

هل تواجه صعوبة في تشغيل التجاويف المعقدة أو السبائك الغريبة باستخدام أدوات التفريز القياسية؟
أنت لست وحدك. تحقيق التفاوتات الضيقة دون كسر الميزانية هو التحدي الأكبر في التصنيع الحديث.
في هذا الدليل، ستتعلم بالضبط ما هو EDM الغاطس ولماذا هو الحل الأمثل لـ المكونات عالية الدقة.
من إنشاء معقد القوالب والإطارات لإتقان التحكم في فجوة الشرارة، نحن نتجاوز الأساسيات. لقد جمعت الاستراتيجيات الأساسية لأوضح لك كيف يمكن أن يحسن جودة إنتاجك، ويقلل من التشغيل الثانوي، ويحسن سير عملك لتحقيق أقصى قدر من الكفاءة.
لنبدأ مباشرة.
ما هو EDM الغاطس ولماذا هو مهم في التصنيع الحديث
مقدمة في التشغيل الكهربائي بالتفريغ (EDM)
التشغيل الكهربائي بالتفريغ (EDM) هي عملية تصنيع غير تقليدية تستخدم الطاقة الحرارية لإزالة المواد من قطعة العمل. على عكس التفريز أو الخراطة التقليدية، التي تعتمد على أدوات القطع الحادة والقوة الميكانيكية، فإن EDM تزيل المواد باستخدام سلسلة من التفريغات الكهربائية المتكررة بسرعة (الشرر) بين قطب كهربائي وقطعة العمل الموصلة.
At تصنيع الآلات MS، نحن نستفيد من خدمات تشغيل EDM لإنتاج مكونات يصعب أو يستحيل تصنيعها باستخدام طرق التشغيل القياسية. نظرًا لأن العملية غير تلامسية، فإنها تزيل الإجهاد الميكانيكي، مما يجعلها مثالية لتشغيل الأجزاء الهشة أو المواد الصلبة للغاية مثل الفولاذ المقوى والتيتانيوم والسبائك الغريبة دون إحداث تشويه.
الفرق بين EDM الغاطس و EDM السلكي
بينما تستخدم كلتا الطريقتين التفريغ الكهربائي، يخدم EDM الغاطس و EDM السلكي أغراضًا مختلفة في إنتاج قطع CNC دقيقة. فهم الفرق ضروري لاختيار العملية المناسبة لمشروعك
| الميزة | EDM الغاطس (حفر القوالب) | القطع بالأسلاك EDM |
|---|---|---|
| الأدوات | قطب كهربائي مخصص الشكل (جرافيت أو نحاس) | سلك رفيع ومشحون كهربائيًا |
| التطبيق الرئيسي | الجيوب العمياء, القوالب، الزوايا الداخلية الحادة | الثقوب المارة، الملفات الشخصية ثنائية الأبعاد، قطع الألواح |
| نوع الهندسة | أشكال ثلاثية الأبعاد معقدة وتفاصيل دقيقة | أشكال منشورية وقطع عمودية |
| دخول المادة | يغوص في المادة (محور Z) | يقطع عبر المادة (محور X-Y) |
EDM الغاطس هو الحل المفضل لدينا عندما يتطلب التصميم أضلاعًا عميقة، ثقوبًا عمياء، أو هندسة داخلية معقدة لا يمكن للسلك الوصول إليها.
لماذا يكتسب EDM الغاطس اهتمامًا في التصنيع عالي الدقة
أصبح EDM الغاطس لا غنى عنه للصناعات التي تتطلب دقة قصوى وتعقيد هندسي. مع تزايد الطلب على التصغير والتفاصيل الدقيقة قطع غيار ذات دقة CNC عندما تنمو، تواجه أدوات القطع التقليدية غالبًا قيودًا فيما يتعلق بمدى الأداة ونصف قطر الزوايا.
الدوافع الرئيسية لاعتماد تقنية EDM الغاطس تشمل:
- دقة قصوى: نحقق تفاوتات ضيقة تصل إلى +/- 0.005 ملم، مما يضمن تكرارية الأجزاء بين الأجزاء.
- الهياكل الهندسية المعقدة: يسمح بإنشاء زوايا داخلية حادة وأضلاع عميقة ورقيقة لا يمكن لآلات الطحن تشكيلها فعليًا.
- استقلالية الصلابة: العملية فعالة بغض النظر عن صلابة المادة، مما يسمح لنا بمعالجة الأجزاء بعد المعالجة الحرارية لتجنب التشوه الحراري.
- تشطيب متفوق: يُنتج EDM الغاطس سطحًا موحدًا، مما يقلل غالبًا من الحاجة إلى التلميع اليدوي في صناعة القوالب.
من خلال دمج تقنية EDM الغاطس مع قدرات الطحن والتفريز باستخدام الحاسوب، نوفر حلاً شاملاً للتصنيع
كيف تعمل تقنية EDM الغاطس: أساسيات العملية
فهم تقنية EDM الغاطس يتطلب تغيير طريقة تفكيرك من القطع التقليدي إلى التآكل الحراري. على عكس التشغيل الآلي القياسي الذي يستخدم أدوات حادة لقص المعدن، التشغيل بواسطة التفريغ الكهربائي يستخدم شرارات كهربائية مسيطرة لتشكيل المادة. تسمح هذه الطريقة المميزة لنا بتصنيع مكونات من المستحيل تقريبًا إنشاؤها باستخدام أدوات القطع التقليدية.
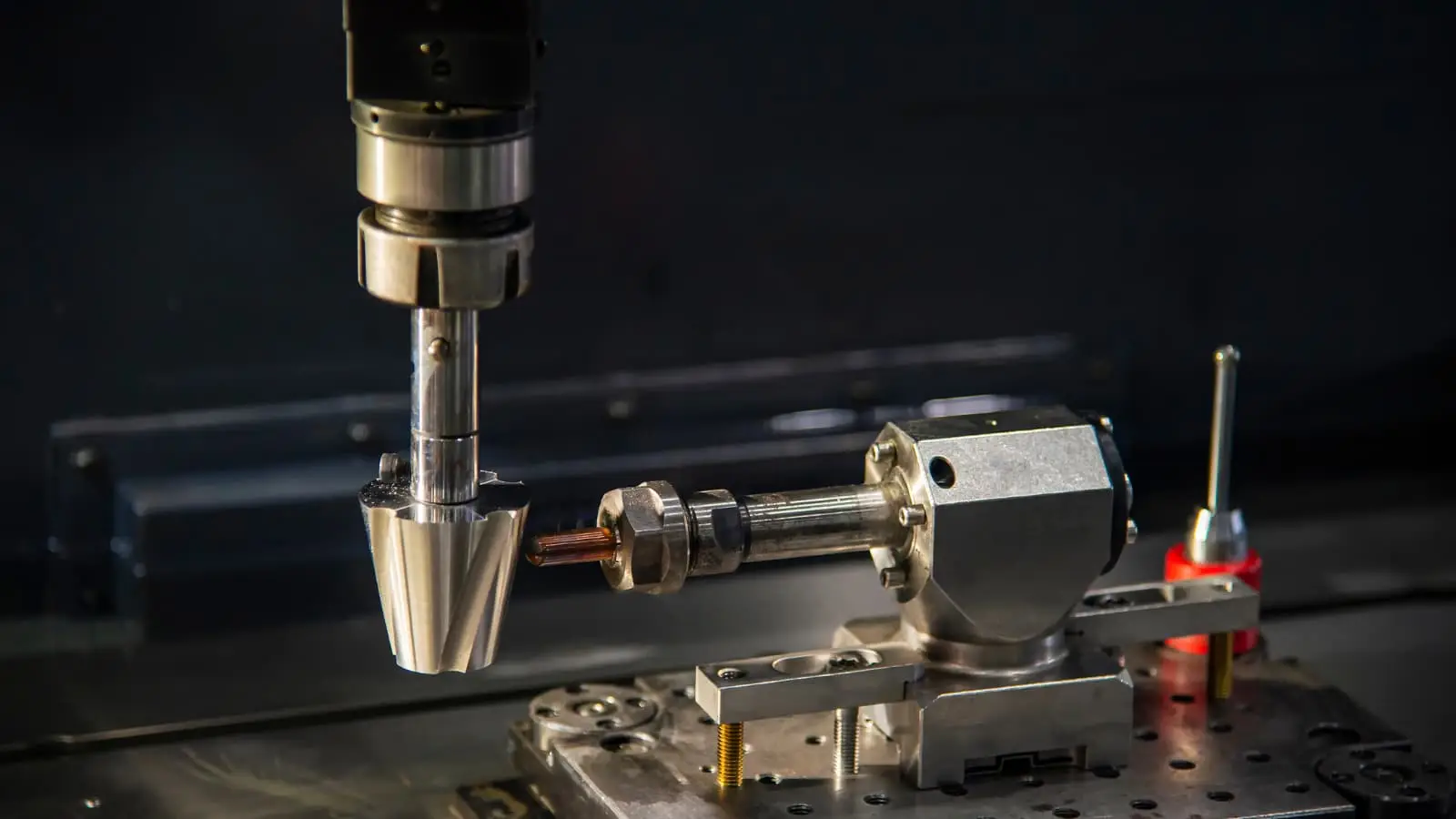
تفاعل القطب والعمل في تقنية EDM الغاطس
جوهر عملية EDM الغاطس يتضمن قطب مخصص الشكل وقطعة عمل موصلة للكهرباء. في MS Machining، عادةً ما نقوم بمعالجة هذه الأقطاب من الجرافيت أو النحاس للتطابق مع الشكل “السلبي” أو العكسي للحفرة المطلوبة بشكل دقيق.
بدلاً من لمس المادة فعليًا، يتم خفض القطب الكهربائي نحو قطعة العمل. يتم توليد تيار كهربائي عالي التردد بين الاثنين. يعمل القطب كأداة قطع، لكنه لا يلمس الجزء مباشرة أبدًا. هذه الطبيعة غير التلامسية مهمة لأنها تلغي الإجهاد الميكانيكي، مما يمنع التشويه الذي يُرى غالبًا عند معالجة الميزات الرقيقة أو الحساسة.
سوائل العزل والتحكم في فجوة الشرارة
تتم العملية بأكملها داخل خزان مملوء بسائل عازل، عادةً زيت هيدروكربوني متخصص. يخدم هذا السائل ثلاث وظائف حيوية في خدمات تشغيل EDM:
- العزل: يمنع الشرارة من القفز مبكرًا حتى يصل الجهد إلى العتبة الصحيحة.
- التبريد: يحافظ على درجة حرارة كل من قطعة العمل والقطب الكهربائي مستقرة لتقليل المناطق المتأثرة بالحرارة.
- الغسل: يزيل جزيئات المعدن الدقيقة (الرقائق) الناتجة أثناء العملية.
فجوة الشرارة”—المسافة بين القطب الكهربائي وقطعة العمل—يتم الحفاظ عليها بدقة متناهية. إذا كانت الفجوة واسعة جدًا، لن تقفز الشرارة؛ وإذا كانت ضيقة جدًا، يتسبب ذلك في قصر الدائرة. من خلال التحكم الصارم في هذه الفجوة، نضمن إنتاج جودة عالية قطع غيار CNC الدقيقة مع تكرار متسق.
آلية إزالة المادة وعوامل الدقة
تتم إزالة المادة في EDM الغاطس من خلال حرارة شديدة. تخلق التفريغات الكهربائية قنوات بلازمية موضعية تصل درجات حرارتها بين 8,000°C و 12,000°C. هذا يذيب أو يتبخر على الفور كمية دقيقة من المادة على سطح قطعة العمل.
نظرًا لأن هذه العملية تزيل المادة جزيءًا بجزيء، يمكننا تحقيق تفاصيل مذهلة. تساهم عدة عوامل في الدقة العالية التي نقدمها:
- قدرات التحمل: يمكننا تحقيق تحمّلات ضيقة تصل إلى +/- 0.005 ملم.
- استقلالية الصلابة: نظرًا لأن العملية حرارية وليست ميكانيكية، يمكننا تشغيل الفولاذ المقسى، والتيتانيوم، والكربيد بسهولة مثل الألمنيوم اللين.
- سلامة السطح: يمكن تعديل معدل التفريغ لإنتاج تشطيبات سطحية محددة، مما يقلل الحاجة للتلميع اليدوي.
المزايا الرئيسية لاستخدام EDM الغاطس في الإنتاج
في MS Machining، نستخدم EDM الغاطس ليس فقط كطريقة احتياطية، بل كحل أساسي للميزات التي تعتبر مستحيلة باستخدام أدوات القطع التقليدية. عندما يتطلب مشروعك قطع غيار ذات دقة CNC مع ميزات داخلية لا يمكن لآلات الطحن النهائية العادية الوصول إليها، يوفر هذا العملية الدقة والقابلية للتكرار المطلوبة للتصنيع عالي المخاطر.
دقة عالية للأشكال الهندسية المعقدة والحوائط الدقيقة
القدرة المميزة لـ EDM الغاطس هي قدرته على إنشاء زوايا داخلية حادة، وأضلاع رقيقة عميقة، وتجويفات عمياء بدون قيود نصف القطر للأداة الدوارة. بينما فوائد أجزاء CNC ذات المحاور الخمسة كبيرة بالنسبة للمنحنيات الخارجية المعقدة، فإن EDM الغاطس هو الخيار الأفضل للتفاصيل الداخلية الدقيقة.
- تسامح ضيق: نحقق باستمرار تحمّلات ضيقة تصل إلى +/- 0.005 ملم.
- زوايا حادة: إنتاج زوايا مربعة داخلية مستحيلة ميكانيكيًا باستخدام أدوات الطحن المستديرة.
- تجاويف عميقة: حفر فتحات ضيقة وعميقة بكفاءة دون اهتزاز الأداة أو انحرافها.
تشطيب سطح متفوق وتقليل العمليات الثانوية للقطع
واحدة من الفوائد الفورية التي نراها في خدمات تشغيل EDM هي جودة التشطيب السطحي مباشرة بعد عملية التفريغ. تخلق عملية التفريغ بنية سطحية موحدة تشبه الحفرة، وتحتفظ بالزيوت بشكل جيد، مما يجعلها مثالية لصناعة القوالب. نظرًا لأن التشطيب موحد جدًا، نقلل بشكل كبير من الوقت والتكلفة المرتبطة بالتلميع اليدوي أو عمليات التشطيب الثانوية، مما يسهل الانتقال من التشغيل إلى التجميع النهائي.
القدرة على تشغيل المعادن الصلبة والسبائك الغريبة
الصلابة ليست عاملًا مقيدًا لـ EDM الغاطس. على عكس التشغيل التقليدي، الذي يواجه صعوبة مع المواد المعالجة بالصلابة، فإن التشغيل بواسطة التفريغ الكهربائي يعمل بسهولة على أي مادة موصلة، بغض النظر عن درجة صلابتها.
- مرونة المواد: نقوم بتشغيل الفولاذ الصلب، التيتانيوم، الكربيد، والسبائك الغريبة بسهولة.
- الآلات بعد المعالجة الحرارية: يمكننا تشغيل أجزاء بعد لقد تم معالجتها حرارياً، مما يلغي خطر التشوه الأبعاد الذي يحدث غالبًا عند معالجة الأجزاء بعد المعالجة الحرارية.
حد أدنى من الإجهاد الحراري والتشوه مقارنة بالتفريز التقليدي
التحليل الكهربائي بالاندفاع هو عملية غير تلامسية. لا يوجد أداة مادية تلامس قطعة العمل، مما يعني أنه لا يتم تطبيق أي قوة ميكانيكية على الجزء. هذا أمر حاسم للمكونات الحساسة أو ذات الجدران الرقيقة التي قد تنحني أو تتشوه تحت ضغط أداة القطع CNC. من خلال إزالة الإجهاد من المعادلة، نضمن أن يظل المكون النهائي محافظًا على هندسته المقصودة بشكل مثالي، مما يوفر مستوى من الاعتمادية الضروري لعمليات الإنتاج عالية الجودة.
تطبيقات التحليل الكهربائي بالاندفاع عبر الصناعات
في شركة MS للمعالجة، نستخدم التحليل الكهربائي بالاندفاع (EDM) عندما تصل طرق القطع التقليدية إلى حائط مسدود. سواء كان التعامل مع مواد صلبة للغاية أو هندسيات مستحيلة فعليًا على أداة دوارة للقطع، فإن هذه العملية هي العمود الفقري للتصنيع عالي المخاطر. من إنشاء قوالب معقدة إلى إنتاج معدات حاسمة للطيران، نحن خدمات تشغيل EDM نضمن أن التصاميم المعقدة تصبح واقعًا عمليًا دون المساس بسلامة المادة.
تصنيع القوالب والموت للحقن البلاستيكي
أكثر تطبيقات التحليل الكهربائي بالاندفاع شيوعًا هي في إنشاء القوالب والموت. عند إنتاج قوالب للحقن البلاستيكي أو الصب على البارد، غالبًا ما نحتاج إلى تشغيل تجاويف عمياء بزوايا داخلية حادة وأضلاع رقيقة عميقة—ميزات لا يمكن أن تحققها أدوات نهاية مستديرة ببساطة.
- التوافق مع الصلب المعالج حرارياً: نقوم بتشغيل تجاويف القالب بعد معالجة حرارية، مما يلغي خطر التشوه الذي يحدث إذا قمت بتشغيل الصلب اللين ومعالجته حرارياً لاحقًا.
- التجاويف المعقدة: يمكن تشكيل القطب الكهربائي ليشكل مساحات سلبية معقدة تحدد الجزء النهائي من البلاستيك.
من خلال دمج ذلك مع قدراتنا الأوسع تصنيع تشغيل CNC نقدم حلول أدوات كاملة جاهزة للضغط.
مكونات الطيران التي تتطلب دقة عالية
في قطاع الطيران، الفشل ليس خيارًا. نستخدم التحليل الكهربائي بالاندفاع لتصنيع قطع غيار ذات دقة CNC مصنوعة من سبايراليات فاخرة مثل إنكونيل، التيتانيوم، وWaspaloy. هذه المواد معروفة بصعوبة معالجتها باستخدام أدوات تقليدية بسبب مقاومتها العالية للحرارة وصلابتها.
- تشغيل خالٍ من الإجهاد: نظرًا لأن EDM الغاطس هي عملية عدم تلامس، فإنها لا تحدث أي إجهاد ميكانيكي على الجزء، مما يحافظ على السلامة الهيكلية لمكونات الفضاء الجوي الهامة.
- دقة عالية: نحقق تفاوتات تصل إلى +/- 0.005 مم، وهو أمر ضروري لشفرات التوربينات ومكونات نظام الوقود وأجزاء المشغل.
الأجهزة الطبية وأجزاء الأدوات الدقيقة
يتطلب التصنيع الطبي التعقيم والتوافق الحيوي والدقة الشديدة. تعتبر EDM الغاطس مثالية لإنتاج الأدوات الجراحية والغرسات ومكونات معدات التشخيص حيث يكون تشطيب السطح والدقة أمرًا بالغ الأهمية.
- نتائج خالية من النتوءات: على عكس الطحن، لا تترك EDM نتوءات، مما يقلل الحاجة إلى إزالة النتوءات يدويًا والتي قد تغير هندسة الجزء.
- تفاصيل معقدة: إنها تسمح لنا بإنشاء ميزات صغيرة ومعقدة في الفولاذ المقاوم للصدأ وغرسات التيتانيوم التي تسهل نمو العظام أو الوظيفة الميكانيكية الدقيقة.
مكونات السيارات عالية الدقة
تعتمد صناعة السيارات على EDM الغاطس لإنتاج مكونات عالية الحجم وعالية التآكل. نحن نستخدم هذه التقنية لتصنيع الأجزاء التي تتطلب صلابة استثنائية واتساقًا في السطح.
- أنظمة حقن الوقود: إنشاء الثقوب والقنوات المجهرية المطلوبة لتذرية الوقود بكفاءة.
- قطع ناقل الحركة: تشغيل التوصيلات المحززة والمجاري اللولبية في التروس المقواة.
لدعم هذه التطبيقات، غالبًا ما نستخدم خدمات تصنيع النحاس باستخدام الحاسب الآلي لتصنيع الأقطاب الكهربائية عالية التوصيل المطلوبة لعملية EDM، مما يضمن أننا نتحكم في الجودة من القطب الكهربائي إلى الجزء الفولاذي النهائي.
العوامل التي تؤثر على أداء وجودة EDM الغاطس

تحقيق التفاوتات الضيقة لـ +/- 0.005 ملم التي نعد بها في MS Machining لا يتعلق فقط بامتلاك الآلة المناسبة؛ بل يتطلب تحكمًا دقيقًا في العديد من المتغيرات الهامة. في التشغيل بواسطة التفريغ الكهربائي, الفرق بين المكون المثالي وقطعة الخردة غالبًا ما يعتمد على مدى إدارة تفاعل الأداة وقطعة العمل والبيئة بشكل جيد. إليك كيف نتحكم في هذه العوامل لضمان جودة ثابتة.
مادة القطب، الهندسة، والتآكل
يعمل القطب كأداة القطع في EDM الغاطس، حيث يشكل بشكل أساسي الصورة السلبية للحفرة التي نريد إنشاؤها. نظرًا لأن العملية تتضمن التآكل الحراري، فإن القطب نفسه معرض للتآكل. إذا تدهور القطب بسرعة كبيرة، فإن الهندسة النهائية ل قطع غيار CNC الدقيقة ستتأثر.
نستخدم عادةً الجرافيت أو النحاس الأقطاب لأنها توفر موصلية عالية ومقاومة للتآكل. لضمان تلبية الأقطاب لمعاييرنا الصارمة، غالبًا ما نستخدم التشغيل المخصص باستخدام CNC لصنع هذه الأدوات بدقة عالية قبل أن تلمس آلة EDM.
- تآكل الزوايا: تتآكل الزوايا الحادة على القطب بسرعة أكبر، مما قد ينعّم الزوايا الداخلية لقطعة العمل.
- جودة السطح: حجم حبيبات القطب الجرافيتي يؤثر مباشرة على جودة سطح القالب أو الجزء.
- السماح التصميمي: نصمم حجم القطب أصغر قليلاً من الحفرة المرغوبة لتعويض “فجوة الشرارة” (الاحتراق الزائد).
إعدادات النبض، التيار، ومعلمات الجهد
إعدادات مصدر الطاقة تحدد سرعة الإزالة وجودة النهاية. هنا يلعب خبرتنا الهندسية دورًا كبيرًا. نوازن بين التيار (الأمبير) ومدة النبضة لتحسين القطع دون إتلاف المادة.
| المعلمة | وظيفة | تأثير على الجودة |
|---|---|---|
| التيار (الأمبير) | يسيطر على طاقة كل شرارة. | التيارات العالية تزيل المعدن بسرعة أكبر (التخشين) ولكن تترك سطحًا أكثر خشونة. يُستخدم التيار المنخفض للتشطيب. |
| مدة تشغيل النبضة | مدة تدفق التيار لكل دورة. | الزيادات الأطول في الوقت المحدد تزيد من معدلات الإزالة ولكنها تخلق منطقة تأثير حراري أكبر (HAZ). |
| وقت إيقاف النبضة | الوقف بين الشرارات لتطهير الحطام. | إذا كان قصيرًا جدًا، يتسبب الحطام في قوس كهربائي (دوائر قصيرة). إذا كان طويلًا جدًا، يزيد زمن الدورة بشكل غير ضروري. |
| جهد الفجوة | يتحكم في مسافة فجوة الشرارة. | يحافظ على المسافة الدقيقة بين القطب والعمل قطعة العمل لتحقيق تشغيل مستقر. |
مادة قطعة العمل وموصلية الحرارة
يعد EDM الغاطس فريدًا لأنه يقطع المواد الموصلة بغض النظر عن صلابتها. غالبًا ما نقوم بمعالجة الفولاذ المقوى، التيتانيوم، والكربيد التي ستدمر أدوات القطع التقليدية. ومع ذلك، لا تزال الخصائص الفيزيائية لقطعة العمل تؤثر على العملية.
المواد ذات درجات انصهار عالية وموصلية حرارية منخفضة تتطلب طاقة أكثر للتآكل. على سبيل المثال، يتطلب معالجة الكربيد إعدادات مختلفة عن الألمنيوم. نظرًا لأن العملية غير تلامسية، فإننا نلغي الإجهاد الميكانيكي، ولكن يجب أن ندير المدخلات الحرارية بعناية لمنع التشقق الدقيق في السبائك الحساسة للحرارة.
إدارة وتصفية سائل العازل
يخدم سائل العازل (عادة زيت هيدروكربوني) ثلاث وظائف حيوية: يعمل كعازل حتى يتم الوصول إلى جهد التأين، يبرد قطعة العمل، ويطهر الحطام المذاب.
الترشيح الصحيح لا يقبل المساومة لضمان جودة عالية خدمات تشغيل EDM. إذا كان السائل متسخًا، يمكن للجسيمات الموصلة المعلقة في الزيت أن تصل بين الفجوة، مما يسبب تفريغات ثانوية (قوس كهربائي) تتسبب في حفر سطح القطعة. نحن نحافظ على أنظمة ترشيح صارمة للحفاظ على نظافة سائل العازل والتحكم في درجة حرارته، لضمان أن كل شرارة تتصرف تمامًا كما هو متوقع.
الاعتبارات التكلفة والإنتاج لـ EDM الغاطس
فهم هيكل التكلفة لـ التشغيل بواسطة التفريغ الكهربائي (EDM) ضروري للحفاظ على مشروعك ضمن الميزانية دون التضحية بالجودة. في MS Machining، لا نقتصر على تقديم سعر؛ نحن نُهندس العملية لضمان أنك تدفع مقابل القيمة، وليس الكفاءة غير الفعالة. على الرغم من أن EDM الغاطس يُعتبر غالبًا خدمة مميزة بسبب دقته العالية، إلا أنه يمكن أن يقلل من التكاليف الإجمالية للإنتاج عند تطبيقه بشكل صحيح على الأجزاء المعقدة أو المقواة.
عندما يكون EDM الغاطس فعالًا من حيث التكلفة مقارنة بطرق التشغيل البديلة
يصبح EDM الغاطس الحل الأكثر فعالية من حيث التكلفة عندما تصل أدوات القطع التقليدية إلى حدودها الفيزيائية. إذا كنت تتعامل مع فولاذ مقوى، التيتانيوم، أو سبائك غريبة، فإن أدوات القطع النهائية العادية تتآكل بسرعة أو تتكسر، مما يؤدي إلى تكاليف أدوات عالية وأجزاء ملغاة. يزيل EDM الغاطس القوة الميكانيكية، مما يسمح لنا بمعالجة هذه المواد الصعبة دون خطر كسر الأداة.
بالإضافة إلى ذلك، للأجزاء التي تتطلب زوايا داخلية حادة أو أضلاع رقيقة وعميقة، EDM الغاطس هو غالبًا الحل فقط خيار قابل للتنفيذ. محاولة تحقيق هذه الأشكال الهندسية باستخدام آلات الطحن CNC ستتطلب أدوات دقيقة وسرعات تغذية بطيئة بشكل كبير، مما يزيد من وقت تشغيل الآلة. في هذه السيناريوهات، تكون عملية EDM أسرع وأكثر موثوقية.
استراتيجيات وقت الدورة والكفاءة للإنتاج بكميات عالية
على الرغم من أن EDM الغاطس عادة أبطأ من الطحن التقليدي، إلا أننا نستخدم استراتيجيات محددة للحفاظ على أوقات التسليم القياسية من 3 إلى 7 أيام. الكفاءة في خدمات تشغيل EDM تعتمد على إدارة ذكية للقطب الكهربائي وتقليل وقت التوقف عن العمل.
- إعداد متعدد الأقطاب: نستخدم أقطاب خشنّة لإزالة المادة بسرعة وأقطاب نهائية لتحقيق ذلك التفاوت المثالي +/- 0.005 ملم.
- معالجة الدفعات: تشغيل أجزاء متعددة في نفس الوقت في الحوض يعظم كفاءة السائل العازل ووقت الإعداد.
- الأتمتة: تضمن سير العمل المعتمد من ISO 9001:2015 أنه بمجرد بدء دورة الحرق، تستمر دون انقطاع، مما يتيح إمكانيات التصنيع بدون تدخل بشري على الطلبات الكبيرة.
تكاليف التصنيع والأقطاب الكهربائية
على عكس EDM السلكي الذي يستخدم بكرة من السلك، يتطلب EDM الغاطس قطبًا كهربائيًا مخصص الشكل — عادةً مصنوعًا من الجرافيت أو النحاس — لتشكيل التجويف. هذا يعني وجود تكلفة مسبقة لتصنيع القطب نفسه.
ومع ذلك، غالبًا ما يتم تعويض هذه التكلفة بطول عمر العملية. يمكن لقطب جرافيت عالي الجودة أن ينتج عدة قطع غيار CNC الدقيقة قبل الحاجة إلى استبداله. بالنسبة للتجويفات ثلاثية الأبعاد المعقدة، فإن تكلفة تشغيل قطب واحد أقل بكثير من تكلفة كسر عدة قواطع كربيد باهظة الثمن على قطعة عمل صلبة. نحن نعمل على تحسين تصميم الأقطاب لضمان أقصى استخدام وتقليل الفاقد.
موازنة الجودة والسرعة والتكلفة في سير عمل الإنتاج الخاص بك
المفتاح لمشروع ناجح هو معرفة متى تستخدم EDM الغاطس ومتى تعتمد على طرق أخرى. غالبًا ما نوصي بنهج هجين. قد نستخدم الطحن باستخدام CNC لإزالة الجزء الأكبر من المادة ثم نتحول إلى EDM الغاطس للتفاصيل الدقيقة والتشطيب النهائي للسطح.
يوفر لك هذا النهج سرعة الطحن بدقة EDM. سواء كنت تحسب كيفية إنشاء نموذج أولي أو تتجه نحو الإنتاج بكميات كبيرة، فإن موازنة هذه العوامل تضمن حصولك على مكونات عالية الدقة دون إنفاق غير ضروري. يقوم فريق الهندسة لدينا بمراجعة كل تصميم لتقديم أنسب مسار تصنيع فعال.
أفضل الممارسات لدمج تقنية Sinker EDM في التصنيع
لتحقيق أقصى استفادة من خدمات تشغيل EDM, من الضروري دمج العملية بشكل استراتيجي في سير العمل الإنتاجي الأوسع لديك. في MS Machining، لا نعتبر Sinker EDM مهمة مستقلة فحسب؛ بل نراه خطوة إنهائية حاسمة تكمل التشغيل الآلي القياسي لتحقيق أشكال هندسية لا يمكن للآلات التقليدية الوصول إليها ببساطة.
تصميم لـ EDM: تحسين هندسة القطعة لتسهيل التشغيل
تصميم لـ Sinker EDM يتطلب عقلية مختلفة عن التصميم للعمليات الطحنية. نظرًا لاستخدام العملية لقطب كهربائي مشكل لنحت المادة، يجب أن يأخذ التصميم في الاعتبار شكل القطب وتدفق سائل العازل.
- حساب تآكل القطب الكهربائي: على الرغم من أننا يمكننا تحقيق دقة عالية جدًا، إلا أن القطب يتآكل مع الاستخدام. يمكن أن يساعد تصميم التجاويف بزوايا ميل ثابتة في الحفاظ على الدقة وإطالة عمر القطب.
- قنوات التدفق: بالنسبة للتجاويف العميقة، تأكد من أن الهندسة تسمح بتدوير كافٍ للسائل لتنظيف الحطام. يمكن أن يؤدي سوء التدفق إلى حدوث قوس كهربائي وعيوب سطحية.
- اختيار المواد: نستطيع معالجة مجموعة واسعة من مواد الأجزاء المعدنية المصنعة, بما في ذلك الفولاذ المقسى مسبقًا والسبائك الغريبة. يمكن أن يوفر اختيار المادة المناسبة قبل المعالجة الحرارية وقتًا كبيرًا خلال مرحلة EDM.
دمج EDM مع الطحن أو التنعيم باستخدام CNC للأجزاء المعقدة
الكفاءة في التصنيع غالبًا ما تأتي من استخدام الأداة المناسبة للمرحلة المناسبة من الإنتاج. نادراً ما يُستخدم Sinker EDM لإزالة المادة بكميات كبيرة بسبب سرعته الأبطأ مقارنةً بالعمليات الطحنية. بدلاً من ذلك، نستخدم نهجًا هجينًا لتعظيم السرعة والدقة.
- التخشين عبر CNC: نستخدم الطحن باستخدام CNC لإزالة الجزء الأكبر من المادة بينما يكون المعدن في حالة أكثر ليونة.
- المعالجة الحرارية: يتم تصلب الجزء وفقًا للمواصفات المطلوبة.
- التشطيب باستخدام Sinker EDM: نستخدم Sinker EDM لقطع الميزات المعقدة، الزوايا الداخلية الحادة، أو الأضلاع العميقة في المادة المقسوة دون خطر التشويه.
يعتمد سير العمل هذا بشكل كبير على جودة الأقطاب المستخدمة. نحن نستخدم دقة التشغيل باستخدام الجرافيت تقنيات لإنشاء أقطاب كهربائية مخصصة تتطابق مع مواصفات التصميم الدقيقة الخاصة بك، مما يضمن أن يكون الحرق النهائي لا تشوبه شائبة.
الصيانة الروتينية والمعايرة للحصول على نتائج متسقة
الحفاظ على تفاوتات ضيقة لـ +/- 0.005 ملم يتطلب التزامًا صارمًا ببروتوكولات الصيانة. إن أيزو 9001:2015 عملياتنا المعتمدة تضمن أن موثوقية المعدات لا تضر أبدًا بجودة الجزء.
- جودة السائل العازل: نقوم باستمرار بتصفية ومراقبة السائل العازل. السائل النظيف ضروري لتفريغ كهربائي مستقر وتشطيب سطحي فائق.
- معايرة: تضمن المعايرة المنتظمة لمحاور الماكينة الحفاظ على دقة الموضع عبر عمليات الإنتاج.
- فحص الأقطاب الكهربائية: قبل إطلاق أي شرارة، نقوم بفحص الأقطاب الكهربائية للتأكد من دقتها الأبعاد لضمان النتيجة قطع غيار ذات دقة CNC تلبية متطلباتك الدقيقة.
الاتجاهات المستقبلية في EDM الغاطسة والتصنيع الدقيق
التكامل مع CNC وخطوط الإنتاج الآلية
أيام عمل Sinker EDM كجزيرة قائمة بذاتها تتلاشى. نحن نشهد تحولًا هائلاً نحو الأتمتة الكاملة حيث يتم دمج وحدات EDM مباشرة في خلايا إنتاج أكبر. تتعامل الروبوتات الآن مع تغيير الأقطاب الكهربائية وتجميع منصات العمل، مما يسمح بالتصنيع "بدون إضاءة". يضمن هذا الاتصال أن قطع غيار ذات دقة CNC تنتقل بسلاسة من الطحن إلى EDM دون أخطاء المناولة اليدوية. باستخدام متقدم خدمات هندسة CNC، يمكن للمتاجر مزامنة هذه الآلات لزيادة وقت تشغيل المغزل والإنتاجية إلى أقصى حد، مما يقلل بشكل كبير من المهل الزمنية للمشاريع المعقدة.
أنظمة EDM الذكية مع المراقبة في الوقت الفعلي وتحسين الذكاء الاصطناعي
ذكاء الآلة يحدث ثورة في التشغيل بواسطة التفريغ الكهربائي. تم تجهيز الأنظمة الحديثة بخوارزميات الذكاء الاصطناعي التي تراقب فجوة الشرارة وظروف التفريغ في الوقت الفعلي. بدلاً من الاعتماد فقط على المعلمات المحددة مسبقًا، فإن الآلة "تشعر" بالقطع وتعدل على الفور للحفاظ على الاستقرار.
- التحكم التكيفي: يضبط التيار ووقت الإيقاف تلقائيًا لمنع القوس وكسر السلك.
- الصيانة التنبؤية: تنبه الحساسات المشغلين قبل فشل المكون، مما يمنع توقف العمل.
- تحسين العمليات: يتعلم النظام من القطع السابقة لتحسين السرعة والانتهاء للمجموعات المستقبلية.
تقدم في مواد الأقطاب وكفاءة التشغيل الآلي
نشهد أيضًا تحسينات كبيرة في المواد المستخدمة للأقطاب. الجرافيت عالي الكثافة الجديد وسبائك النحاس المتخصصة توفر مقاومة تآكل فائقة، مما يعني أن القطب يحافظ على شكله لفترة أطول. هذا أمر حاسم للحفاظ على التفاوتات الدقيقة على قطع CNC دقيقة مع تقليل عدد الأقطاب اللازمة لكل مهمة. تتيح هذه التقدمات في المواد، جنبًا إلى جنب مع تقنيات المولد الأسرع، لـ خدمات تشغيل EDM تحقيق تشطيبات سطحية أدق في وقت أقل. للميزات الصغيرة والمعقدة جدًا، يضمن الجمع بين هذه المواد المتقدمة و التصنيع باستخدام الحاسب الآلي الدقيق القدرات أعلى مستوى من التفاصيل والدقة.