Основная причина: затраты на инструментальное оборудование доминируют в ценообразовании при низком объеме
Когда мы анализируем цены на прототипное литье под давлением, единственной крупнейшей переменной, создающей разницу в цене, является первоначальные инвестиции в саму форму. В производстве с высоким объемом — когда мы производим миллионы единиц — стоимость прецизионной формы амортизируется за весь цикл, снижая влияние на цену за единицу до долей цента. Однако в мелкосерийного производства, те же затраты на инструментальное оборудование делятся только на несколько сотен или тысяч деталей. Отсутствие амортизации объясняет, почему цена за деталь при прототипном запуске часто значительно отличается от оценок для массового производства.
Как амортизация формы влияет на вашу цену
Если форма стоит 1ТP4T10 000 на проектирование и обработку:
- Производство с высоким объемом (100 000 деталей): Форма добавляет $0.10 к каждой детали.
- Низкий объем (100 деталей): Форма добавляет $100.00 к каждой детали.
Эти расчеты формируют структуру стоимости при литье под давлением в малых объемах Поставщики, предлагающие «производственную цель», включают надежные инструменты, способные выдержать миллионы циклов, в то время как мастерские, ориентированные на быстром инструментировании предложат более дешевые, менее долговечные варианты, чтобы снизить начальные инвестиции.
Раздел материалов формы: 3D-печать против алюминия против стали
Выбранный материал для формы напрямую влияет на итоговую стоимость. В MS Machining мы адаптируем стратегию инструментального оборудования в зависимости от конкретных потребностей жизненного цикла проекта.
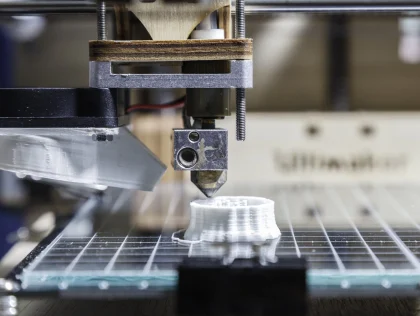
- Формы, напечатанные на 3D-принтере: Самый дешевый и быстрый вариант для очень низких объемов (10-50 деталей). Однако они обеспечивают плохую отделку поверхности, не могут точно удерживать допуски и быстро изнашиваются под воздействием тепла и давления.
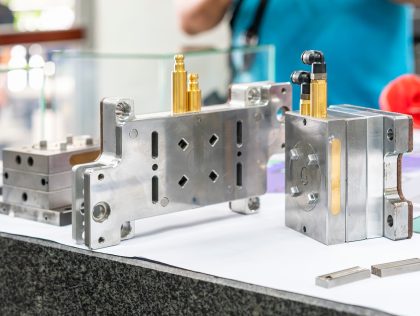
- Алюминиевые формы (мостовые формы): Стандарт для низких затрат на инструментальные расходы. Алюминий мягче и быстрее обрабатывается на ЧПУ, чем сталь, что значительно сокращает сроки выполнения и стоимость обработки. Он идеально подходит для серий из нескольких тысяч единиц, но не обладает достаточной прочностью для процессов высокого давления, таких как Металлоинжекционное формование (MIM).
- Закаленные стальные формы: Золотой стандарт для последовательности и точности. Хотя это влечет за собой самые высокие первоначальные затраты, это необходимо для достижения точных допусков (до ±0,31ТП3Т) и высокого качества поверхности, требуемых в аэрокосмической или медицинской продукции.
Сравнение стоимости: базовый алюминиевый инструмент против закаленной стали
Коммерческое предложение на базовый алюминиевый инструмент может быть на 40-60% дешевле, чем производственная форма из закаленной стали. Если вы получаете два предложения с огромной разницей в цене, один поставщик, скорее всего, предлагает «мягкий» инструмент, предназначенный для короткого срока службы, а другой — «жесткий» инструмент, рассчитанный на долговечность и высокоточную повторяемость. Для процессов, таких как MIM, где затраты на сырье выше, а давление интенсивное, инвестиции в стальные инструменты часто являются обязательными для сохранения структурной целостности и точности размеров.
Сложность проектирования формы и предположения

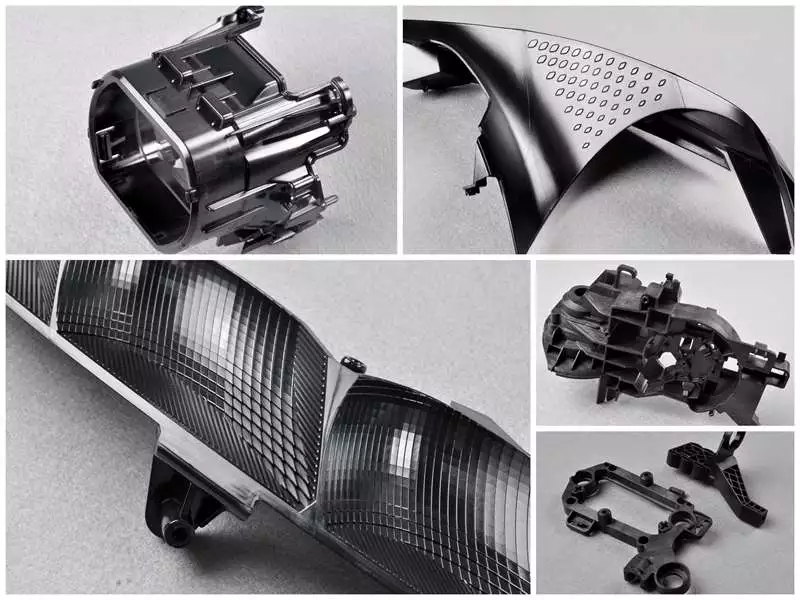
Физическая геометрия вашей детали часто является главным фактором вариации стоимости в цены на прототипное литье под давлением. Простая форма «открыть-закрыть» относительно недорогая, но как только вы вводите сложные особенности, требования к инструменту кардинально меняются.
Влияние геометрии детали: вырезы и допуски
Если ваш дизайн включает вырезы, боковые элементы или внутренние резьбы, мы не можем использовать стандартную двухплоскостную форму. Нам приходится проектировать сложные слайдеры, подъемники или складывающиеся ядра, что значительно увеличивает низких затрат на инструментальные расходы.
- Толщина стенок: Для процессов, таких как литье металлом или стандартные пластики, поддержание оптимальной толщины стенки (обычно < 6мм) имеет решающее значение для предотвращения дефектов. Более толстые секции требуют более длительного времени охлаждения и большего количества материала, что увеличивает стоимость цикла.
- Требования к точности: Стандартная точность формования составляет около ±0.5%. Если ваши требования к точности печати более строгие (до ±0.31ТП3Т), мы должны обрабатывать форму с более высокой точностью и, возможно, использовать более дорогие, долговечные материалы для формы, чтобы сохранить эти размеры в течение всего производства.
Скрытые предположения: срок службы формы и количество полостей
При сравнении цен важно точно знать, какой тип инструмента создается. Оценка стоимости для структуру стоимости при литье под давлением в малых объемах может основываться на алюминиевой форме с одной полостью, рассчитанной на всего 500 отливок (мостовое оборудование). Другой поставщик может предлагать закаленную стальную форму, способную на 100 000 отливок.
- Одна полость против многополостной: Для прототипов мы обычно используем однополостные инструменты, чтобы минимизировать начальные затраты.
- Срок службы формы: Всегда уточняйте ожидаемый срок службы. Если вам нужно всего 50 деталей, оплата за производственную форму класса 101 — это пустая трата капитала.
Почему некоторые оценки кажутся подозрительно низкими: фактор DFM
Чрезвычайно низкие оценки часто пропускают Проектирование для производительности (DFM) инжекционного анализа. Дешевое «печать-до-детали» обслуживание может точно вырезать форму по вашему CAD-файлу без предупреждения о проблемах с уклоном или невозможных геометриях, что приводит к отказу детали. Надежные оценки включают инженерное время для проверки дизайна. В некоторых случаях после проверки DFM мы можем даже предложить, что для очень небольших объемов сравнение литьевого формования пластика и CNC-обработки показывает, что обработка — более быстрая и экономичная альтернатива до увеличения объемов.
Включенные инженерные и поддерживающие услуги (или нет)
При сравнении цены на прототипное литье под давлением, одним из главных отличий является уровень инженерной поддержки, включенной в итоговую стоимость. Оценка, которая кажется удивительно низкой, часто представляет собой услугу «печать-до-детали». В этой модели производитель просто выполняет ваш CAD-файл без анализа. Если ваш дизайн не подходит, стоимость переделки полностью ложится на вас. Напротив, полносервисные поставщики включают всестороннюю Проектирование для производимости (DFM) обратную связь для выявления проблем, таких как уклоны или вариации толщины стенок, до начала производства.
Реальная стоимость настройки и валидации
Проверка пресс-формы для мелкосерийного производства не так проста, как нажатие кнопки. Надежное предложение учитывает квалифицированный труд, необходимый для настройки параметров процесса — температуры, давления и времени охлаждения — для достижения однородности деталей. Этот этап часто включает в себя:
- Образцы T1: Первые отливки из пресс-формы, используемые для проверки основной геометрии.
- Испытания T2/T3: Последующие прогоны для уточнения размеров и отделки поверхности.
- Финальная проверка: Обеспечение соответствия деталей определенным допускам (часто до ±0,3% в наших специализированных процессах).
Создание этих точных пресс-форм и приспособлений часто требует продвинутых фрезерные станки с ЧПУ чтобы каждая полость соответствовала точным спецификациям конструкции. Хотя пропуск этих этапов проверки снижает первоначальную ставку, это значительно увеличивает риск получения непригодных для использования деталей.
Экспертное руководство по материалам и процессам
Для таких отраслей, как аэрокосмическая или медицинская техника, где мы часто видим требования к высокой прочности MIM (Литье металлов под давлением) или специализированных сплавов, инженерное руководство является обязательным. Более высокая цена обычно отражает опыт инженеров, которые могут порекомендовать правильное сырье или полимер для достижения целей по механическим характеристикам. Этот уровень экспертной обратной связи DFM гарантирует, что независимо от того, запускаем ли мы несколько сотен или несколько тысяч единиц, структурная целостность конечного компонента никогда не будет скомпрометирована. Надежные партнеры по производству заранее инвестируют время, чтобы гарантировать, что услугами обработки металлов с ЧПУ из сплавов и процессы формования дают функциональный, прочный продукт при первом допустимом запуске.
Выбор материала и производственные переменные
При рассмотрении предложений для мелкосерийного производствасырье, которое вы указываете, является огромным фактором стоимости. Существует огромная разница между стандартными материалами и высокопроизводительными инженерными сортами. По нашему опыту работы с литьем металлов под давлением (MIM), специализированное сырье — смесь металлического порошка и связующего — может составлять до в 10 раз дороже чем традиционные материалы порошковой металлургии. Этот ценовой разрыв увеличивается при использовании экзотических сплавов или высокотемпературных пластиков для цены на прототипное литье под давлением, где отходы материала во время настройки не могут быть распределены на миллионы единиц.
Время цикла и сложность труда также значительно искажают показатели при малых объемах производства.
- Время настройки: Калибровка машины для серии из 500 деталей занимает столько же времени, сколько и для серии из 50 000 деталей.
- Этапы обработки: Передовые методы, такие как MIM, требуют полного цикла обработки, включая инъекцию, обезжиривание и спекание для достижения плотности.
- Ручная отделка: Малые объемы часто полагаются на ручную постобработку, а не автоматические линии, что увеличивает трудозатраты на одну деталь.
Предназначенное применение сильно влияет на окончательную цену. Если вы разрабатываете компоненты для регулируемых секторов, расчет стоимости должен учитывать строгую проверку. Например, строгий контроль качества в аэрокосмической и медицинской сферах требует обширной документации и тестирования, чтобы обеспечить соответствие деталей строгим стандартам безопасности. Наша работа в области медицинского производства для устройств и оборудования часто включает более жесткие допуски (до ±0.3%) и специальные обработки поверхности, что естественно повышает стоимость по сравнению со стандартным коммерческим проектом.
Другие факторы, влияющие на вариации стоимости
Когда вы сравниваете разные предложения для структуру стоимости при литье под давлением в малых объемах, разрыв в цене не ограничивается только металлом или временем работы машины. Несколько внешних логистических и стратегических факторов существенно влияют на итоговую сумму. Понимание этих переменных помогает понять, почему одно предложение может быть вдвое дороже другого при одинаковом дизайне детали.
Внутреннее производство против зарубежного производства
Физическое расположение производителя — самый значимый фактор в факторы ценообразования при индивидуальном литье под давлением.
- Трудовые ресурсы и накладные расходы: Производство в России часто сопровождается более высокими почасовыми ставками для квалифицированных машинистов и накладными расходами по сравнению с такими предприятиями, как наши в Китае.
- Цепочка поставок: Хотя оффшорное производство обычно предлагает значительную экономию на начальных различиях в стоимости быстрого формования, необходимо учитывать логистику доставки.
- Глобальный охват: Мы обслуживаем клиентов по всей России из нашего предприятия в Цзянмэне. Альтернатива обычно заключается в близости и существенной экономии при инвестировании в формы.
Премии за сокращённое время выполнения заказов
Время часто является самым дорогим ресурсом в производстве. Если вам нужно цены на прототипное литье под давлением превратить в детали за несколько дней, а не недель, ожидайте дополнительную плату.
- Экспресс-обработка: Срочные заказы нарушают стандартные графики производства, требуя сверхурочной работы и приоритезации машин.
- Способы доставки: Перевозка деталей воздушным транспортом вместо морского значительно увеличивает стоимость за единицу, но необходима для соблюдения жестких сроков.
- Быстрые решения: Для немедленных тестовых нужд понимание преимуществ быстрого прототипирования может помочь вам решить, платить ли за скорость сейчас или дождаться стандартной серии производства.
Несовпадение определений объема
Общий источник путаницы в мелкосерийного производства само по себе определение «низкий объем».
- Ожидания поставщика: Для крупного автомобильного поставщика 10 000 единиц могут быть «пробным запуском». Для специализированной мастерской 10 000 единиц — это полноценный контракт на производство.
- Экономия за счет масштаба: Наш процесс литья металлического инжекционного формования (MIM), например, наиболее экономичен при спросе от нескольких тысяч до миллионов. Если расчет стоимости предполагает масштабирование до миллионов, амортизированные затраты на оснастку выглядят иначе, чем при заказе одной партии из 500 единиц.
- Минимальные объемы: Всегда уточняйте, есть ли у поставщика минимальный заказ (MOQ), который увеличивает цену на меньшие партии.
Эффективное сравнение ценовых предложений
Когда вы получаете предложения на производство малых объемов, которые сильно отличаются, это обычно связано с разными предположениями поставщиков о сроке службы вашего проекта и требованиях к точности. Чтобы не сравнивать временный прототип с производственным изделием, необходимо внимательно изучить детали каждого предложения.
Контрольный список для сравнения RFQ «яблоко с яблоком»
- Отделите оснастку от стоимости за единицу: Всегда запрашивайте разбивку, которая отделяет расходы на неповторяющуюся инженерную работу (NRE) — такие как проектирование и подготовка формы — от стоимости за деталь. В процессах, таких как металлическое инжекционное формование (MIM), начальные инвестиции в оснастку и формы являются значительным фактором затрат. Если одно предложение объединяет эти расходы, оно скрывает истинную стоимость масштабирования в будущем.
- Уточните ожидаемый срок службы формы: Проверьте предполагаемый ресурс формы. Предложение на «мягкую» форму, рассчитанную на 500 отстрелов, будет значительно дешевле, чем закаленная сталь, рассчитанная на 100 000 отстрелов, но это не поможет при увеличении производства.
- Подтвердите технические характеристики материала: Убедитесь, что каждый поставщик предлагает одинаковое сырье. В специализированных областях порошковый материал для MIM может быть в 10 раз дороже стандартных порошков, поэтому более дешевое предложение может означать использование менее качественного материала.
Оценка включения DFM и сертификатов качества
Самое низкое предложение часто исключает важную инженерную поддержку. Надежное предложение должно включать обратную связь по проектированию для производства (DFM), чтобы оптимизировать толщину стенок (желательно < 6 мм для MIM) и допуски. В MS Machining мы ориентируемся на достижение точности «Net-Near-shape», чтобы снизить необходимость вторичной обработки. Если поставщик не задает вопросы о вашей геометрии или не предлагает услуги высокоточной ЧПУ-обработки для функций, которые слишком сложны для формовки, они могут экономить на контроле качества. Всегда проверяйте, что в стоимости учтены необходимые постобработки, такие как термическая обработка или шлифовка поверхности, чтобы конечные детали соответствовали вашим механическим требованиям.
Часто задаваемые вопросы о ценах на малосерийное формование
Какой самый дешевый материал для формы при производстве 100 деталей?
Для очень коротких тиражей или прототипное литье под давлением, алюминий (особенно 7075 или QC-10) обычно является наиболее экономичным вариантом. Алюминий мягче и быстрее обрабатывается, чем инструментальная сталь, что значительно снижает начальные расходы низких затрат на инструментальные расходы. Однако, если речь идет о металлоинжекционном формовании (MIM), форма должна выдерживать более высокие давления и абразивные сырьевые материалы, поэтому мы часто рекомендуем использовать хотя бы предварительно закаленную сталь, чтобы инструмент выдержал работу без ухудшения точности детали.
Требует ли низкосерийное литье под давлением стальные формы?
Нет, низкосерийное производство не обязательно требует закаленных стальных форм. Мы часто используем «мостовое оборудование» или быстрое формование из алюминия или более мягких сталей (например, P20) для объемов от 50 до нескольких тысяч единиц. Эти материалы сокращают сроки изготовления и начальные инвестиции. Однако, если ваш дизайн требует высокой точности допусков (±0.3%) или использует абразивные стекловолоконные пластики или металлические сырьевые материалы, мы можем не рекомендовать алюминий, чтобы избежать преждевременного износа инструмента, что может повлиять на качество детали.
Сколько в среднем стоит прототипная форма для литья под давлением?
Нет единой цены, потому что различиях в стоимости быстрого формования зависят полностью от геометрии и размера детали. Простая, открытая форма для небольшого кронштейна может стоить несколько тысяч долларов, в то время как сложная форма с боковыми движущимися частями, слайдерами для вырезов или EDM-обработкой глубоких ребер будет значительно дороже. Стоимость выбора материала для формы также играет роль; правильный выбор материалах для металлических деталей, обработанных на ЧПУ для инструмента балансирует начальные затраты с ожидаемым сроком службы инструмента.
Почему стоимость за одну деталь выше при малых тиражах?
Повышенная цена за единицу в мелкосерийного производства в основном связана с амортизацией форм для литья под давлением. Когда вы производите 100 000 деталей, стоимость формы распределяется равномерно, добавляя копейки к каждой единице. Когда вы производите всего 500 деталей, та же самая стоимость инструмента значительно увеличивает цену каждой единицы. Кроме того, процессы настройки — включая нагрев машин, смену материалов и пробные запуски T1 — требуют одинакового количества труда и времени работы оборудования независимо от того, выпускаете ли вы 100 или 10 000 деталей. В процессах, таких как MIM, сама исходная заготовка также является премиальным фактором, стоимость которой может достигать до 10 раз больше, чем у традиционных материалов порошковой металлургии.