

Hai difficoltà a lavorare cavità complesse o leghe esotiche con utensili di fresatura standard?
Non sei il solo. Ottenere tolleranze strette senza spendere troppo è la sfida principale nella produzione moderna.
In questa guida, imparerai esattamente Cos'è l'elettroerosione a tuffo e perché è la soluzione ideale per componenti di alta precisione.
Dalla creazione di intricati stampi e matrici alla padronanza del controllo del traferro, stiamo andando oltre le basi. Ho compilato le strategie essenziali per mostrarti Come può migliorare la qualità della tua produzione, ridurre la lavorazione secondaria e ottimizzare il flusso di lavoro per la massima efficienza.
Iniziamo subito.
Cos'è l'elettroerosione a tuffo e perché è importante nella produzione moderna
Introduzione alla lavorazione a scarica elettrica (EDM)
Lavorazione a Scarica Elettrica (EDM) è un processo di produzione non tradizionale che utilizza l'energia termica per rimuovere materiale da un pezzo. A differenza della fresatura o della tornitura convenzionali, che si basano su utensili da taglio affilati e forza meccanica, l'EDM erode il materiale utilizzando una serie di scariche elettriche (scintille) rapidamente ricorrenti tra un elettrodo e il pezzo conduttivo.
At MS Lavorazioni, sfruttiamo servizi di lavorazione EDM per produrre componenti difficili o impossibili da fabbricare con i metodi di lavorazione standard. Poiché il processo è senza contatto, elimina lo stress meccanico, rendendolo ideale per la lavorazione di parti fragili o materiali estremamente duri come acciaio temprato, titanio e leghe esotiche senza indurre distorsioni.
La differenza tra EDM a sonda e EDM a filo
Sebbene entrambi i metodi utilizzino scariche elettriche, l'EDM a sonda e l'EDM a filo hanno scopi distinti nella produzione di componenti CNC di precisione. Comprendere la differenza è fondamentale per scegliere il processo giusto per il tuo progetto.
| Caratteristica | EDM a sonda (foratura a sonda) | EDM filo |
|---|---|---|
| Attrezzature | Elettrodo di forma personalizzata (Grafite o Rame) | Filo sottile, caricato elettricamente |
| Applicazione principale | Cavità cieche, stampi, angoli interni acuti | Fori passanti, profili 2D, taglio di piastre |
| Tipo di geometria | Forme complesse 3D e dettagli intricati | Forme prismatiche e tagli verticali |
| Ingresso del materiale | Penetra nel materiale (asse Z) | Taglia attraverso il materiale (asse X-Y) |
EDM a sonda è la nostra soluzione preferita quando un progetto richiede nervature profonde, fori ciechi o geometrie interne complesse che un filo non può raggiungere.
Perché l'EDM a sonda sta guadagnando attenzione nella produzione ad alta precisione
L'EDM a sonda è diventato indispensabile per le industrie che richiedono estrema precisione e complessità geometrica. Con la crescente domanda di miniaturizzazione e dettagli altamente precisi Componenti di precisione CNC con la crescita, gli strumenti di taglio tradizionali spesso affrontano limitazioni riguardo alla portata dello strumento e ai raggi degli angoli.
I principali fattori che guidano l'adozione dell'EDM a sonda includono:
- Precisione estrema: Raggiungiamo tolleranze anche strette come +/- 0,005mm, garantendo la ripetibilità tra pezzo e pezzo.
- Geometrie complesse: Consente la creazione di angoli interni affilati e nervature profonde e sottili che i fresatori non possono fisicamente lavorare.
- Indipendenza dalla durezza: Il processo è efficace indipendentemente dalla durezza del materiale, permettendoci di lavorare pezzi dopo trattamento termico per evitare deformazioni termiche.
- Finitura superiore: L'EDM a sonda produce una finitura superficiale uniforme, riducendo spesso la necessità di lucidatura manuale nella produzione di stampi.
Integrando l'EDM a sonda con le nostre capacità di fresatura e tornitura CNC, offriamo una soluzione di produzione completa “tutto in uno” che colma il divario tra prototipazione e produzione in serie.
Come funziona l'EDM a sonda: le basi del processo
Comprendere l'EDM a sonda richiede di cambiare mentalità, passando dalla lavorazione tradizionale all'erosione termica. A differenza della lavorazione standard che utilizza strumenti affilati per asportare il metallo, l'elettroerosione a scarica elettrica utilizza scintille elettriche controllate per modellare il materiale. Questo approccio distintivo ci permette di produrre componenti che sono praticamente impossibili da creare con strumenti di taglio convenzionali.
Interazione tra elettrodo e pezzo in EDM a sonda
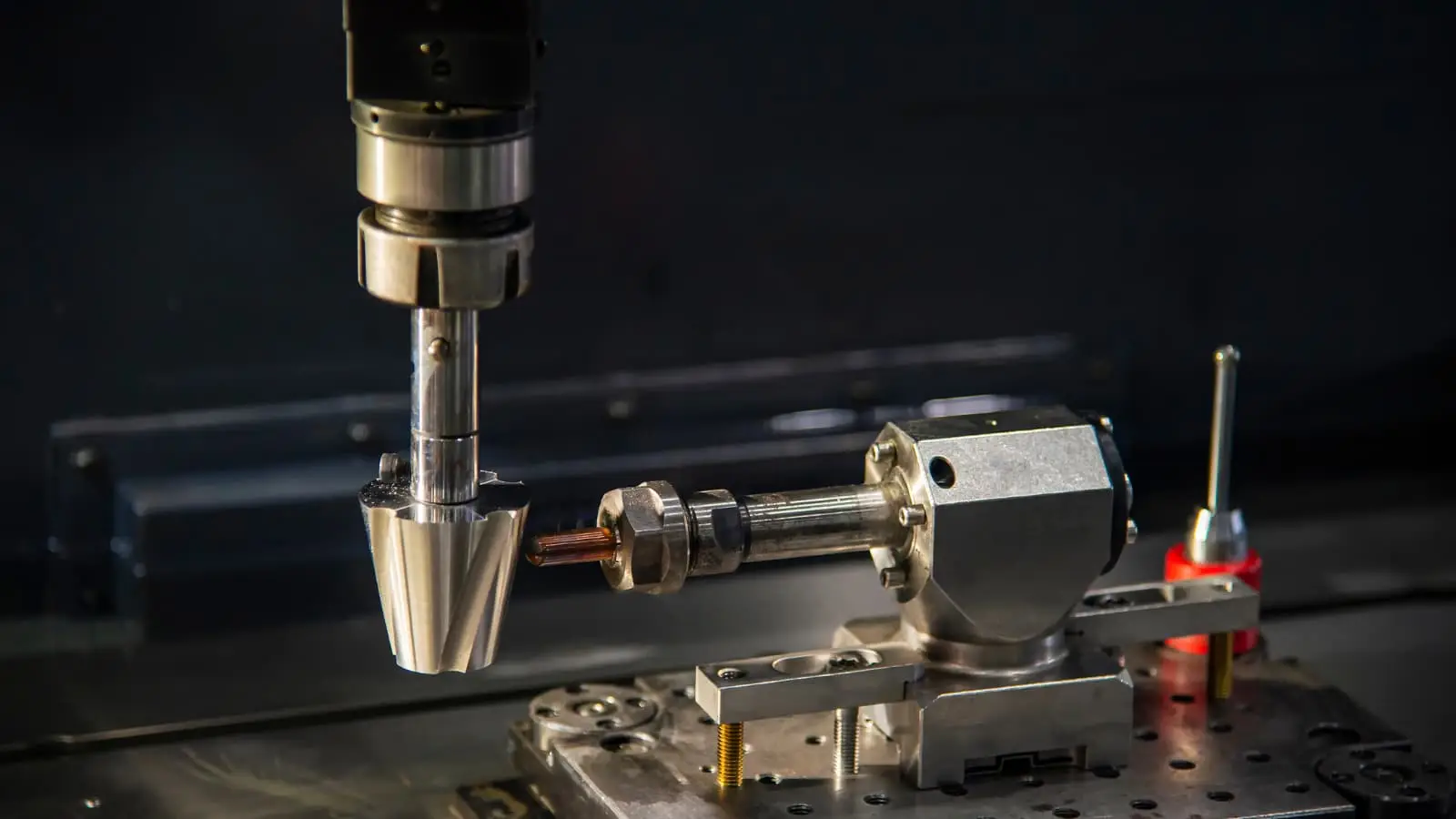
Il cuore del processo di EDM a sonda coinvolge un elettrodo di forma personalizzata e un pezzo conduttivo. Presso MS Machining, solitamente lavoriamo questi elettrodi in grafite o rame per corrispondere esattamente alla forma “negativa” o inversa della cavità richiesta.
Invece di toccare fisicamente il materiale, l'elettrodo viene abbassato verso il pezzo da lavorare. Viene generato tra i due un corrente elettrica ad alta frequenza. L'elettrodo agisce come utensile da taglio, ma non entra mai in contatto diretto con il pezzo. Questa natura senza contatto è fondamentale perché elimina lo stress meccanico, prevenendo la deformazione spesso visibile durante la lavorazione di caratteristiche sottili o delicate.
Fluidi dielettrici e controllo dell'interruttore a scintilla
L'intera operazione avviene all'interno di un serbatoio riempito con fluido dielettrico, solitamente un olio idrocarburico specializzato. Questo fluido svolge tre funzioni vitali nel nostro servizi di lavorazione EDM:
- Isolamento: Previene che la scintilla salti prematuramente fino a quando la tensione non raggiunge la soglia corretta.
- Raffreddamento: Mantiene sia il pezzo da lavorare che l'elettrodo a una temperatura stabile per minimizzare le zone influenzate dal calore.
- Lavaggio: Rimuove le particelle di metallo microscopiche (scaglie) create durante il processo.
L’“interruttore a scintilla”—la distanza tra l’elettrodo e il pezzo da lavorare—viene mantenuto con estrema precisione. Se l’intervallo è troppo ampio, la scintilla non salta; se troppo stretto, il sistema si cortocircuita. Controllando rigorosamente questa distanza, garantiamo la produzione di alta qualità componenti CNC di precisione con ripetibilità costante.
Meccanismo di rimozione del materiale e fattori di precisione
La rimozione del materiale nel Sinker EDM avviene attraverso calore intenso. Le scariche elettriche creano canali di plasma localizzati che raggiungono temperature tra 8.000°C e 12.000°C. Questo fonde o vaporizza istantaneamente una quantità microscopica di materiale sulla superficie del pezzo da lavorare.
Poiché questo processo rimuove il materiale particella per particella, possiamo ottenere dettagli incredibili. Diversi fattori contribuiscono all’alta precisione che offriamo:
- Capacità di tolleranza: Possiamo raggiungere tolleranze anche molto strette come +/- 0,005mm.
- Indipendenza dalla durezza: Poiché il processo è termico, non meccanico, possiamo lavorare acciai temprati, titanio e carburo altrettanto facilmente quanto alluminio morbido.
- Integrità della superficie: Il tasso di scarica può essere regolato per produrre finiture superficiali specifiche, riducendo la necessità di lucidatura manuale.
Vantaggi chiave dell'uso dell'EDM a sonda nella produzione
Da MS Machining, utilizziamo l'EDM a sonda non solo come metodo di backup, ma come soluzione principale per caratteristiche che sono semplicemente impossibili con strumenti di taglio tradizionali. Quando il tuo progetto richiede Componenti di precisione CNC con caratteristiche interne che le frese a fine standard non possono raggiungere, questo processo garantisce la precisione e la ripetibilità necessarie per la produzione ad alta posta in gioco.
Precisione elevata per geometrie complesse e cavità intricate
La capacità distintiva dell'EDM a sonda è la sua capacità di creare angoli interni acuti, nervature sottili profonde e cavità cieche senza le limitazioni di raggio di uno strumento rotante. Mentre i benefici delle parti di precisione CNC a 5 assi sono sostanziali per contorni esterni complessi, l'EDM a sonda è la scelta superiore per le complessità interne.
- Tolleranze strette: Riusciamo costantemente a ottenere tolleranze strette come +/- 0,005mm.
- Angoli acuti: Produrre angoli interni quadrati che sono meccanicamente impossibili per frese rotanti.
- Cavità profonde: Efficacemente lavorare scanalature profonde e strette senza vibrazioni o deviazioni dello strumento.
Finitura superficiale superiore e riduzione della lavorazione secondaria
Uno dei benefici immediati che riscontriamo nel nostro servizi di lavorazione EDM è la qualità della finitura superficiale subito dopo il processo. Il processo di scarica crea una superficie uniforme, simile a crateri, che trattiene bene i lubrificanti, rendendola ideale per la produzione di stampi. Poiché la finitura è così costante, riduciamo significativamente il tempo e i costi associati alla lucidatura manuale o ai processi di finitura secondaria, semplificando la transizione dalla lavorazione all'assemblaggio finale.
Capacità di lavorare metalli duri e leghe esotiche
La durezza non è un fattore limitante per l'EDM a sonda. A differenza della lavorazione convenzionale, che fatica con materiali temprati, il nostro l'elettroerosione a scarica elettrica processo funziona senza sforzo su qualsiasi materiale conduttivo, indipendentemente dalla sua durezza.
- Versatilità dei Materiali: Lavoriamo acciaio temprato, titanio, carburo e leghe esotiche con facilità.
- Lavorazione post-trattamento termico: Possiamo lavorare parti meccaniche dopo sono state trattate termicamente, eliminando il rischio di deformazioni dimensionali che spesso si verificano durante il trattamento termico delle parti lavorate.
Stress termico minimo e deformazioni rispetto alla fresatura tradizionale
L'EDM a sonda è un processo senza contatto. Non c'è nessuno strumento fisico che tocchi il pezzo, il che significa che non viene applicata alcuna forza meccanica sulla parte. Questo è fondamentale per componenti delicati o con pareti sottili che si piegherebbero o deformerebbero sotto la pressione di uno strumento di taglio CNC. Eliminando lo stress dall'equazione, garantiamo che il componente finale mantenga perfettamente la geometria prevista, offrendo un livello di affidabilità essenziale per produzioni di alta qualità.
Applicazioni dell'EDM a sonda in vari settori
Da MS Machining, utilizziamo l'EDM a sonda (Electrical Discharge Machining) quando i metodi di taglio tradizionali incontrano limiti. Che si tratti di materiali incredibilmente duri o di geometrie impossibili da tagliare con uno strumento rotante, questo processo è la spina dorsale della produzione ad alta posta in gioco. Dalla creazione di stampi complessi alla produzione di componenti critici per il volo, il nostro servizi di lavorazione EDM garantiamo che i design complessi diventino realtà funzionali senza compromettere l'integrità del materiale.
Produzione di stampi e matrici per stampaggio ad iniezione
L'applicazione più comune dell'EDM a sonda è nella creazione di stampi e matrici. Quando si producono stampi per iniezione plastica o pressofusione, spesso è necessario lavorare cavità cieche con angoli interni acuti e nervature profonde e sottili—caratteristiche che una fresa conico rotondo semplicemente non può ottenere.
- Compatibilità con acciaio temprato: Lavoriamo le cavità degli stampi dopo trattamento termico, eliminando il rischio di deformazioni che si verifica se si lavora l'acciaio morbido e si tempera successivamente.
- Cavità complesse: L'elettrodo può essere modellato per formare spazi negativi intricati che definiscono il pezzo finale in plastica.
Integrando questo con le nostre più ampie Lavorazione meccanica di produzione CNC capacità, offriamo soluzioni complete di attrezzature pronte per la pressa.
Componenti aerospaziali con tolleranze strette
Nel settore aerospaziale, il fallimento non è un'opzione. Utilizziamo l'EDM a sonda per produrre Componenti di precisione CNC realizzati con superleghe esotiche come Inconel, Titanio e Waspaloy. Questi materiali sono notoriamente difficili da lavorare con utensili tradizionali a causa della loro alta resistenza al calore e durezza.
- Lavorazione senza stress: Poiché l'EDM Sinker è un processo senza contatto, non induce stress meccanico sulla parte, preservando l'integrità strutturale dei componenti critici aerospaziali.
- Precisione Elevata: Raggiungiamo tolleranze anche di +/- 0,005 mm, essenziali per pale di turbine, componenti del sistema di alimentazione e parti di attuatori.
Dispositivi medici e parti di strumenti di precisione
La produzione medica richiede sterilità, biocompatibilità e precisione estrema. L'EDM Sinker è ideale per la produzione di strumenti chirurgici, impianti e componenti di apparecchiature diagnostiche dove la finitura superficiale e l'accuratezza sono fondamentali.
- Risultati senza bave: A differenza della fresatura, l'EDM non lascia bave, riducendo la necessità di sbavatura manuale che potrebbe alterare la geometria della parte.
- Dettagli intricati: Ci permette di creare caratteristiche piccole e complesse in impianti in acciaio inossidabile e titanio che facilitano la crescita ossea o una funzione meccanica precisa.
Componenti di alta precisione per il settore automobilistico
L'industria automobilistica si affida all'EDM Sinker per la produzione di componenti ad alto volume e usura elevata. Utilizziamo questa tecnologia per fabbricare parti che richiedono durezza eccezionale e consistenza superficiale.
- Sistemi di iniezione del carburante: Creazione di fori e canali microscopici necessari per una vaporizzazione efficiente del carburante.
- Componenti di trasmissione: Lavorazione di spline e scanalature in ingranaggi temprati.
Per supportare queste applicazioni, utilizziamo spesso il nostro Servizi di lavorazione CNC del rame per fabbricare gli elettrodi altamente conduttivi necessari per il processo EDM, garantendo il controllo della qualità dall'elettrodo al pezzo finale in acciaio.
Fattori che influenzano le prestazioni e la qualità dell'EDM Sinker

Raggiungere le tolleranze strette di +/- 0,005mm che promettiamo in MS Machining non riguarda solo avere la macchina giusta; richiede un controllo preciso di diverse variabili critiche. In l'elettroerosione a scarica elettrica, la differenza tra un componente perfetto e un pezzo scartato spesso dipende da come gestiamo l'interazione tra lo strumento, il pezzo e l'ambiente. Ecco come controlliamo questi fattori per garantire una qualità costante.
Materiale dell'elettrodo, geometria e usura
L'elettrodo funge da utensile di taglio nell'EDM a sonda, formando essenzialmente l'immagine "negativa" della cavità che vogliamo creare. Poiché il processo comporta erosione termica, l'elettrodo stesso è soggetto a usura. Se l'elettrodo si degrada troppo rapidamente, la geometria finale del componenti CNC di precisione sarà compromessa.
Di solito utilizziamo grafite o rame elettrodi perché offrono alta conduttività e resistenza all'usura. Per garantire che gli elettrodi soddisfino i nostri standard rigorosi, utilizziamo spesso il nostro servizi di lavorazione CNC personalizzata per fabbricare questi strumenti con estrema precisione prima che entrino in contatto con la macchina EDM.
- Usura degli angoli: Gli angoli acuti sull'elettrodo si usurano più rapidamente, il che può arrotondare gli angoli interni del pezzo.
- Qualità della superficie: La granulometria dell'elettrodo in grafite influisce direttamente sulla finitura superficiale dello stampo o del pezzo.
- Margine di progettazione: Progettiamo la dimensione dell'elettrodo leggermente più piccola della cavità desiderata per compensare il "gap di scintilla" (overburn).
Impostazioni di impulso, corrente e parametri di tensione
Le impostazioni dell'alimentatore determinano la velocità di rimozione e la qualità della finitura. Qui il nostro expertise ingegneristico gioca un ruolo fondamentale. Equilibriamo corrente (amperaggio) e durata dell'impulso per ottimizzare il taglio senza danneggiare il materiale.
| Parametro | Funzione | Impatto sulla qualità |
|---|---|---|
| Corrente (Ampere) | Controlla l'energia di ogni scintilla. | Corrente più alta rimuove il metallo più rapidamente (sgrossatura) ma lascia una superficie più ruvida. La corrente più bassa viene utilizzata per la finitura. |
| Tempo di accensione dell'impulso | Durata durante la quale la corrente fluisce per ciclo. | Aumentare la durata nel tempo aumenta i tassi di rimozione, ma crea una zona di calore interessata (HAZ) più ampia. |
| Tempo di spegnimento dell'impulso | Pause tra le scintille per eliminare i detriti. | Se troppo breve, i detriti causano archi (cortocircuiti). Se troppo lungo, il tempo di ciclo aumenta inutilmente. |
| Tensione di gap | Regola la distanza del gap tra le scintille. | Mantiene la distanza precisa tra l'elettrodo e il pezzo per un'operazione stabile. |
Materiale del pezzo e conducibilità termica
L'EDM a sonda è unica perché taglia materiali conduttivi indipendentemente dalla loro durezza. Spesso lavoriamo acciaio temprato, titanio e carburo che distruggerebbero strumenti di taglio tradizionali. Tuttavia, le proprietà fisiche del pezzo influenzano ancora il processo.
I materiali con punti di fusione elevati e bassa conducibilità termica richiedono più energia per essere erosi. Ad esempio, lavorare il carburo richiede impostazioni diverse rispetto all'alluminio. Poiché il processo è senza contatto, eliminiamo lo stress meccanico, ma dobbiamo gestire attentamente gli input termici per prevenire microcracking nelle leghe sensibili al calore.
Gestione e filtrazione del fluido dielettrico
Il fluido dielettrico (solitamente un olio idrocarburico) svolge tre funzioni vitali: agisce come isolante fino a raggiungere la tensione di ionizzazione, raffredda il pezzo e elimina i particelle erose.
Una filtrazione corretta è imprescindibile per alta qualità servizi di lavorazione EDM. Se il fluido è sporco, particelle conduttive sospese nell'olio possono collegare il gap, causando scariche secondarie (arco) che creano incrostazioni sulla superficie del pezzo. Manteniamo sistemi di filtrazione rigorosi per mantenere il fluido dielettrico pulito e a temperatura controllata, assicurando che ogni scintilla si comporti esattamente come previsto.
Considerazioni sui costi e sulla produzione per l'EDM a sonda
Comprendere la struttura dei costi di l'elettroerosione a scarica elettrica L'EDM è fondamentale per mantenere il progetto nel budget senza sacrificare la qualità. Presso MS Machining, non forniamo solo un preventivo; progettiamo il processo per garantire che paghiate per il valore, non per inefficienze. Sebbene l'EDM a sonda sia spesso percepito come un servizio di alta gamma grazie alla sua alta precisione, può effettivamente ridurre i costi totali di produzione quando applicato correttamente a parti complesse o temprate.
Quando l'EDM a sonda è conveniente rispetto ad altri metodi di lavorazione
L'EDM a sonda diventa la soluzione più economica quando gli strumenti di taglio tradizionali raggiungono i loro limiti fisici. Se si lavora acciaio temprato, titanio o leghe esotiche, le frese standard si usurano rapidamente o si rompono, portando a costi elevati di utensili e pezzi scartati. L'EDM a sonda elimina la forza meccanica, permettendoci di lavorare questi materiali difficili senza il rischio di rottura dell'utensile.
Inoltre, per parti che richiedono angoli interni acuti o nervature profonde e sottili, EDM a sonda è spesso la solo opzione praticabile. Tentare di ottenere queste geometrie con metodi standard fresatrici CNC richiederebbe micro-strumenti e velocità di alimentazione incredibilmente lente, aumentando i tempi della macchina. In questi scenari, il processo EDM è più veloce e affidabile.
Strategie di Tempo di Ciclo e Efficienza per la Produzione ad Alto Volume
Sebbene l'EDM a sonda sia generalmente più lento rispetto alla fresatura convenzionale, adottiamo strategie specifiche per mantenere i nostri tempi di consegna standard di 3-7 giorni. L'efficienza nei servizi di lavorazione EDM dipende da una gestione intelligente degli elettrodi e dalla minimizzazione dei tempi di inattività.
- Configurazione Multi-Elettrodo: Utilizziamo elettrodi di sgrossatura per rimuovere rapidamente il materiale e elettrodi di finitura per ottenere quella tolleranza perfetta di +/- 0,005mm.
- Lavorazione in batch: Eseguire più pezzi contemporaneamente nel serbatoio massimizza l'efficienza del fluido dielettrico e i tempi di setup.
- Automazione: I nostri flussi di lavoro certificati ISO 9001:2015 garantiscono che una volta avviato un ciclo di bruciatura, esso continui senza interruzioni, consentendo un potenziale di produzione “lights-out” su ordini più grandi.
Costi di fabbricazione degli utensili e degli elettrodi
A differenza dell'EDM a filo che utilizza un filo in bobina, l'EDM a sonda richiede un elettrodo di forma personalizzata—solitamente in grafite o rame—per formare la cavità. Ciò significa che ci sono costi iniziali di utensileria per la fabbricazione dell'elettrodo stesso.
Tuttavia, questo costo è spesso compensato dalla longevità del processo. Un singolo elettrodo in grafite di alta qualità può produrre più componenti CNC di precisione prima di dover essere sostituito. Per cavità complesse 3D, il costo di lavorazione di un elettrodo è significativamente inferiore rispetto al costo di rottura di più costosi utensili in carburo su un pezzo duro. Ottimizziamo il design degli elettrodi per garantire il massimo utilizzo e il minimo spreco.
Bilanciare qualità, velocità e costo nel flusso di lavoro di produzione
La chiave per un progetto di successo è sapere quando usare l'EDM a sonda e quando affidarsi ad altri metodi. Spesso consigliamo un approccio ibrido. Potremmo usare la fresatura CNC per rimuovere la maggior parte del materiale e poi passare all'EDM a sonda per i dettagli intricati e la finitura superficiale finale.
Questo approccio ti dà la velocità della fresatura con la precisione dell'EDM. Che tu stia pianificando di come creare un prototipo o passando alla produzione su larga scala, bilanciare questi fattori garantisce componenti di alta precisione senza spese inutili. Il nostro team di ingegneri esamina ogni progetto per raccomandare il percorso di produzione più efficiente.
Best Practices per l'Integrazione del Sinker EDM nella Produzione
Per ottenere il massimo da servizi di lavorazione EDM, è essenziale integrare strategicamente il processo nel tuo flusso di lavoro produttivo più ampio. Presso MS Machining, non consideriamo il Sinker EDM come un compito isolato; lo vediamo come un passaggio critico di finitura che completa la lavorazione standard per raggiungere geometrie che gli utensili tradizionali semplicemente non possono raggiungere.
Progettare per l'EDM: Ottimizzare la Geometria del Pezzo per la Lavorabilità
Progettare per il Sinker EDM richiede una mentalità diversa rispetto alla progettazione per fresatura. Poiché il processo utilizza un elettrodo sagomato per erodere il materiale, il progetto deve tenere conto della forma dell'elettrodo e del flushing del fluido dielettrico.
- Considerare l'usura dell'elettrodo: Sebbene possiamo ottenere precisioni estreme, l'elettrodo si usura nel tempo. Progettare cavità con angoli di inclinazione coerenti può aiutare a mantenere l'accuratezza e prolungare la vita dell'elettrodo.
- Canali di Flushing: Per cavità profonde, assicurarsi che la geometria permetta una circolazione adeguata del fluido per eliminare i detriti. Un flushing insufficiente può portare a archi e difetti superficiali.
- Selezione dei materiali: Possiamo lavorare una vasta gamma di materiali di parti metalliche lavorate, inclusi acciai pre-temperati e leghe esotiche. Selezionare il materiale giusto prima del trattamento termico può risparmiare tempo significativo durante la fase di EDM.
Combinare EDM con Fresatura CNC o Rettifica per Componenti Complessi
L'efficienza nella produzione deriva spesso dall'uso dello strumento giusto nella fase giusta del processo. Il Sinker EDM viene raramente utilizzato per la rimozione di grandi quantità di materiale a causa della sua velocità inferiore rispetto alla fresatura. Invece, adottiamo un approccio ibrido per massimizzare velocità e precisione.
- Roughing tramite CNC: Utilizziamo la fresatura CNC per rimuovere la maggior parte del materiale mentre il metallo è in uno stato più morbido.
- Trattamento Termico: Il pezzo viene temprato secondo le specifiche richieste.
- Finitura tramite Sinker EDM: Utilizziamo il Sinker EDM per tagliare caratteristiche intricate, angoli interni acuti o nervature profonde nel materiale temprato senza rischiare deformazioni.
Questo flusso di lavoro si basa molto sulla qualità degli elettrodi utilizzati. Utilizziamo elettrodi di precisione lavorazione del grafite tecniche per creare elettrodi personalizzati che corrispondano alle tue specifiche di progettazione, garantendo che la bruciatura finale sia impeccabile.
Manutenzione di routine e calibrazione per risultati costanti
Mantenere tolleranze strette di +/- 0,005mm richiede un rigoroso rispetto dei protocolli di manutenzione. I nostri standard ISO 9001:2015 processi certificati garantiscono che l'affidabilità delle apparecchiature non comprometta mai la qualità dei pezzi.
- Qualità del fluido dielettrico: Filtriamo e monitoriamo costantemente il fluido dielettrico. Un fluido pulito è fondamentale per uno scarico elettrico stabile e una finitura superficiale superiore.
- Calibrazione: La calibrazione regolare degli assi della macchina garantisce che l'accuratezza posizionale venga mantenuta durante le serie di produzione.
- Ispezione degli elettrodi: Prima di generare qualsiasi scintilla, ispezioniamo gli elettrodi per l'accuratezza dimensionale per garantire che il risultato Componenti di precisione CNC rispetti le tue esigenze esatte.
Tendenze future nell'EDM a sonda e nella produzione di precisione
Integrazione con CNC e linee di produzione automatizzate
I giorni in cui l'EDM a sonda operava come un'isola autonoma stanno scomparendo. Stiamo assistendo a un enorme cambiamento verso l'automazione completa, dove le unità EDM sono integrate direttamente in celle di produzione più grandi. I robot ora gestiscono la sostituzione degli elettrodi e la pallettizzazione dei pezzi, consentendo una produzione “senza luci”. Questa connettività garantisce che Componenti di precisione CNC passino senza problemi dalla fresatura all'EDM senza errori di manipolazione manuale. Utilizzando tecnologie avanzate Servizi di ingegneria CNC, i laboratori possono sincronizzare queste macchine per massimizzare il tempo di attività degli spindel e la produttività, riducendo drasticamente i tempi di consegna per progetti complessi.
Sistemi EDM intelligenti con monitoraggio in tempo reale e ottimizzazione AI
L'intelligenza delle macchine sta rivoluzionando l'elettroerosione a scarica elettrica. I sistemi moderni sono dotati di algoritmi di intelligenza artificiale che monitorano in tempo reale la distanza tra le scintille e le condizioni di scarica. Invece di affidarsi esclusivamente a parametri preimpostati, la macchina “sente” il taglio e si adatta istantaneamente per mantenere la stabilità.
- Controllo adattivo: Regola automaticamente la corrente e il tempo di spegnimento per prevenire archi e rotture del filo.
- Manutenzione Predittiva: I sensori avvisano gli operatori prima che un componente fallisca, prevenendo tempi di inattività.
- Ottimizzazione del processo: Il sistema impara dai tagli precedenti per ottimizzare velocità e finitura per i lotti futuri.
Progressi nei materiali degli elettrodi e nell’efficienza delle lavorazioni
Stiamo assistendo a miglioramenti significativi nei materiali utilizzati per gli elettrodi. Nuovi grafiti ad alta densità e leghe di rame specializzate offrono una resistenza all’usura superiore, il che significa che l’elettrodo mantiene la forma più a lungo. Questo è fondamentale per mantenere tolleranze strette su componenti CNC di precisione riducendo allo stesso tempo il numero di elettrodi necessari per ogni lavoro. Questi avanzamenti nei materiali, abbinati a tecnologie di generatori più veloci, permettono servizi di lavorazione EDM di ottenere finiture superficiali più fini in meno tempo. Per caratteristiche estremamente piccole e intricate, la combinazione di questi materiali avanzati con micro lavorazioni CNC capacità garantisce il massimo livello di dettaglio e precisione.