Der Kerngrund: Werkzeugkosten dominieren die Preisgestaltung bei niedrigen Stückzahlen
Wenn wir analysieren Angebote für Prototyp-Spritzgießformen, ist die größte Variable, die die Preisdifferenz verursacht, die Anfangsinvestition in die Form selbst. Bei der Massenproduktion—bei der wir Millionen von Einheiten herstellen—wird die Kosten für eine Präzisionsform über den gesamten Produktionslauf amortisiert, wodurch sich die Stückkosten auf Bruchteile eines Cents reduzieren. Allerdings Niedervolumenfertigung, wird dieselbe Werkzeugkosten nur durch wenige Hundert oder Tausend Teile geteilt. Dieser Mangel an Amortisation ist der Grund, warum der Stückpreis für einen Prototypenlauf oft drastisch von den Schätzungen für die Massenproduktion abweicht.
Wie die Werkzeugamortisation Ihren Kostenvoranschlag beeinflusst
Wenn eine Form 10.000 € kostet:
- Hohe Stückzahl (100.000 Teile): Die Form erhöht $0.10 auf jedes Teil.
- Niedrige Stückzahl (100 Teile): Die Form erhöht $100.00 auf jedes Teil.
Diese Berechnung bestimmt die Kostenstruktur für Low-Volume-Spritzgießformen Lieferanten, die für „Produktionsabsicht“ anbieten, werden robuste Werkzeuge einschließen, die für Millionen von Zyklen geeignet sind, während Werkstätten, die sich auf schnelles Werkzeugen konzentrieren, günstigere, weniger langlebige Optionen anbieten, um die Anfangsinvestition niedrig zu halten.
Aufschlüsselung der Formenmaterialien: 3D-gedruckt vs. Aluminium vs. Stahl
Das gewählte Material für die Form bestimmt direkt die Endsumme des Angebots. Bei MS Machining passen wir die Werkzeugstrategie an die spezifischen Lebenszyklusanforderungen des Projekts an.
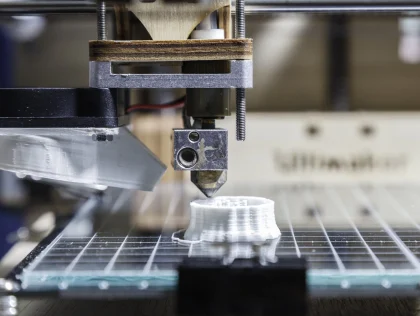
- 3D-gedruckte Formen: Die günstigste und schnellste Option für extrem niedrige Stückzahlen (10-50 Teile). Allerdings bieten diese schlechte Oberflächen, können enge Toleranzen nicht halten und verschlechtern sich schnell unter Hitze und Druck.
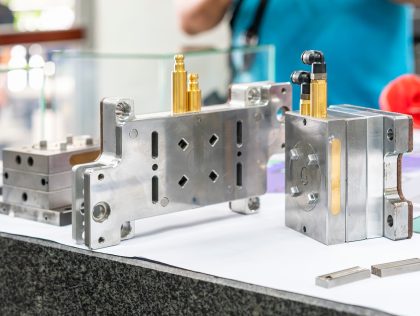
- Aluminium-Werkzeugbau (Brückenwerkzeug): Ein Standard für geringe Werkzeugkosten. Aluminium ist weicher und schneller CNC-bearbeitbar als Stahl, was die Vorlaufzeiten und Bearbeitungskosten erheblich reduziert. Es ist ideal für Serien von mehreren Tausend Einheiten, fehlt jedoch die Haltbarkeit für Hochdruckprozesse wie Metall-Injektionsguss (MIM).
- Härtete Stahlformen: Der Goldstandard für Konsistenz und Präzision. Während dies die höchsten Anfangskosten verursacht, ist es notwendig, um die engen Toleranzen (bis zu ±0,3%) und die hohe Oberflächenqualität zu erreichen, die in Luft- und Raumfahrt- oder Medizinprodukten erforderlich sind.
Kostenvergleich: Grundlegendes Aluminium vs. Härtete Stahl
Ein Angebot für ein einfaches Aluminiumwerkzeug kann um 40-60% günstiger sein als eine Härtete Stahlproduktionsform. Wenn Sie zwei Angebote mit einer enormen Preisdifferenz erhalten, ist wahrscheinlich ein Anbieter, der ein „weiches“ Werkzeug für eine kurze Lebensdauer anbietet, während der andere ein „hartes“ Werkzeug für Langlebigkeit und hochpräzise Wiederholbarkeit. Für Prozesse wie MIM, bei denen die Rohstoffkosten höher sind und die Drücke intensiver sind, ist die Investition in Stahlwerkzeuge oft unverzichtbar, um die strukturelle Integrität und die Maßhaltigkeit zu gewährleisten.
Komplexität des Formen-Designs und Annahmen

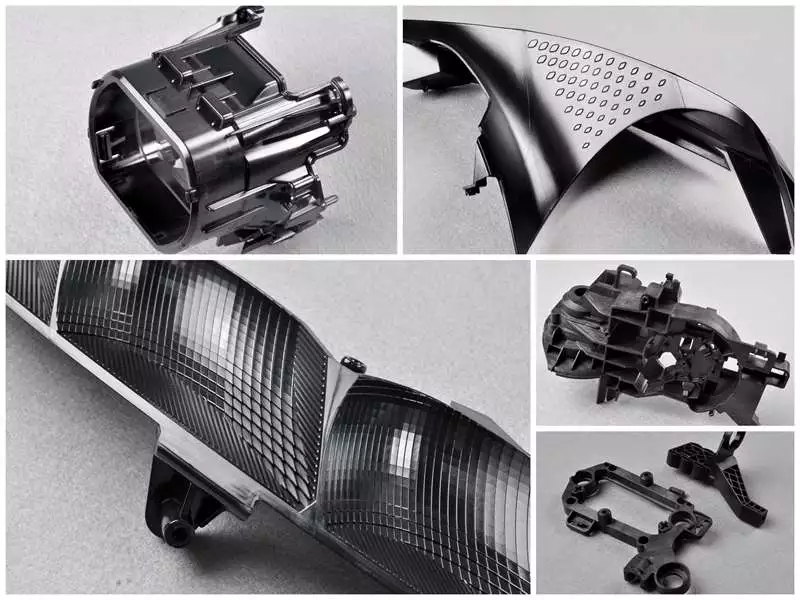
Die physische Geometrie Ihres Teils ist oft der wichtigste Faktor für Kostenabweichungen in Angebote für Prototyp-Spritzgießformen. Eine einfache „Auf- und Zuschlag“-Form ist relativ günstig, aber sobald komplexe Merkmale eingeführt werden, ändern sich die Werkzeuganforderungen drastisch.
Auswirkungen der Bauteilgeometrie: Unteranschnitte und Toleranzen
Wenn Ihr Design Unteranschnitte, Seitenbewegungsmerkmale oder Innengewinde enthält, können wir keine Standard-Zweiplattenform verwenden. Wir müssen komplexe Schieber, Lifter oder einklappbare Kerne in das Werkzeug integrieren, was die geringe Werkzeugkosten.
- Wandstärke: Bei Prozessen wie Metall-Spritzgießen (MIM) oder Standardkunststoffen ist die Aufrechterhaltung einer optimalen Wandstärke (typischerweise Weniger als 6 mm) entscheidend, um Defekte zu vermeiden. Dickere Abschnitte erfordern längere Abkühlzeiten und mehr Material, was die Zykluskosten erhöht.
- Präzisionsanforderungen: Die Standard-Nettoformgenauigkeit liegt bei etwa ±0,51 mm. Wenn Ihr Druck engere Toleranzen erfordert (bis zu ±0,3%), müssen wir die Form mit höherer Präzision bearbeiten und möglicherweise teurere, haltbarere Formmaterialien verwenden, um diese Abmessungen über die gesamte Laufzeit beizubehalten.
Versteckte Annahmen: Standzeit der Form und Anzahl der Kavitäten
Beim Vergleich von Angeboten müssen Sie genau wissen, welche Art von Werkzeug gebaut wird. Ein Angebot für Kostenstruktur für Low-Volume-Spritzgießformen könnte auf einer Einkavitäten-Aluminiumform basieren, die nur für 500 Schuss ausgelegt ist (Brückenwerkzeug). Ein anderer Lieferant bietet möglicherweise ein Werkzeug aus gehärtetem Stahl an, das für 100.000 Schuss geeignet ist.
- Einzel- vs. Mehrfachkavität: Für Prototypen verwenden wir in der Regel Einkavitätenwerkzeuge, um die Vorabinvestitionen zu minimieren.
- Standzeit der Form: Klären Sie immer die erwartete Lebensdauer. Wenn Sie nur 50 Teile benötigen, ist die Bezahlung einer Produktionsform der Klasse 101 Kapitalverschwendung.
Warum einige Angebote verdächtig niedrig erscheinen: Der DFM-Faktor
Extrem niedrige Angebote überspringen oft die Design for Manufacturability (DFM) Spritzguss Analyse. Ein billiger „Print-to-Part“-Service schneidet die Form möglicherweise genau nach Ihrer CAD-Datei, ohne Sie vor Problemen mit dem Entformungswinkel oder unmöglichen Geometrien zu warnen, was zu Teileausfällen führt. Zuverlässige Angebote beinhalten Engineering-Zeit zur Überprüfung des Designs. In einigen Fällen, nach einer DFM-Überprüfung, könnten wir sogar vorschlagen, dass für sehr geringe Stückzahlen der Vergleich von Kunststoffspritzguss vs. CNC-Bearbeitung zeigt, dass die Bearbeitung die schnellere und wirtschaftlichere Wahl ist, bis die Stückzahlen steigen.
Inkludierte Engineering- und Supportleistungen (oder nicht)
Beim Vergleich Angebote für Prototyp-Spritzgießformenist einer der größten Unterscheidungsfaktoren der Umfang des im Endergebnis enthaltenen Engineering-Supports. Ein Angebot, das überraschend niedrig erscheint, stellt oft einen „Print-to-Part“-Service dar. In diesem Modell führt der Hersteller Ihre CAD-Datei einfach ohne Analyse aus. Wenn Ihr Design fehlschlägt, gehen die Kosten für die Nacharbeit vollständig zu Ihren Lasten. Umgekehrt bieten Full-Service-Anbieter umfassendes Design für Herstellbarkeit (DFM) Feedback, um Probleme wie Entformungswinkel oder Wandstärkenvariationen zu erkennen, bevor die Produktion beginnt.
Die tatsächlichen Kosten für Einrichtung und Validierung
Validierung einer Form für Niedervolumenfertigung ist nicht so einfach wie das Drücken eines Knopfs. Ein solides Angebot berücksichtigt die qualifizierte Arbeit, die erforderlich ist, um die Prozessparameter—Temperatur, Druck und Abkühlzeiten—einzustellen, um Teilekonsistenz zu erreichen. Diese Phase umfasst oft:
- T1-Proben: Die ersten Spritzlinge aus der Form, die verwendet werden, um die Grundgeometrie zu überprüfen.
- T2/T3-Tests: Nachfolgende Läufe zur Verfeinerung der Abmessungen und Oberflächenfinishs.
- Endgültige Validierung: Sicherstellung, dass die Teile bestimmte Toleranzen einhalten (oft so eng wie ±0,3% bei unseren spezialisierten Prozessen).
Die Herstellung dieser präzisen Formen und Vorrichtungen erfordert oft fortschrittliche CNC-Fräsmaschinen um sicherzustellen, dass jede Kavität den genauen Spezifikationen des Designs entspricht. Während das Weglassen dieser Validierungsschritte das Anfangsangebot senkt, erhöht es das Risiko erheblich, unbrauchbare Teile zu erhalten.
Fachkundige Beratung zu Material und Prozess
Für Branchen wie Luft- und Raumfahrt oder Medizintechnik, in denen wir häufig Anforderungen an hochfestige MIM (Metall-Injektions-Formgebung) oder spezielle Legierungen sehen, ist eine ingenieurtechnische Beratung unverzichtbar. Ein höheres Angebot spiegelt in der Regel die Expertise von Ingenieuren wider, die das richtige Rohmaterial oder Polymer empfehlen können, um die mechanischen Leistungsziele zu erreichen. Dieses Niveau an fachkundigem DFM-Feedback stellt sicher, dass wir, egal ob wir einige hundert oder mehrere tausend Einheiten produzieren, die strukturelle Integrität des Endprodukts niemals gefährden. Zuverlässige Fertigungspartner investieren upfront Zeit, um sicherzustellen, dass die Legierungs-CNC-Bearbeitungsdiensten und Formgebungsprozesse ein funktionales, langlebiges Produkt beim ersten gültigen Lauf liefern.
Materialauswahl und Produktionsvariablen
Bei der Überprüfung von Angeboten für Niedervolumenfertigung, das Rohmaterial, das Sie angeben, ist ein massiver Kostenfaktor. Es gibt einen gewaltigen Unterschied zwischen Rohstoffen für Commodities und Hochleistungs-Engineering-Grade. Nach unserer Erfahrung mit Metall-Injektions-Formgebung (MIM) kann das spezialisierte Vormaterial – eine Mischung aus Metallpulver und Bindemittel – bis zu 10-mal teurer sein Angebote für Prototyp-Spritzgießformenals herkömmliche Pulvermetallurgie-Materialien. Diese Preislücke vergrößert sich, wenn Sie in exotische Legierungen oder Hochtemperaturkunststoffe für
, wechseln, bei denen Materialverschwendung während der Einrichtung nicht auf Millionen von Einheiten verteilt werden kann. Zykluszeit und Arbeitsaufwand
- verzerren die Zahlen ebenfalls erheblich bei Kleinserien. Einrichtungszeit:
- Die Kalibrierung der Maschine für eine Serie von 500 Teilen dauert genauso lange wie für eine Serie von 50.000 Teilen. Verarbeitungsschritte:
- Fortgeschrittene Verfahren wie MIM erfordern eine Vollzyklus-Verarbeitung, einschließlich Einspritzen, Entfetten und Sintern, um die Dichte zu erreichen. Manuelle Nachbearbeitung:
Niedrigvolumige Produktionen basieren oft auf manueller Nachbearbeitung anstelle automatisierter Linien, was die Arbeitskosten pro Teil erhöht. Die beabsichtigte Anwendung beeinflusst ebenfalls stark den Endpreis. Wenn Sie Komponenten für regulierte Branchen entwickeln, muss das Angebot eine strenge Validierung berücksichtigen. Zum Beispiel, Qualitätskontrollanforderungen in der Luft- und Raumfahrt sowie in medizinischen Anwendungen erfordern umfangreiche Dokumentation und Tests, um sicherzustellen, dass die Teile strenge Sicherheitsstandards erfüllen. Unsere Arbeit in medizinischer Fertigung für Geräte und Ausrüstung
umfasst oft engere Toleranzen (bis zu ±0,3%) und spezifische Oberflächenbehandlungen, was das Angebot natürlich höher ansetzt als ein Standardprojekt im Handel.
Weitere Faktoren, die Angebotsschwankungen verursachen Kostenstruktur für Low-Volume-SpritzgießformenWenn Sie sich verschiedene Angebote für
Inländische vs. Offshore-Fertigung
Der physische Standort des Herstellers ist der größte Einflussfaktor bei Preisen für kundenspezifisches Spritzgießen.
- Arbeitskraft & Gemeinkosten: Die Fertigung in Deutschland ist oft mit höheren Stundenlöhnen für qualifizierte Maschinenführer und Gemeinkosten verbunden im Vergleich zu Einrichtungen wie unserer in China.
- Lieferkette: Während die Offshore-Produktion typischerweise erhebliche Einsparungen bei den anfänglichen Unterschieden bei Rapid-Tooling-Kosten bietet, müssen Sie die Versandlogistik berücksichtigen.
- Globale Reichweite: Wir bedienen Kunden in ganz Deutschland, von unserem Werk in Jiangmen aus. Der Kompromiss liegt meist zwischen unmittelbarer Nähe und erheblichen Kosteneinsparungen bei der Formeninvestition.
Vorlaufzeitaufschläge für Eilaufträge
Zeit ist oft die teuerste Ressource in der Fertigung. Wenn Sie Angebote für Prototyp-Spritzgießformen in Tagen statt Wochen in Teile umwandeln müssen, sollten Sie einen Aufschlag einplanen.
- Beschleunigte Bearbeitung: Eilaufträge stören die Standardproduktionspläne und erfordern Überstundenarbeit und Maschinenpriorisierung.
- Versandmethoden: Der Transport von Teilen per Luftfracht anstelle von Seefracht erhöht die Kosten pro Einheit drastisch, ist aber bei engen Fristen notwendig.
- Schnelllösungen: Für sofortige Testanforderungen kann das Verständnis der Vorteile des Rapid Prototyping Ihnen helfen zu entscheiden, ob Sie jetzt für Geschwindigkeit bezahlen oder auf eine Standardproduktion warten sollten.
Nicht übereinstimmende Volumen-Definitionen
Eine häufige Quelle der Verwirrung bei Niedervolumenfertigung ist die Definition von „niedrigem Volumen“ selbst.
- Lieferantenerwartungen: Für einen großen Automobilzulieferer könnten 10.000 Einheiten eine „Probefertigung“ sein. Für eine spezialisierte Werkstatt ist eine Produktion von 10.000 Einheiten ein vollständiger Produktionsauftrag.
- Skaleneffekte: Unser Metall-Spritzgießverfahren (MIM) ist beispielsweise am wirtschaftlichsten für Nachfragen im Bereich von mehreren Tausend bis Millionen. Wenn ein Angebot annimmt, dass Sie schließlich auf Millionen skalieren, sieht die amortisierte Werkzeugkosten anders aus als bei einem Angebot für eine einmalige Charge von 500.
- Mindestmengen: Klärung, ob der Lieferant eine Mindestbestellmenge (MOQ) hat, die den Preis bei kleineren Chargen erhöht.
Wie man Angebote effektiv vergleicht
Wenn Sie Angebote für die Fertigung in kleinem Volumen erhalten, die stark variieren, liegt das meist daran, dass die Lieferanten unterschiedliche Annahmen über die Lebensdauer Ihres Projekts und die Präzisionsanforderungen treffen. Um sicherzustellen, dass Sie kein temporäres Prototypenwerkzeug mit einem Produktions-Asset vergleichen, müssen Sie die Details jedes Angebots genau prüfen.
Checkliste für vergleichbare Angebotsanfragen (RFQ)
- Werkzeugkosten von den Stückpreisen trennen: Fragen Sie immer nach einer Aufschlüsselung, die die Nicht-Wiederkehrenden Engineering-Kosten (NRE) – wie Formen-Design und Einrichtung – vom Stückpreis trennt. Bei Prozessen wie Metall-Spritzgießen (MIM) sind die anfänglichen Investitionen in Werkzeuge und Formen ein bedeutender Kostentreiber. Wenn ein Angebot diese zusammenfasst, verschleiert es die tatsächlichen Skalierungskosten.
- Klärung der Lebensdauer der Form: Überprüfen Sie die geschätzte Lebensdauer der Form. Ein Angebot für ein „weiches“ Werkzeug, das für 500 Schüsse ausgelegt ist, wird deutlich günstiger sein als ein gehärtetes Stahlwerkzeug für 100.000 Schüsse, aber es hilft nicht, wenn die Produktion hochfährt.
- Material-Spezifikationen bestätigen: Stellen Sie sicher, dass jeder Lieferant die exakt gleichen Rohstoffe anbietet. In spezialisierten Bereichen kann das Rohmaterialpulver für MIM bis zu 10-mal teurer sein als Standardpulver, sodass ein günstigeres Angebot auf minderwertiges Material hindeuten könnte.
Bewertung der DFM-Inklusion und Qualitätszertifikate
Das niedrigste Angebot schließt oft wichtige technische Unterstützung aus. Ein solides Angebot sollte Feedback zum Design for Manufacturability (DFM) enthalten, um Wandstärken (idealerweise < 6 mm für MIM) und Toleranzen zu optimieren. Bei MS Machining konzentrieren wir uns auf die Erreichung von „Net-Near-shape“-Präzision, um Nachbearbeitungen zu reduzieren. Wenn ein Lieferant keine Fragen zu Ihrer Geometrie stellt oder keine Hochpräzise CNC-Bearbeitungsdienstleistungen Bei Funktionen, die zu komplex für das Formen sind, könnten sie bei der Qualitätskontrolle Abstriche machen. Überprüfen Sie immer, ob das Angebot die erforderliche Nachbearbeitung, wie Wärmebehandlung oder Oberflächenpolitur, berücksichtigt, um sicherzustellen, dass die Endteile Ihren mechanischen Anforderungen entsprechen.
Häufig gestellte Fragen zu Angeboten für Kleinserienformen
Was ist das günstigste Formmaterial für 100 Teile?
Für äußerst kurze Produktionsläufe oder Prototyp-Spritzguss, Aluminium (insbesondere 7075 oder QC-10) ist in der Regel die kostengünstigste Option. Aluminium ist weicher und schneller zu bearbeiten als Werkzeugstahl, was die anfänglichen Kosten erheblich senkt. geringe Werkzeugkosten. Wenn Sie jedoch an Metall-Injektionsguss (MIM) denken, muss die Form höheren Drücken und abrasiven Feedstocks standhalten, daher empfehlen wir oft mindestens einen vorgehärteten Stahl, um sicherzustellen, dass das Werkzeug den Lauf ohne Qualitätsverlust übersteht.
Erfordert die Kleinserien-Spritzgussform Stahlwerkzeuge?
Nein, Kleinserienproduktion erfordert nicht zwingend gehärtete Stahlwerkzeuge. Wir verwenden oft „Brückengehänge“ oder Rapid-Tools aus Aluminium oder weicheren Stählen (wie P20) für Stückzahlen von 50 bis einige Tausend Einheiten. Diese Materialien verkürzen die Vorlaufzeiten und die Anfangsinvestitionen. Wenn Ihr Design jedoch hohe Präzisionstoleranzen (±0,3%) oder abrasive, glasgefüllte Kunststoffe oder Metall-Feedstocks nutzt, raten wir möglicherweise von Aluminium ab, um vorzeitigen Werkzeugverschleiß zu vermeiden, der die Qualität der Teile beeinträchtigen könnte.
Wie viel kostet eine Prototypen-Spritzgussform im Durchschnitt?
Es gibt keinen festen Preis, weil Unterschieden bei Rapid-Tooling-Kosten bietet vollständig von Geometrie und Größe des Teils abhängen. Eine einfache, offene Form für eine kleine Halterung könnte einige Tausend Euro kosten, während eine komplexe Form mit Seitenbewegungen, Schiebern für Unterausschläge oder EDM-Arbeiten für tiefe Rippen deutlich teurer ist. Die Wahl des Spritzgussformmaterials spielt ebenfalls eine Rolle; die richtige bearbeiteten Metallteilen Materialien für das Werkzeug selbst auszuwählen, balanciert Anfangskosten mit erwarteter Werkzeuglebensdauer.
Warum sind die Stückkosten bei Kleinserien höher?
Der höhere Stückpreis in Niedervolumenfertigung ist hauptsächlich auf Werkzeugabschreibung für Spritzgießformen. Wenn Sie 100.000 Teile produzieren, wird die Formkosten auf viele Einheiten verteilt, was nur wenige Cent pro Stück ausmacht. Wenn Sie nur 500 Teile produzieren, trägt die gleiche Werkzeugkosten erheblich zu den Stückkosten bei. Zusätzlich erfordern Einrichtungsprozesse—einschließlich Maschinenaufheizung, Materialwechsel und T1-Probeläufe—unabhängig von der Stückzahl die gleiche Arbeitszeit und Maschinenzeit. Bei Prozessen wie MIM ist das Rohmaterial selbst ebenfalls ein Premiumfaktor und kostet bis zu 10-mal mehr als herkömmliche Pulvermetallurgie-Materialien.