

Heb je moeite om complexe holtes of exotische legeringen te bewerken met standaard freesgereedschap?
Je bent niet alleen. Het behalen van strakke toleranties zonder de bank te breken is de ultieme uitdaging in de moderne productie.
In deze gids ga je precies leren Wat is Sinker EDM en waarom het de go-to oplossing is voor hoogprecisie componenten.
Van het maken van ingewikkelde mallen en matrijzen tot het beheersen van spark gap controle, we gaan verder dan de basis. Ik heb de essentiële strategieën verzameld om je te laten zien Hoe het je productiekwaliteit kan verbeteren, secundaire bewerking kan verminderen, en je workflow kan optimaliseren voor maximale efficiëntie.
Laten we meteen beginnen.
Wat is Sinker EDM en waarom het belangrijk is in de moderne productie
Inleiding tot Elektrisch Ontladingsbewerking (EDM)
Elektrisch Ontladingsbewerking (EDM) is een niet-traditioneel productieproces dat thermische energie gebruikt om materiaal van een werkstuk te verwijderen. In tegenstelling tot conventioneel frezen of draaien, dat afhankelijk is van scherpe snijgereedschappen en mechanische kracht, erödeert EDM materiaal met behulp van een reeks snel herhaalde elektrische ontladingen (vonken) tussen een elektroden en het geleidend werkstuk.
At MS Bewerking, we maken gebruik van edm bewerkingsdiensten om componenten te produceren die moeilijk of onmogelijk te vervaardigen zijn met standaard bewerkingsmethoden. Omdat het proces niet-contact is, elimineert het mechanische stress, waardoor het ideaal is voor het bewerken van fragiele onderdelen of extreem harde materialen zoals gehard staal, titanium en exotische legeringen zonder vervorming te veroorzaken.
Het verschil tussen Sinker EDM en Wire EDM
Hoewel beide methoden gebruik maken van elektrische ontlading, dienen Sinker EDM en Wire EDM verschillende doelen in de productie van precisie CNC-onderdelen. Het begrijpen van het verschil is cruciaal voor het kiezen van het juiste proces voor uw project.
| Kenmerk | Sinker EDM (Diesinking) | Draad EDM |
|---|---|---|
| Gereedschap | Op maat gevormde elektrode (Grafiet of Koper) | Dun, elektrisch geladen draad |
| Primaire Toepassing | Blinde holtes, mallen, scherpe interne hoeken | Doorlopende gaten, 2D-profielen, snijplaten |
| Vormtype | Complexe 3D-vormen en ingewikkelde details | Prismatische vormen en verticale sneden |
| Materiaalinvoer | Duikt in het materiaal (Z-as) | Snijdt door het materiaal (X-Y-as) |
Sinker EDM is onze standaardoplossing wanneer een ontwerp diepe ribben, blinde gaten of complexe interne geometrieën vereist die een draad niet kan bereiken.
Waarom Sinker EDM steeds meer aandacht krijgt in hoogprecisieproductie
Sinker EDM is onmisbaar geworden voor industrieën die extreme nauwkeurigheid en geometrische complexiteit eisen. Naarmate de vraag naar miniaturisatie en zeer gedetailleerde precisieonderdelen cnc groeit, traditionele snijgereedschappen ondervinden vaak beperkingen wat betreft gereedschapbereik en hoekstraal.
Belangrijke drijfveren voor de adoptie van Sinker EDM zijn:
- Extreme Precisie: We bereiken toleranties zo strak als +/- 0,005mm, wat herhaalbaarheid van onderdeel tot onderdeel garandeert.
- Complexe geometrieën: Het maakt het mogelijk om scherpe interne hoeken en diepe, dunne ribben te creëren die freesmachines fysiek niet kunnen bewerken.
- Hardheidonafhankelijkheid: Het proces is effectief ongeacht de hardheid van het materiaal, waardoor we onderdelen kunnen bewerken na warmtebehandeling om thermische vervorming te voorkomen.
- Superieure Afwerking: Sinker EDM produceert een uniforme afwerking van het oppervlak, wat vaak de noodzaak voor handmatig polijsten in matrijzenproductie vermindert.
Door Sinker EDM te integreren met onze CNC-frezen en draaien-capaciteiten, bieden wij een uitgebreide “one-stop” productieoplossing die de kloof overbrugt tussen prototyping en grootschalige productie.
Hoe Sinker EDM Werkt: De Basis van het Proces
Het begrijpen van Sinker EDM vereist een verschuiving van je denkwijze van traditioneel snijden naar thermische erosie. In tegenstelling tot standaard bewerking die scherpe gereedschappen gebruikt om metaal weg te snijden, elektro-erosie gebruikt gecontroleerde elektrische vonken om het materiaal te vormen. Deze onderscheidende aanpak stelt ons in staat om componenten te vervaardigen die vrijwel onmogelijk te maken zijn met conventionele snijgereedschappen.
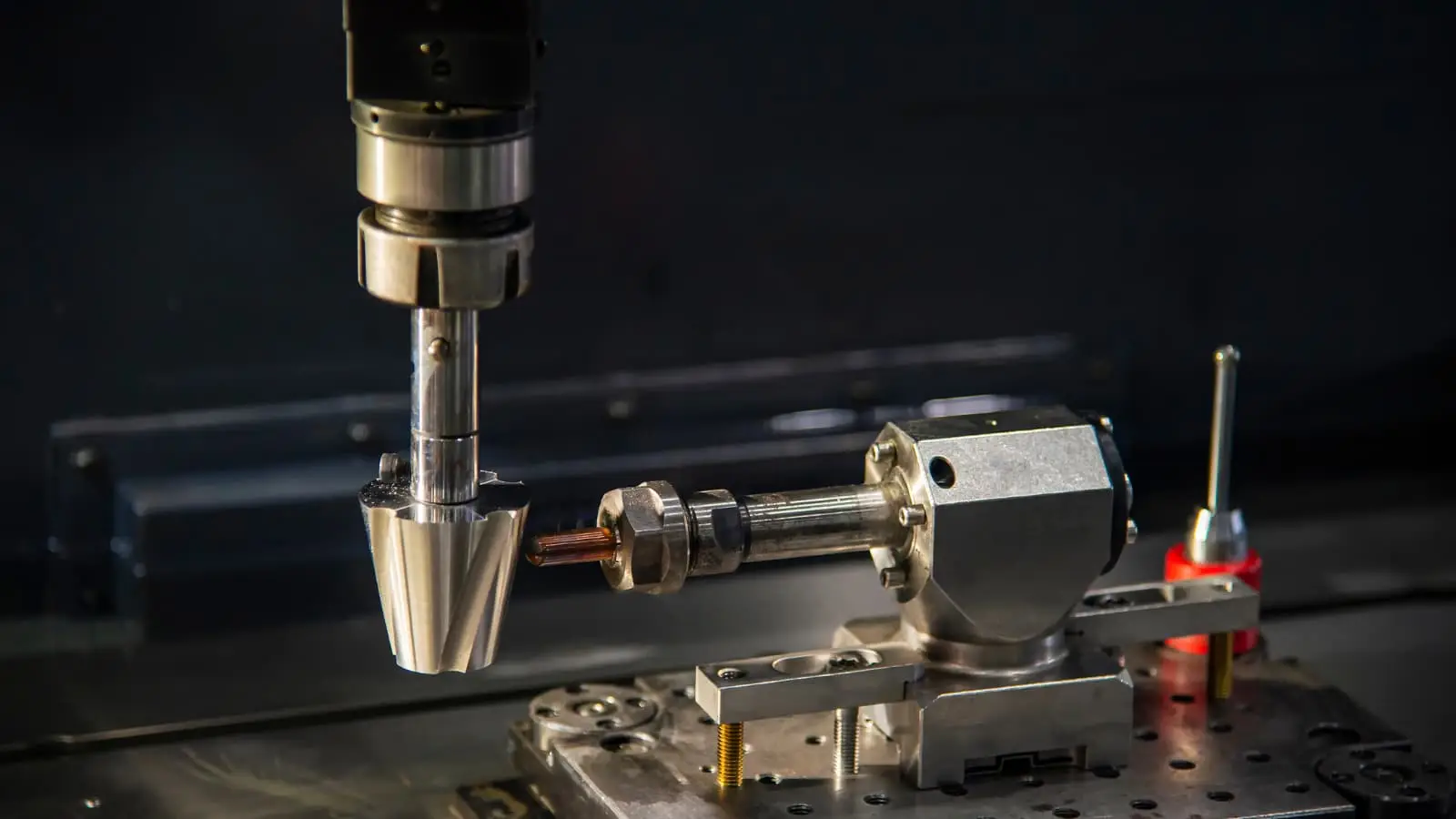
Interacties tussen Elektroden en Werkstuk in Sinker EDM
Het kernproces van Sinker EDM omvat een op maat gemaakte elektrode en een geleidend werkstuk. Bij MS Machining bewerken we deze elektroden meestal van grafiet of koper om de exacte “negatieve” of omgekeerde vorm van de benodigde holte te matchen.
In plaats van fysiek contact met het materiaal te maken, wordt de elektrode naar het werkstuk gebracht. Er wordt een hoogfrequente elektrische stroom tussen de twee gegenereerd. De elektrode fungeert als het snijgereedschap, maar maakt nooit direct contact met het onderdeel. Deze niet-contacteigenlijkheid is cruciaal omdat het mechanische spanning elimineert, waardoor vervorming vaak voorkomt bij het bewerken van dunne of delicate kenmerken.
Dielectrische vloeistoffen en controle van het vonkgap
De hele operatie vindt plaats in een tank gevuld met dielectrische vloeistof, meestal een gespecialiseerde koolwaterstofolie. Deze vloeistof vervult drie essentiële functies in onze edm bewerkingsdiensten:
- Isolatie: Het voorkomt dat de vonk voortijdig overspring totdat de spanning het juiste drempelniveau bereikt.
- Koeling: Het houdt zowel het werkstuk als de elektrode op een stabiele temperatuur om warmte-affected zones te minimaliseren.
- Spoeling: Het spoelt de microscopische metalen deeltjes (chips) weg die tijdens het proces ontstaan.
Het “vonkgap”—de afstand tussen de elektrode en het werkstuk—wordt met uiterste precisie gehandhaafd. Als de gap te breed is, springt de vonk niet over; als hij te smal is, sluit het systeem door. Door dit gap strikt te controleren, zorgen we voor de productie van hoogwaardige precisie CNC-onderdelen met consistente reproduceerbaarheid.
Materiaalverwijderingsmechanisme en precisiefactoren
Materiaalverwijdering in Sinker EDM gebeurt door intense hitte. De elektrische ontladingen creëren lokale plasma-kanalen die temperaturen bereiken tussen 8.000°C en 12.000°C. Dit smelt of verdampt onmiddellijk een microscopisch hoeveelheid materiaal op het oppervlak van het werkstuk.
Omdat dit proces materiaal deeltje voor deeltje verwijdert, kunnen we ongelooflijke details bereiken. Verschillende factoren dragen bij aan de hoge precisie die we leveren:
- Tolerantiecapaciteiten: We kunnen toleranties bereiken zo strak als +/- 0,005mm.
- Hardheidonafhankelijkheid: Aangezien het proces thermisch is, niet mechanisch, kunnen we gehard staal, titanium en carbide net zo gemakkelijk bewerken als zacht aluminium.
- Oppervlakte-integriteit: De ontladingsfrequentie kan worden aangepast om specifieke afwerkingen te produceren, waardoor handmatig polijsten wordt verminderd.
Belangrijkste voordelen van het gebruik van Sinker EDM in productie
Bij MS Machining gebruiken we Sinker EDM niet alleen als back-upmethode, maar als de primaire oplossing voor functies die simpelweg onmogelijk zijn met traditionele snijgereedschappen. Wanneer uw project vereist precisieonderdelen cnc met interne functies die standaard endmills niet kunnen bereiken, levert dit proces de nauwkeurigheid en herhaalbaarheid die nodig zijn voor productie met hoge inzet.
Hoge precisie voor complexe geometrieën en ingewikkelde holtes
De opvallende capaciteit van Sinker EDM is het vermogen om scherpe interne hoeken, diepe dunne ribben en blinde holtes te creëren zonder de radiusbeperkingen van een roterend gereedschap. Terwijl 5-assige CNC precisieonderdelen voordelen aanzienlijk zijn voor complexe externe contouren, is Sinker EDM de superieure keuze voor interne complexiteiten.
- Strakke toleranties: We behalen consequent toleranties zo strak als +/- 0,005mm.
- Scherpe hoeken: Produceer interne vierkante hoeken die mechanisch onmogelijk zijn voor ronde freesmachines.
- Diepe holtes: Bewerk effectief diepe, smalle sleuven zonder gereedschapsrimpeling of deflectie.
Superieure afwerking van het oppervlak en vermindering van secundaire bewerkingen
Een van de directe voordelen die we zien in onze edm bewerkingsdiensten is de kwaliteit van de afwerking direct uit de tank. Het ontladingsproces creëert een uniforme, kraterachtige oppervlakstructuur die goed lubricatie vasthoudt, wat ideaal is voor het maken van mallen. Omdat de afwerking zo consistent is, verminderen we aanzienlijk de tijd en kosten die gepaard gaan met handmatig polijsten of secundaire afwerkingsprocessen, waardoor de overgang van bewerking naar eindmontage wordt gestroomlijnd.
Vermogen om harde metalen en exotische legeringen te bewerken
Hardheid is geen beperkende factor voor Sinker EDM. In tegenstelling tot conventionele bewerking, die moeite heeft met geharde materialen, werkt ons elektro-erosie proces moeiteloos op elk geleidbaar materiaal, ongeacht de hardheidswaarde.
- Materiaal veelzijdigheid: We bewerken gehard staal, titanium, carbide en exotische legeringen met gemak.
- Post-heat treatment bewerking: We kunnen machineonderdelen maken na ze zijn warmtebehandeld, waardoor het risico op dimensionale vervorming dat vaak optreedt bij warmtebehandeling van bewerkte onderdelen, wordt geëlimineerd.
Minimaal thermisch spannings- en vervormingsniveau in vergelijking met traditionele frezen
Sinker EDM is een contactloos proces. Er is geen fysiek gereedschap dat het werkstuk raakt, wat betekent dat er absoluut geen mechanische kracht op het onderdeel wordt uitgeoefend. Dit is cruciaal voor delicate of dunwandige componenten die zouden buigen of vervormen onder de druk van een CNC-snijkop. Door stress uit te schakelen, zorgen we ervoor dat het uiteindelijke onderdeel zijn beoogde geometrie perfect behoudt, wat een niveau van betrouwbaarheid biedt dat essentieel is voor hoogwaardige productievolumes.
Toepassingen van Sinker EDM in verschillende industrieën
Bij MS Machining zetten we Sinker EDM (Elektrisch Ontladingsbewerking) in wanneer traditionele snijmethoden vastlopen. Of het nu gaat om het bewerken van ongelooflijk harde materialen of geometrieën die fysiek onmogelijk zijn voor een roterend gereedschap om te snijden, dit proces vormt de ruggengraat van hoogwaardig fabricagewerk. Van het maken van ingewikkelde mallen tot het produceren van vluchtkritische hardware, onze edm bewerkingsdiensten zorgen ervoor dat complexe ontwerpen functionele realiteiten worden zonder de materiaaleigenschappen te compromitteren.
Mal- en matrijzenfabricage voor spuitgieten
De meest voorkomende toepassing voor Sinker EDM is in de productie van mallen en matrijzen. Bij het maken van mallen voor kunststof spuitgieten of drukgieten, moeten we vaak blinde holtes met scherpe interne hoeken en diepe, dunne ribben bewerken—kenmerken die een ronde frees eenvoudigweg niet kan bereiken.
- Compatibiliteit met gehard staal: We bewerken de malholtes na warmtebehandeling, waardoor het risico op vervorming dat optreedt bij het bewerken van zacht staal en later harden, wordt geëlimineerd.
- Complexe holtes: De elektrode kan worden gevormd om ingewikkelde negatieve ruimten te creëren die het uiteindelijke kunststof onderdeel bepalen.
Door dit te integreren met onze bredere CNC-productiebewerking mogelijkheden, leveren we complete gereedschapsoplossingen die klaar zijn voor de pers.
Lucht- en ruimtevaartonderdelen met strakke toleranties
In de lucht- en ruimtevaartsector is falen geen optie. We gebruiken Sinker EDM om precisieonderdelen cnc gemaakt van exotische superlegeringen zoals Inconel, Titanium en Waspaloy. Deze materialen zijn berucht moeilijk te bewerken met traditionele snijgereedschappen vanwege hun hoge hittebestendigheid en hardheid.
- Stressvrij bewerken: Aangezien Sinker EDM een contactloos proces is, veroorzaakt het geen mechanische spanning op het onderdeel, waardoor de structurele integriteit van kritieke lucht- en ruimtevaartonderdelen behouden blijft.
- Hoge precisie: We behalen toleranties zo strak als +/- 0,005 mm, essentieel voor turbinebladen, brandstofsysteemonderdelen en actuatoronderdelen.
Medische apparaten en precisie-instrumentonderdelen
Medische productie vereist steriliteit, biocompatibiliteit en extreme precisie. Sinker EDM is ideaal voor het produceren van chirurgische instrumenten, implantaten en componenten van diagnostische apparatuur waar oppervlakteafwerking en nauwkeurigheid van groot belang zijn.
- Burr-vrije resultaten: In tegenstelling tot frezen, laat EDM geen burrs achter, waardoor handmatig verwijderen van burrs wordt verminderd, wat de geometrie van het onderdeel kan beïnvloeden.
- Ingewikkelde details: Het stelt ons in staat om kleine, complexe functies te creëren in roestvrij staal en titanium implantaten die botgroei bevorderen of een nauwkeurige mechanische werking mogelijk maken.
Automobiel high-precision onderdelen
De automobielindustrie vertrouwt op Sinker EDM voor het produceren van grote hoeveelheden, slijtagebestendige onderdelen. We gebruiken deze technologie om onderdelen te vervaardigen die uitzonderlijke hardheid en oppervlakteconsistentie vereisen.
- Brandstofinspuitsystemen: Het creëren van microscopische gaten en kanalen die nodig zijn voor efficiënte brandstofverneveling.
- Transmissieonderdelen: Het bewerken van splines en sleuven in geharde tandwielen.
Om deze toepassingen te ondersteunen, maken we vaak gebruik van onze CNC-bewerkingsdiensten voor koper om de hooggeleidend elektroden te fabriceren die nodig zijn voor het EDM-proces, zodat we de kwaliteit kunnen controleren vanaf de elektrode tot het uiteindelijke stalen onderdeel.
Factoren die de prestaties en kwaliteit van Sinker EDM beïnvloeden

Het behalen van de strakke toleranties van +/- 0,005mm die we beloven bij MS Machining, gaat niet alleen om het juiste machinevermogen; het vereist nauwkeurige controle over verschillende kritieke variabelen. In elektro-erosieis het verschil tussen een perfect onderdeel en een afvalstuk vaak afhankelijk van hoe goed we de interactie tussen gereedschap, werkstuk en omgeving beheersen. Hier is hoe we deze factoren controleren om consistente kwaliteit te garanderen.
Elektrodemateriaal, geometrie en slijtage
De elektrode fungeert als het snijgereedschap in Sinker EDM, en vormt in wezen het 'negatieve' beeld van de holte die we willen creëren. Aangezien het proces thermische erosie omvat, is de elektrode zelf onderhevig aan slijtage. Als de elektrode te snel degradeert, wordt de uiteindelijke geometrie van de precisie CNC-onderdelen in gevaar gebracht.
We gebruiken meestal grafiet of koper elektroden omdat ze een hoge geleidbaarheid en slijtvastheid bieden. Om ervoor te zorgen dat de elektroden voldoen aan onze strenge normen, maken we vaak gebruik van onze aangepaste CNC-bewerkingsdiensten om deze gereedschappen met extreme precisie te fabriceren voordat ze de EDM-machine aanraken.
- Hoekslijtage: Scherpe hoeken op de elektrode slijten het snelst, wat de interne hoeken van het werkstuk kan afronden.
- Oppervlaktekwaliteit: De korrelgrootte van de grafietelektrode beïnvloedt rechtstreeks de afwerking van de mal of het onderdeel.
- Ontwerptoelage: We ontwerpen de elektrode iets kleiner dan de gewenste holte om rekening te houden met de 'vonkgap' (overbranden).
Pulsinstellingen, stroom- en spanningsparameters
De instellingen van de stroomvoorziening bepalen de snelheid van verwijdering en de kwaliteit van de afwerking. Hier speelt onze technische expertise een grote rol. We balanceren stroom (Ampère) en pulstijd om de snede te optimaliseren zonder het materiaal te beschadigen.
| Parameter | Functie | Invloed op kwaliteit |
|---|---|---|
| Stroom (Ampère) | Regelt de energie van elke vonk. | Hogere stroom verwijdert metaal sneller (ruwwerk) maar laat een ruwere oppervlakte achter. Lagere stroom wordt gebruikt voor afwerking. |
| Puls Aan-Tijd | Duur van de stroom per cyclus. | Langer op-tijd verhoogt verwijderingssnelheden maar creëert een groter warmte-affected zone (HAZ). |
| Pulse Off-Tijd | Pauze tussen vonken om vuil te verwijderen. | Als het te kort is, veroorzaakt vuil boogvorming (kortsluiting). Als het te lang is, neemt de cyclustijd onnodig toe. |
| Spanningsspeling | Regelt de afstand van de vonkspanning. | Houdt de exacte afstand tussen elektrode en werkstuk voor stabiele bewerking. |
Werkstukmateriaal en thermische geleidbaarheid
Sinker EDM is uniek omdat het geleidende materialen snijdt ongeacht hun hardheid. We bewerken vaak gehard staal, titanium en carbide die traditionele snijgereedschappen zouden vernietigen. De fysieke eigenschappen van het werkstuk beïnvloeden het proces echter nog steeds.
Materialen met hoge smeltpunten en lage thermische geleidbaarheid vereisen meer energie om te eroderen. Bijvoorbeeld, het bewerken van carbide vereist andere instellingen dan aluminium. Omdat het proces contactloos is, elimineren we mechanische stress, maar moeten we thermische inputs zorgvuldig beheren om micro-cracking in hittegevoelige legeringen te voorkomen.
Beheer en filtratie van diëlektrische vloeistof
De diëlektrische vloeistof (meestal een koolwaterstofolie) vervult drie essentiële functies: het fungeert als isolator totdat de ionisatie-spanning wordt bereikt, het koelt het werkstuk en spoelt de geërodeerde deeltjes weg.
Juiste filtratie is onmisbaar voor hoge kwaliteit edm bewerkingsdiensten. Als de vloeistof vuil is, kunnen geleidende deeltjes in de olie de kloof overbruggen, wat secundaire ontladingen (boogvorming) veroorzaakt die het oppervlak van het onderdeel beschadigen. We onderhouden strenge filtratiesystemen om de diëlektrische vloeistof schoon en temperatuurgecontroleerd te houden, zodat elke vonk precies doet wat voorspeld is.
Kosten- en productieoverwegingen voor Sinker EDM
Inzicht in de kostenstructuur van elektro-erosie (EDM) is essentieel om je project binnen budget te houden zonder in te leveren op kwaliteit. Bij MS Machining bieden we niet alleen een prijsopgave; we ontwerpen het proces zodat je betaalt voor waarde, niet voor inefficiënties. Hoewel Sinker EDM vaak wordt gezien als een premium service vanwege de hoge precisie, kan het daadwerkelijk de totale productiekosten verlagen wanneer het correct wordt toegepast op complexe of geharde onderdelen.
Wanneer Sinker EDM kosteneffectief is versus alternatieve bewerkingsmethoden
Sinker EDM wordt de meest kosteneffectieve oplossing wanneer traditionele snijgereedschappen hun fysieke limieten bereiken. Als je te maken hebt met gehard staal, titanium of exotische legeringen, slijten standaard freesbits snel of breken ze, wat leidt tot hoge gereedschapskosten en afgekeurde onderdelen. Sinker EDM elimineert mechanische kracht, waardoor we deze moeilijke materialen kunnen bewerken zonder risico op gereedschapsbreuk.
Bovendien, voor onderdelen die scherpe interne hoeken of diepe, dunne ribben vereisen, Sinker EDM is vaak de enige haalbare optie. Pogingen om deze geometrieën te bereiken met standaard CNC-frezen zouden micro-gereedschappen en ongelooflijk trage voersnelheden vereisen, waardoor de machine-tijd toeneemt. In deze scenario's is het EDM-proces sneller en betrouwbaarder.
Cyclustijd- en efficiëntiestrategieën voor productie op grote schaal
Hoewel Sink EDM over het algemeen langzamer is dan conventioneel frezen, passen wij specifieke strategieën toe om onze standaard doorlooptijden van 3-7 dagen te behouden. Efficiëntie in EDM-bewerkingsdiensten komt neer op slim elektrodebeheer en het minimaliseren van stilstand.
- Multi-elektrodesetup: We gebruiken ruwe elektroden om snel materiaal te verwijderen en afwerkingselektroden om die perfecte toleranties van +/- 0,005 mm te bereiken.
- Batchverwerking: Het gelijktijdig bewerken van meerdere onderdelen in de tank maximaliseert de efficiëntie van de diëlektrische vloeistof en de opstellingstijd.
- Automatisering: Onze ISO 9001:2015-gecertificeerde workflows zorgen ervoor dat zodra een brandcyclus begint, deze ononderbroken verloopt, wat mogelijk maakt dat er ‘lights-out’ productie is bij grotere orders.
Kosten voor gereedschap en elektrodefabricage
In tegenstelling tot draad-EDM, dat een spoel draad gebruikt, vereist Sink EDM een op maat gevormde elektrode—meestal gemaakt van grafiet of koper—om de holte te vormen. Dit betekent dat er een initiële kostenpost is voor het fabriceren van de elektrode zelf.
Deze kosten worden echter vaak gecompenseerd door de levensduur van het proces. Een enkele hoogwaardige grafietelektrode kan meerdere onderdelen produceren precisie CNC-onderdelen voordat vervanging nodig is. Voor complexe 3D-holtes is de kostprijs van het bewerken van één elektrode aanzienlijk lager dan de kosten van het breken van meerdere dure carbide snijgereedschappen op een hard werkstuk. We optimaliseren het ontwerp van de elektrode om maximale benutting en minimale verspilling te garanderen.
Balanceren van kwaliteit, snelheid en kosten in uw productieproces
De sleutel tot een succesvol project is weten wanneer je Sink EDM moet gebruiken en wanneer je op andere methoden moet vertrouwen. We raden vaak een hybride aanpak aan. We kunnen CNC-frezen gebruiken om het grootste deel van het materiaal te verwijderen en vervolgens overschakelen op Sink EDM voor de fijne details en de uiteindelijke afwerking.
Deze aanpak geeft je de snelheid van frezen met de precisie van EDM. Of je nu uitzoekt hoe je een prototype maakt of overstappen op volledige productie, zorgt het balanceren van deze factoren ervoor dat u hoogprecisieonderdelen krijgt zonder onnodige uitgaven. Ons engineeringteam beoordeelt elk ontwerp om de meest efficiënte productiemethode aan te bevelen.
Beste praktijken voor het integreren van Sinker EDM in de productie
Om het meeste uit edm bewerkingsdiensten, is het essentieel om het proces strategisch te integreren in uw bredere productieworkflow. Bij MS Machining behandelen we Sinker EDM niet als een op zichzelf staande taak; we zien het als een cruciale afwerkingsstap die standaard bewerking aanvult om geometrieën te bereiken die traditionele snijgereedschappen simpelweg niet kunnen bereiken.
Ontwerp voor EDM: optimaliseren van onderdeelgeometrie voor bewerkbaarheid
Ontwerpen voor Sinker EDM vereist een andere denkwijze dan ontwerpen voor frezen. Aangezien het proces een gevormde elektrode gebruikt om materiaal weg te erosie, moet het ontwerp rekening houden met de vorm van de elektrode en het spoelen van dielektrisch vloeistof.
- Rekening houden met elektrode slijtage: Hoewel we extreme precisie kunnen bereiken, slijt de elektrode. Het ontwerpen van holtes met consistente afschuining hoeken kan helpen om de nauwkeurigheid te behouden en de levensduur van de elektrode te verlengen.
- Spoelkanalen: Voor diepe holtes moet de geometrie zorgen voor voldoende vloeistofcirculatie om afval weg te spoelen. Slechte spoeling kan leiden tot boogvorming en oppervlaktefouten.
- Materiaalkeuze: We kunnen een breed scala aan bewerkt metalen onderdelen materialen, inclusief voorgeharde staalsoorten en exotische legeringen, verwerken. Het kiezen van het juiste materiaal vóór warmtebehandeling kan aanzienlijke tijd besparen tijdens de EDM-fase.
Combinatie van EDM met CNC-frezen of slijpen voor complexe onderdelen
Efficiëntie in productie komt vaak door het gebruik van het juiste gereedschap voor de juiste fase van het productieproces. Sinker EDM wordt zelden gebruikt voor bulk materiaalverwijdering vanwege de tragere snelheid in vergelijking met frezen. In plaats daarvan gebruiken we een hybride aanpak om snelheid en nauwkeurigheid te maximaliseren.
- Ruwbewerking via CNC: We gebruiken CNC-frezen om het grootste deel van het materiaal te verwijderen terwijl het metaal in een zachtere staat is.
- Warmtebehandeling: Het onderdeel wordt gehard volgens de vereiste specificaties.
- Afwerking via Sinker EDM: We gebruiken Sinker EDM om ingewikkelde functies, scherpe interne hoeken of diepe ribben in het geharde materiaal te snijden zonder risico op vervorming.
Deze workflow is sterk afhankelijk van de kwaliteit van de gebruikte elektroden. We maken gebruik van precisie bewerking grafiet technieken om aangepaste elektroden te creëren die exact overeenkomen met uw ontwerp specificaties, waardoor de uiteindelijke brand flawless is.
Routineonderhoud en Kalibratie voor Consistente Resultaten
Het handhaven van strakke toleranties van +/- 0,005mm vereist strikte naleving van onderhoudsprotocollen. Onze ISO 9001:2015 gecertificeerde processen zorgen ervoor dat de betrouwbaarheid van de apparatuur nooit ten koste gaat van de kwaliteit van de onderdelen.
- Kwaliteit van diëlektrische vloeistof: We filteren en monitoren de diëlektrische vloeistof voortdurend. Schone vloeistof is cruciaal voor stabiele elektrische ontlading en een superieure oppervlakteafwerking.
- Kalibratie: Regelmatige kalibratie van de machine-assen zorgt ervoor dat de positiebewaking behouden blijft tijdens productiecycli.
- Elektrodeninspectie: Voordat er een vonk wordt geslagen, inspecteren we elektroden op dimensionale nauwkeurigheid om te garanderen dat de resulterende precisieonderdelen cnc aan uw exacte eisen voldoet.
Toekomstige trends in Sinker EDM en Precisieproductie
Integratie met CNC en Geautomatiseerde Productielijnen
De dagen dat Sinker EDM als een op zichzelf staand eiland opereerde, verdwijnen. We zien een enorme verschuiving naar volledige automatisering waarbij EDM-eenheden direct worden geïntegreerd in grotere productiecellen. Robots verzorgen nu het wisselen van elektroden en het palletiseren van werkstukken, waardoor 'lights-out' productie mogelijk is. Deze connectiviteit zorgt ervoor dat precisieonderdelen cnc naadloos kunnen schakelen van frezen naar EDM zonder handmatige fouten. Door gebruik te maken van geavanceerde CNC-engineeringsdiensten, kunnen winkels deze machines synchroniseren om de spindel-uptime en doorvoer te maximaliseren, waardoor de doorlooptijden voor complexe projecten drastisch worden verminderd.
Slimme EDM-systemen met realtime monitoring en AI-Optimalisatie
Machine-intelligentie revolutioneert elektro-erosie. Moderne systemen zijn uitgerust met AI-algoritmen die de vonkspanning en ontladingsomstandigheden in realtime bewaken. In plaats van uitsluitend te vertrouwen op vooraf ingestelde parameters, 'voelt' de machine de snede en past deze zich onmiddellijk aan om stabiliteit te behouden.
- Adaptieve Controle: Past automatisch de stroom en uit-tijd aan om boogvorming en draadbreuk te voorkomen.
- Voorspellend Onderhoud: Sensoren waarschuwen operators voordat een component faalt, waardoor stilstand wordt voorkomen.
- Procesoptimalisatie: Het systeem leert van eerdere sneden om snelheid en afwerking te optimaliseren voor toekomstige batches.
Vooruitgang in Elektrode-materialen en Machinale efficiëntie
We zien ook aanzienlijke verbeteringen in de materialen die worden gebruikt voor elektroden. Nieuwe hoog-dichtheid grafiet en gespecialiseerde koperen legeringen bieden superieure slijtagebestendigheid, waardoor de elektrode langer zijn vorm behoudt. Dit is cruciaal voor het handhaven van strakke toleranties op precisie CNC-onderdelen terwijl het aantal elektroden dat per klus nodig is, wordt verminderd. Deze materiaalsvernieuwingen, gecombineerd met snellere generatorstechnologieën, maken het mogelijk om edm bewerkingsdiensten fijnere oppervlakteruwheden te bereiken in minder tijd. Voor uiterst kleine en ingewikkelde functies zorgen deze geavanceerde materialen in combinatie met micro CNC-bewerking mogelijkheden voor de hoogste mate van detail en nauwkeurigheid.