверхность детали. Мы используем строгие системы фильтрации, чтобы поддерживать чистоту диэлектрической жидкости и контроль температуры, обеспечивая точное поведение каждого искры.
Стоимость и производственные аспекты для электроэрозионной обработки с погружением
Понимание структуры стоимости электрическая разрядная обработка (EDM) важны для соблюдения бюджета проекта без ущерба для качества. В MS Machining мы не просто указываем цену; мы проектируем процесс так, чтобы вы платили за ценность, а не за неэффективность. Хотя электроэрозионная обработка с погружением часто воспринимается как премиусная услуга из-за высокой точности, она может реально снизить общие производственные затраты при правильном применении к сложным или закаленным деталям.
Когда электроэрозионная обработка с погружением является экономически выгодной по сравнению с альтернативными методами обработки
Электроэрозионная обработка с погружением становится наиболее экономичным решением, когда традиционные режущие инструменты достигают своих физических ограничений. Если вы работаете с закаленной сталью, титаном или экзотическими сплавами, стандартные торцевые фрезы быстро изнашиваются или ломаются, что ведет к высоким затратам на инструменты и браку деталей. Электроэрозионная обработка с погружением исключает механическую силу, позволяя обрабатывать эти твердые материалы без риска поломки инструмента.
Кроме того, для деталей, требующих острых внутренних углов или глубоких тонких ребер, EDM с погружением часто используется электроэрозионная обработка с погружением. только жизнеспособный вариант. Попытки добиться этих геометрий с помощью стандартных фрезерные станки с ЧПУ требовали бы микроинструментов и невероятно медленных скоростей подачи, увеличивая время работы станка. В этих сценариях процесс EDM быстрее и надежнее.
Стратегии времени цикла и эффективности для массового производства
Хотя SinkER EDM обычно медленнее, чем обычное фрезерование, мы используем специальные стратегии для поддержания стандартных сроков выполнения 3-7 дней. Эффективность в услугах EDM обработки зависит от умного управления электродами и минимизации времени простоя.
- Многоэлектродная настройка: Мы используем черновые электроды для быстрого удаления материала и финальные электроды для достижения идеального допускa +/- 0.005 мм.
- Пакетная обработка: Одновременная обработка нескольких деталей в резервуаре максимизирует эффективность диэлектрической жидкости и времени настройки.
- Автоматизация: Наши процессы, сертифицированные по ISO 9001:2015, обеспечивают, что после начала цикла обработки он идет без перебоев, что позволяет реализовать потенциал «выключенного производства» при больших заказах.
Стоимость изготовления инструментов и электродов
В отличие от проволочной EDM, которая использует катушку проволоки, SinkER EDM требует изготовленного на заказ электрода сложной формы — обычно из графита или меди — для формирования полости. Это означает наличие первоначальных затрат на изготовление электрода.
Однако эти затраты часто компенсируются долговечностью процесса. Один качественный графитовый электрод может выполнить несколько прецизионные ЧПУ-детали до необходимости замены. Для сложных 3D-каверов стоимость обработки одного электрода значительно ниже стоимости разрушения нескольких дорогих карбидных фрез по твердому заготовке. Мы оптимизируем дизайн электрода для максимального использования и минимальных отходов.
Баланс между качеством, скоростью и стоимостью в вашем производственном процессе
Ключ к успешному проекту — знать, когда использовать SinkER EDM, а когда полагаться на другие методы. Мы часто рекомендуем гибридный подход. Мы можем использовать ЧПУ-фрезерование для удаления основной части материала, а затем переключиться на SinkER EDM для сложных деталей и финальной обработки поверхности.
Этот подход сочетает скорость фрезерования с точностью EDM. Независимо от того, рассчитываете ли вы как создать прототип или переходите к полномасштабному производству, балансировка этих факторов обеспечивает получение высокоточных компонентов без лишних затрат. Наша инженерная команда рассматривает каждый дизайн, чтобы рекомендовать наиболее эффективный путь производства.
Лучшие практики интеграции Sinker EDM в производство
Чтобы максимально использовать услуги EDM-обработки, важно стратегически встроить этот процесс в ваш более широкий производственный поток. В MS Machining мы рассматриваем Sinker EDM не как отдельную задачу, а как важный завершающий этап, дополняющий стандартную обработку для достижения геометрий, которые традиционные режущие инструменты просто не могут достичь.
Проектирование для EDM: оптимизация геометрии детали для обрабатываемости
Проектирование для Sinker EDM требует другого подхода, чем проектирование для фрезерования. Поскольку процесс использует сформированный электрод для эрозии материала, дизайн должен учитывать форму электрода и промывку диэлектрической жидкости.
- Учитывайте износ электрода: Хотя мы можем достигать высокой точности, электрод изнашивается. Проектирование полостей с постоянными углами наклона помогает сохранять точность и увеличивать срок службы электрода.
- Каналы промывки: Для глубоких полостей убедитесь, что геометрия позволяет обеспечить достаточную циркуляцию жидкости для удаления отходов. Плохая промывка может привести к дуговым пробоям и дефектам поверхности.
- Выбор материала: Мы можем обрабатывать широкий спектр материалах для металлических деталей, обработанных на ЧПУ, включая закаленные стали и экзотические сплавы. Выбор правильного материала перед термической обработкой может значительно сэкономить время на этапе EDM.
Комбинирование EDM с ЧПУ-фрезерованием или шлифованием для сложных деталей
Эффективность производства часто достигается использованием правильного инструмента на соответствующем этапе. Sinker EDM редко используется для массового удаления материала из-за своей меньшей скорости по сравнению с фрезерованием. Вместо этого мы применяем гибридный подход для максимизации скорости и точности.
- Черновая обработка с помощью ЧПУ: Мы используем ЧПУ-фрезерование для удаления основной части материала, пока металл находится в более мягком состоянии.
- Термическая обработка: Деталь закаливается до требуемых характеристик.
- Финишная обработка с помощью Sinker EDM: Мы используем Sinker EDM для вырезания сложных элементов, острых внутренних углов или глубоких ребер в закалённом материале без риска деформации.
Этот рабочий процесс сильно зависит от качества используемых электродов. Мы применяем прецизионные обработка графита на станках методы создания индивидуальных электродов, соответствующих точным техническим требованиям, обеспечивая безупречное окончательное прожигание.
Регулярное обслуживание и калибровка для стабильных результатов
Поддержание строгих допусков в +/- 0.005мм требует строгого соблюдения протоколов обслуживания. Наши стандартам ISO 9001:2015 сертифицированные процессы обеспечивают надежность оборудования, не компрометирующую качество деталей.
- Качество диэлектрической жидкости: Мы постоянно фильтруем и контролируем диэлектрическую жидкость. Чистая жидкость важна для стабильного электрического разряда и высокого качества поверхности.
- Калибровка: Регулярная калибровка осей станка обеспечивает сохранение точности позиционирования в течение производственных циклов.
- Осмотр электродов: Перед каждым искрой мы проверяем электрод на соответствие размерам, чтобы гарантировать, что полученные Точные детали на ЧПУ соответствуют вашим точным требованиям.
Будущие тенденции в области Sink EDM и прецизионного производства
Интеграция с ЧПУ и автоматизированными производственными линиями
Время работы Sink EDM как отдельной системы уходит в прошлое. Мы наблюдаем масштабный переход к полной автоматизации, когда блоки EDM интегрированы прямо в крупные производственные ячейки. Роботы теперь осуществляют замену электродов и паллетизацию заготовок, что позволяет организовать производство без постоянного присутствия человека. Такая связность обеспечивает Точные детали на ЧПУ плавный переход от фрезерования к EDM без ошибок ручного вмешательства. Используя передовые услугами по проектированию на ЧПУ, мастерские могут синхронизировать эти машины для максимизации времени работы шпинделя и пропускной способности, значительно сокращая сроки выполнения сложных проектов.
Интеллектуальные системы EDM с мониторингом в реальном времени и оптимизацией на базе ИИ
Интеллект машин революционизирует электрическая разрядная обработка. Современные системы оснащены алгоритмами ИИ, которые в реальном времени контролируют зазор искры и условия разряда. Вместо того чтобы полагаться только на заданные параметры, машина «чувствует» резку и мгновенно регулируется для поддержания стабильности.
- Адаптивное управление: Автоматически регулирует ток и время отключения, чтобы предотвратить дуговой разряд и поломку проволоки.
- Прогнозное обслуживание: Датчики предупреждают операторов до выхода из строя компонента, предотвращая простои.
- Оптимизация процесса: Система учится на предыдущих резках, чтобы оптимизировать скорость и качество обработки для будущих партий.
Достижения в материалах электродов и эффективности обработки
Мы также наблюдаем значительные улучшения в материалах, используемых для электродов. Новый графит высокой плотности и специализированные медные сплавы обеспечивают превосходную износостойкость, что означает, что электрод сохраняет свою форму дольше. Это критично для поддержания точных допусков на прецизионных ЧПУ-деталей при одновременном снижении количества электродов, необходимых для каждой работы. Эти материалы, в сочетании с более быстрыми технологиями генераторов, позволяют услуги EDM-обработки достигать более тонких поверхностных отделок за меньшее время. Для очень мелких и сложных деталей сочетание этих передовых материалов с микрообработки ЧПУ возможностями обеспечивает высочайший уровень детализации и точности.