

Навигация по классам титана: какой подходит для вашего проекта?
Выбор правильного сплава — первый важный шаг в услугах по ЧПУ обработке титана. Хотя материал славится своим соотношением прочности и веса, подход к обработке значительно меняется между коммерчески чистыми вариантами и сплавами высокой прочности.
Группа 2: Надежный антикоррозийный материал
Часто называемый “коммерчески чистым” (CP) титаном, Группа 2 — мой лучший выбор, когда коррозионная стойкость титана и свариваемость — ваши основные требования. Он обладает высокой пластичностью и показывает отличные показатели в морской и химической промышленности. Хотя он легче для наших режущих инструментов, чем Группа 5, для предотвращения “залипания” или прилипания к вставке требуется точное управление подачей.
Группа 5 (Ti-6Al-4V): Золотой стандарт аэрокосмической отрасли
Обработка Ti-6Al-4V составляет основную часть нашего производства. Группа 5 — это альфа-β сплав, который служит отраслевым эталоном для аэрокосмических титановых деталей. Он вдвое прочнее Группы 2 при примерно такой же плотности. Если ваш проект включает крепежи из титана Группы 5, диски двигателей или структурные каркасы, это неизменный выбор для высоконагруженных приложений.
Сравнение механических свойств: Группа 2 и Группа 5
Понимание данных о этих материалах позволяет нам оптимизировать наши ЧПУ обработку титана и параметры фрезерования для ваших конкретных деталей.
| Свойство | Класс 2 (Качественно чистый) | Класс 5 (Ti-6Al-4V) |
|---|---|---|
| Прочность на растяжение | ~485 МПа | ~900–1000 МПа |
| Твердость (Бринелль) | ~150 HBW | ~330 HBW |
| Теплопроводность | ~16 Вт/м-К | ~6.7 Вт/м-К |
| Рейтинг обрабатываемости | 40–451ТП3Т из стали B1112 | 20–251ТП3Т из стали B1112 |
- Прочность на растяжение: Класс 5 значительно прочнее, что делает его идеальным для конструкционных титановых механических деталей.
- Твердость: Класс 5 намного тверже, что увеличивает износ инструментов из титана и требует использования специальных карбидных вставок.
- Теплопроводность: Класс 5 обладает чрезвычайно низкой теплопроводностью. Это означает, что тепло не рассеивается через стружку; оно остается у режущего края. Мы управляем этим в MS Machining с помощью высоконапорного охлаждения и специальных геометрий инструмента.
Выбор правильного класса балансирует требования к производительности и стоимость кастомная обработка титана. Для компонентов, требующих экстремальной прочности в полёте или системах высокого давления, стандартом является Grade 5. Для сантехники, теплообменников или медицинских корпусов, где важна формуемость, лучше всего подходит Grade 2.
Наука о услугах ЧПУ обработки титана: преодоление технических барьеров
Обработка титана — это борьба с теплом и физикой. Поскольку титан обладает плохой теплопроводностью, тепло, образующееся при резке, остается у кромки инструмента, а не уходит через стружку. Чтобы обеспечить первоклассное услугах по ЧПУ обработке титана, мы используем специальные технические стратегии, чтобы детали соответствовали точным спецификациям без ущерба для целостности материала.
Распределение тепла и адаптивные маршруты инструментов 2026 с ИИ
Мы решаем проблему “тепловой ловушки” с помощью обработки с использованием охлаждающей жидкости высокого давления (до 1000 PSI), направленной точно в зону реза. Для 2026 года мы внедрили адаптивные маршруты инструментов с ИИ которые в реальном времени контролируют нагрузку на шпиндель, автоматически регулируя углы зацепления, чтобы предотвратить тепловые пики.
- Охлаждающая жидкость высокого давления: Мгновенно удаляет стружку и снижает температуру интерфейса.
- Инструменты с ИИ: Оптимизируют “трохоидальную фрезеровку” для максимизации срока службы инструмента и качества поверхности.
Борьба с упрочнением при обработке титана
Титан может “упрочнеть” мгновенно, если инструмент терется, а не режет. Как только поверхность затвердевает, ее практически невозможно обработать, что приводит к выходу из строя инструмента. Мы предотвращаем это, используя острые, покрытые PVD карбидные инструменты и поддерживая агрессивные, постоянные подачи.
| Проблема | Наше решение | Преимущество |
|---|---|---|
| Накопление тепла | Оптимизированное ИИ взаимодействие с инструментом | Предотвращает “расплавление” инструмента” |
| Рабочая закалка | Постоянное подача и положительные углы наклона | Поддерживает пластичность материала |
| Износ инструмента | Специализированные карбидные инструменты для титана | Снижает время простоя и затраты |
Точность и жесткость: шпиндели с высоким крутящим моментом
Точность — обязательное условие. Для обработки Обработка Ti-6Al-4V без вибрации или “звонка” мы используем тяжелые, мощные шпиндели. Эта жесткость — основа наших услугах по ЧПУ обработке титана, позволяющая нам удерживать прецизионные допуски на титан даже при самых сложных геометриях.
- Тяжелые шпиндели: Высокая масса и крутящий момент исключают микро-вибрации.
- Жесткое закрепление: Индивидуально изготовленные приспособления обеспечивают неподвижность детали при высоких силах резания, необходимых для титана.
- Решения по износу инструмента для титана: Мониторинг в реальном времени с помощью датчиков предупреждает нашу команду до того, как инструмент затупится достаточно, чтобы повлиять на размеры детали.
Передовые услуги по титановой CNC-обработке в MS Machining
Мы построили нашу мастерскую, чтобы справляться с задачами, от которых другие отказываются. Интегрируя передовые технологии со специализированными вторичными процессами, мы гарантируем, что ваше изготовление титановых изделий на заказ соответствует самым строгим отраслевым стандартам без типичных производственных задержек.
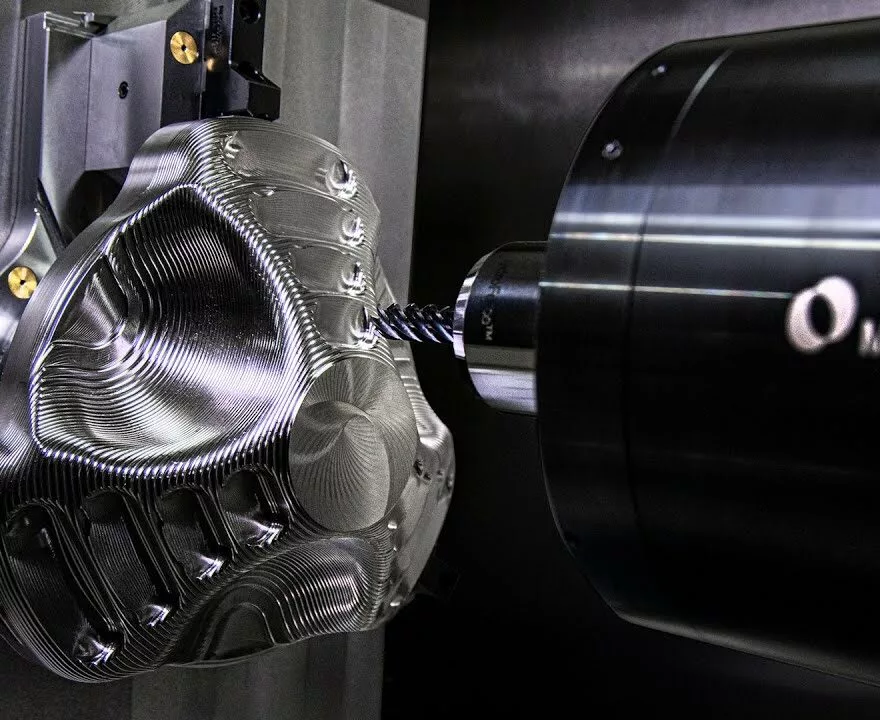
5-осевая фрезерная обработка титана

Для сложных аэрокосмических корпусов и титановых имплантатов медицинского назначения, мы используем 5-осевую фрезерную обработку титана. Эта установка позволяет нам достигать нескольких углов за одну операцию.
- Сокращение количества установок: Мы вырезаем деталь за меньшее количество проходов, что значительно повышает точность.
- Мы не снимаем 80% титана с блока; мы обрабатываем только необходимые интерфейсы. Идеально подходит для органических форм, встречающихся в ортопедических устройствах.
- Превосходная отделка поверхности: Непрерывное движение инструмента предотвращает следы “дребезжания”, характерные для 3-осевых установок.
Проволочная электроэрозионная обработка и лазерная сварка
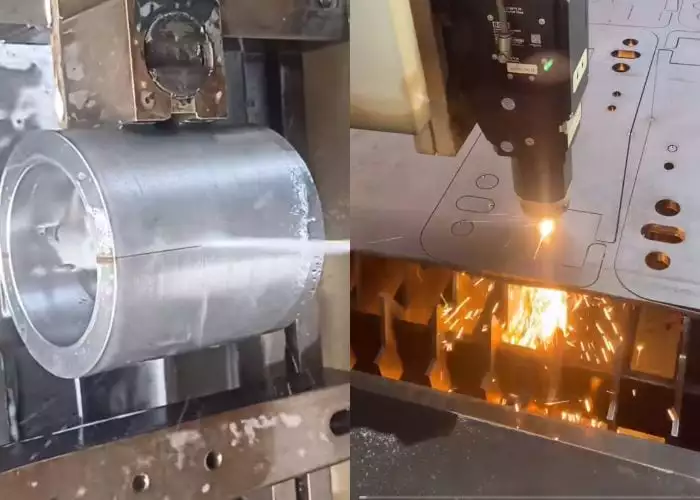
Стандартная фрезерная обработка имеет свои ограничения, особенно с учетом прочности титана. Мы преодолеваем этот разрыв с помощью дополнительных услуг:
- Проволочная ЭДМ: Идеально подходит для резки чрезвычайно тонких прорезей или острых внутренних углов, где физический инструмент сломается.
- Лазерная сварка: Обеспечивает высокопрочные, чистые соединения для многокомпонентных сборок без ущерба для целостности металла.
Прецизионные титановые допуски и контроль качества
Мы поддерживаем прецизионные допуски на титан контролируя каждую переменную в нашей среде. Наш отдел качества — это не просто столик в углу; это важная часть нашего рабочего процесса.
| Особенность | Наш стандарт |
|---|---|
| QC-линии | 3 независимых линии инспекции для проверки каждого этапа производства. |
| Окружающая среда | Лаборатории с климат-контролем для предотвращения теплового расширения деталей. |
| Сертификат | Строгое соблюдение документации для аэрокосмической и медицинской отраслей. |
Наша приверженность качеству означает, что ваши услугах по ЧПУ обработке титана поддерживаются данными, а не только обещаниями. Мы используем высокоточные CMM для точного соответствия каждой размерной характеристики вашему CAD-файлу перед отправкой с производства.
Услуги токарной обработки титана для критически важных отраслей
Мы поставляем высокопроизводительные компоненты, где отказ недопустим. Наши услугах по ЧПУ обработке титана поддерживают самые требовательные сектора в России, обеспечивая соответствие каждой детали точным спецификациям по безопасности и долговечности.
Аэрокосмическая и оборонная промышленность
Современная авиация использует материалы, которые одновременно легки и невероятно прочны. Мы производим детали из титана авиационного класса спроектированные для выдерживания экстремальных давлений и температурных циклов.
- Конструкционные каркасы и крепления крыльев.
- Высокопрочные крепежи из титана Группы 5.
- Критические диски двигателей и турбинные компоненты.
Медицинское и стоматологическое
Здоровье человека требует абсолютной точности и материальной безопасности. Мы специализируемся в Медицинские титановый имплантаты которые разработаны для долгосрочного успеха в человеческом организме.
- Биосовместимые металлические детали для ортопедических и спинальных операций.
- Индивидуальные зубные имплантаты и прецизионные абатменты.
- Легкие, эргономичные хирургические инструменты.
Энергетика и Морская промышленность
Солевые воды и промышленные химикаты быстро разрушают менее прочные металлы. Мы используем превосходную Коррозионную стойкость титана для создания оборудования, которое выдерживает самые суровые условия на Земле.
| Применение | Ключевые компоненты | Преимущество |
|---|---|---|
| нефть и газ | Клапаны системы водоснабжения | Химическая стойкость |
| Морская промышленность | Клапаны и насосы для морской воды | Нулевое разрушение соленой воды |
| Подводные | Корпуса датчиков для глубоководных исследований | Высокое давление и герметичность |
Наш опыт гарантирует, что независимо от того, находится ли ваш проект на высоте 30 000 футов или на глубине 10 000 футов под морской поверхностью, ваши обработанные компоненты будут работать точно так, как задумано.
Советы DFM для услуг по ЧПУ обработке титана

Умный дизайн — самый быстрый способ снизить стоимость кастомных титановых деталей. Поскольку титан значительно прочнее алюминия или стали, небольшие дизайнерские решения оказывают огромное влияние на срок службы инструмента и качество конечной детали. В MS Machining мы рекомендуем эти три основных оптимизации для повышения эффективности вашей услуги по ЧПУ обработке титана проектов.
Оптимизация радиусов углов для минимизации отклонения инструмента
Маленькие внутренние углы — основная причина поломки инструмента в обработке титана на ЧПУ. Когда инструмент заходит в узкий угол, увеличивается “захват”, что приводит к вибрации и отклонению.
- Правило 125%: Всегда указывайте внутренний радиус угла, который как минимум на 25% больше, чем используемый инструмент. Например, если требуется торцевая фреза диаметром 0,5 дюйма, используйте радиус 0,3125 дюйма.
- Снизьте напряжение: Большие радиусы позволяют инструменту плавно проходить через угол без “заглубления”, что обеспечивает лучшее качество поверхности ваших обработанных титанных компонентов.
Избегайте глубоких узких пазов
Титан плохо проводит тепло, что означает, что тепло не рассеивается через материал — оно остается у режущего края. Глубокие узкие пазы — известные ловушки тепла, которые могут мгновенно расплавить инструменты.
- Соотношение глубины к ширине: Держите глубину паза максимум на уровне 2:1 от диаметра инструмента, когда это возможно.
- Освобождение стружки: Узкие карманы затрудняют вымывание стружки высоконапорной охлаждающей жидкостью. Повторное резание стружки приводит к быстрому износ инструментов из титана и плохой точности размеров.
Балансировка производительности с реалистичными допусками
Хотя прецизионные допуски на титан — наша специализация, чрезмерное задание жестких допусков там, где они не нужны, увеличит ваши расходы без необходимости.
| Тип функции | Стандартный допуск (экономичный) | Точный допуск (более дорогой) |
|---|---|---|
| Линейные размеры | ± 0.005″ | ± 0.0005″ |
| Диаметры отверстий | ± 0.002″ | ± 0.0002″ |
| Обработка поверхности | Ra 63 мкин (1,6 мкм) | Ra 16 мкин (0,4 мкм) |
Совет профессионала: Применяйте жесткие допуски только к критическим соединительным поверхностям или посадкам подшипников. Для структурных cnc титановых деталей, стандартный подход к допускам позволяет быстро и недорого производить процесс изготовления титановых деталей методом ЧПУ.
Выбор MS Machining для ваших услуг по обработке титана на ЧПУ
Мы создали MS Machining не просто как поставщика; мы ваш стратегический партнер в процесс изготовления титановых деталей. На базе нашего завода площадью более 30 000 кв. футов, наша команда из более 200 экспертов управляет сложной физикой cnc титана каждый день. Мы сочетаем масштабные возможности с точностью, необходимой для высокотехнологичных отраслей.
Глобальная логистика и экспертиза на рынке России и Европы
У нас есть десятилетия опыта в навигации по специфическим требованиям России и европейских рынков. Мы понимаем, что для наших клиентов из России надежность так же важна, как и оборудование.
- Доказанный опыт: Десятилетия безупречной доставки и таможенного оформления.
- Стандарты качества: Соответствие международным стандартам точности и сертификациям материалов.
- Локализованная коммуникация: Профессиональное, прозрачное обслуживание, соблюдающее сроки вашего проекта.
Непревзойденная способность MS Machining“
Что отличает нас, так это наша гибкость. Будь вы в стадии исследований и разработок или готовы к массовой интеграции, наш услугах по ЧПУ обработке титана Растите вместе с вами.
- Быстрые сроки предоставления коммерческих предложений: Мы не заставляем вас ждать; получайте цены быстро, чтобы ваш проект двигался вперед.
- Масштабируемое производство: Мы устраняем разрыв между начальными кастомная обработка титана прототипами и крупносерийным промышленным производством.
- Надежность: Огромные производственные мощности означают, что у нас есть резерв оборудования, чтобы гарантировать сроки поставки, независимо от размера заказа.
Часто задаваемые вопросы об услугах механической обработки титана на станках с ЧПУ
Почему титан дороже в обработке, чем алюминий?
В то время как алюминий мягкий и быстро режется, титан — совсем другое дело. Более высокая стоимость процесс изготовления титановых деталей обусловлена несколькими факторами:
- Стоимость материала: Необработанный титан значительно дороже алюминия или стали.
- Износ инструмента: Титан является абразивным материалом и обладает плохой теплопроводностью. Тепло остается на режущей кромке вместо того, чтобы уходить со стружкой, что приводит к быстрому решения для защиты титанового инструмента от износа являются необходимостью.
- Более медленные циклы обработки: Чтобы поддерживать прецизионные допуски на титан, мы должны запускать станки на более низких скоростях поверхности и скоростях подачи по сравнению с более мягкими металлами.
Какой сорт лучше всего подходит для медицинских титановых имплантатов?
Для большинства ортопедических и стоматологических применений, Стандарт 23 (Ti-6Al-4V ELI) является отраслевым стандартом. Это более чистая версия Стандарта 5.
- Биосовместимость: Он обладает высокой стойкостью к жидкостям организма и хорошо интегрируется с костной тканью.
- Прочность: Обеспечивает высокую усталостную прочность и высокий коэффициент прочности к весу.
- Надежность: Мы отдаём предпочтение этому классу для титановых имплантатов медицинского назначения обеспечения долгосрочной работоспособности внутри человеческого тела.
Как предотвратить поломку инструмента при фрезеровке Ti-6Al-4V?
Обработка Ti-6Al-4V требует стратегии “низко и медленно” в сочетании с интенсивным охлаждением. Мы предотвращаем отказ инструмента за счёт:
- Обработка с использованием охлаждающей жидкости под высоким давлением: Мы используем специализированные системы для мгновенного отвода тепла от зоны резания.
- Инструменты из карбида для титана: Мы используем исключительно высококачественные, острые карбидные инструменты с специализированными покрытиями (например, AlTiN) для сопротивления теплу.
- Постоянное взаимодействие: Мы избегаем “задержки” или остановки инструмента в середине реза, что вызывает закалку в титане и мгновенно ломает сверла.
- Жесткие установки: Использование шпинделей с высоким крутящим моментом и сверхпрочных приспособлений для устранения вибрации.
Каковы стандартные сроки выполнения заказов на изготовление деталей из титана по индивидуальному заказу?
Мы понимаем потребности быстро меняющегося рынка России. Наши сроки выполнения заказов разработаны для того, чтобы ваш проект соответствовал графику:
- Прототипы: Обычно от 3 до 7 рабочих дней в зависимости от сложности геометрии.
- Мелкосерийное производство: Как правило от 2 до 3 недель.
- Массовое производство: Мы предоставляем скользящие графики поставок, основанные на ваших конкретных требованиях к объему.
Мы используем 5-осевую фрезерную обработку титана для консолидации настроек, что значительно сокращает время от вашего исходного CAD-файла до готового обработанных титанных компонентов прибытия к вашей двери.