¿Tiene dificultades para decidir entre aluminio y acero para su moldeo por inyección de prototipos ¿herramienta?
Es la clásica compensación de ingeniería: necesita piezas de forma rápida y rentable, pero no puede sacrificar la precisión ni la calidad.
Como socio de fabricación en Mecanizado MS, he visto de primera mano cómo esta única decisión impacta en todo, desde tiempo de ciclo hasta su ROI final. Tome la decisión correcta y acelerará el lanzamiento de su producto; tome la decisión equivocada y estará viendo herramientas rotas y presupuestos inflados.
En esta publicación, obtendrá una Guía de selección de material de moldedirecta y basada en datos. Analizaremos las diferencias reales en costo de herramientas, conductividad térmica, y durabilidad para que pueda elegir el material perfecto para sus necesidades de volumen y resina.
Vamos a sumergirnos.
Definición de las necesidades de herramientas de moldeo por inyección de prototipos
En MS Machining, con frecuencia guiamos a los ingenieros a través del debate crítico de “velocidad versus durabilidad”. Antes de seleccionar un material, debemos definir exactamente lo que la herramienta necesita lograr. Moldeo por inyección de prototipos no es una solución única para todos; se encuentra en un espectro que va desde la validación inicial del diseño hasta las pruebas de mercado de bajo volumen. Identificar erróneamente su etapa de herramientas puede llevar a presupuestos inflados en una vida útil innecesaria de la herramienta o, por el contrario, a la falla de la herramienta durante una ejecución puente crítica.
Distinciones entre prototipos, puentes y herramientas de producción
Comprender la jerarquía de las herramientas es esencial para el control de costes. Categorizamos los proyectos en tres fases distintas para determinar el enfoque de fabricación:
- Herramientas de prototipo: Principalmente para pruebas de ajuste, forma y función. Estos moldes se construyen para velocidad y bajo coste, manejando típicamente de 100 a 1.000 piezas.
- Herramientas puente: Llena el vacío entre la creación de prototipos y la producción en masa. Estas herramientas deben ser lo suficientemente robustas como para abastecer el mercado mientras se corta el molde de producción final, a menudo ejecutando de 1.000 a 10.000 piezas.
- Herramientas de producción: Diseñado para máxima eficiencia y longevidad, apuntando a cientos de miles o millones de ciclos.
Factores clave de decisión para la selección de materiales
Cuando nuestro equipo de ingeniería revisa una Solicitud de Cotización (RFQ), evaluamos cuatro restricciones principales para recomendar la correcta moldeo por inyección de bajo volumen estrategia:
| Factor | Consideración |
|---|---|
| Volumen de piezas | ¿Está ejecutando 50 muestras para I+D o 5.000 unidades para un lanzamiento piloto? |
| Tipo de resina | Los plásticos estándar (ABS, PP) son tolerantes; las resinas de ingeniería abrasivas (Nylon con carga de vidrio, PEEK) exigen herramientas más resistentes. |
| Complejidad | Las geometrías complejas que requieren mecanizado CNC de 5 ejes o acciones de deslizamiento elaboradas pueden requerir propiedades específicas del material. |
| Línea de tiempo y presupuesto | Herramientado rápido se centra en reducir los tiempos de producción, a menudo favoreciendo materiales que mecanizan más rápido. |
Al equilibrar estos elementos dentro de nuestra instalación de 30,000 pies cuadrados, aseguramos que su herramienta de molde prototipo se alinea con los objetivos inmediatos de su proyecto sin sobreingeniería de la solución.
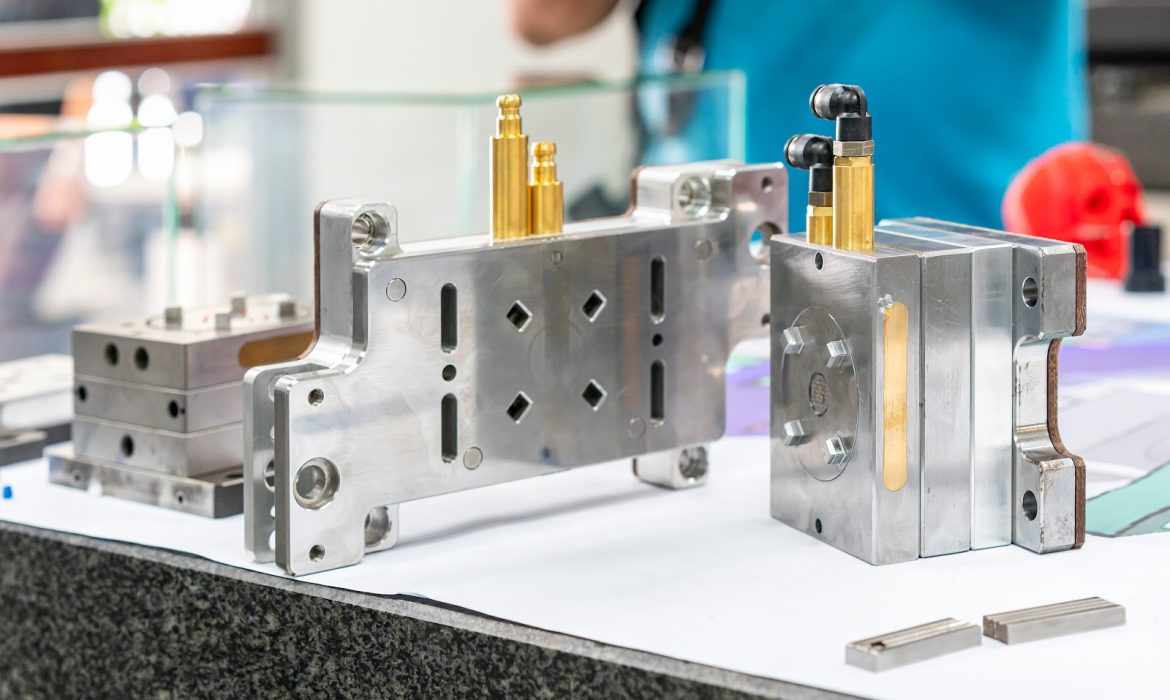
Aluminio vs. Acero: Comparación cara a cara
Cuando nos sentamos con ingenieros en nuestra Mecanizado MS instalación para discutir moldeo por inyección de prototipos, la conversación casi siempre gira hacia el debate “Aluminio vs. Acero”. No se trata simplemente de qué material es superior; se trata de adaptar las capacidades de la herramienta a la cantidad, presupuesto y requisitos de resina de su proyecto.
Comparando costo y tiempo de entrega
Para iteraciones rápidas, moldes prototipo de aluminio son los claros ganadores. El aluminio es más blando y mucho más fácil de mecanizar que el acero de herramienta, permitiendo que nuestros centros CNC de alta velocidad corten núcleos y cavidades de 30% a 50% más rápido. Esta velocidad se traduce directamente en menores costos de herramental de acero vs aluminio y en tiempos de entrega reducidos—a menudo recibiendo las muestras T1 en tus manos en solo unas semanas. Por otro lado, moldes de inyección de acero P20 requieren un mecanizado más intensivo y a menudo demandan EDM (Electroerosión por Descarga) para características complejas, aumentando la inversión inicial y el plazo.
Tiempo de ciclo y conductividad térmica
Una gran ventaja operativa del aluminio es su superior conductividad térmica. El aluminio transfiere calor aproximadamente 5 veces más rápido que el acero de herramienta. Esto permite períodos de enfriamiento significativamente más cortos dentro del ciclo de inyección. Si estás realizando un lote de producción puente de 5,000 piezas, esa reducción Tiempo de ciclo de moldeo por inyección puede ahorrar días de tiempo de máquina.
Vida útil y durabilidad de la herramienta
Mientras que el aluminio es rápido, el acero es resistente. Recomendamos herramientas de acero cuando la durabilidad no sea negociable.
- Aluminio (7075/QC-10): Ideal para entre 1,000 y 10,000 disparos. La suavidad conduce al desgaste de la línea de separación con el tiempo.
- Acero (P20/H13): Construido para entre 50,000 y más de 1,000,000 de disparos. Mantiene tolerancias estrictas bajo altas presiones de sujeción.
Compatibilidad de materiales y maquinabilidad
Si su diseño requiere resinas de ingeniería abrasivas—como nylon con fibra de vidrio o PEEK—el aluminio se erosionará rápidamente, comprometiendo la calidad de la pieza. El acero es esencial para estos materiales abrasivos. Sin embargo, para termoplásticos estándar como ABS o PP, el aluminio es perfectamente adecuado. Para entender más sobre la selección y procesamiento de resinas, revisar la introducción a las mejores prácticas de moldeo por inyección de plásticos puede ayudar a aclarar qué material de herramienta se adapta a su elección de resina.
Referencia rápida: Comparación de materiales de moldes de inyección
| Característica | Moldes de aluminio (Prototipo) | Moldes de acero (Producción/puente) |
|---|---|---|
| Costo Inicial | Baja (30-40% más barato) | Alta |
| Tiempo de entrega | Rápido (Prototipado rápido) | Lento (Requiere tratamiento térmico/EDM) |
| Conductividad térmica | Excelente (Ciclos rápidos) | Moderada |
| Vida útil de la herramienta | Bajo (<10k disparos) | Alto (>50k disparos) |
| Maquinabilidad | Alto (CNC de 5 ejes fácil) | Bajo (Material más duro) |
| Adecuación para resinas | Plásticos no abrasivos | Resinas abrasivas y de alta temperatura |
Ventajas de los moldes prototipo de aluminio
Cuando la velocidad es la prioridad y los volúmenes de producción son bajos, los moldes prototipo de aluminio son los claros ganadores. Para ingenieros y gerentes de producto que buscan validar diseños rápidamente, elegir aluminio en lugar de acero de herramienta puede acelerar significativamente el calendario de desarrollo.
Conductividad térmica superior para ciclos más rápidos
La ventaja técnica más significativa del aluminio es su conductividad térmica. El aluminio transfiere calor aproximadamente 5 veces más rápido que los aceros de herramienta estándar como el P20. En el proceso de moldeo por inyección, el tiempo de enfriamiento suele representar la mayor parte del ciclo total.
Al usar herramientas de aluminio, podemos reducir los tiempos de ciclo en 30% a 40%. Esta rápida disipación de calor significa que las piezas se enfrían y expulsan más rápido, permitiendo una mayor rapidez en lotes de bajo volumen. Esta eficiencia es crucial cuando necesitas de 500 a 1,000 piezas de inmediato para pruebas de mercado o validación en línea de producción.
Menor costo y mecanizado rápido
El aluminio es más blando y fácil de cortar que el acero endurecido. Esta maquinabilidad se traduce directamente en menores costos de tooling y tiempos de entrega más rápidos. Nuestra instalación aprovecha centros de mecanizado de alta velocidad para cortar núcleos y cavidades de aluminio en una fracción del tiempo requerido para el acero.
Específicamente, avanzado máquinas CNC de 5 ejes puede navegar geometrías complejas en aluminio con menos desgaste de herramienta y mayores tasas de avance. Esto nos permite producir moldes complejos con características intrincadas sin el elevado coste asociado con EDM (Electroerosión por Descarga) que a menudo se necesita para acero duro.
Beneficios clave del tooling de aluminio:
- Reducción del tiempo de entrega: Preparar moldes en días en lugar de semanas.
- Eficiencia de Costes: Costos de material más bajos y reducción de horas de mecanizado.
- Facilidad de Modificación: El aluminio es más fácil de modificar si se necesitan cambios de diseño después del muestreo T1.
Escenarios Ideales: Iteración y Validación
El aluminio es el estándar para iteraciones rápidas. En las primeras etapas del desarrollo del producto, los diseños rara vez están definidos de forma definitiva. Necesitas una solución de utillaje que permita pruebas funcionales sin comprometerte con una inversión masiva.
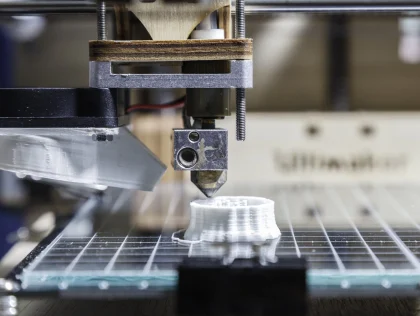
Si actualmente estás planificando cómo crear un prototipo que imita de cerca las piezas de producción en masa, los moldes de aluminio cubren esa brecha. Proporcionan piezas inyectadas reales usando la resina de producción real, algo que la impresión 3D a menudo no puede lograr. Esto los hace perfectos para “utillaje puente”, llenando la brecha de suministro mientras se fabrican moldes de producción de acero duraderos.
Ventajas de los Moldes de Inyección de Acero
Cuando tu proyecto requiere resistencia y producción en volumen alto, el utillaje de acero es el estándar de la industria. Mientras que el aluminio funciona bien para validaciones rápidas, el acero es la opción de alta resistencia para un rendimiento constante bajo estrés. Recomendamos pasar a acero cuando tu hoja de ruta de producción pase de la fase inicial de prototipo a utillaje puente o producción en masa.
Durabilidad Excepcional y Vida Útil Extendida de la Herramienta
La ventaja más significativa del acero es su capacidad para soportar estrés repetitivo. Para proyectos que requieren 50.000 a más de 1.000.000 de disparos, el aluminio permite demasiado desgaste. Utilizamos aceros de herramienta robustos como P20 y H13, que están endurecidos para resistir la fatiga. Esta longevidad asegura que la pieza mil millones luzca igual que la primera, resolviendo el común dilema de vida útil de la herramienta aluminio vs acero para proyectos a largo plazo.
Manejo de Resinas Abrasivas y de Alta Temperatura
El utillaje blando limita tus opciones de material. Si tu aplicación requiere un rendimiento de grado ingeniería, el acero es innegociable. Proporciona la dureza necesaria para procesar:
- Materiales Abrasivos: Nylon relleno de vidrio y composites reforzados que erosionan rápidamente cavidades de aluminio más blandas.
- Resinas de Alta Temperatura: Termoplásticos avanzados como PEEK o Ultem que requieren temperaturas elevadas en el molde.
- Plásticos Corrosivos: Resinas que liberan gases ácidos durante el procesamiento.
Precisión y Estabilidad Dimensional
El acero mantiene su forma bajo altas presiones de inyección, minimizando la desviación. Esta rigidez es crucial para mantener tolerancias estrictas en piezas con geometrías complejas o paredes delgadas. Aprovechando nuestras capacidad de fresado CNC de precisión personalizado podemos mecanizar moldes de acero endurecido con especificaciones exactas, asegurando que las características críticas se reproduzcan con precisión en cada ciclo.
Eficiencia de Costos a Largo Plazo
Aunque moldes de inyección de acero P20 exigen una inversión inicial mayor debido a tiempos de mecanizado más largos y tratamientos térmicos, ofrecen un ROI superior para producción en volumen. Evitas los costosos tiempos de inactividad y costos de reherramientado asociados con la reparación de moldes de aluminio desgastados, reduciendo efectivamente el costo total por unidad durante la vida útil de la herramienta.
Limitaciones y Compromisos de Material en Herramientas de Prototipado

Cada decisión de ingeniería implica compromisos. Cuando guiamos a los clientes a través de moldeo por inyección de prototipos proyectos, debemos analizar detenidamente las limitaciones del material elegido frente a las restricciones mecánicas y presupuestarias específicas del proyecto. No existe un material de molde “perfecto”, solo el adecuado para tu volumen y requisitos de resina específicos.
Desventajas del Aluminio: Desgaste y Presión
Aunque el aluminio es el rey de la velocidad en moldes de inyección rápida, su suavidad es su principal debilidad. No podemos tratar el aluminio QC-10 o 7075 de la misma manera que tratamos el acero de herramienta endurecido.
- Sensibilidad a abrasivos: Si tu pieza requiere resinas abrasivas (como Nylon relleno de vidrio o PP relleno de minerales), las superficies de aluminio se erosionarán rápidamente. Esto conduce a variaciones dimensionales y rebabas después de solo unos cientos de disparos.
- Límites de presión: El aluminio tiene una resistencia a la fluencia menor que el acero. No puede soportar las fuerzas de sujeción extremas y las presiones de inyección requeridas para ciertos polímeros de ingeniería de alta viscosidad sin correr el riesgo de deformación de la cavidad del molde.
- Daños en la superficie: La cara del molde es más susceptible a daños accidentales durante el manejo, la configuración o la extracción de piezas atascadas en comparación con aleaciones más duras.
Desventajas del acero: inversión y velocidad
El acero es el estándar de oro en durabilidad, pero tiene un costo elevado. La dureza que hace que el acero P20 o H13 sea tan confiable también lo hace más difícil de procesar.
- Costo inicial más alto: Los costos de materia prima son mayores y el proceso de mecanizado consume más horas.
- Tiempos de entrega prolongados: El corte, el EDM (Mecanizado por descarga eléctrica) y el pulido de acero duro llevan tiempo. Nuestra instalación utiliza equipos especializados mecanizado CNC pesado para manejar estos aleaciones resistentes de manera efectiva, pero la física del corte de metal duro simplemente lleva más tiempo que cortar aluminio.
- Retardo térmico: Sin canales de enfriamiento conformes (que aumentan el costo), el acero disipa el calor más lentamente que el aluminio, lo que puede extender los tiempos de ciclo durante la producción.
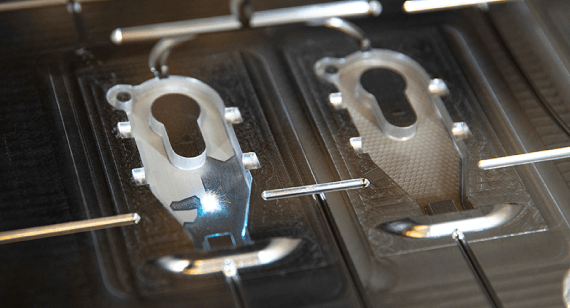
Enfoques híbridos de herramientas
A menudo implementamos un compromiso estratégico conocido como herramientas híbridas o insertos MUD (Master Unit Die). En este escenario, instalamos insertos de acero endurecido en una base de molde de aluminio estándar.
Este enfoque apunta a las áreas de alto desgaste—como las compuertas, núcleos y cavidades—con acero duradero, mientras mantiene la mayor parte de la herramienta en aluminio rentable. Nos permite procesar resinas abrasivas y mantener tolerancias más estrictas sin comprometer el costo y el tiempo de entrega de una base de molde de acero 100%. Esta suele ser la opción más inteligente para herramientas de moldeo por inyección de bajo volumen donde la complejidad de la pieza es alta, pero el volumen total no justifica una herramienta de producción de Clase A.
Seleccionar el material adecuado para su proyecto
Elegir entre moldeos de inyección de aluminio vs acero no se trata solo de preferencia técnica; es una decisión estratégica de negocio. En MS Machining, guiamos a ingenieros y gerentes de compras en este proceso de selección a diario. El objetivo es ajustar la inversión en herramientas al ciclo de vida específico de su producto, asegurando que no gaste de más en un prototipo ni subestime una herramienta de producción.
Calcular el ROI en función del volumen
El volumen de producción proyectado suele ser el principal factor para la selección del material. Necesita calcular el Retorno de la Inversión (ROI) comparando el coste inicial de la herramienta con la cantidad esperada de piezas.
- Bajo volumen (< 2.000 disparos): Para validación inicial del mercado o herramientas de puente de producción en tiradas cortas, moldes prototipo de aluminio ofrecen la mejor relación calidad-precio. Los costes de mecanizado más bajos le permiten asignar el presupuesto a otras áreas.
- Volumen medio a alto (> 10.000 disparos): Si hay una alta probabilidad de que la herramienta deba funcionar eficazmente durante años, el acero se convierte en la opción rentable a pesar del precio de entrada más alto.
Analizando la complejidad del resina y de la pieza
Su elección de resina plástica impacta significativamente en la durabilidad del molde. Materiales para herramientas de prototipo deben ser compatibles con las propiedades químicas y físicas del material inyectado.
- Resinas abrasivas: Si su diseño requiere nylon con fibra de vidrio, PEEK u otras resinas abrasivas de grado ingeniería, el aluminio es arriesgado. Estos materiales pueden rayar la superficie de moldes blandos, arruinando dimensiones críticas rápidamente. Aquí, el acero es innegociable.
- Geometrías Complejas: Para piezas que requieren tolerancias intrincadas de mecanizado personalizado y precisas, el acero mantiene mejor su forma bajo altas presiones de inyección.
Equilibrar plazos estrictos frente a presupuestos
La velocidad de lanzamiento al mercado suele ser el factor decisivo. Debido a que el aluminio disipa el calor más rápido y se mecaniza con mayor facilidad, es la opción preferida para plazos ajustados.
- Velocidad: Los moldes de aluminio pueden ser cortados y pulidos en una fracción del tiempo requerido para el acero endurecido. Entender la ventaja del prototipado rápido te ayuda a aprovechar estos ciclos más rápidos para iterar diseños rápidamente.
- Presupuesto: Si el presupuesto del proyecto es ajustado y el diseño aún está sujeto a cambios, quédate con aluminio. Minimiza el riesgo financiero si el molde necesita ser modificado o descartado después de las pruebas.
Consejos de expertos para un rendimiento óptimo del molde
Obtener el máximo rendimiento de tu herramienta—ya sea un prototipo rápido de aluminio o una herramienta de puente de acero P20—requiere más que solo seleccionar un material. En MS Machining, aplicamos el mismo rigor de ingeniería a un prototipo de 500 disparos que a moldes de producción en volumen alto.
Enfoque en el Diseño para la Fabricabilidad (DFM)
Antes de cortar un solo chip de metal, el análisis DFM es fundamental. Para el moldeo por inyección de prototipos, evaluamos estrictamente la uniformidad del grosor de las paredes y los ángulos de salida. Aunque el aluminio es indulgente, no maneja bien los undercuts profundos o condiciones de acero delgadas y seguras como los metales más duros. Si tu pieza presenta geometrías complejas que requieren las tolerancias más ajustadas—similar a lo que entregamos para mecanizado militar y componentes de defensa—a menudo recomendamos ajustes específicos en el diseño o inserciones de acero en áreas de alto desgaste para garantizar que el prototipo sobreviva a la producción.
El papel de la precisión CNC y la refrigeración
La eficiencia del ciclo está dictada por la gestión térmica y la precisión en el mecanizado.
- Canales de refrigeración: Utilizamos nuestra flota de más de 30 centros de mecanizado CNC para fresar líneas de refrigeración precisas. Un diseño adecuado de refrigeración en moldes de aluminio puede superar significativamente a las herramientas de acero mal diseñadas en términos de velocidad de ciclo.
- Precisión en el mecanizado: El mecanizado CNC de alta velocidad en 5 ejes nos permite lograr acabados superficiales superiores directamente de la máquina. Esto reduce la necesidad de trabajo manual en banco, preservando la estricta precisión dimensional de la cavidad del molde.
Control de calidad y validación
Operamos 3 líneas de Control de Calidad para garantizar que cada herramienta cumpla con las especificaciones antes de que la resina llegue al molde.
- Herramientas de aluminio: Verificamos que las líneas de separación sean lo suficientemente robustas para soportar las presiones de inyección sin salpicaduras, un problema común con aleaciones más blandas.
- Herramientas de acero: El control de calidad se centra en verificar la dureza y la estabilidad dimensional después del tratamiento térmico.
Transición de Prototipo a Producción
Los fabricantes inteligentes utilizan la fase de prototipo para reducir los riesgos en la producción en masa. Los datos recopilados de tu herramienta de aluminio—como la ubicación de la compuerta, el tiempo de llenado y posibles problemas de deformación—deben informar directamente el diseño de tu molde de producción de acero endurecido. Este enfoque basado en datos cierra la brecha entre la validación de bajo volumen y la fabricación en gran volumen, ahorrando capital significativo a largo plazo.
Preguntas Frecuentes (FAQs)
¿Cómo se compara la vida útil del molde de aluminio con el acero P20?
Cuando hablamos de vida útil de la herramienta, la diferencia es significativa. Un molde prototipo estándar de aluminio generalmente ofrece entre 2,000 a 5,000 disparos. Es excelente para validar diseños o pequeñas producciones piloto. En cambio, moldes de inyección de acero P20 están diseñados para la resistencia, manejando fácilmente 50,000 a 100,000+ disparos. Si tu proyecto pasa de la fase de validación a producción de bajo volumen, la transición a acero es la única forma de mantener dimensiones consistentes sin degradación de la herramienta.
¿Puedo usar resinas abrasivas con herramientas de aluminio QC-10?
Recomendamos encarecidamente no usar materiales abrasivos como nylon con fibra de vidrio o PEEK en moldes de aluminio. Aunque las herramientas de aluminio QC-10 son más duras que las aleaciones de aluminio estándar, las fibras de vidrio abrasivas actúan como papel de lija dentro de la cavidad del molde. Esto erosiona rápidamente la compuerta y los detalles finos, arruinando la tolerancia de la herramienta. Para resinas abrasivas, siempre recomendamos usar insertos de acero endurecido o cambiar a una herramienta completamente de acero para garantizar que el molde sobreviva a la producción.
¿El aluminio siempre es más barato que el acero para prototipos?
En términos de inversión inicial, el aluminio es casi siempre la opción más rentable para la fabricación de prototipos. Debido a que el aluminio es más blando, nuestros mecanizadores pueden cortarlo de manera significativamente más rápida que el acero, reduciendo los costos de tiempo de máquina en un 30-50%. Sin embargo, si su producción de prototipos requiere volúmenes altos que desgastarían una herramienta de aluminio (lo que nos obligaría a construir una segunda), el costo total podría eventualmente superar al de un molde de acero duradero.
¿Cuál es el tiempo de entrega estándar para moldes de aluminio frente a moldes de acero?
La velocidad es la principal ventaja del aluminio. Aprovechando nuestras capacidades de CNC de 5 ejes, a menudo podemos terminar moldes de aluminio en 5 a 15 días. Los moldes de acero, debido a la necesidad de tratamiento térmico y tasas de mecanizado más lentas (EDM), suelen tener un tiempo de entrega de moldes de prototipo of de 4 a 8 semanas. Si su plazo es ajustado y necesita las piezas en mano para una feria o prueba funcional la próxima semana, el aluminio es la opción claramente ganadora.