
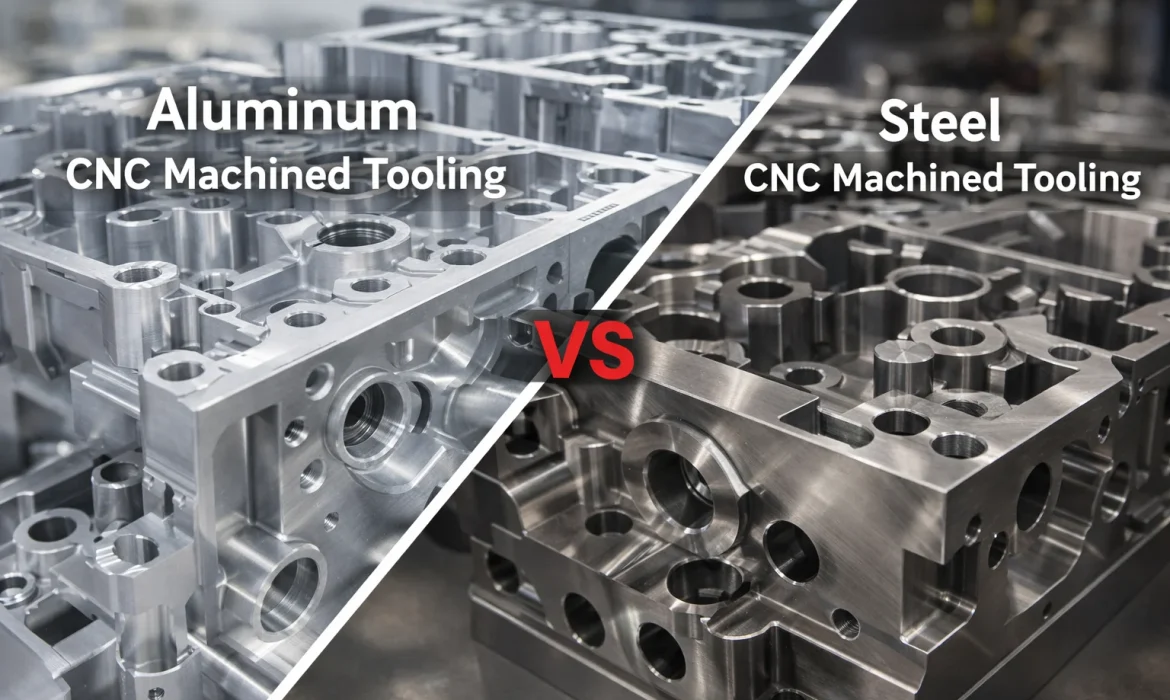
مقدمة: لماذا يهم اختيار المادة في التصنيع باستخدام الحاسب الآلي
اختيار المادة المناسبة هو الخطوة الأساسية في التصنيع قطع غيار ذات دقة CNC الذي يؤدي إلى أداء موثوق في الميدان. في MS Machining، نفهم أن القرار بين الصلب والألمنيوم ليس مجرد مسألة تكلفة؛ بل يحدد استراتيجية التصنيع، ومدة التنفيذ، وطول عمر المكون النهائي. مع أكثر من 15 عامًا من الخبرة في التصنيع الدقيق، نوجه العملاء لاختيار السبائك التي تتوافق تمامًا مع أهدافهم الهندسية المحددة.
كيف تؤثر خصائص الصلب والألمنيوم على نتائج التصنيع
تؤثر الخصائص الفيزيائية للمعدن مباشرة على سلوكه تحت أداة القطع. سبائك الألمنيوم، مثل 6061 و 7075، أ softer وأكثر مرونة، مما يسمح بالتصنيع بسرعة عالية وإزالة المواد بسرعة. تمكننا قابلية التصنيع هذه من إنتاج أشكال معقدة بسرعة، وغالبًا ما نوفر عينات خلال 3-7 أيام.
على النقيض من ذلك، يمتلك الصلب والفولاذ المقاوم للصدأ (مثل 4140، 1018، أو 304) صلابة وقوة شد أعلى بكثير. يتطلب تصنيع هذه المواد إعدادات صارمة، سرعات قطع أبطأ، وأدوات قوية لإدارة توليد الحرارة وتآكل الأداة. على الرغم من الصعوبة المتزايدة، تحافظ مراكز CNC المتقدمة لدينا على تسامح ضيق يتراوح بين ±0.01مم إلى ±0.05مم عبر كلا المجموعتين من المواد، مما يضمن الاتساق بغض النظر عن الصلابة.
الرابط بين اختيار المادة وأداء الجزء
وظيفة قطع CNC دقيقة مرتبطة ارتباطًا وثيقًا بخصائص المادة الذاتية. يمكن أن يؤدي عدم التوافق هنا إلى فشل كارثي أو وزن غير ضروري.
- الألمنيوم: مثالي للتطبيقات التي تتطلب نسبة قوة إلى وزن عالية، مثل مكونات الطيران وإطارات الروبوتات. مقاومته الطبيعية للتآكل (المعززة بواسطة الأنودايزينج) تجعله مناسبًا للتعرض البيئي العام.
- الفولاذ: ضروري للبيئات ذات الأحمال العالية حيث تكون مقاومة الإجهاد وقوة التحمل ذات أهمية قصوى. تعتمد مكونات مثل أعمدة الدفع، التروس، وأجزاء الآلات الثقيلة على كثافة الصلب ومتانته لتحمل الإجهاد المتكرر دون تشوه.
موازنة التكلفة والكفاءة ومتطلبات الحمل
يتطلب تحسين مشروع موازنة ثلاثة عوامل حاسمة: الميزانية، سرعة الإنتاج، والمتطلبات الميكانيكية. في حين أن درجات الصلب الأساسية (مثل 1018) قد تكون أقل تكلفة للمواد الخام من الألمنيوم الممتاز، إلا أن وقت التصنيع غالبًا ما يكون أطول، مما قد يزيد من تكلفة الجزء الإجمالية. على العكس، تكون أجزاء الألمنيوم أسرع في التصنيع، مما يقلل من وقت العمل والماكينة، لكن سبائك عالية الجودة معينة يمكن أن تكون مكلفة.
نساعد العملاء على التنقل بين هذه الخيارات من خلال تحليل متطلبات الحمل أولاً. إذا لم يكن الجزء بحاجة إلى مقاومة إجهاد قصوى من الصلب، فإن التحول إلى الألمنيوم عالي الجودة يمكن أن يقلل الوزن وتكاليف الإنتاج في آن واحد. تضمن عملياتنا المعتمدة وفقًا لمعيار ISO 9001:2015 أن المنتج النهائي، سواء اخترت الصلب للقوة أو الألمنيوم للكفاءة، يلتزم بمعايير جودة صارمة.
الصلب في التصنيع باستخدام الحاسب الآلي: القوة، المتانة، وقابلية التصنيع
 تصنيع باستخدام آلات CNC من الصلب
تصنيع باستخدام آلات CNC من الصلبعندما يتطلب المشروع قوة لا تقبل المساومة، غالبًا ما يكون الصلب هو الخيار الافتراضي على البدائل الأخف. على الرغم من أنه يتطلب معدات أكثر قوة وسرعات تصنيع أبطأ من الألمنيوم، إلا أن العائد هو مكون يمكنه تحمل ضغط وارتداء كبيرين. في MS Machining، نستفيد من أكثر من 15 عامًا من الخبرة لمعالجة الطلبات الفريدة للصلب، مع ضمان أن يتم تصنيع السبائك الأكثر صلابة بدقة عالية.
السبائك الرئيسية من الصلب للتصنيع باستخدام الحاسب الآلي وخصائصها الميكانيكية
اختيار الدرجة المناسبة من الصلب هو الخطوة الأولى لضمان أداء الجزء. نعمل مع مجموعة واسعة من الصلب الكربوني والفولاذ المقاوم للصدأ، كل منها يقدم مزايا ميكانيكية مميزة لـ قطع غيار CNC الدقيقة:
- الصلب الكربوني المنخفض (1018): قابلية تصنيع ممتازة وقابلية اللحام، مثالي للمسامير والتثبيتات.
- فولاذ كربوني متوسط (1045): يوفر قوة ومقاومة صدمات أعلى، ومناسب للتروس والأعمدة.
- فولاذ سبيكي (4140/4340): معروف بقوة الشد العالية والمتانة، وغالبًا ما يستخدم في تطبيقات الفضاء والسيارات.
- فولاذ مقاوم للصدأ (303، 304، 316، 17-4 PH): يوفر مقاومة فائقة للتآكل وخصائص صحية، وهو ضروري للبيئات الطبية والبحرية.
تحديات التشغيل الآلي للفولاذ: الأدوات وسرعات القطع والحرارة
يمثل تشغيل الفولاذ آليًا تحديات محددة تختلف اختلافًا كبيرًا عن المعادن الأكثر ليونة. تولد صلابة المادة حرارة كبيرة أثناء عملية القطع، مما قد يؤدي إلى انحراف الأداة وتآكلها السريع إذا لم تتم إدارتها بشكل صحيح. للحفاظ على التفاوتات القياسية لدينا من ± 0.01 مم إلى ± 0.05 مم، فإننا نستخدم مراكز CNC صلبة وعالية السرعة ونحسن سرعات القطع لدينا. يعد التطبيق المناسب لسائل التبريد واستراتيجيات مسار الأداة أمرًا بالغ الأهمية لمنع التمدد الحراري، مما يضمن بقاء الأبعاد النهائية دقيقة بغض النظر عن الحرارة المتولدة أثناء إزالة المواد.
تشطيب السطح ومعالجات ما بعد التشغيل الآلي للأجزاء الفولاذية
على عكس الألومنيوم، الذي يشكل بشكل طبيعي طبقة أكسيد واقية، تتطلب العديد من درجات الفولاذ عمليات ثانوية لمنع الأكسدة وتحسين صلابة السطح. لدينا مكونات مصقولة باستخدام CNC مصنوعة من الصلب الكربوني تخضع بشكل متكرر للمعالجة اللاحقة لتلبية المتطلبات البيئية والجمالية.
تشمل المعالجات الشائعة التي نطبقها ما يلي:
- التمهيد: ضروري للفولاذ المقاوم للصدأ لإزالة الملوثات السطحية وتعزيز مقاومة التآكل.
- الطلاء: طلاء الزنك أو النيكل لحماية الفولاذ الكربوني من الصدأ.
- المعالجة الحرارية: التصليد والتلطيف لزيادة مقاومة التآكل والقوة الميكانيكية.
- طلاء البودرة: يوفر تشطيبًا متينًا وزخرفيًا يتحمل الظروف القاسية.
التطبيقات التي تتطلب قدرة تحميل عالية أو مقاومة للتآكل أو قوة تأثير
الفولاذ هو الخيار الأفضل عندما يتضمن التطبيق أحمالًا ثابتة أو ديناميكية ثقيلة. يعني معامل المرونة العالي أنه أقل عرضة للتشوه تحت الضغط مقارنة بالألومنيوم. نوصي بالفولاذ لـ قطع غيار ذات دقة CNC التي تعمل كمكونات هيكلية، وأعمدة إدارة، وصمامات الضغط العالي، والمثبتات. إذا كانت البيئة تنطوي على تآكل كاشط أو تأثير متكرر، فإن متانة الدرجات مثل 4140 أو الفولاذ المقاوم للصدأ المقوى 17-4 PH تضمن دورة حياة أطول وأداءً موثوقًا به حيث يكون الفشل غير وارد.
الألمنيوم في التشغيل باستخدام الحاسب الآلي: خفيف وفعال
سبائك الألمنيوم الشائعة للاستخدام في التشغيل باستخدام الحاسب الآلي وخصائص الأداء
 تصنيع باستخدام الحاسب الآلي للألمنيوم
تصنيع باستخدام الحاسب الآلي للألمنيومعندما يكون تقليل الوزن أمرًا حاسمًا دون التضحية بالكثير من السلامة الهيكلية، غالبًا ما يكون الألمنيوم هو أول توصية لدينا. في MS Machining، نعمل بشكل مكثف مع مجموعة متنوعة من الدرجات لتلبية احتياجات المشروع المحددة. الألمنيوم 6061 هو المعيار الصناعي للاستخدام العام قطع غيار ذات دقة CNC, الذي يوفر توازنًا رائعًا بين القوة وقابلية اللحام. للتطبيقات ذات الإجهاد العالي مثل مكونات الطيران والفضاء، نستخدم الألمنيوم 7075, الذي يوفر نسبة قوة إلى وزن مماثلة لبعض الفولاذ. كما نقوم بتشغيل 2026 لمقاومة التعب،, 5052 للبيئات البحرية، و 6063 لديكورات العمارة. يمكنك استكشاف النطاق الكامل لقدراتنا على صفحتنا مادة للاستخدام في التشغيل باستخدام الحاسب الآلي للصفحة لرؤية أي درجة تناسب متطلبات الحمل الخاصة بك.
مزايا الألمنيوم: السرعة، القابلية للتشغيل، ومقاومة التآكل
من ناحية الإنتاج، الألمنيوم أسهل بكثير في التشغيل من الفولاذ. تتيح لنا قابلية التشغيل هذه تشغيل مراكز CNC عالية السرعة بمعدلات مثالية، مما يقلل من أوقات الدورة ويخفض التكاليف الإجمالية للإنتاج. يمكننا تحقيق تحكمات دقيقة باستمرار تصل إلى ±0.01مم إلى ±0.05مم بتشطيبات سطح ممتازة (Ra 0.4 – Ra 3.2). بالإضافة إلى السرعة، يشكل الألمنيوم طبقة أكسيد طبيعية تحمي من الصدأ، مما يجعله خيارًا متفوقًا للأجزاء المعرضة للرطوبة مقارنة بالفولاذ الكربوني غير المعالج. تتيح لنا هذه الكفاءة تسليم العينات والنماذج الأولية في مدة تصل إلى 3-7 أيام.
اعتبارات التصميم للأجزاء المصنوعة من الألمنيوم للحفاظ على القوة
على الرغم من أن السبائك الحديثة مثل 7075 قوية جدًا، إلا أن للألمنيوم معامل مرونة أقل من الفولاذ. هذا يعني أن الأجزاء قد تنحرف أكثر تحت الحمل إذا لم يتم تصميمها بشكل صحيح. عند مراجعة ملفات CAD لـ قطع CNC دقيقة, غالبًا ما نركز على سمك الجدران والهندسة. للحفاظ على الصلابة، قد نوصي بجدران أسمك قليلاً أو إضافة أضلاع، مما يضيف وزنًا بسيطًا ولكنه يزيد بشكل كبير من الصلابة. تضمن هذه الطريقة الحصول على فوائد خفة الوزن للألمنيوم مع القدرة على التعامل مع الأحمال الميكانيكية الضرورية.
تشطيب السطح، الت anodizing، والمتطلبات الجمالية
واحدة من أكبر فوائد اختيار الألمنيوم هي مرونته في المعالجة اللاحقة. بينما يكون التشطيب بعد التشغيل غالبًا كافيًا، نقدم مجموعة من العمليات الثانوية لتعزيز المتانة والجماليات. أكسدة الأنوديك (النوع الثاني والنوع الثالث) هو علاجنا الأكثر شيوعًا، حيث يزيد من مقاومة التآكل وصلابة السطح مع السماح بتخصيص الألوان. كما نوفر أيضًا السفع بالخَرَز للحصول على ملمس غير لامع وفيلم كيميائي (chem-film) للتوصيل الكهربائي. بالنسبة للمشاريع المتخصصة، لدينا خدمات تشغيل سبائك CNC تضمن أن كل جزء يلبي المواصفات الوظيفية والتجميلية قبل الشحن.
اعتبارات التحميل: كيف تحدد وظيفة الجزء اختيار المادة
 جزء من الألومنيوم المشكل باستخدام الحاسب الآلي
جزء من الألومنيوم المشكل باستخدام الحاسب الآليعندما نقوم بتقييم مشروع في MS Machining، فإن السؤال الأول لا يتعلق فقط بالهندسة؛ بل يتعلق بالقوى الفيزيائية التي يجب أن يتحملها الجزء. غالبًا ما يعتمد الاختيار بين الفولاذ والألومنيوم على النوع المحدد من الحمل - سواء كان الجزء يحمل وزنًا ثابتًا أو يتحمل ملايين الدورات من الحركة. إن فهم هذه المتطلبات الميكانيكية يضمن أن قطع غيار CNC الدقيقة التي نصنعها تعمل بشكل موثوق في الميدان.
الأحمال الثابتة مقابل الأحمال الديناميكية وسلوك الإجهاد
طبيعة الحمل هي المحرك الأساسي لاختيار المواد. الأحمال الثابتة ثابتة وغير متغيرة، في حين أن الأحمال الديناميكية تنطوي على قوى متذبذبة، غالبًا ما تؤدي إلى الإجهاد بمرور الوقت.
- الفولاذ (مثل 4140، 4340): يمتلك الفولاذ عمومًا حد إجهاد متميز. طالما ظل الإجهاد أقل من عتبة معينة، يمكن للجزء من الناحية النظرية تحمل عدد لا نهائي من الدورات دون أن يفشل. هذا يجعل الفولاذ هو الخيار المفضل للمكونات الهيكلية الهامة في الآلات الثقيلة.
- الألومنيوم (مثل 6061، 7075): لا يمتلك الألومنيوم حد إجهاد محدد. بغض النظر عن مدى انخفاض الإجهاد، فإنه سيفشل في النهاية إذا تعرض لعدد كاف من الدورات. ومع ذلك، بالنسبة للتطبيقات الثابتة حيث الوزن يمثل مصدر قلق، يوفر الألومنيوم أداءً ممتازًا دون تحمل كتلة ثقيلة.
اعتبارات الصدمات والاهتزازات والالتواء
بالإضافة إلى تحمل الوزن البسيط، غالبًا ما تواجه الأجزاء صدمات مفاجئة أو قوى التواء. يعتبر الفولاذ عادةً متفوقًا للمكونات التي يجب أن تقاوم التشوه تحت تأثير الصدمات العالية أو عزم الدوران. على سبيل المثال، لدينا المخصصة الأعمدة والقضبان والمغزل غالبًا ما يتم تصنيعها من الفولاذ المقاوم للصدأ أو سبائك الصلب للتعامل مع عزم الدوران الدوراني العالي دون التواء أو انقطاع.
على العكس، الألمنيوم أطرى ويمكنه امتصاص الطاقة، لكنه أكثر عرضة للانبعاج أو التشوه تحت تأثير الصدمات القوية. ومع ذلك، فإن كثافته المنخفضة يمكن أن تكون ميزة في تقليل الاهتزازات في الآليات ذات الحركة الترددية عالية السرعة حيث أن جزءًا من الصلب الأثقل قد يولد قصورًا مفرطًا في العزم.
تصميم أجزاء الألمنيوم للهياكل خفيفة الوزن ولكن قوية
عندما يكون تقليل الوزن هو الأولوية—مثل في مكونات الطيران أو الروبوتات—يُعتبر الألمنيوم المعيار. من خلال استخدام سبائك عالية القوة مثل 7075, يمكننا تحقيق قوة مماثلة لبعض أنواع الصلب الخفيف بوزن أقل بكثير.
لتحقيق أقصى استفادة من خدمات تشغيل CNC للألمنيوم, نوصي بالتصميم مع ميزات تعزز الصلابة دون إضافة حجم غير ضروري:
- الزوائد والدعائم: إضافة الأضلاع الهيكلية تسمح بجدران أرق مع الحفاظ على الصلابة.
- تحسين الهندسة: استخدام مقاطع عرضية على شكل حزمة على شكل حرف I أو T لتحمل الأحمال الانحنائية بكفاءة.
- الأنودة: على الرغم من أن هذا لا يزيد من قوة النواة، إلا أن الأنودة الصلبة من النوع III تحسن مقاومة تآكل السطح، مما يعوض عن ليونة الألمنيوم الطبيعية.
تصميم أجزاء الصلب لتحمل المتانة العالية تحت الإجهاد المتكرر
بالنسبة للتطبيقات التي تتطلب أقصى قدر من المتانة، يظل الصلب هو الخيار الأول. عند تصميم قطع غيار الدقة باستخدام CNC لتحمل الإجهاد المتكرر، يتركز الاهتمام على الصلابة وقوة الشد. مواد مثل ستانلس ستيل 17-4 PH or الفولاذ الكربوني 1045 مثالية لأنها تقاوم التآكل وتحافظ على التفاوتات الدقيقة (حتى ±0.005مم) حتى تحت الإجهاد الحراري والميكانيكي.
استراتيجيات التصميم الرئيسية للصلب تشمل:
- الزوايا والنصف قطرات: تجنب الزوايا الداخلية الحادة لتقليل تركيزات الإجهاد التي قد تؤدي إلى التشقق.
- المعالجة الحرارية: تصميم الأجزاء مع السماحيات لمعالجة الحرارية بعد التصنيع لزيادة صلابة السطح.
- سمك الجدار: يمكن أن تكون أجزاء الصلب بشكل عام ذات جدران أرق من نظيراتها من الألمنيوم بسبب معامل المرونة الأعلى، مما يسمح بتصاميم مدمجة في أماكن ضيقة.
العوامل البيئية التي تؤثر على اختيار المادة
عند اختيار المواد لـ الصلب مقابل الألمنيوم في التشغيل باستخدام الحاسب الآلي, فإن بيئة التشغيل تعتبر حاسمة تمامًا مثل الحمولة الميكانيكية. قطعة تؤدي بشكل مثالي في مصنع يتحكم في المناخ قد تفشل بسرعة على منصة نفط أو داخل حجرة محرك. نقيم التعرض للبيئة مبكرًا في مرحلة التصميم لضمان طول العمر والموثوقية.
التعرض للرطوبة أو المواد الكيميائية أو الظروف الخارجية
تحدد الرطوبة والتعرض للمواد الكيميائية ما إذا كان المعدن الخام يمكن أن يصمد أم يحتاج إلى حماية كبيرة.
- الألمنيوم: السبائك مثل 6061 و 5052 تشكل بشكل طبيعي طبقة أكسيد رقيقة توفر مقاومة جيدة للتآكل الجوي. هذا يجعلها مناسبة للأغطية الخارجية العامة والإلكترونيات الاستهلاكية.
- الفولاذ المقاوم للصدأ: بالنسبة للبيئات البحرية أو التعرض للمذيبات القاسية، فإن الفولاذ المقاوم للصدأ 316 هو المعيار الصناعي. محتواه من الموليبدينوم يقاوم التآكل الناتج عن الثقوب والتآكل بالكلوريد بشكل أفضل بكثير من الألمنيوم أو الصلب الكربوني العادي.
- الفولاذ الكربوني: على الرغم من قوته الميكانيكية، فإن درجات مثل 1018 أو 4140 ستصدأ بسرعة في البيئات الرطبة بدون حماية سطحية قوية.
تغيرات درجة الحرارة وتأثيرات التمدد الحراري
الاستقرار الحراري هو عامل رئيسي يميز بين الصلب والألمنيوم. الألمنيوم لديه معامل تمدد حراري يقارب ضعف ذلك الخاص بالصلب. إذا كانت قطع CNC دقيقة تتعرض لدورات حرارة قصوى، قد تتوسع وت contracted مكونات الألمنيوم بما يكفي للتأثير على التحملات الضيقة أو التسبب في تداخل في التجميع.
للتطبيقات ذات الحرارة العالية أو التجميعات التي تتطلب استقرار أبعاد صارم، غالبًا ما يكون الصلب الخيار الأكثر أمانًا. سواء كنا ننتج مكونات عبر الطحن أو نستخدم خدمات التفريز باستخدام CNC للأجزاء الأسطوانية، فإن فهم كيفية تفاعل المادة مع الإجهاد الحراري ضروري للحفاظ على الدقة في الميدان.
مقاومة التآكل والمعالجات الوقائية للصلب والألمنيوم
خصائص المادة الخام غالبًا ما تحتاج إلى تعزيز من خلال عمليات ثانوية. في MS Machining، نطبق تشطيبات محددة لتمديد عمر قطع غيار ذات دقة CNC:
- الألمنيوم: نوصي بـ الأنودة (النوع II أو النوع III). تعمل هذه العملية الكهروكيميائية على تكثيف طبقة الأكسيد الطبيعية، مما يجعل السطح أكثر صلابة ومقاومة للتآكل. الفيلم الكيميائي (تحويل الكرومات) هو خيار آخر للحفاظ على التوصيل الكهربائي مع منع الأكسدة.
- الفولاذ المقاوم للصدأ: نستخدم التمليح لإزالة الحديد الحر من السطح، مما يعزز مقاومته الطبيعية للتآكل دون تغيير الأبعاد.
- الفولاذ: يحتاج الصلب الكربوني غالبًا إلى طلاء الزنك، طلاء النيكل، أو الطلاء بالبودرة لإنشاء حاجز مادي ضد البيئة.
اعتبارات الصيانة على مدى دورة حياة الجزء
التكلفة الأولية للمادة غالبًا ما تتعلق باحتياجات الصيانة على المدى الطويل. عادةً ما توفر أجزاء الفولاذ المقاوم للصدأ أقل تكلفة صيانة على مدى الحياة لأنها لا تعتمد على طلاء يمكن أن يتقشر أو يتآكل. يتطلب الصلب المطلي أو المدهون فحصًا دوريًا لضمان بقاء الحاجز سليمًا؛ بمجرد اختراق الطلاء، يمكن أن تتدهور السلامة الهيكلية بسرعة بسبب الصدأ. الألمنيوم يوفر وسطًا بين الأمرين — فهو منخفض الصيانة فيما يخص الصدأ، لكنه قد يتطلب أن anodize صلب لمنع تآكل السطح في بيئات خاشنة.
تكلفة وكفاءة الإنتاج في التشغيل باستخدام الحاسوب (CNC)
عند التقييم الصلب مقابل الألمنيوم في التشغيل باستخدام الحاسب الآلي, غالبًا ما يكون الأمر متعلقًا بالتوازن بين سعر المادة الخام وتكلفة وقت الآلة. في MS Machining، نساعد العملاء على التنقل بين هذه الخيارات لضمان الحصول على أقصى قيمة، سواء كانوا يطلبون نموذجًا أوليًا واحدًا أو آلاف الوحدات.
مقارنة تكاليف المواد واستراتيجيات تقليل المخلفات
تتغير تكاليف المواد الخام، ولكن بشكل عام، تكون الفولاذ الكربوني القياسي (مثل 1018) أرخص لكل رطل من سبائك الألمنيوم. ومع ذلك، نظرًا لكثافة الفولاذ العالية، فإن حجمًا معينًا من الفولاذ يزن تقريبًا ثلاثة أضعاف نفس الحجم من الألمنيوم، مما قد يعوض ميزة السعر لكل رطل. الفولاذ المقاوم للصدأ (مثل 304 أو 316) والسبائك الخاصة أغلى بكثير من درجات الألمنيوم القياسية مثل 6061.
للحفاظ على التكاليف منخفضة، نركز على الترتيب الفعال واختيار أحجام المخزون التي تقلل من الفاقد. لـ قطع CNC دقيقة, اختيار أحجام قضبان قياسية قريبة من قطر الجزء النهائي يقلل من كمية المادة التي نحتاج لإزالتها، مما يقلل مباشرة من الفاقد في المادة ووقت الدورة.
وقت التشغيل، تآكل الأدوات، وكفاءة العمالة للصلب مقابل الألمنيوم
بينما قد يكون الصلب الخام أرخص، غالبًا ما يتفوق الألمنيوم على تكلفة الجزء الإجمالية بسبب سهولة التشغيل. الألمنيوم أطرى ويتشقق بسهولة، مما يسمح لنا بتشغيل أدواتنا عمليات الطحن باستخدام CNC بسرعات وتغذيات أعلى بكثير. هذا يقلل بشكل كبير من وقت الدورة.
- الألمنيوم: معدلات إزالة المادة العالية، تآكل الأدوات المنخفض، ودورات الإنتاج السريعة.
- الفولاذ: يتطلب سرعات قطع أبطأ لإدارة الحرارة وعمر الأداة. السبائك الأكثر صلابة (مثل 4140 أو الفولاذ المقاوم للصدأ) تزيد من تآكل الأدوات، مما يؤدي إلى تغييرات أكثر تكرارًا للأدوات وتكاليف استهلاكية أعلى.
إذا كان الجزء ذو هندسة معقدة تتطلب إزالة مادة واسعة، فإن التوفير في العمالة ووقت الآلة عند استخدام الألمنيوم غالبًا ما يفوق التوفير في المادة عند استخدام الصلب الخفيف.
موازنة النمذجة منخفضة الحجم مع الإنتاج عالي الحجم
مرفقنا مجهز للتعامل مع كل من النمذجة السريعة والإنتاج الضخم. بالنسبة للطلبات منخفضة الحجم (1-50 قطعة)، يكون تكلفة المادة نسبة أصغر من السعر الإجمالي مقارنة بوقت الإعداد والبرمجة. في هذه الحالات، نوصي غالبًا بالتمسك بالمادة التي تتناسب بشكل أفضل مع المتطلبات الوظيفية، حيث أن الفرق في التكلفة ضئيل.
ومع ذلك، بالنسبة للإنتاج عالي الحجم، كل ثانية من وقت الدورة مهمة. نقوم بتحسين مسارات الأدوات لتقليل الثواني لكل قطعة. إذا سمح التطبيق، فإن التحول إلى فولاذ قابل للتشغيل الحر (مثل 12L14) أو درجة الألمنيوم المحددة يمكن أن يوفر وفورات هائلة على مدى تشغيل الإنتاج الذي يضم الآلاف من القطع. قطع غيار ذات دقة CNC. يتيح لنا فترة استلام العينة من 3 إلى 7 أيام التحقق من هذه الكفاءات بسرعة قبل التوسع.
تكاليف التشطيب بعد المعالجة وتحسين العمليات
تكلفة القطعة لا تُحسم حتى تكتمل. غالبًا ما تتطلب قطع الألمنيوم عملية أنوديزينج (النوع الثاني أو الثالث) لمقاومة التآكل والجاذبية الجمالية، مما يضيف خطوة معالجة ولكنه بشكل عام فعال من حيث التكلفة.
قطع الصلب، خاصة الفولاذ الكربوني، تتطلب دائمًا عمليات ثانوية لمنع الصدأ. نقدم العديد من المعالجات لمعالجة ذلك:
- الطلاء: طلاء بالزنك أو النيكل للحماية من التآكل.
- طلاء البودرة: تشطيبات متينة وجمالية للقطع الصناعية.
- التمهيد: ضروري للفولاذ المقاوم للصدأ لتعظيم مقاومة التآكل.
نقوم بدمج هذه العمليات الثانوية في سير العمل لدينا لتقليل أوقات التسليم وتكاليف اللوجستيات، لضمان استلامك لمكون مكتمل وجاهز للاستخدام.
إرشادات تصميم القطع للمعالجة باستخدام CNC للفولاذ والألمنيوم
 التصنيع باستخدام CNC في الفولاذ المقاوم للصدأ
التصنيع باستخدام CNC في الفولاذ المقاوم للصدأتصميم قابلية التصنيع (DFM) هو بنفس أهمية اختيار المادة المناسبة. سواء كنت تعمل مع صلابة الفولاذ أو مرونة الألمنيوم، فإن هندسة القطعة تحدد مدى سهولة وبتكلفة معقولة معالجتها. نقترب من التصميم مع التركيز على تقليل استهلاك الأدوات ووقت الدورة مع تعظيم السلامة الهيكلية.
سمك الجدران، زوايا السحب، والفيليتات
القيود المادية لأدوات القطع تلعب دورًا كبيرًا هنا. نظرًا لأن رؤوس القطع دائرية، لا يمكنك معالجة زاوية داخلية حادة تمامًا. نوصي دائمًا بإضافة الفيليتات (زوايا مستديرة) بنصف قطر أكبر قليلاً من نصف قطر الأداة. هذا يمنع توقف الأداة بشكل مفاجئ في الزاوية، مما يقلل من الاهتزاز ويحسن جودة السطح.
-
سمك الجدار:
- الألمنيوم: يمكنك عادةً الاعتماد على جدران أرق (حتى حوالي 0.020 إنش في بعض الحالات)، لكن كن حذرًا من التشوه بسبب ضغط التثبيت أو تراكم الحرارة.
- الفولاذ: يتطلب جدران أكثر سمكًا (عادة الحد الأدنى 0.030-0.040 إنش) للحفاظ على الصلابة ضد قوى القطع الأعلى اللازمة لقص المعدن. جدران الفولاذ الرقيقة عرضة للاهتزاز، مما يفسد التشطيب.
-
زوايا السحب: في حين أن زوايا السحب ضرورية للتشكيل، إلا أنها تستخدم في الغالب في التشكيل باستخدام الحاسب الآلي (CNC) لعمل تجاويف عميقة لمنع احتكاك الأداة. إذا كنت تخطط للانتقال من قطع CNC دقيقة التصنيع إلى الصب لاحقًا، فإن دمج زوايا السحب الآن يوفر وقت إعادة التصميم.
تحسين الشكل الهندسي لتوزيع الإجهاد والتعامل مع الأحمال
يحدد الشكل الهندسي كيفية تفاعل الجزء مع الحمل تمامًا مثل المادة. في الأجزاء الفولاذية، غالبًا ما نتعامل مع تطبيقات عالية الإجهاد، لذلك فإن تجنب الزوايا الداخلية الحادة أمر لا يقبل المساومة؛ فهي تعمل كمركزات للإجهاد حيث تبدأ الشقوق.
بالنسبة للألمنيوم، الذي لديه معامل مرونة (صلابة) أقل من الفولاذ، غالبًا ما نصمم أضلاعًا ودعامات في الهيكل. هذا يضيف الصلابة اللازمة لمنع الانثناء تحت الحمل دون إضافة عقوبة الوزن الهائل للكتلة الصلبة. من خلال تحسين الشكل الهندسي، نضمن أن قطع غيار ذات دقة CNC تعمل بشكل موثوق سواء كانت تتحمل وزنًا ثابتًا أو اهتزازًا ديناميكيًا.
تقليل عمليات التشغيل الثانوي مع الحفاظ على التفاوتات
إن تحقيق تفاوتات دقيقة مكلف. كلما كانت المواصفات أكثر إحكامًا، كلما طالت مدة تشغيل الماكينة، وأصبحت الأدوات أكثر تخصصًا. لخفض التكاليف، ننصح بتطبيق تفاوتات دقيقة فقط على أسطح التزاوج الحرجة وترك تفاوتات مفتوحة للمناطق غير الوظيفية.
تأتي الكفاءة أيضًا من المعدات المستخدمة. استخدام أحدث آلة طحن باستخدام التحكم العددي تضمن الإمكانات أنه يمكننا الوصول إلى أشكال هندسية معقدة وأبعاد دقيقة في إعداد واحد كلما أمكن ذلك. هذا يقلل من الحاجة إلى إزالة الحواف اليدوية أو الطحن الثانوي. نوصي أيضًا بتوحيد أحجام الثقوب بأقطار لقم الثقب الشائعة لتجنب الحاجة إلى أدوات مخصصة.
النماذج الأولية واختبار الأداء الوظيفي قبل الإنتاج
قبل الالتزام بتشغيل إنتاج كامل لمكونات الصلب المقوى، غالبًا ما يكون من الذكاء إنشاء نموذج أولي. غالبًا ما نقوم بتصنيع التصميمات الأولية في الألومنيوم الأكثر ليونة للتحقق من الملاءمة والشكل. ومع ذلك، بالنسبة للاختبار الوظيفي الذي يتضمن أحمالًا عالية أو تآكلًا، يجب أن يكون النموذج الأولي مصنوعًا من المادة النهائية المقصودة.
يسمح لنا الاختبار بتحديد نقاط الضعف في التصميم. إذا كان الجزء الفولاذي ثقيلًا جدًا، فقد نقوم بتفريغ المادة في مناطق الإجهاد المنخفض. إذا انحرف جزء الألومنيوم كثيرًا، فقد نزيد من سمك الجدار. يضمن التحقق من صحة التصميم من خلال الاختبارات الفيزيائية أن تشغيل الإنتاج النهائي يلبي جميع المتطلبات البيئية ومتطلبات التحميل دون حدوث أعطال غير متوقعة.
صنع القرار: متى تختار الفولاذ أو الألومنيوم
غالبًا ما يكون اختيار المادة المناسبة بمثابة مفاضلة بين الأداء الميكانيكي وكفاءة التصنيع. في إم إس ماشينينج، نساعدك على تجاوز هذه القرارات لضمان الصلب مقابل الألمنيوم في التشغيل باستخدام الحاسب الآلي تلبي المشاريع المتطلبات الفنية والأهداف المتعلقة بالميزانية.
الأجزاء عالية التحميل أو المقاومة للتآكل أو الحرجة للتأثير تفضل الفولاذ
عندما تكون المتانة هي الشرط الأساسي، يكون الفولاذ هو الخيار الأفضل. تتطلب المكونات المعرضة للإجهاد العالي أو التأثير المتكرر أو البيئات الكاشطة قوة الشد العالية والصلابة الموجودة في سبائك مثل الفولاذ 4140 أو 1045.
- مقاومة التآكل: يحافظ الفولاذ على تفاوتات دقيقة لفترة أطول في التطبيقات عالية الاحتكاك.
- سعة التحميل: ضروري للمكونات الهيكلية التي لا يجب أن تتشوه تحت وزن ثقيل.
- مقاومة الحرارة: الصلب المقاوم للصدأ مثل 316 يحتفظ بسلامته عند درجات حرارة أعلى مقارنة بالألمنيوم.
على سبيل المثال، مكونات نقل الطاقة الصناعية، مثل تروس CNC, ، تتطلب تقريبًا حصريًا قوة الصلب المعالج لمنع فشل الأسنان تحت عزم الدوران.
الأجزاء الحساسة للوزن والمعرضة للتآكل أو التي يسهل تشغيلها مفضلة للألمنيوم
إذا كانت تطبيقاتك تتطلب نسبة قوة إلى وزن عالية، فإن الألمنيوم هو المعيار الصناعي. السبائك مثل 7075 توفر قوة مماثلة لبعض الصلب اللين ولكن بوزن يقارب ثلث الوزن، مما يجعلها مثالية لمكونات الطيران والسيارات والروبوتات.
- مقاومة التآكل: يشكل الألمنيوم طبقة أكسيد واقية بشكل طبيعي، والتي يمكن تعزيزها من خلال أنوديزينج (النوع II أو النوع III) لحماية بيئية متفوقة.
- قابلية التشغيل: يتقشر الألمنيوم بسهولة ويفرغ الحرارة بشكل جيد، مما يسمح بسرعات تشغيل أسرع.
- الناقلية الحرارية: ممتاز لمشتتات الحرارة وعلب الإلكترونيات.
نظرًا لأن الألمنيوم أسهل في القطع، يمكننا إنتاج قطع غيار ذات دقة CNC بأوقات دورة أسرع، مما يخفض مباشرة تكلفة الجزء مقارنة بالمعادن الأكثر صلابة.
حجم الإنتاج، ومدة التنفيذ، والقيود الميزانية
حجم مشروعك والجدول الزمني يؤثران بشكل كبير على اختيار المادة. بينما تتغير تكاليف المواد الخام، غالبًا ما يكون وقت التشغيل هو العامل الأكبر في التكاليف.
| عامل | الألمنيوم | الفولاذ |
|---|---|---|
| سرعة التشغيل | عالي (تكلفة أقل) | منخفض إلى متوسط (تكلفة أعلى) |
| تآكل الأدوات | منخفضة | عالي (يزيد من تكاليف الأدوات) |
| مدة التنفيذ | معالجة أسرع | قد يتطلب معالجة حرارية بعد العملية |
| ملاءمة الحجم | ممتاز للأحجام الكبيرة | جيد، ولكن أوقات الدورة أطول |
لنماذج أولية سريعة، يسمح لنا الألومنيوم بالتسليم قطع CNC دقيقة بسرعة - غالبًا في غضون نافذة التسليم القياسية لدينا من 3 إلى 7 أيام - لأنه أقل تطلبًا على الأدوات. ومع ذلك، إذا كان الجزء يتطلب الخصائص الميكانيكية المحددة للفولاذ، فإننا نحسن مسارات الأدوات واستراتيجيات القطع لتقليل الوقت والتكلفة الإضافيين. نضمن أنه بغض النظر عن المادة، فإن المنتج النهائي يفي بمعايير الجودة الصارمة ISO 9001:2015.
أفضل الممارسات لاختيار المواد في التصنيع باستخدام الحاسب الآلي
التعاون بين مهندسي التصميم ومتخصصي CNC
نادرًا ما يتحقق التوازن المثالي بين الأداء وقابلية التصنيع بمعزل عن الآخرين. في حين أن مهندسي التصميم يفهمون المتطلبات الوظيفية للتجميع النهائي، فإن متخصصي CNC لدينا يفهمون كيف تتصرف معادن معينة تحت القاطع. من خلال التعاون في وقت مبكر من مرحلة التطوير، يمكننا تحديد المشكلات المحتملة - مثل الجيوب العميقة في الفولاذ الصلب التي قد تحفز الاهتزاز أو الجدران الرقيقة في الألومنيوم المعرضة للاهتزاز. نحن نشجعك على اتصل بنا في وقت مبكر من عملية التصميم الخاصة بك حتى نتمكن من تقديم ملاحظات حول DFM (التصميم من أجل قابلية التصنيع) التي توفر الوقت وتقلل من الخردة.
استخدام أدوات CAM والمحاكاة للتنبؤ بأداء المواد
قبل أن نقوم بتصنيع قطعة واحدة من المخزون، نستخدم برنامج CAM متقدم لمحاكاة عملية التصنيع بأكملها. يتيح لنا هذا التحقق الرقمي التنبؤ بكيفية تفاعل السبائك المختلفة مع مسارات الأدوات وسرعات القطع المحددة.
- اكتشاف التصادم: يمنع تلف الماكينة ويضمن السلامة.
- تحسين مسار الأداة: يقلل من أوقات الدورة لكل من الفولاذ والألومنيوم.
- توقع الإجهاد: يساعد على توقع الالتواء المحتمل في أجزاء الألومنيوم خفيفة الوزن.
الحفاظ على الجودة والتفاوتات والتكرار عبر الدفعات
الاتساق أمر بالغ الأهمية، خاصة عند التوسع من النماذج الأولية إلى الإنتاج الضخم. نحن نلتزم بمعايير ISO 9001:2015 الصارمة لضمان أن كل دفعة من قطع غيار ذات دقة CNC تفي بنفس المواصفات الصارمة. سواء كنا نحافظ على تفاوتات تبلغ ± 0.005 مم على عمود فولاذي مقوى أو نحقق تشطيبًا سطحيًا محددًا Ra 0.8 على غلاف من الألومنيوم، فإن عملية الفحص 100% الخاصة بنا تضمن التكرار. نتحقق من الأبعاد والتشطيبات قبل الشحن لضمان دمج الأجزاء الخاصة بك بسلاسة في منتجك النهائي في كل مرة.
مراقبة توافر المواد واتجاهات التكلفة في السوق
تتغير تكاليف المواد بناءً على ظروف سلسلة التوريد العالمية. نراقب بنشاط اتجاهات السوق لكل من الصلب والألمنيوم لتقديم تقديرات دقيقة للأسعار ووقت التسليم. أحيانًا، يمكن أن يؤدي تعديل بسيط في اختيار السبيكة — مثل التحول من درجة متخصصة إلى معيار أكثر توفرًا مثل الألمنيوم 6061 أو الصلب 1018 — إلى توفير كبير في التكاليف دون التأثير على وظيفة الجزء. نساعدك على التنقل بين هذه الخيارات لتحقيق توازن بين الميزانية والجدول الزمني لمشروعك.