

Comprendiendo cuándo combinar procesos de CNC
En el panorama competitivo de la fabricación, lograr tolerancias estrictas mientras se mantiene la velocidad de producción es un acto de equilibrio. Combinar fresado, torneado y capacidades de 5 ejes no es solo aprovechar tecnología avanzada; es una necesidad estratégica para optimizar los flujos de trabajo. Para procesos complejos Piezas de precisión CNC, confiar en un solo método de mecanizado a menudo crea cuellos de botella y problemas de precisión. Al integrar estos procesos, reducimos significativamente los tiempos de configuración y eliminamos errores de transferencia, asegurando que el componente final cumpla con estándares rigurosos sin costos adicionales innecesarios.
Fresado vs Torneado vs 5 Ejes: Fortalezas y Limitaciones del Proceso
Para tomar decisiones de adquisición informadas, los ingenieros y compradores deben entender el “ADN” único de cada estilo de mecanizado. Elegir el proceso correcto—o la combinación de procesos—determina el éxito del proyecto.
- Torneado CNC: El campeón indiscutible para geometrías cilíndricas y simetría rotacional. Ofrece alta velocidad y excelentes acabados superficiales para ejes y bujes, pero tiene dificultades con características no concéntricas.
- Mecanizado CNC: Ideal para formas prismáticas, superficies planas y perforación de agujeros desplazados. Sin embargo, el fresado estándar en 3 ejes requiere múltiples configuraciones manuales para piezas complejas, aumentando el riesgo de errores de apilamiento.
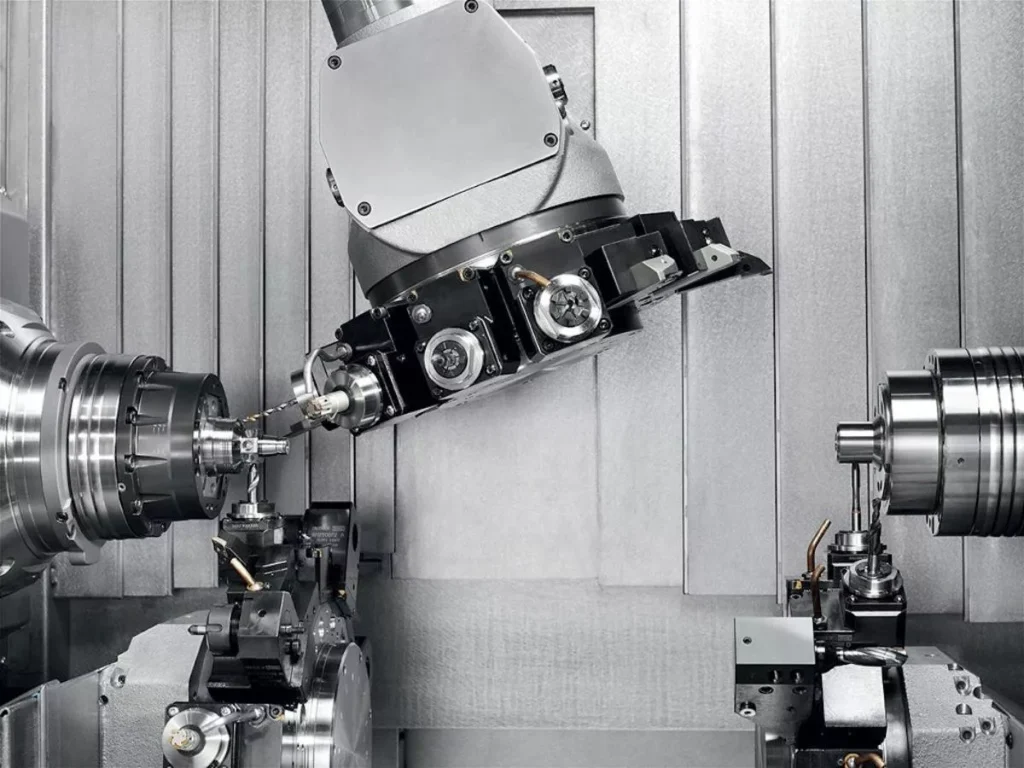
- Mecanizado de 5 ejes: La solución definitiva para geometrías intrincadas y rebajes. Permite que la herramienta se acerque a la pieza desde prácticamente cualquier ángulo, reduciendo drásticamente los requisitos de fijación y permitiendo la producción de geometrías altamente complejas Piezas de precisión CNC en una sola operación.
Conceptos erróneos comunes en el mecanizado de múltiples procesos
Un error frecuente en la adquisición es suponer que ceñirse a un proceso más simple y único siempre es la opción más rentable. Esta mentalidad a menudo conduce a costos ocultos y tiempos de entrega prolongados.
- Mito: “Más simple es más barato”
Realidad: Forzar una pieza compleja a través del fresado estándar en 3 ejes a menudo requiere múltiples pasos manuales de re-fixturado. Esto aumenta los costos laborales y la probabilidad de desperdicio debido a errores de alineación. - Mito: “El 5 ejes siempre es excesivo”
Realidad: Aunque la tarifa por hora de la máquina puede ser mayor, la reducción masiva en el tiempo total de ciclo y manejo a menudo hace que las combinaciones de 5 ejes o fresado-torneado sean más económicas para diseños intrincados. - Mito: “Una máquina para todo”
Realidad: Ninguna máquina es perfecta para todas las características. Aprovechar un enfoque híbrido garantiza que el torneado maneje eficientemente las características redondas mientras que el fresado aborda los bolsillos detallados, entregando resultados superiores más rápido.
Consideraciones de material y maquinabilidad
Cuando analizamos la producción de piezas de alta calidad Piezas de precisión CNC, la selección del material dicta toda la estrategia de fabricación. No se trata solo de si el material se ajusta a la aplicación del diseño; se trata de cómo se comporta bajo el cortador. Elegir el material adecuado en función de su maquinabilidad impacta directamente en el tiempo de ciclo, el desgaste de la herramienta y, en última instancia, el coste por unidad. Siempre aconsejamos a los ingenieros equilibrar los requisitos de rendimiento final con la realidad del mecanizado para minimizar retrabajos y garantizar una calidad constante.
Estrategias para aluminio, acero inoxidable y titanio
Los diferentes metales requieren enfoques muy distintos al combinar fresado, torneado y operaciones de 5 ejes. El objetivo es optimizar las tasas de remoción de material sin sacrificar el acabado superficial.
- Aluminio (por ejemplo, 6061, 7075): Este es generalmente el material más indulgente, permitiendo altas velocidades de husillo y rápidas tasas de avance. Sin embargo, la evacuación de virutas es fundamental en el mecanizado de 5 ejes para evitar volver a cortar virutas, lo que puede estropear el acabado.
- Acero inoxidable (por ejemplo, 304, 316): Estas aleaciones son propensas a endurecimiento por trabajo. Tenemos que mantener la herramienta en movimiento constante—la permanencia causa que el material se endurezca instantáneamente, llevando a la falla de la herramienta. Para proyectos que involucran grados más duros, saber cómo hacerlo correctamente fabricar piezas de acero endurecido mediante mecanizado es esencial para mantener tolerancias estrictas y prolongar la vida útil de la herramienta.
- Titanio: La gestión del calor es la prioridad aquí. El titanio tiene una baja conductividad térmica, lo que significa que el calor permanece en la herramienta en lugar de en la viruta. Utilizamos refrigeración a alta presión y herramientas de carburo especializadas para gestionar esta carga térmica.
Plásticos, Compuestos y Materiales Especiales
El mecanizado de no metales presenta un conjunto diferente de desafíos, principalmente relacionados con la deformación y el desgaste en lugar de la fuerza de corte.
- Riesgos de deformación: Plásticos como Delrin o PEEK son propensos a deformarse si se sujetan demasiado fuerte. Utilizamos mordazas blandas o fijaciones de vacío para distribuir la presión de sujeción de manera uniforme, evitando que la pieza salga de tolerancia una vez liberada.
- Compuestos abrasivos: Materiales como fibra de carbono son increíblemente abrasivos. Las herramientas estándar se desgastan rápidamente, afectando la precisión. Cambiamos a herramientas recubiertas de diamante para mantener un filo afilado durante toda la operación.
- Secuenciación: Para plásticos, a menudo preparamos el material y lo dejamos “reposar” para aliviar tensiones internas antes de la pasada final de acabado. Esto asegura que la geometría final permanezca estable.
Optimización del flujo de trabajo para CNC de múltiples procesos
Optimizar el flujo de trabajo no se trata solo de velocidades de husillo más rápidas; se trata de eliminar el “tiempo muerto” cuando la máquina no está cortando. Cuando combinamos procesos, el objetivo es una integración perfecta. Nos centramos en reducir el tiempo de manipulación y garantizar que cada movimiento añada valor. Aprovechando las tecnologías avanzadas soluciones de ingeniería de precisión CNC, los fabricantes pueden aumentar significativamente el rendimiento sin sacrificar tolerancias estrictas. La clave es dejar de pensar en el fresado y el torneado como islas separadas y comenzar a tratarlos como una línea de producción unificada.
Secuenciación de operaciones y planificación de rutas de herramientas
El orden en que cortamos el metal dicta el éxito de la pieza. Si fresamos una superficie antes de girar el diámetro, podríamos inducir vibraciones o perder concentricidad. En general, priorizamos la eliminación de material en masa con torneado, seguido de fresado pesado y finalizamos con contorneado en 5 ejes para características complejas.
- Secuenciación inteligente: Agrupamos operaciones para minimizar los cambios de herramienta. Si se requiere una fresa específica para tres características diferentes, programamos la trayectoria de la herramienta para manejarlas todas antes de cambiar de herramienta.
- Evitación de colisiones: En configuraciones de múltiples procesos, especialmente centros de fresado-torneado, aumenta el riesgo de interferencia de herramientas. Utilizamos software de simulación para verificar la holgura antes de que la máquina se mueva.
- Reducción de errores: Al planificar la trayectoria de la herramienta para terminar características críticas en una sola configuración, aseguramos una alta calidad Piezas de precisión CNC sin acumular errores de tolerancia que ocurren durante el reajuste.
Fijación y configuración en múltiples estaciones
La mejor máquina del mundo no puede arreglar una mala configuración. Mover una pieza manualmente entre un torno y un fresado introduce errores humanos y problemas de alineación. Aquí es donde la fijación inteligente salva el día.
- Ajuste en punto cero: Esto nos permite mover una fijación de una máquina a otra con una repetibilidad a nivel de micrones, reduciendo drásticamente el tiempo de configuración.
- Fijaciones multiestación: A menudo cargamos varias piezas en una tumba o palet. Mientras una pieza está siendo mecanizada, el operador puede cargar la siguiente, manteniendo el husillo en funcionamiento continuo.
- Estrategia de una sola configuración: Utilizar servicios de mecanizado CNC de 5 ejes a menudo elimina la necesidad de fijaciones personalizadas complejas por completo, ya que la herramienta puede acceder a cinco lados de la pieza en una sola operación. Este enfoque es vital para mantener la precisión geométrica y acelerar los ciclos de producción.
Comparación de costos, eficiencia y riesgo entre opciones
Tomar la decisión correcta entre seguir con el mecanizado secuencial tradicional o pasar a un enfoque combinado de múltiples procesos no solo se trata de tecnología, sino de la rentabilidad. Debemos evaluar los costos directos frente a los gastos ocultos por pérdidas de eficiencia. Aunque un fresado estándar de 3 ejes tiene una tarifa horaria menor que un centro de 5 ejes, las matemáticas cambian rápidamente cuando se consideran la mano de obra, el tiempo de configuración y el riesgo de desecho.
Compensaciones de costos entre mecanizado de un solo proceso y de múltiples procesos
Cuando cotizamos proyectos para de manera integral servicios de mecanizado CNC, observamos el rendimiento total, no solo la tarifa por hora de una sola máquina. Utilizar máquinas separadas para fresar y torneado a menudo crea una falsa economía. Podrías ahorrar en tarifas de máquina, pero pagas el doble en tiempo de operador por volver a fijar las piezas.
Aquí tienes un desglose de a dónde va realmente el dinero:
| Factor de costo | Mecanizado secuencial (Proceso único) | Mecanizado combinado (Fresado-Torneado/5 ejes) |
|---|---|---|
| Mano de obra de configuración | Alto: Requiere configuración manual para cada operación (Op 10, Op 20, etc.). | Bajo: “La configuración ”hecha en uno” reduce la intervención del operador. |
| Tarifa de máquina | Menor: Los tornos y fresadoras estándar son más económicos de operar por hora. | Mayor: Las máquinas multitarea avanzadas tienen mayores costos generales. |
| Costes de Fijación | Alto: Se necesitan múltiples fijaciones personalizadas para diferentes máquinas. | Moderado: A menudo requiere solo una fijación compleja o sujeción estándar. |
| Inventario en proceso (WIP) | Alto: Las piezas permanecen esperando entre operaciones. | Bajo: La materia prima entra, la pieza terminada sale. |
Para producciones de alto volumen, el tiempo de ciclo reducido de un montaje de múltiples procesos generalmente compensa la tarifa de máquina más alta. Para prototipos de bajo volumen, el tiempo reducido de configuración hace que el mecanizado combinado sea claramente la mejor opción.
Evaluación de Riesgos: Tolerancias, Acabado de Superficie y Complejidad de la Pieza
La gestión de riesgos en fabricación se trata en gran medida de controlar variables. Cada vez que un operador manipula una pieza para moverla de un torno a un fresado, introduces la posibilidad de error humano y acumulación de tolerancias. Si estás fabricando Piezas de precisión CNC con requisitos estrictos de dimensionado y tolerancias geométricas (GD&T), estos pequeños errores pueden conducir a un lote rechazado.
Factores Clave de Riesgo a Vigilar:
- Pérdida de Datum: Reajustar una pieza en una segunda máquina hace difícil mantener la concentricidad o perpendicularidad perfectas en relación con las características mecanizadas en la primera operación.
- Fusión de Superficies: Las desajustes entre superficies torneadas y características fresadas son comunes cuando los procesos se dividen. La mecanización en 5 ejes permite trayectorias continuas de herramienta que dejan acabados superficiales superiores.
- Daños por Manipulación: Cuanto más se mueve una pieza, mayor es el riesgo de arañazos, abolladuras o caídas, especialmente con materiales más blandos como aluminio o plásticos.
Al consolidar operaciones, eliminamos los riesgos de “transferencias”. Esto asegura que la relación entre las características permanezca exacta porque la pieza nunca sale del plato hasta que está terminada.
Consideraciones para Prototipado y RFQ

Navegar la transición del diseño digital a la fabricación física requiere planificación estratégica, especialmente cuando se trata de flujos de trabajo complejos con múltiples procesos. Ayudamos a ingenieros y equipos de compras a determinar exactamente cuándo validar un diseño mediante prototipado y cómo estructurar una Solicitud de Cotización (RFQ) para obtener precios y tiempos de entrega más precisos.
Cuándo Solicitar un Prototipo o Prueba de Funcionamiento
Saltar directamente a la producción en volumen alto con un diseño complejo es un riesgo financiero. Recomendamos un prototipo o una prueba piloto siempre que combines fresado, torneado y mecanizado CNC en 5 ejes por primera vez en una pieza nueva. Si tu componente presenta tolerancias estrictas (hasta +/- 0,005mm) o requiere geometrías intrincadas que demandan mecanizado simultáneo en 5 ejes, una prueba valida nuestra estrategia de fijación y trayectorias de herramienta.
La sensibilidad del material es otro factor importante. Materiales caros como Titanio o PEEK se comportan de manera diferente bajo la tensión del mecanizado multiejes en comparación con el aluminio 6061 estándar. Una prueba de prototipo nos permite ajustar avances y velocidades para prevenir desperdicio en el lote final. Comprender las particularidades de prototipo de fresado CNC vs producción los flujos de trabajo asegura que detectemos posibles fallos de diseño temprano, ahorrándote retrasos costosos por retrabajo más adelante.
Factores Clave para Prototipado:
- Geometría compleja: Piezas que requieren movimientos en 4 o 5 ejes.
- Tolerancias ajustadas: Verificación de dimensiones críticas antes de la producción en masa.
- Ajuste y Función: Asegurando que la pieza encaje correctamente con otras Piezas de precisión CNC en su ensamblaje.
- Acabado superficial: Verificando que el anodizado o el plating cumplan con los estándares estéticos en el sustrato real.
Preparación efectiva de RFQ para CNC de múltiples procesos
Para proporcionar una “cotización instantánea” precisa y aprovechar nuestros precios directos de fábrica, la claridad en su RFQ es esencial. Cuando combina torneado y fresado, el proceso de cotización se vuelve más técnico porque tenemos que calcular el tiempo de máquina en diferentes centros o determinar si una máquina multitarea es más eficiente.
Confiamos en datos precisos para optimizar sus costos. Enviar información incompleta nos obliga a hacer suposiciones que podrían inflar el precio para cubrir riesgos. Para obtener el mejor valor y el menor tiempo de entrega (tan rápido como 3-7 días para prototipos), asegure que su paquete RFQ esté completo.
Lista de verificación RFQ para máxima eficiencia:
- Archivos CAD 3D: Necesitamos archivos STEP o IGES para programar nuestras máquinas de 5 ejes; los PDFs son solo para referencia.
- Especificaciones del Material: Declare claramente el grado (por ejemplo, Acero inoxidable 304 vs. 316) ya que la maquinabilidad impacta en el costo.
- Tolerancias: Resalte dimensiones críticas. Si se acepta el estándar ISO 2768, indíquelo para reducir el tiempo de inspección.
- Acabado de superficies: Especifique requisitos como chorreado, anodizado o recubrimiento en polvo desde el principio.
- Cantidad: Manejamos de 1 a más de 100,000 piezas, pero el costo de configuración por unidad cambia drásticamente entre un prototipo único y una producción completa.
Fresado híbrido en componentes mecánicos complejos
Cuando se fabrica Piezas de precisión CNC con geometrías intrincadas, separar operaciones a menudo conduce a errores acumulados de tolerancia. Recuerdo un proyecto que involucraba una carcasa aeroespacial que requería tanto remoción de material pesada como superficies contorneadas complejas. Inicialmente, intentamos torneando el agujero principal y luego trasladándolo a un fresador estándar. ¿El resultado? Altas tasas de desecho debido a la desalineación durante la transferencia.
La solución fue integrar el flujo de trabajo. Utilizando un centro multitarea o coordinando estrictamente la transferencia a una máquina con capacidades avanzadas de fresado en 5 ejes, mantuvimos un solo punto de referencia. Este enfoque híbrido nos permitió:
- Eliminar errores de re-fixturado: Mantener la pieza sujeta con la mordaza reduce el riesgo de error humano.
- Tiempos de ciclo de balance: Mientras el husillo de torneado manejaba el desbaste, la cabeza de fresado trabajaba simultáneamente en características fuera de centro.
- Mejorar la continuidad superficial: La integración de acabados torneados y fresados se volvió perfecta, cumpliendo con estrictos requisitos estéticos y funcionales.
Lecciones de producciones en volumen alto
Escalar desde un prototipo hasta miles de unidades revela ineficiencias que podrían pasar desapercibidas en un lote pequeño. En producciones de alto volumen, la consistencia es fundamental. Aprendimos que la clave no es solo velocidades de corte más rápidas, sino una organización más inteligente de toda la celda.
Aquí están las lecciones críticas para aumentar la eficiencia en grandes lotes:
- Estandarizar el fijado: Implementamos sistemas de sujeción de punto cero que funcionan en nuestros centros de torneado y fresado. Esto nos permite mover una paleta de una máquina a otra en segundos, no en minutos.
- Optimizar la vida útil de las herramientas: En lotes largos, el desgaste de la herramienta varía significativamente entre procesos. Seleccionar herramientas de alta calidad mecanizado CNC diseñadas específicamente para cargas híbridas previene paradas inesperadas.
- Sincronizar operaciones: Estructuramos el flujo de trabajo para que el tiempo del ciclo de fresado coincida lo más posible con el tiempo del ciclo de torneado. Esto evita que el inventario en proceso (WIP) se acumule en una estación mientras otra permanece inactiva.