

Haben Sie Schwierigkeiten, komplexe Kavitäten oder exotische Legierungen mit Standardfräswerkzeugen zu bearbeiten?
Sie sind nicht allein. Das Erreichen enger Toleranzen, ohne das Budget zu sprengen, ist die ultimative Herausforderung in der modernen Fertigung.
In diesem Leitfaden werden Sie genau lernen Was ist Sinker EDM und warum es die bevorzugte Lösung für hochpräzise Komponenten.
ist Von der Herstellung komplexer Formen und Werkzeuge bis hin zur Beherrschungdes Funkenspaltkontrollsystems , gehen wir über die Grundlagen hinaus. Ich habe die wichtigsten Strategien zusammengestellt, um Ihnen zu zeigenWie es Ihre Produktionsqualität verbessern kann
Anwendungstauglichkeit
, sekundäre Bearbeitung reduzieren und Ihren Arbeitsablauf für maximale Effizienz optimieren.
Was ist Sinker EDM und warum es in der modernen Fertigung wichtig ist
Elektrisches Entladungsbearbeiten (EDM) Einführung in die Funkenerosion (EDM)
At MS Bearbeitungist ein unkonventioneller Fertigungsprozess, der thermische Energie nutzt, um Material vom Werkstück zu entfernen. Im Gegensatz zu herkömmlichem Fräsen oder Drehen, das auf scharfe Schneidwerkzeuge und mechanische Kraft angewiesen ist, erodiert EDM Material durch eine Reihe schnell wiederkehrender elektrischer Entladungen (Funken) zwischen einer Elektrode und dem leitfähigen Werkstück. , wir nutzen EDM-Bearbeitungsdienstleistungen
Der Unterschied zwischen Sinker EDM und Draht EDM
Während beide Methoden elektrische Entladung nutzen, dienen Sinker EDM und Draht EDM unterschiedlichen Zwecken bei der Herstellung von präziser CNC-Teile. Das Verständnis des Unterschieds ist entscheidend, um den richtigen Prozess für Ihr Projekt auszuwählen.
| Merkmal | Sinker EDM (Formeinschneiden) | Drahterosion |
|---|---|---|
| Werkzeugausstattung | Individuell geformter Elektroden (Graphit oder Kupfer) | Dünner, elektrisch geladener Draht |
| Hauptanwendung | Blinde Hohlräume, Formen, scharfe innere Ecken | Durchgänge, 2D-Profile, Schneiden von Platten |
| Geometrietyp | Komplexe 3D-Formen und filigrane Details | Prismenförmige Formen und vertikale Schnitte |
| Materialeingang | Taucht in das Material ein (Z-Achse) | Schneidet durch das Material (X-Y-Achse) |
Senkerodieren ist unsere bevorzugte Lösung, wenn ein Design tiefe Rippen, blinde Löcher oder komplexe innere Geometrien erfordert, die ein Draht nicht erreichen kann.
Warum Sinker EDM in der Hochpräzisionsfertigung an Bedeutung gewinnt
Sinker EDM ist für Branchen unverzichtbar geworden, die extreme Genauigkeit und geometrische Komplexität verlangen. Da die Nachfrage nach miniaturisierten und hochdetaillierten Präzisions-CNC-Teile Beim Wachsen stoßen herkömmliche Schneidwerkzeuge oft an Grenzen hinsichtlich Werkzeugreichweite und Eckenradien.
Wichtige Treiber für die Einführung von Sinker-Elektroerosion sind:
- Extrem Präzision: Wir erreichen Toleranzen von bis zu +/- 0,005mm, was die Wiederholbarkeit von Teil zu Teil gewährleistet.
- Komplexe Geometrien: Es ermöglicht die Herstellung scharfer Innenecken und tiefer, dünner Rippen, die Fräser physisch nicht bearbeiten können.
- Härtenunabhängigkeit: Der Prozess ist unabhängig vom Materialhärtegrad effektiv, sodass wir Teile nach Wärmebehandlung bearbeiten können, um thermische Verformungen zu vermeiden.
- Überlegenes Finish: Sinker-Elektroerosion erzeugt eine gleichmäßige Oberflächenbeschaffenheit, was oft den Bedarf an manueller Nachbearbeitung bei Formenbau reduziert.
Durch die Integration von Sinker-Elektroerosion mit unseren CNC-Fräs- und Drehfähigkeiten bieten wir eine umfassende „Alles-aus-einer-Hand“-Fertigungslösung, die die Lücke zwischen Prototyping und Serienproduktion schließt.
Funktionsweise der Sinkerelektroerosion: Die Grundlagen des Prozesses
Das Verständnis von Sinker-Elektroerosion erfordert eine Umstellung des Denkens von traditionellem Schneiden auf thermische Erosion. Im Gegensatz zum Standardbearbeiten, bei dem scharfe Werkzeuge zum Abtragen von Metall verwendet werden, verwendet die elektrische Entladungserosion kontrollierte elektrische Funken, um das Material zu formen. Dieser einzigartige Ansatz ermöglicht die Herstellung von Komponenten, die mit herkömmlichen Schneidwerkzeugen nahezu unmöglich sind.
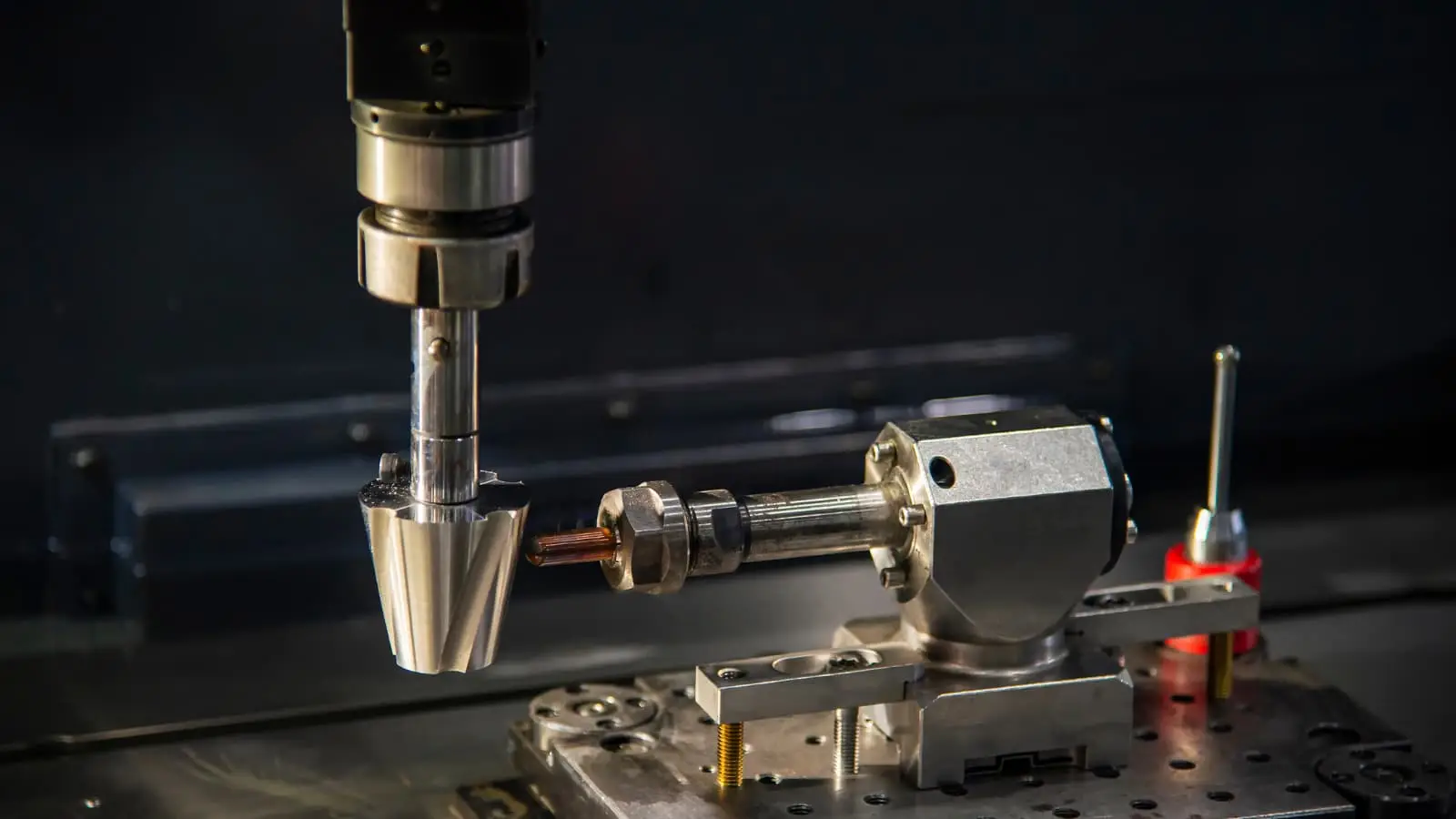
Elektroden- und Werkstückinteraktion bei Sinkerelektroerosion
Der Kern des Sinkerelektroerosionsprozesses besteht aus einer maßgeschneiderten Elektrode und einem leitfähigen Werkstück. Bei MS Machining bearbeiten wir diese Elektroden typischerweise aus Graphit oder Kupfer um die genaue „negative“ oder umgekehrte Form der benötigten Kavität zu entsprechen.
Anstelle des physischen Kontakts mit dem Material wird die Elektrode in Richtung des Werkstücks abgesenkt. Zwischen den beiden wird ein hochfrequenter elektrischer Strom erzeugt. Die Elektrode fungiert als Schneidwerkzeug, berührt das Bauteil jedoch niemals direkt. Diese kontaktlose Natur ist entscheidend, da sie mechanischen Stress eliminiert und die Verformung verhindert, die häufig beim Bearbeiten dünner oder empfindlicher Merkmale auftritt.
Dielektrische Flüssigkeiten und Steuerung des Lichtbogenspalt
Der gesamte Vorgang findet in einem Tank statt, der mit einer dielektrischen Flüssigkeit gefüllt ist, meist einem spezialisierten Kohlenwasserstofföl. Diese Flüssigkeit erfüllt drei wichtige Funktionen in unserem , wir nutzen:
- Isolierung: Sie verhindert, dass der Lichtbogen vorzeitig überspringt, bis die Spannung den richtigen Schwellenwert erreicht.
- Kühlung: Sie hält sowohl das Werkstück als auch die Elektrode auf einer stabilen Temperatur, um hitzebedingte Verformungen zu minimieren.
- Spülung: Sie spült die mikroskopischen Metallpartikel (Späne) weg, die während des Prozesses entstehen.
Der „Lichtbogenspalt“ – der Abstand zwischen Elektrode und Werkstück – wird mit äußerster Präzision aufrechterhalten. Ist der Spalt zu groß, springt der Lichtbogen nicht über; ist er zu klein, kommt es zu einem Kurzschluss. Durch die strikte Kontrolle dieses Spalts gewährleisten wir die Produktion hochwertiger präzise CNC-Teile mit gleichbleibender Wiederholbarkeit.
Materialabtragungsmechanismus und Präzisionsfaktoren
Der Materialabtrag beim Senker-Elektroerosion erfolgt durch intensive Hitze. Die elektrischen Entladungen erzeugen lokale Plasmakanäle, die Temperaturen zwischen 8.000°C und 12.000°Cerreichen. Dies schmilzt oder verdampft sofort eine mikroskopische Menge Material auf der Oberfläche des Werkstücks.
Da dieser Prozess Material Partikel für Partikel entfernt, können wir erstaunliche Details erreichen. Mehrere Faktoren tragen zu der hohen Präzision bei, die wir liefern:
- Toleranzfähigkeiten: Wir können Toleranzen von bis zu +/- 0,005mm.
- Härtenunabhängigkeit: erreichen. Da der Prozess thermisch und nicht mechanisch ist, können wir gehärteten Stahl, Titan und Hartmetall genauso leicht bearbeiten wie weiches Aluminium.
- Oberflächenintegrität: Die Entladungsrate kann angepasst werden, um spezifische Oberflächenfinishs zu erzeugen, was den Bedarf an manueller Nachbearbeitung reduziert.
Wichtige Vorteile der Verwendung von Sinkermaschinen-Elektroerosion in der Produktion
Bei MS Machining nutzen wir Sinkermaschinen-Elektroerosion nicht nur als Backup-Methode, sondern als primäre Lösung für Merkmale, die mit herkömmlichen Schneidwerkzeugen einfach unmöglich sind. Wenn Ihr Projekt verlangt Präzisions-CNC-Teile mit internen Merkmalen, die Standard-Endfräser nicht erreichen können, liefert dieser Prozess die Genauigkeit und Wiederholbarkeit, die für die hochpräzise Fertigung erforderlich sind.
Hohe Präzision für komplexe Geometrien und filigrane Hohlräume
Die herausragende Fähigkeit der Sinkermaschine ist ihre Fähigkeit, scharfe Innenecken, tiefe dünne Rippen und blinde Hohlräume ohne die Radiusbeschränkungen eines rotierenden Werkzeugs zu erzeugen. Während 5-Achsen-CNC-Genauigkeitsteile Vorteile für komplexe äußere Konturen erheblich sind, ist die Sinkermaschine die überlegene Wahl für innere Feinheiten.
- Enge Toleranzen: Wir erreichen konsequent Toleranzen von bis zu +/- 0,005mm.
- Scharfe Ecken: Erzeugen interne eckige Ecken, die mechanisch mit Rundfräsern unmöglich sind.
- Tiefe Hohlräume: Effektiv tiefe, schmale Schlitze bearbeiten, ohne Werkzeugvibrationen oder Verformungen.
Überlegene Oberflächenqualität und reduzierte Nachbearbeitung
Einer der unmittelbaren Vorteile, die wir bei unserer , wir nutzen sehen, ist die Oberflächenqualität direkt nach dem Eintauchen. Der Entladungsprozess erzeugt eine gleichmäßige, kraterartige Oberflächenstruktur, die Schmiermittel gut hält, was ideal für die Formenherstellung ist. Da die Oberfläche so konsistent ist, reduzieren wir die Zeit und Kosten für manuelles Polieren oder sekundäre Nachbearbeitungsprozesse erheblich und optimieren den Übergang von der Bearbeitung zur Endmontage.
Fähigkeit, harte Metalle und exotische Legierungen zu bearbeiten
Härte ist kein limitierender Faktor für Sinkermaschinen-Elektroerosion. Im Gegensatz zur konventionellen Bearbeitung, die bei gehärteten Materialien Schwierigkeiten hat, funktioniert unser verwendet die elektrische Entladungserosion Prozess mühelos an jedem leitfähigen Material, unabhängig von seiner Härtebewertung.
- Materialvielfalt: Wir bearbeiten gehärteten Stahl, Titan, Hartmetall und exotische Legierungen mit Leichtigkeit.
- Nach-Härtungsbehandlung-Bearbeitung: Wir können Maschinenteile bearbeiten nach Sie wurden wärmebehandelt, wodurch das Risiko von Dimensionsverzerrungen ausgeschlossen wird, das häufig bei der Wärmebehandlung von bearbeiteten Teilen auftritt.
Minimale thermische Belastung und Verformung im Vergleich zum traditionellen Fräsen
Senkerodieren ist ein berührungsloser Prozess. Es gibt kein physisches Werkzeug, das das Werkstück berührt, was bedeutet, dass absolut keine mechanische Kraft auf das Teil ausgeübt wird. Dies ist entscheidend für empfindliche oder dünnwandige Bauteile, die sich unter dem Druck eines CNC-Schneidwerkzeugs verbiegen oder verziehen würden. Indem wir Spannungen aus der Gleichung entfernen, stellen wir sicher, dass das Endprodukt seine beabsichtigte Geometrie perfekt beibehält, was ein Maß an Zuverlässigkeit bietet, das für hochwertige Produktionsläufe unerlässlich ist.
Anwendungen des Senkerodierens in verschiedenen Branchen
Bei MS Machining setzen wir das Senkerodieren (Electrical Discharge Machining) ein, wenn traditionelle Schneidmethoden an ihre Grenzen stoßen. Ob es sich um unglaublich harte Materialien oder Geometrien handelt, die für ein rotierendes Werkzeug physisch unmöglich zu schneiden sind, dieser Prozess ist das Rückgrat der risikoreichen Fertigung. Von der Herstellung komplizierter Formen bis zur Produktion von flugkritischer Hardware, unser , wir nutzen stellen sicher, dass komplexe Designs ohne Beeinträchtigung der Materialintegrität zu funktionalen Realitäten werden.
Formen- und Werkzeugbau für Spritzguss
Die häufigste Anwendung für das Senkerodieren ist die Herstellung von Formen und Werkzeugen. Bei der Herstellung von Formen für den Kunststoffspritzguss oder den Druckguss müssen wir oft Sacklöcher mit scharfen Innenecken und tiefen, dünnen Rippen bearbeiten – Merkmale, die ein runder Schaftfräser einfach nicht erreichen kann.
- Kompatibilität mit gehärtetem Stahl: Wir bearbeiten die Formhohlräume nach Wärmebehandlung, wodurch das Risiko von Verformungen ausgeschlossen wird, das auftritt, wenn Sie weichen Stahl bearbeiten und ihn später härten.
- Komplexe Hohlräume: Die Elektrode kann so geformt werden, dass sie komplizierte Negativräume bildet, die das endgültige Kunststoffteil definieren.
Durch die Integration mit unserem breiteren CNC-Fertigungsschnitt Fähigkeiten liefern wir komplette Werkzeuglösungen, die für die Presse bereit sind.
Luft- und Raumfahrtkomponenten, die enge Toleranzen erfordern
Im Luft- und Raumfahrtsektor ist ein Ausfall keine Option. Wir verwenden das Senkerodieren zur Herstellung von Präzisions-CNC-Teile aus exotischen Superlegierungen wie Inconel, Titan und Waspaloy. Diese Materialien sind aufgrund ihrer hohen Hitzebeständigkeit und Härte bekanntermaßen schwer mit traditionellen Schneidwerkzeugen zu bearbeiten.
- Spannungsfreie Bearbeitung: Da Sinker EDM ein kontaktloses Verfahren ist, verursacht es keine mechanische Belastung am Bauteil und erhält die strukturelle Integrität kritischer Luft- und Raumfahrtkomponenten.
- Hohe Präzision: Wir erreichen Toleranzen von bis zu +/- 0,005 mm, was für Turbinenschaufeln, Kraftstoffsystemkomponenten und Stellgliederteile unerlässlich ist.
Medizinische Geräte und Präzisionsinstrumententeile
Die medizinische Fertigung erfordert Sterilität, Biokompatibilität und extreme Präzision. Sinker EDM ist ideal für die Herstellung von chirurgischen Instrumenten, Implantaten und Komponenten für Diagnostika, bei denen Oberflächenfinish und Genauigkeit oberste Priorität haben.
- Burr-freie Ergebnisse: Im Gegensatz zum Fräsen hinterlässt EDM keine Grate, was den Bedarf an manueller Entgratung reduziert, die die Geometrie des Teils verändern könnte.
- Filigrane Details: Es ermöglicht uns, kleine, komplexe Merkmale in Edelstahl- und Titanimplantaten zu erstellen, die das Knochenwachstum fördern oder eine präzise mechanische Funktion gewährleisten.
Automobilkomponenten mit hoher Präzision
Die Automobilindustrie setzt auf Sinker EDM, um große Stückzahlen verschleißfester Komponenten herzustellen. Wir nutzen diese Technologie, um Teile zu fertigen, die außergewöhnliche Härte und Oberflächenkonsistenz erfordern.
- Kraftstoffeinspritzsysteme: Erstellung der mikroskopisch kleinen Löcher und Kanäle, die für eine effiziente Kraftstoffzerstäubung notwendig sind.
- Getriebeteile: Bearbeitung von Verzahnungen und Nutführungen in gehärteten Zahnrädern.
Um diese Anwendungen zu unterstützen, verwenden wir oft unsere CNC-Bearbeitungsdienste für Kupfer um die hochleitfähigen Elektroden herzustellen, die für den EDM-Prozess erforderlich sind, und stellen so sicher, dass wir die Qualität vom Elektrodenmaterial bis zum Endstahlteil kontrollieren.
Faktoren, die die Leistung und Qualität von Sinker EDM beeinflussen

Das Erreichen der engen Toleranzen von +/- 0,005mm die wir bei MS Machining versprechen, hängt nicht nur vom richtigen Maschinenmodell ab; es erfordert eine präzise Steuerung mehrerer kritischer Variablen. In verwendet die elektrische Entladungserosionentscheidet oft, wie gut wir das Zusammenspiel zwischen Werkzeug, Werkstück und Umgebung steuern, ob ein perfektes Bauteil oder ein Ausschuss entsteht. Hier ist, wie wir diese Faktoren kontrollieren, um eine gleichbleibende Qualität zu gewährleisten.
Elektrodenmaterial, Geometrie und Verschleiß
Die Elektrode fungiert beim Senkerodieren als Schneidwerkzeug und bildet im Wesentlichen das „negative“ Abbild der Hohlraumform, die wir erstellen möchten. Da der Prozess thermischen Erosions unterliegt, ist die Elektrode selbst Verschleiß ausgesetzt. Wenn die Elektrode zu schnell verschleißt, wird die endgültige Geometrie der präzise CNC-Teile beeinträchtigt.
Wir verwenden typischerweise Graphit oder Kupfer Elektroden, weil sie eine hohe Leitfähigkeit und Verschleißfestigkeit bieten. Um sicherzustellen, dass die Elektroden unseren strengen Standards entsprechen, verwenden wir oft unsere maßgeschneiderte CNC-Bearbeitungsdienste zur Herstellung dieser Werkzeuge mit extrem hoher Präzision, bevor sie überhaupt die EDM-Maschine berühren.
- Eckenverschleiß: Scharfe Ecken an der Elektrode verschleißen am schnellsten, was die inneren Ecken des Werkstücks abrunden kann.
- Oberflächenqualität: Die Korngröße der Graphitelektrode beeinflusst direkt die Oberflächenbeschaffenheit der Form oder des Bauteils.
- Design-Toleranz: Wir konstruieren die Elektrodengröße etwas kleiner als den gewünschten Hohlraum, um den „Funkenabstand“ (Überbrand) zu berücksichtigen.
Impuls-Einstellungen, Strom- und Spannungsparameter
Die Einstellungen der Stromversorgung bestimmen die Geschwindigkeit der Materialentfernung und die Qualität der Oberfläche. Hier spielt unser technisches Fachwissen eine große Rolle. Wir balancieren Strom (Ampere) und Impulsdauer, um den Schnitt zu optimieren, ohne das Material zu beschädigen.
| Parameter | Funktion | Auswirkung auf die Qualität |
|---|---|---|
| Strom (Ampere) | Steuert die Energie jedes Funkens. | Höherer Strom entfernt Metall schneller (Rauheit), hinterlässt jedoch eine rauere Oberfläche. Niedriger Strom wird für die Feinbearbeitung verwendet. |
| Impuls Dauer | Dauer, die der Strom pro Zyklus fließt. | Längere Anlaufzeiten erhöhen die Abtragsraten, erzeugen jedoch eine größere wärmebeeinträchtigte Zone (HAZ). |
| Impuls-Abschaltzeit | Pause zwischen den Funken, um Ablagerungen auszuspülen. | Ist sie zu kurz, verursachen Ablagerungen Lichtbögen (Kurzschlüsse). Ist sie zu lang, erhöht sich die Zykluszeit unnötig. |
| Spannungsabstand | Steuert den Abstand der Zündspalt. | Hält den genauen Abstand zwischen Elektrode und Werkstück für eine stabile Bearbeitung. |
Werkstoff und Wärmeleitfähigkeit des Werkstücks
Sinker-Elektroerosion ist einzigartig, weil sie leitfähige Materialien unabhängig von ihrer Härte schneidet. Wir bearbeiten häufig gehärteten Stahl, Titan und Hartmetall, die herkömmliche Schneidwerkzeuge zerstören würden. Die physikalischen Eigenschaften des Werkstücks beeinflussen den Prozess jedoch weiterhin.
Materialien mit hohen Schmelzpunkten und niedriger Wärmeleitfähigkeit erfordern mehr Energie zum Abtragen. Zum Beispiel erfordert das Bearbeiten von Hartmetall andere Einstellungen als Aluminium. Da der Prozess kontaktfrei ist, eliminieren wir mechanische Belastungen, müssen jedoch die thermischen Eingaben sorgfältig steuern, um Mikrorisse in hitzeempfindlichen Legierungen zu verhindern.
Dielektrische Flüssigkeitsverwaltung und Filtration
Die dielektrische Flüssigkeit (meist ein Kohlenwasserstofföl) erfüllt drei wichtige Funktionen: Sie wirkt als Isolator, bis die Ionisationsspannung erreicht ist, kühlt das Werkstück und spült die abgetragenen Partikel weg.
Eine ordnungsgemäße Filtration ist unverzichtbar für hochwertige , wir nutzen. Wenn die Flüssigkeit verschmutzt ist, können leitfähige Partikel, die im Öl suspendiert sind, die Lücke überbrücken und Sekundärentladungen (Lichtbögen) verursachen, die die Oberfläche des Teils beschädigen. Wir pflegen strenge Filtersysteme, um die dielektrische Flüssigkeit sauber und temperaturkontrolliert zu halten, damit jeder Funke genau wie vorhergesagt funktioniert.
Kosten- und Produktionsüberlegungen für Sinkerelektroerosion
Verstehen der Kostenstruktur von verwendet die elektrische Entladungserosion EDM ist entscheidend, um Ihr Projekt im Budget zu halten, ohne die Qualität zu beeinträchtigen. Bei MS Machining berechnen wir nicht nur einen Preis; wir entwickeln den Prozess so, dass Sie für Wert und nicht für Ineffizienzen bezahlen. Obwohl Sinkerelektroerosion oft als Premium-Service wahrgenommen wird, kann sie die Gesamtkosten der Produktion tatsächlich senken, wenn sie richtig bei komplexen oder gehärteten Teilen angewendet wird.
Wann Sinkerelektroerosion im Vergleich zu alternativen Bearbeitungsmethoden kosteneffizient ist
Sinkerelektroerosion wird zur kostengünstigsten Lösung, wenn herkömmliche Schneidwerkzeuge ihre physikalischen Grenzen erreichen. Wenn Sie mit gehärtetem Stahl, Titan oder exotischen Legierungen arbeiten, verschleißen Standard-Endmill schnell oder brechen, was zu hohen Werkzeugkosten und Ausschuss führt. Sinkerelektroerosion eliminiert mechanische Kräfte und ermöglicht die Bearbeitung dieser harten Materialien ohne Risiko eines Werkzeugbruchs.
Zusätzlich für Teile, die scharfe innere Ecken oder tiefe, dünne Rippen erfordern, Senkerodieren ist oft die einzige durchführbare Option. Der Versuch, diese Geometrien mit Standard- CNC-Fräsmaschinen zu erreichen, würde Mikrowerkzeuge und unglaublich langsame Vorschubraten erfordern, was die Maschinenzeit erhöht. In diesen Szenarien ist der EDM-Prozess schneller und zuverlässiger.
Zykluszeit- und Effizienzstrategien für die Hochvolumenproduktion
Obwohl Sink-EDM im Allgemeinen langsamer ist als konventionelles Fräsen, setzen wir spezifische Strategien ein, um unsere Standard-3- bis 7-Tage-Lieferzeiten einzuhalten. Effizienz bei EDM-Bearbeitungsdienstleistungen hängt von intelligentem Elektrodenmanagement und der Minimierung von Ausfallzeiten ab.
- Multi-Elektroden-Setup: Wir verwenden Schrupp-Elektroden, um Material schnell zu entfernen, und Feinbearbeitungs-Elektroden, um die perfekte Toleranz von +/- 0,005 mm zu erreichen.
- Batch-Verarbeitung: Das gleichzeitige Bearbeiten mehrerer Teile im Tank maximiert die Effizienz des Dielektrikums und die Rüstzeit.
- Automatisierung: Unsere nach ISO 9001:2015 zertifizierten Arbeitsabläufe stellen sicher, dass ein Brennzyklus nach Beginn ununterbrochen läuft, was das Potenzial für „Lights-out“-Fertigung bei größeren Aufträgen ermöglicht.
Werkzeug- und Elektrodenfertigungskosten
Im Gegensatz zum Draht-EDM, das eine Spule Draht verwendet, erfordert Sink-EDM eine maßgeschneiderte Elektrode—meist aus Graphit oder Kupfer—zur Formung der Kavität. Das bedeutet, dass es anfängliche Werkzeugkosten für die Herstellung der Elektrode gibt.
Diese Kosten werden jedoch oft durch die Langlebigkeit des Prozesses ausgeglichen. Eine hochwertige Graphitelektrode kann mehrere präzise CNC-Teile herstellen, bevor sie ersetzt werden muss. Für komplexe 3D-Kavitäten sind die Kosten für die Bearbeitung einer Elektrode deutlich niedriger als die Kosten für das Bruchmachen mehrerer teurer Hartmetallfräser an einem harten Werkstück. Wir optimieren das Elektroden-Design, um maximale Nutzung und minimalen Abfall zu gewährleisten.
Qualität, Geschwindigkeit und Kosten in Ihrem Produktionsworkflow ausbalancieren
Der Schlüssel zu einem erfolgreichen Projekt ist zu wissen, wann man Sink-EDM einsetzt und wann man auf andere Methoden zurückgreift. Wir empfehlen oft einen hybriden Ansatz. Wir könnten CNC-Fräsen verwenden, um den Großteil des Materials zu entfernen, und dann auf Sink-EDM umsteigen, um die filigranen Details und die endgültige Oberflächenbearbeitung zu erzielen.
Dieser Ansatz kombiniert die Geschwindigkeit des Fräsens mit der Präzision des EDM. Ob Sie gerade herausfinden wie man einen Prototyp erstellt oder in die Serienproduktion übergehen, stellt die Balance dieser Faktoren sicher, dass Sie hochpräzise Komponenten ohne unnötigen Aufwand erhalten. Unser Engineering-Team überprüft jedes Design, um den effizientesten Fertigungspfad zu empfehlen.
Best Practices für die Integration von Sinkerkugel-EDM in die Fertigung
Um das Beste herauszuholen , wir nutzen, ist es wesentlich, den Prozess strategisch in Ihren breiteren Produktionsablauf zu integrieren. Bei MS Machining behandeln wir Sinkerkugel-EDM nicht nur als eine eigenständige Aufgabe; wir sehen es als einen entscheidenden Endbearbeitungsschritt, der die Standardbearbeitung ergänzt, um Geometrien zu erreichen, die herkömmliche Fräser einfach nicht erreichen können.
Design für EDM: Optimierung der Bauteilgeometrie für die Bearbeitbarkeit
Das Design für Sinkerkugel-EDM erfordert eine andere Denkweise als das Design für Fräsarbeiten. Da der Prozess eine geformte Elektrode verwendet, um Material zu erodieren, muss das Design die Form der Elektrode und die Spülung des Dielektrikums berücksichtigen.
- Berücksichtigen Sie den Elektrodenverschleiß: Obwohl wir extreme Präzision erreichen können, nutzt sich die Elektrode ab. Das Entwerfen von Kavitäten mit gleichmäßigen Schrägwinkeln kann helfen, die Genauigkeit zu erhalten und die Lebensdauer der Elektrode zu verlängern.
- Spülkanäle: Bei tiefen Kavitäten stellen Sie sicher, dass die Geometrie eine ausreichende Fluidzirkulation ermöglicht, um Ablagerungen wegzuspülen. Schlechte Spülung kann zu Lichtbögen und Oberflächenfehlern führen.
- Materialauswahl: Wir können eine breite Palette von bearbeiteten Metallteilen Materialien, einschließlich vorgehärteter Stähle und exotischer Legierungen, bearbeiten. Die Auswahl des richtigen Materials vor der Wärmebehandlung kann während der EDM-Phase erheblichen Zeitaufwand sparen.
Kombination von EDM mit CNC-Fräsen oder Schleifen für komplexe Teile
Effizienz in der Fertigung ergibt sich oft daraus, das richtige Werkzeug für die jeweilige Produktionsphase zu verwenden. Sinkerkugel-EDM wird selten für die Massenmaterialentfernung eingesetzt, da es im Vergleich zum Fräsen langsamer ist. Stattdessen verwenden wir einen hybriden Ansatz, um Geschwindigkeit und Präzision zu maximieren.
- Rauhbearbeitung via CNC: Wir verwenden CNC-Fräsen, um den Großteil des Materials zu entfernen, während das Metall noch in einem weicheren Zustand ist.
- Wärmebehandlung: Das Bauteil wird auf die erforderlichen Spezifikationen gehärtet.
- Endbearbeitung via Sinkerkugel-EDM: Wir verwenden Sinkerkugel-EDM, um komplexe Merkmale, scharfe Innenecken oder tiefe Rippen in das gehärtete Material zu schneiden, ohne Verzerrungen zu riskieren.
Dieser Arbeitsablauf ist stark von der Qualität der verwendeten Elektroden abhängig. Wir nutzen Präzisions- bearbeitung Graphit Techniken, um kundenspezifische Elektroden zu erstellen, die genau Ihren Designvorgaben entsprechen, und so den endgültigen Brennvorgang fehlerfrei zu gestalten.
Regelmäßige Wartung und Kalibrierung für konsistente Ergebnisse
Die Einhaltung enger Toleranzen von +/- 0,005mm erfordert die strikte Beachtung der Wartungsprotokolle. Unsere ISO 9001:2015 zertifizierten Prozesse stellen sicher, dass die Zuverlässigkeit der Geräte die Qualität der Teile niemals beeinträchtigt.
- Dielektrikum-Fluidqualität: Wir filtern und überwachen das Dielektrikum kontinuierlich. Sauberes Fluid ist entscheidend für stabile elektrische Entladungen und eine hochwertige Oberflächenbeschaffenheit.
- Kalibrierung: Regelmäßige Kalibrierung der Maschinenachsen gewährleistet die Positionsgenauigkeit über Produktionsläufe hinweg.
- Elektrodeninspektion: Bevor ein Funke gezündet wird, prüfen wir die Elektroden auf Maßgenauigkeit, um sicherzustellen, dass die resultierenden Präzisions-CNC-Teile Ihren genauen Anforderungen entsprechen.
Zukünftige Trends im Sinkerkern-EDM und in der Präzisionsfertigung
Integration mit CNC- und automatisierten Fertigungslinien
Die Zeiten, in denen Sinkerkern-EDM als eigenständige Insel betrieben wurde, sind vorbei. Wir beobachten einen massiven Wandel hin zu vollständiger Automatisierung, bei der EDM-Einheiten direkt in größere Fertigungszellen integriert werden. Roboter übernehmen jetzt den Elektrodenwechsel und die Werkstückpalettierung, was eine „Licht-aus“-Fertigung ermöglicht. Diese Konnektivität stellt sicher, dass Präzisions-CNC-Teile nahtlos vom Fräsen zum EDM gewechselt wird, ohne manuelle Handhabungsfehler. Durch den Einsatz fortschrittlicher CNC-Technikdienstleistungen, können Werkstätten diese Maschinen synchronisieren, um die Spindel-Auslastung und den Durchsatz zu maximieren und die Vorlaufzeiten für komplexe Projekte erheblich zu reduzieren.
Intelligente EDM-Systeme mit Echtzeitüberwachung und KI-Optimierung
Maschinelle Intelligenz revolutioniert verwendet die elektrische Entladungserosion. Moderne Systeme sind mit KI-Algorithmen ausgestattet, die den Zündfunkenabstand und Entladungskonditionen in Echtzeit überwachen. Anstatt sich ausschließlich auf voreingestellte Parameter zu verlassen, „fühlt“ die Maschine den Schnitt und passt sich sofort an, um die Stabilität zu gewährleisten.
- Adaptive Steuerung: Passt automatisch Strom und Abschaltzeit an, um Lichtbogenbildung und Drahtbruch zu verhindern.
- Präventive Wartung: Sensoren alarmieren die Bediener, bevor eine Komponente ausfällt, und verhindern so Ausfallzeiten.
- Prozessoptimierung: Das System lernt aus vorherigen Schnitten, um Geschwindigkeit und Oberflächenfinish für zukünftige Chargen zu optimieren.
Fortschritte bei Elektrodenmaterialien und Bearbeitungseffizienz
Wir erleben auch bedeutende Verbesserungen bei den verwendeten Materialien für Elektroden. Neue hochdichte Graphite und spezialisierte Kupferlegierungen bieten eine überlegene Verschleißfestigkeit, was bedeutet, dass die Elektrode ihre Form länger behält. Dies ist entscheidend, um enge Toleranzen aufrechtzuerhalten präziser CNC-Teile während gleichzeitig die Anzahl der Elektroden pro Auftrag reduziert wird. Diese Materialfortschritte, kombiniert mit schnelleren Generatorentechnologien, ermöglichen es , wir nutzen feinere Oberflächenfinishs in kürzerer Zeit zu erzielen. Für äußerst kleine und komplexe Merkmale sorgt die Kombination dieser fortschrittlichen Materialien mit Mikro-CNC-Bearbeitung Fähigkeiten für die höchste Detailgenauigkeit und Präzision.