
Om du någonsin undrat vad är en 5-axlad CNC-maskin och varför den är en sådan spelväxlare inom tillverkning, du är på rätt plats. En 5-axlad CNC-maskin låter dig flytta ett skärverktyg eller en del i fem olika riktningar samtidigt, vilket ger möjlighet att skapa komplexa former som enklare maskiner inte kan hantera i en enda inställning. Oavsett om du är ingenjör, verkstadsägare eller bara utforskar avancerade bearbetningsalternativ, är det viktigt att förstå hur 5-axlat fungerar – och varför det överträffar 3-axlade och 4-axlade system – för att kunna fatta smarta beslut 2025 och framåt. Låt oss gå igenom grunderna så att du kan avgöra om en uppgradering till 5-axlat är rätt val för dina projekt.
Vad betyder egentligen “5-axlat”?
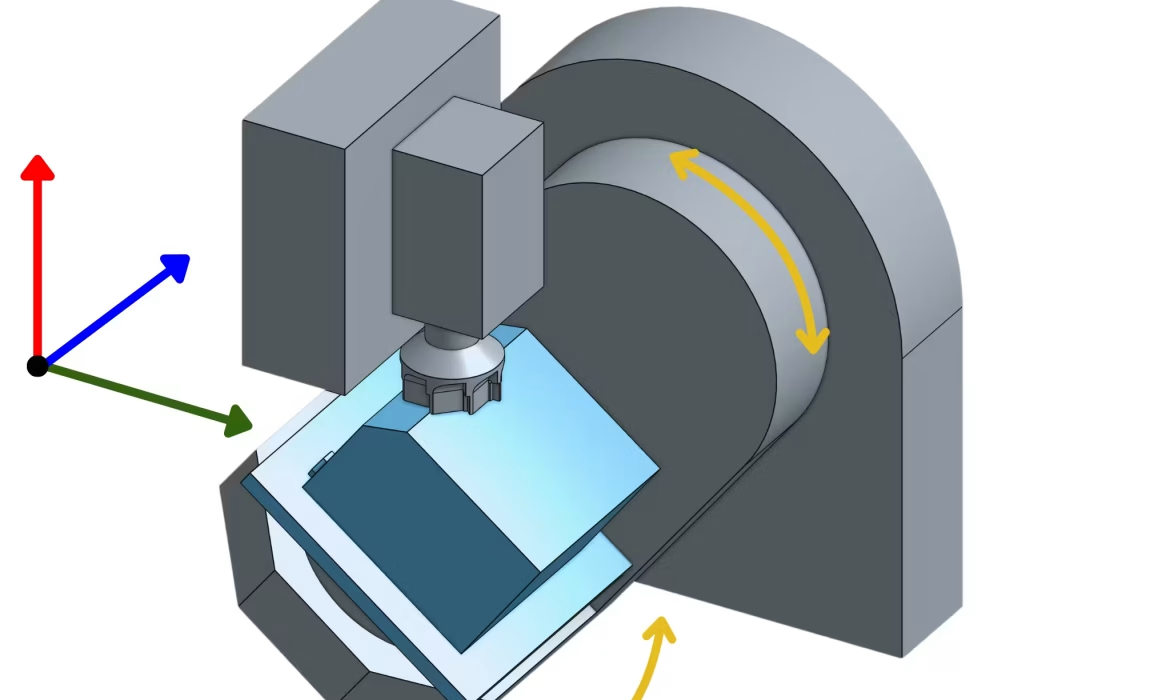
När du hör “5-axlat” inom CNC-bearbetning, syftar det på maskinens förmåga att röra ett skärverktyg eller ett arbetsstycke längs fem olika axlar samtidigt. För att förklara:
De tre linjära axlarna (X, Y, Z)
- X-axeln: Rörelse från vänster till höger
- Y-axel: Rörelse framåt och bakåt
- Z-axeln: Uppåt och nedåt rörelse
Dessa tre är grunden för nästan alla CNC-fräsar, vilket möjliggör grundläggande 3D-positionering av verktyg.
De två rotationsaxlarna (A, B, C)
Utöver de tre linjära rörelserna tillkommer två rotationsrörelser runt dessa axlar:
- A-axeln: Rotation runt X-axeln (ofta lutning av verktyget eller bordet framåt/bakåt)
- B-axel: Rotation runt Y-axeln (lutning av verktyget eller bordet från sida till sida)
- C-axel: Rotation runt Z-axeln (vanligtvis roterande arbetsstycke horisontellt)
De exakta axlarna som används beror på maskinens design och tillverkare, så namngivningen kan variera. Till exempel använder vissa maskiner A- och C-axlar, andra B- och C-axlar, beroende på vilka delar som roterar och vilka som är fasta.
Huvudkonfigurationer för 5-axlat
Det finns tre vanliga 5-axelkonfigurationer baserade på hur de roterande axlarna är placerade i förhållande till verktygshuset och bordet:
- Huvud/Huvud: Båda roterande axlar är i verktygshuset, vilket möjliggör mångsidig verktygslutning.
- Huvud/Bord: En roterande axel är i verktygshuset, den andra i arbetsbordet; vanligt på maskiner med trunnion-typ.
- Bord/Bord: Båda roterande axlar är i själva bordet, ofta kallat trunnion- eller nutationsbord; arbetsstycket lutar för komplexa vinklar medan verktyget förblir fixerat.
Varje konfiguration erbjuder olika fördelar när det gäller tillgänglighet, styvhet och delstorlek.
Jämförelse av rörelse i 3-, 4- och 5-axlar
| Axelantal | Rörelsetyp | Kapaciteter |
|---|---|---|
| 3-axlar | Lineär (X, Y, Z) | Grundläggande fräsning, begränsade vinklar |
| 4-axlar | Lineär + 1 rotation | Lägger till rotation (vanligtvis C-axel), bättre delorientering |
| 5-axlar | Lineär + 2 rotationer | Komplexa vinklar, undercut, fler-sidig bearbetning |
Denna utökade rörelse innebär att en 5-axlig maskin kan närma sig en del från nästan vilken vinkel som helst, vilket gör möjligheten att bearbeta komplex geometri med färre inställningar och högre precision.
Hur en 5-axlig CNC-maskin fungerar
En 5-axlig CNC-maskin flyttar ett skärverktyg eller en del längs fem olika axlar, vilket kombinerar de tre standard linjära rörelserna (X, Y, Z) med två ytterligare rotationsaxlar. Dessa rotationer gör att verktyget kan närma sig arbetsstycket från nästan vilken vinkel som helst.
Det finns två huvudtyper av 5-axlig bearbetning: samtidig och indexerad (eller 3+2 axlar). Samtidig 5-axlig bearbetning innebär att alla fem axlar rör sig samtidigt, vilket möjliggör att komplexa konturer och mjuka kurvor kan skäras i ett enda steg. Indexerad 5-axlig, ofta kallad 3+2 bearbetning, positionerar delen eller verktyget i en fast vinkel med hjälp av de extra axlarna, och bearbetar sedan längs de tre linjära axlarna. Denna metod är enklare och perfekt för vinklade funktioner, men skapar inte de kontinuerliga kurvor som är möjliga med samtidig rörelse.
Det som gör detta möjligt är avancerad CAM-programvara, som genererar precisa verktygsvägar och hanterar de komplexa beräkningarna som krävs för att synkronisera alla fem axlar. Efterbearbetare omvandlar sedan dessa verktygsvägar till den exakta maskinkoden som din CNC-kontroller kan utföra.
Moderna 5-axliga maskiner förlitar sig också på rättvis kollisionsdetektion för att undvika krascher mellan verktyg, del, fixturer och maskinens komponenter. Detta är avgörande för att hålla produktionen säker och effektiv. Verktygsvägstrategier optimeras för att minska maskinens slitage och cykeltider samtidigt som de upprätthåller tighta toleranser, vilket gör 5-axlig CNC-bearbetning till ett kraftfullt val för komplexa, högprecisionsdelar.
För professionella multi-axliga CNC-tjänster som är optimerade med den senaste teknologin, erbjuder företag som MS Machining skräddarsydda lösningar som maximerar fördelarna med samtidig 5-axlig bearbetning. Läs mer om deras CNC-ingenjörstjänster för att se hur 5-axlig bearbetning kan förbättra din produktion.
Viktiga fördelar med 5-axlig jämfört med 3-axlig och 4-axlig maskiner

5-axliga CNC-maskiner erbjuder flera tydliga fördelar jämfört med sina 3-axliga och 4-axliga motsvarigheter:
- Enkel inställning, färre fixturer: Med 5-axlig bearbetning kan du slutföra komplexa delar i ett enda steg. Detta minskar behovet av flera klämmor och fixturer, vilket inte bara sparar tid utan också förbättrar den totala noggrannheten genom att minimera fel vid ompositionering.
- Överlägsen ytskiktsfinish: Kontinuerlig 5-axlig rörelse gör att verktyget kan behålla optimala kontaktvinklar med materialet. Detta resulterar i jämnare ytor och bättre detaljering, särskilt på kurvade eller vinklade funktioner.
- Kortare cykeltider: Genom att bearbeta komplexa funktioner i ett steg minskar den totala produktionstiden avsevärt. Du undviker flera omställningar, vilket sparar värdefulla maskintimmar.
- Bearbetning av komplexa undercutts och djupa håligheter: De extra rotationsaxlarna gör att verktyget kan nå områden som är omöjliga för 3-axliga eller enkla 4-axliga maskiner. Detta gör det perfekt för delar med djupa fickor eller intrikata undercutts.
- Längre verktygsräckvidd utan kollisioner: 5-axlingen gör att verktyget kan närma sig arbetsstycket från olika vinklar, vilket minskar behovet av alltför långa verktyg—det innebär färre vibrationer och bättre verktygsliv.
Här är en snabb jämförelsetabell som visar genomsnittliga cykeltidsreduceringar för typiska delar:
| Maskintyp | Genomsnittlig cykeltid | Förberedningstid | Anmärkningar |
|---|---|---|---|
| 3-axlar | 100% | Flera | Kräver flera ompositioneringar |
| 4-axlat (3+1) | 75%-85% | Minskat | Indikerar roterande axel, mindre flexibel |
| 5-axlat (samtidigt) | 50%-65% | Minimal | En omställning, möjlighet till komplex geometri |
För tillverkningsproffs som vill maximera effektivitet och delkvalitet kan uppgradering från 3-axlat till en fullständig 5-axlig konfiguration vara en spelväxlare. Kolla in våra detaljerade insikter om 5-axlade CNC-fräsmaskiner exempel och processförbättringar.
Vanliga tillämpningar och branscher
5-axlade CNC-maskiner är en självklar lösning inom branscher där precision och komplexa geometriska bearbetningar är avgörande. Här är de verkligen i sitt esse:
- Flygindustri: Bearbetning av turbinturbiner, impellrar och strukturella delar med extrem noggrannhet är avgörande. Dessa delar har ofta komplexa kurvor och snäva toleranser som endast samtidig 5-axlad bearbetning kan hantera på ett tillförlitligt sätt. För mer specialiserade bearbetningsbehov, kolla in vårt arbete på impellerpolering som förbättrar prestandan.
- Medicinsk: Implantat och kirurgiska instrument kräver fina ytslipningar och precisa konturer. 5-axlad CNC-fräsning säkerställer konsekvent kvalitet i dessa högstakesdelar.
- Automobil och Motorsport: Från motordelskomponenter till chassidelar hjälper 5-axlade maskiner att minska cykeltider och producera lätta, starka delar med komplexa geometrier.
- Gjutning & Formtillverkning: Dessa tillämpningar kräver underbrytningsbearbetning och djupa kavitetsarbeten, områden där 5-axlad CNC utmärker sig genom att minimera inställningar och förbättra precisionen.
- Energisektorn: Ventiler, pumpkåpor och andra robusta delar drar nytta av 5-axlad bearbetnings förmåga att hantera komplexa former och förbättra verktygslivslängden.
Verkliga fallstudier och foton visar hur dessa industrier utnyttjar 5-axlade maskiner för bättre prestanda och effektivitet, och visar det breda utbudet av komponenter från flyg till medicinska verktyg.
Begränsningar och när man INTE ska välja 5-axlad CNC-bearbetning
Även om 5-axlade CNC-maskiner är kraftfulla är de inte alltid det bästa valet. Här är när du bör tänka efter:
- Hög initial kostnad: 5-axlade maskiner är betydligt dyrare än 3-axlade eller 4-axlade modeller. Den initiala investeringen kan vara ett hinder, särskilt för verkstäder som fokuserar på enklare jobb.
- Programmeringskomplexitet: Programmering av 5-axlad CNC-bearbetning kräver specialkunskap och avancerad CAM-programvara. Detta kan leda till längre inställningstider och behov av mycket skickliga operatörer.
- Överdrivet för enkla delar: För enkla, prismatica delar (som enkla block eller grundläggande hål) brukar 3-axlad eller 3+2-axlad bearbetning räcka med mindre kostnad och komplexitet.
- Underhåll och utbildning: Fler axlar innebär fler rörliga delar och högre underhållsbehov. Dessutom behöver ditt team kontinuerlig utbildning för att effektivt driva och programmera maskinerna.
| Faktor | 3-axlad/4-axlad | 5-axlad CNC |
|---|---|---|
| Initial maskinkostnad | Lägre | Mycket högre |
| Programmeringssvårigheter | Måttlig | Hög |
| Ideal för enkla delar | Ja | Nej (överdrivet) |
| Verktygsbanans komplexitet | Låg | Hög |
| Underhållskomplexitet | Lägre | Högre |
| Operatörskunskapskrav | Måttlig | Avancerat |
Om din produktion huvudsakligen involverar enkla former eller du har en tight budget, kan det vara smartare att hålla sig till 3-axlade eller 4-axlade maskiner. För mer om när CNC-fräsning verkligen tillför värde, kolla in våra insikter om precisions CNC-bearbetningstjänster.
Kostnadsöverväganden 2026

När du funderar på att investera i en 5-axlad CNC-maskin 2026 är det viktigt att noga väga kostnaderna. Entré-nivå 5-axlade maskiner börjar vanligtvis runt $150 000, medan högkvalitativa modeller från ledande märken kan överstiga $500 000. De avancerade funktionerna och precisionen kommer till ett pris, men avkastningen kan vara betydande när du räknar in tidsbesparingar och minskad arbetskraft.
Till exempel kan en typisk ROI-beräkning se ut så här: möjligheten att slutföra en komplex flygplans- eller medicinsk del i en enda inställning minskar fixtureringstid och fel, vilket sparar flera timmar per jobb. Under flera produktionskörningar blir dessa timmar till verkliga besparingar som ofta överstiger den initiala investeringen efter ett eller två år.
Jämfört med kostnad per del kan en 5-axlad maskin minska cykeltider med 30-50% jämfört med en 3-axlad maskin, tack vare färre inställningar och snabbare verktygsbanor. Denna effektivitet snabbar inte bara upp leveransen utan sänker också arbetskostnader och förbättrar delprecisionen. För jobb som involverar hårda metaller eller intrikata geometriska former, som de som finns hos MS Machining’s CNC-fräsning av metalldelar, blir 5-axelsfördelen ännu tydligare.
Kort sagt, medan 5-axlad CNC-fräsning kräver en högre initial investering, gör de löpande besparingarna i cykeltid, verktyg och kvalitetskontroll det till ett smart val för många tillverkare som vill förbli konkurrenskraftiga 2026 och framåt.
Hur man väljer rätt 5-axlad lösning
Att välja rätt 5-axlad CNC-maskin beror på dina specifika behov. Här är de viktigaste faktorerna att ta hänsyn till:
| Faktor | Vad man ska leta efter | Varför det är viktigt |
|---|---|---|
| Maskinstorlek & Arbetsområde | Välj en maskin som passar din största delstorlek bekvämt | Undvik att få slut på rörelse eller att behöva dela upp delar i flera inställningar |
| Spindelkraft & Moment | Högre kraft för tuffa material; moment för långsammare, precisa snitt | Säkerställer effektiv skärning och längre verktygsliv |
| Styrsystem | Populära alternativ: Fanuc, Siemens, Heidenhain | Användargränssnittets bekantskap, kompatibilitet med CAM-programvara och tillförlitlighet |
| Service- & Supportnätverk | Lokala representanter, snabba svarstider och beprövad expertis | Minimerar driftstopp och håller projekten på rätt spår |
Innan du investerar, överväg din delkomplexitet och volym. En större maskin med hög spindelkraft passar för flyg- eller fordonsarbete, medan mindre, mer prisvärda modeller är lämpliga för prototyptillverkning eller enklare produktioner.
För mer information om hur 5-axlade inställningar kan passa olika arbetsuppgifter, kolla in våra 5-axlad CNC-bearbetningstjänst. Kvalitetsstöd och rätt maskin går hand i hand för bästa resultat.
Varför MS Machining utmärker sig inom 5-axiga CNC-tjänster
På MS Machining erbjuder vi förstklassiga 5-axliga CNC-tjänster med vår senaste flotta 2026–2026, med industriledande maskiner från Hermle, DMG MORI och Haas. Detta gör att vi regelbundet kan uppnå ultraprincipala toleranser ner till ±0,0002″ (5 µm), vilket säkerställer att dina komplexa delar möter de högsta kvalitetsstandarderna.
Vi erbjuder gratis Design for Manufacturing (DFM) granskningar för att hjälpa dig optimera dina delar för effektiv 5-axlig bearbetning. Dessutom håller vår snabba offertprocess på 24–48 timmar dina projekt i rörelse.
MS Machining verkar under ett certifierat AS9100- och ISO9001-kvalitetssystem, vilket garanterar konsekvent kvalitet och tillförlitlighet. Detta engagemang gör oss till en pålitlig partner för flyg-, medicin- och högprecisionsindustrier som är beroende av komplex multi-axel CNC-arbete.
För insikt i hur vår expertis kopplas till avancerade CNC-metallbearbetningsprocesser, kolla in våra detaljerade metall CNC-bearbetning resurs.