La ragione principale: i costi degli stampi dominano i prezzi a basso volume
Quando analizziamo preventivi per lo stampaggio a iniezione di prototipi, il più grande variabile che crea disparità di prezzo è l'investimento iniziale nello stampo stesso. Nella produzione ad alto volume—dove produciamo milioni di unità—il costo di uno stampo di precisione viene ammortizzato sull'intera produzione, riducendo l'impatto per unità a frazioni di centesimo. Tuttavia, in produzione a basso volume, lo stesso costo dello stampo viene diviso solo per poche centinaia o migliaia di pezzi. Questa mancanza di ammortamento è il motivo per cui il prezzo per pezzo di una produzione prototipale spesso appare drasticamente diverso dalle stime di produzione di massa.
Come l'ammortamento dello stampo influisce sul tuo preventivo
Se uno stampo costa $10.000 da progettare e realizzare:
- Alta produzione (100.000 pezzi): Lo stampo aggiunge $0.10 a ogni pezzo.
- Bassa produzione (100 pezzi): Lo stampo aggiunge $100.00 a ogni pezzo.
Questa matematica guida la struttura dei costi di stampaggio a iniezione a basso volume I fornitori che offrono preventivi per “intento di produzione” includeranno uno stampo robusto capace di milioni di cicli, mentre le officine focalizzate su stampaggio rapido offriranno opzioni più economiche e meno durevoli per mantenere basso l'investimento iniziale.
Ripartizione dei materiali dello stampo: Stampi stampati in 3D vs. Alluminio vs. Acciaio
Il materiale scelto per lo stampo determina direttamente il risultato finale del preventivo. Presso MS Machining, adattiamo la strategia di tooling in base alle esigenze specifiche del ciclo di vita del progetto.
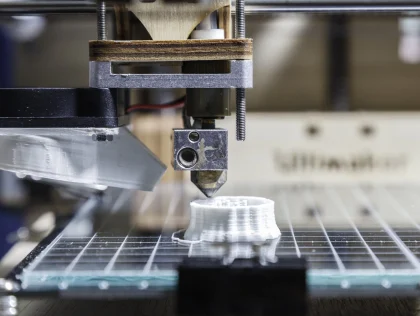
- Stampi stampati in 3D: L'opzione più economica e veloce per volumi estremamente bassi (10-50 pezzi). Tuttavia, offrono finiture superficiali scadenti, non possono mantenere tolleranze strette e si degradano rapidamente sotto calore e pressione.
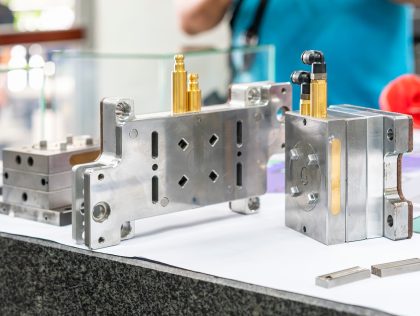
- Strumenti in alluminio (Bridge Tooling): Uno standard per spese di tooling a basso volume. L'alluminio è più morbido e più rapido da lavorare con CNC rispetto all'acciaio, riducendo significativamente i tempi di consegna e i costi di lavorazione. È ideale per produzioni di alcune migliaia di unità ma manca della durabilità necessaria per processi ad alta pressione come Stampaggio a iniezione di metallo (MIM).
- Stampi in acciaio temprato: Lo standard d'oro per coerenza e precisione. Sebbene comporti il costo iniziale più elevato, è necessario per ottenere tolleranze strette (fino a ±0,3%) e alta qualità superficiale richieste in componenti aerospaziali o medici.
Confronto dei costi: Alluminio di base vs. Acciaio temprato
Un preventivo per un strumento in alluminio di base può essere inferiore del 40-60% rispetto a un stampo di produzione in acciaio temprato. Se ricevi due preventivi con una differenza di prezzo enorme, è probabile che un fornitore stia quotando uno strumento “morbido” destinato a una durata breve, mentre l'altro sta quotando uno strumento “duro” progettato per longevità e ripetibilità ad alta precisione. Per processi come il MIM, dove i costi delle materie prime sono più elevati e le pressioni sono intense, investire in strumenti in acciaio è spesso non negoziabile per mantenere l'integrità strutturale e la precisione dimensionale.
Complessità di progettazione dello stampo e assunzioni

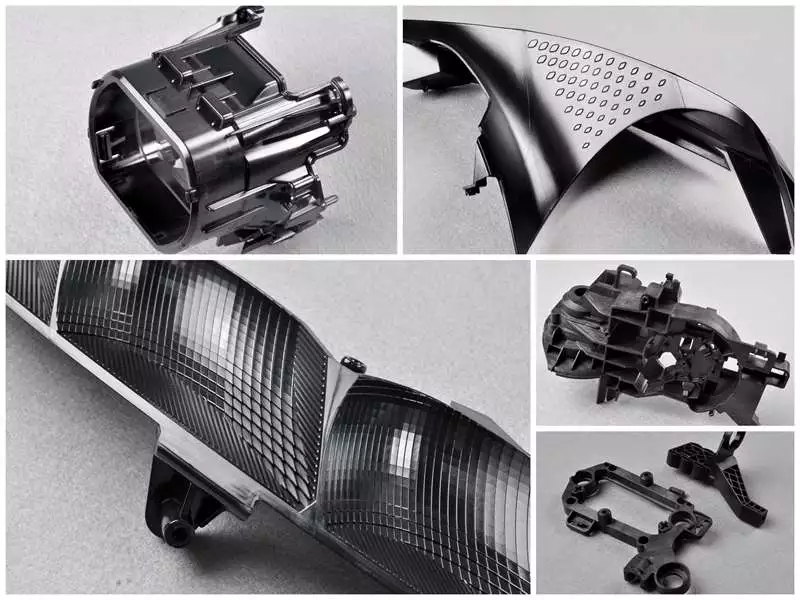
La geometria fisica del tuo pezzo è spesso il principale fattore di variazione dei costi in preventivi per lo stampaggio a iniezione di prototipi. Uno stampo semplice “aperto e chiuso” è relativamente economico, ma non appena si introducono caratteristiche complesse, i requisiti degli strumenti cambiano drasticamente.
Impatto della geometria del pezzo: sottosquadri e tolleranze
Se il tuo progetto include sottosquadri, caratteristiche a azione laterale o filettature interne, non possiamo usare uno stampo standard a due piastre. Dobbiamo progettare scorrevoli complessi, sollevatori o nuclei collapsibili nel tool, il che aumenta significativamente il spese di tooling a basso volume.
- Spessore delle pareti: Per processi come lo Stampaggio a Iniezione di Metallo (MIM) o plastiche standard, mantenere uno spessore di parete ottimale (tipicamente < 6mm) è fondamentale per prevenire difetti. Sezioni più spesse richiedono tempi di raffreddamento più lunghi e più materiale, aumentando i costi del ciclo.
- Requisiti di Precisione: L'accuratezza standard della modellatura a rete è di circa ±0.5%. Se la tua stampa richiede tolleranze più strette (fino a ±0.3%), dobbiamo lavorare lo stampo con maggiore precisione e potenzialmente utilizzare materiali per stampi più costosi e durevoli per mantenere quelle dimensioni durante tutta la produzione.
Ipotesi Nascoste: Durata dello Stampo e Numero di Cavità
Quando si confrontano preventivi, è necessario sapere esattamente che tipo di attrezzo viene realizzato. Un preventivo per struttura dei costi di stampaggio a iniezione a basso volume potrebbe basarsi su uno stampo in alluminio a singola cavità progettato per durare solo 500 colpi (attrezzatura di ponte). Un altro fornitore potrebbe proporre uno strumento in acciaio temprato in grado di resistere a 100.000 colpi.
- Singola vs. Multi-Cavità: Per i prototipi, di solito utilizziamo attrezzi a singola cavità per ridurre al minimo l'investimento iniziale.
- Durata dello Stampo: Chiarisci sempre la durata prevista. Se hai bisogno solo di 50 pezzi, pagare per uno stampo di produzione di Classe 101 è uno spreco di capitale.
Perché alcuni preventivi sembrano insolitamente bassi: il Fattore DFM
I preventivi estremamente bassi spesso omettono il Design for Manufacturability (DFM) analisi di iniezione Una servizio di stampa a basso costo potrebbe tagliare lo stampo esattamente secondo il tuo file CAD senza avvisarti di problemi di angolo di spinta o geometrie impossibili, portando a fallimenti del pezzo. I preventivi affidabili includono il tempo di ingegneria per rivedere il progetto. In alcuni casi, dopo una revisione DFM, potremmo anche suggerire che per quantità molto basse, confrontare stampaggio ad iniezione plastica vs. lavorazione CNC rivela che la lavorazione è la scelta più veloce ed economica fino a quando i volumi aumentano.
Servizi di ingegneria e supporto inclusi (o meno)
Quando si confronta preventivi per lo stampaggio a iniezione di prototipi, uno dei principali fattori distintivi è il livello di supporto ingegneristico incluso nel preventivo finale. Un preventivo che sembra sorprendentemente basso spesso rappresenta un servizio di “stampa a pezzo” senza analisi. In questo modello, il produttore esegue semplicemente il tuo file CAD senza analisi. Se il progetto fallisce, il costo di rifacimento ricade interamente su di te. Al contrario, i fornitori a servizio completo includono un supporto completo Progettazione per la Manutenzione (DFM) feedback per individuare problemi come angoli di spinta o variazioni dello spessore delle pareti prima dell'inizio della produzione.
Il vero costo di configurazione e convalida
Convalidare uno stampo per produzione a basso volume non è così semplice come premere un pulsante. Un preventivo robusto tiene conto del lavoro qualificato necessario per regolare i parametri di processo—temperatura, pressione e tempi di raffreddamento—per ottenere la consistenza del pezzo. Questa fase spesso comporta:
- Campioni T1: Le prime parti estratte dallo stampo, utilizzate per verificare la geometria di base.
- Prove T2/T3: Esecuzioni successive per perfezionare le dimensioni e le finiture superficiali.
- Validazione finale: Garantire che i pezzi rispettino tolleranze specifiche (spesso anche di ±0,3% nei nostri processi specializzati).
Creare questi stampi e attrezzature di precisione richiede spesso fresatrici CNC per garantire che ogni cavità corrisponda alle specifiche esatte del progetto. Mentre l'omissione di questi passaggi di convalida riduce l'offerta iniziale, aumenta significativamente il rischio di ricevere pezzi inutilizzabili.
Guida esperta su materiali e processi
Per settori come l'aerospaziale o la tecnologia medica, dove spesso si richiedono materiali ad alta resistenza MIM (Stampaggio a Iniezione di Metallo) o leghe specializzate, la consulenza ingegneristica è non negoziabile. Un preventivo più alto di solito riflette l'expertise di ingegneri che possono raccomandare il giusto materiale di alimentazione o polimero per soddisfare gli obiettivi di prestazione meccanica. Questo livello di feedback esperto di progettazione assicura che, che si producano poche centinaia o diverse migliaia di unità, l'integrità strutturale del componente finale non venga mai compromessa. Partner di produzione affidabili investono tempo in anticipo per garantire che i servizi di lavorazione CNC di leghe processi di stampaggio e produzione producano un prodotto funzionale e durevole al primo ciclo valido.
Selezione dei materiali e variabili di produzione
Quando si revisionano i preventivi per produzione a basso volume, la materia prima che specifichi rappresenta un enorme fattore di costo. C'è una grande differenza tra materiali di commodity e gradi di ingegneria ad alte prestazioni. Dalla nostra esperienza con lo Stampaggio a Iniezione di Metallo (MIM), il materiale di alimentazione specializzato—una miscela di polvere di metallo e legante—può essere fino a 10 volte più costoso rispetto ai materiali tradizionali di metallurgia delle polveri. Questa differenza di prezzo si amplia ulteriormente quando si passa a leghe esotiche o plastiche ad alta temperatura per preventivi per lo stampaggio a iniezione di prototipi, dove lo spreco di materiale durante la configurazione non può essere distribuito su milioni di unità.
Tempo di ciclo e complessità del lavoro influiscono significativamente sui numeri anche nelle produzioni a basso volume.
- Tempo di configurazione: Calibrare la macchina per una produzione di 500 pezzi richiede lo stesso tempo di una produzione di 50.000 pezzi.
- Fasi di lavorazione: Metodi avanzati come il MIM richiedono una lavorazione a ciclo completo, inclusi iniezione, degreasing e sinterizzazione, per raggiungere la densità desiderata.
- Finitura manuale: Le produzioni di volume inferiore spesso si affidano a post-elaborazioni manuali piuttosto che a linee automatizzate, aumentando il costo del lavoro per pezzo.
L'applicazione prevista influisce fortemente anche sul prezzo finale. Se si sviluppano componenti per settori regolamentati, il preventivo deve tenere conto di una rigorosa convalida. Ad esempio, l rigorosità del controllo qualità in applicazioni aerospaziali e medicali richiede documentazione e test approfonditi per garantire che i pezzi soddisfino standard di sicurezza rigorosi. Il nostro lavoro in produzione medica di dispositivi e apparecchiature spesso comporta tolleranze più strette (fino a ±0,3%) e trattamenti superficiali specifici, il che naturalmente spinge il preventivo più in alto rispetto a un progetto commerciale standard.
Altri fattori che influenzano le variazioni del preventivo
Quando si confrontano preventivi disparati per struttura dei costi di stampaggio a iniezione a basso volume, la differenza di prezzo non riguarda solo il metallo o il tempo macchina. Diversi fattori logistici ed strategici esterni influenzano pesantemente il risultato finale. Comprendere queste variabili ti aiuta a capire perché un preventivo potrebbe essere il doppio di un altro per lo stesso progetto di pezzo.
Produzione Domestica vs. Produzione Offshore
La posizione fisica del produttore è il fattore più determinante in fattori di prezzo della stampaggio a iniezione personalizzato.
- Lavoro e Costi Generali: La produzione in Italia spesso comporta tariffe orarie più alte per operai specializzati e costi generali rispetto a strutture come la nostra in Cina.
- Catena di approvvigionamento: Mentre la produzione offshore offre generalmente risparmi significativi sui costi iniziali di differenze di costo per strumenti rapidi, bisogna considerare anche la logistica delle spedizioni.
- Portata globale: Serviamo clienti in tutta Italia, dalla Lombardia alla Sicilia, dalla Toscana alla Puglia, dalla nostra struttura a Jiangmen. La scelta è spesso tra la vicinanza immediata e un sostanziale risparmio sui costi dell'investimento nello stampo.
Premium sui tempi di consegna per lavori urgenti
Il tempo è spesso la risorsa più costosa nella produzione. Se hai bisogno di preventivi per lo stampaggio a iniezione di prototipi trasformare in parti in pochi giorni anziché settimane, prevedi un sovrapprezzo.
- Processo accelerato: Gli ordini urgenti interrompono i programmi di produzione standard, richiedendo lavoro straordinario e priorità alle macchine.
- Metodi di spedizione: Trasportare le parti via aerea invece che via mare aumenta drasticamente il costo per unità, ma è necessario per scadenze strette.
- Soluzioni rapide: Per esigenze di test immediati, comprendere il vantaggi della prototipazione rapida può aiutarti a decidere se pagare per la velocità ora o aspettare una produzione standard.
Definizioni di Volume Non Corrette
Una fonte comune di confusione in produzione a basso volume è la definizione di “basso volume” stesso.
- Aspettative del Fornitore: Per un grande fornitore di automobili, 10.000 unità potrebbero essere un “campione di prova”. Per un'officina specializzata, 10.000 unità sono un contratto di produzione completo.
- Economia di Scala: Il nostro processo di Stampaggio a Iniezione di Metallo (MIM), ad esempio, è più economico per richieste che vanno da diverse migliaia a milioni. Se un preventivo presume che alla fine scalerai fino a milioni, il costo ammortizzato degli stampi appare diverso rispetto a un preventivo strettamente per un lotto singolo di 500.
- Minimi: Chiarisci sempre se il fornitore ha una Quantità Minima d'Ordine (MOQ) che aumenta il prezzo per batch più piccoli.
Come Confrontare Efficacemente i Preventivi
Quando ricevi preventivi per produzione a basso volume che variano notevolmente, di solito è perché i fornitori fanno ipotesi diverse sulla durata del progetto e sulle esigenze di precisione. Per assicurarti di non confrontare uno strumento prototipo temporaneo con un bene di livello di produzione, devi scrutinare i dettagli di ogni proposta.
Lista di Controllo per Confronti RFQ Equi
- Separare gli Stampi dal Prezzo Unitario: Chiedi sempre una ripartizione che separi i costi di Ingegneria Non Ricorrente (NRE)—come la progettazione e la configurazione degli stampi—dal prezzo per pezzo. Nei processi come lo Stampaggio a Iniezione di Metallo (MIM), l'investimento iniziale negli stampi e nelle matrici è un fattore di costo significativo. Se un preventivo li raggruppa insieme, nasconde il vero costo di scalabilità successiva.
- Chiarire la Durata di Vita degli Stampi: Verifica la vita stimata di utilizzo dello stampo. Un preventivo per uno stampo “morbido” valutato per 500 colpi sarà molto più economico di uno in acciaio temprato valutato per 100.000, ma non ti aiuterà se la produzione aumenta.
- Confermare le Specifiche del Materiale: Assicurati che ogni fornitore stia quotando lo stesso materiale di alimentazione. Nei campi specializzati, la polvere di materia prima MIM può essere fino a 10 volte più costosa delle polveri standard, quindi un preventivo più economico potrebbe indicare una sostituzione di materiale inferiore.
Valutare l'Inclusione di DFM e le Certificazioni di Qualità
L'offerta più bassa spesso elimina il supporto ingegneristico essenziale. Un preventivo solido dovrebbe includere feedback di Design for Manufacturability (DFM) per ottimizzare lo spessore delle pareti (idealmente < 6mm per MIM) e le tolleranze. Presso MS Machining, ci concentriamo sul raggiungimento di una precisione “Net-Near-shape” per ridurre i processi secondari. Se un fornitore non pone domande sulla tua geometria o non offre servizi di lavorazione CNC ad alta precisione per caratteristiche troppo complesse per lo stampaggio, potrebbero trascurare il controllo qualità. Verifica sempre che il preventivo includa i post-processi necessari, come trattamento termico o lucidatura superficiale, per garantire che i pezzi finali soddisfino i requisiti meccanici.
Domande frequenti sui preventivi di stampaggio a basso volume
Qual è il materiale più economico per uno stampo di 100 pezzi?
Per produzioni estremamente brevi o lo stampaggio ad iniezione di prototipi, l'alluminio (specificamente 7075 o QC-10) è generalmente l'opzione più conveniente. L'alluminio è più morbido e più rapido da lavorare rispetto all'acciaio per utensili, il che riduce significativamente i costi iniziali spese di tooling a basso volume. Tuttavia, se si considera lo Stampaggio a Iniezione di Metallo (MIM), lo stampo deve resistere a pressioni più elevate e a cariche abrasive, quindi spesso consigliamo almeno un acciaio pre-ricotto per garantire che lo strumento sopravviva alla produzione senza degradare la precisione del pezzo.
Lo stampaggio a iniezione a basso volume richiede stampi in acciaio?
No, la produzione a basso volume non richiede strettamente stampi in acciaio temprato. Spesso utilizziamo “strumentazione ponte” o stampi rapidi realizzati in alluminio o acciai più morbidi (come P20) per quantità che vanno da 50 a qualche migliaio di unità. Questi materiali riducono i tempi di consegna e l'investimento iniziale. Tuttavia, se il tuo progetto richiede tolleranze di alta precisione (±0,3%) o utilizza plastiche riempite di vetro abrasive o cariche metalliche, potremmo sconsigliare l’alluminio per evitare usura prematura dello strumento che potrebbe compromettere la qualità del pezzo.
Quanto costa in media uno stampo di iniezione per prototipi?
Non esiste un prezzo unico perché differenze di costo per strumenti rapidi dipendono interamente dalla geometria e dalle dimensioni del pezzo. Uno stampo semplice, aperto e chiuso per una piccola staffa potrebbe costare qualche migliaio di euro, mentre uno stampo complesso che richiede azioni laterali, scorrevoli per sottosquadri o lavorazioni EDM per nervature profonde sarà significativamente più costoso. Anche la scelta del materiale dello stampo di iniezione gioca un ruolo; scegliere il giusto materiali di parti metalliche lavorate per lo strumento stesso bilancia i costi iniziali con la durata prevista dello strumento.
Perché il costo per pezzo è più alto per le produzioni a basso volume?
Il prezzo unitario più elevato in produzione a basso volume è principalmente dovuto a Ammortamento degli stampi per stampaggio a iniezione. Quando produci 100.000 pezzi, il costo dello stampo si distribuisce in modo sottile, aggiungendo pochi centesimi a ogni unità. Quando produci solo 500 pezzi, lo stesso costo dello stampo aggiunge una quantità significativa a ogni unità. Inoltre, i processi di configurazione—compresi il riscaldamento delle macchine, i cambi di materiale e le prove T1—richiedono la stessa quantità di lavoro e tempo macchina indipendentemente dal fatto che produciamo 100 o 10.000 pezzi. In processi come il MIM, anche il costo del materiale di alimentazione è un fattore premium, arrivando fino a 10 volte di più rispetto ai materiali tradizionali di metallurgia delle polveri.