

Понимание графитового материала
Графит — это стабильная аллотропная форма углерода, которая служит краеугольным камнем для отраслей, требующих исключительных тепловых и электрических характеристик. В прецизионном производстве, проводящий графит незаменим для производства электродов для EDM и специализированных форм, предлагая возможности, которые не могут сравниться со стандартными металлами. Как материал, устойчивый к высоким температурам, он выдерживает экстремальные условия без деформации, обеспечивая надежность в критически важных приложениях, начиная от аэрокосмической промышленности и заканчивая производством полупроводников.
Однако физические свойства, делающие графит ценным, также делают его notoriously трудным для обработки. В отличие от пластичных металлов, таких как алюминий или медь, графит не режется на стружку; он ломается. Это относит его к категории обработка хрупких материалов, где риск сколов на краях и появления пигментации поверхности высок. Более того, абразивная графитовая пыль действует как наждачная бумага на режущих инструментах, вызывая быстрое изнашивание стандартного оборудования. Для достижения высокоточных допусков, которых ожидают наши клиенты, обработка этого материала требует специализированных знаний о его зернистой структуре и использовании жесткого, высокопроизводительного ЧПУ-оборудования.
2. Техники обработки графита на ЧПУ
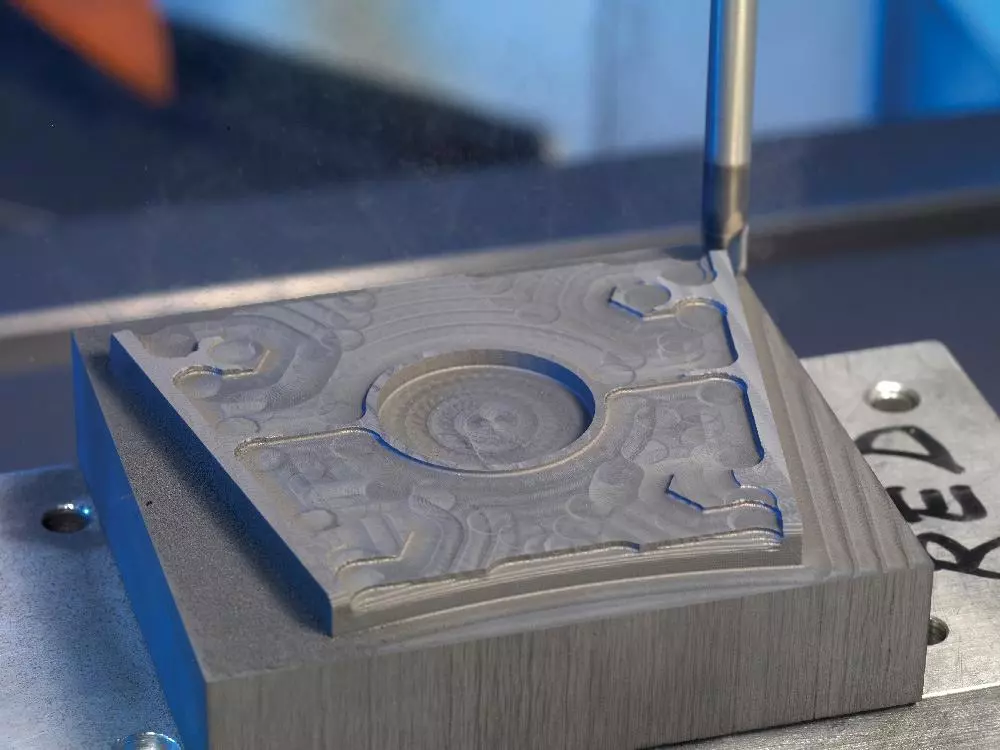
Графит ведет себя иначе, чем металлы, с которыми мы обычно работаем. Он хрупкий и создает тонкую, проводящую пыль, а не стружку. Чтобы добиться эффективной обработки графита на ЧПУ, необходимо скорректировать наш подход, чтобы предотвратить разрушение материала и защитить оборудование.
2.1 Оптимизация параметров резания
Точность — всё при работе с этим материалом. Поскольку графит склонен к сколам на краях, мы не можем нагружать инструмент так же сильно, как при работе с алюминием или сталью. Мы сосредотачиваемся на оптимизации нагрузки на стружку для сохранения структурной целостности.
- Контроль подачи: Мы поддерживаем низкие скорости подачи, чтобы снизить силу резания, действующую на материал. Это предотвращает разрушение заготовки на краях.
- Скорости и подачи: Высокие скорости вращения шпинделя обычно эффективны, но их необходимо сбалансировать с подачей, чтобы обеспечить чистое резание без возникновения вибрации.
- Путь инструмента: Мы используем стратегии фрезерования по восходящей, чтобы направлять силы резания в массу материала, что значительно улучшает качество поверхности при фрезеровании высокой точности.
В отличие от наших стандартных обработки металлов на ЧПУ настроек, где важна термическая обработка, обработка графита сосредоточена почти полностью на управлении хрупкой природой блока.
2.2 Обработка на сухую и управление пылью
Использование жидкого охлаждающего агента при обработке графита — большая ошибка. Графит порист и будет впитывать охлаждающую жидкость, создавая абразивную суспензию, которая действует как шлифовальная паста. Эта суспензия может засорить станок и испортить качество поверхности детали.
Мы строго применяем обработку графита на сухую методами. Вместо жидкости мы используем струи воздуха высокого давления или вакуумные системы.
Основные тактики управления пылью:
| Метод | Назначение | Преимущество |
| :— | :— | :— |
| Вакуумное удаление пыли | Вакуум у источника на шпинделе | Удаляет пыль до того, как она оседает на рельсах или датчиках. |
| Воздушная струя | Очищает зону резания | Предотвращает повторное резание стружки и поддерживает чистоту траектории инструмента. |
| Обработка без охлаждающей жидкости | Предотвращает образование шлама | Держит графит сухим и легким для извлечения. |
2.3 Безопасность оператора и экологический контроль
Пыль графита не только грязная; она обладает высокой электропроводностью. Если эта пыль попадет в электрические шкафы станка с ЧПУ, она может вызвать короткое замыкание на платах и привести к катастрофическим сбоям. Электрическая защита машины является обязательной в нашем предприятии.
Мы обеспечиваем наши мастерские надежными системами вентиляции для поддержания качества воздуха. Для безопасности пыли графита, операторы используют соответствующее индивидуальное защитное оборудование (СИЗ), включая респираторы и защитные очки. Поддержание чистой среды гарантирует, что наши высокоточные 5-осевые станки остаются точными и надежными для каждого производственного цикла.
Выбор режущего инструмента для графита

Графит известен своей абразивностью. Если попытаться обработать его стандартными необработанными карбидными инструментами, режущие кромки быстро изнашиваются. Этот быстрый износ карбидных инструментов приводит к плохой отделке поверхности и потере допусков, что недопустимо для высокоточных деталей, таких как электроди для EDM. В MS Machining мы используем карбидные фрезы с покрытием CVD (химическое паровое осаждение) для обработки этого агрессивного материала.
Чтобы обеспечить продление срока службы инструмента и точность деталей, мы сосредотачиваемся на определенных характеристиках инструмента:
- Покрытия из алмаза: Мы используем покрытия из CVD алмаза, потому что они обеспечивают гораздо более толстый и твердый защитный слой по сравнению с PVD-покрытиями, обеспечивая превосходную стойкость к абразивному графиту.
- Геометрия инструмента: Выбор правильной геометрии имеет решающее значение. Мы часто используем инструменты с определенными углами спирали и дизайном канавок, которые минимизируют давление при резке, предотвращая отслоение хрупкого графита на краях.
- Зазор: Правильные углы съема припуска необходимы для снижения трения между инструментом и заготовкой.
Использование правильного абразивного материала для инструмента является единственным способом гарантировать требуемую точность размеров для сложных проектов. Будь то производство графитовых компонентов или более широкие металлообрабатывающие ЧПУ, наше стремление использовать правильный инструмент для работы обеспечивает соответствие каждого изделия строгим стандартам качества ISO 9001:2015.
4. Стратегии повышения эффективности обработки графита

Для достижения эффективной обработки графита на ЧПУ, необходим комплексный подход. Речь идет не только о выборе инструмента с алмазным покрытием; важно синхронизировать этот инструмент с точными параметрами резки и строгой настройкой сухой обработки. Когда мы сосредотачиваемся на скоростной ЧПУ-обработке для скорости и точности, баланс этих факторов является обязательным для предотвращения узких мест и обеспечения качества деталей.
Вот как мы стимулируем оптимизацию производства на предприятии:
- Используйте пятиосевое ЧПУ: Для сложных графитовых электродов или сложных компонентов, пятиосевые ЧПУ станки меняют правила игры. Они позволяют обрабатывать сложные геометрии за одну настройку, что значительно повышает точность и сокращает общие циклы обработки.
- Приоритизация обслуживания: Обработка абразивных материалов сложна для оборудования. Поскольку графитовая пыль проводящая, она может вызвать короткое замыкание электроники, если не контролировать. Регулярная глубокая очистка и обслуживание вакуумных систем критически важны для предотвращения неожиданных простоев.
- Оптимизация путей инструмента: Используйте современные стратегии CAM, такие как трошоидальное фрезерование. Это поддерживает постоянную нагрузку на инструмент, предотвращая сколы, характерные для хрупких материалов, и увеличивая срок службы режущих инструментов.
5. Тенденции будущего в обработке графита
Глядя вперед, ландшафт производства меняется в сторону более умных и автономных систем. В MS Machining мы понимаем, что автоматическая обработка и интеллектуальные рабочие процессы необходимы для поддержания стабильности, особенно при работе с сложными материалами, такими как графит. Интеграция систем мониторинга на базе ИИ позволяет предсказывать износ инструмента до того, как это повлияет на качество детали, обеспечивая соответствие каждой компоненты строгим требованиям.
Ключевые достижения, формирующие будущее, включают:
- Умная обработка ЧПУ: Использование данных в реальном времени для динамической регулировки подачи и скорости шпинделя, что снижает риск разрушения материала.
- Обработка следующего поколения инструментов: Разработка усовершенствованных графитовых режущих инструментов с превосходным алмазным покрытием, которое значительно превосходит текущие стандарты.
- Оптимизированное планирование путей: Передовые алгоритмы программного обеспечения, создающие более плавные траектории инструмента для минимизации напряжения на графитовой заготовке.
Путем внедрения этих инноваций мы улучшаем наш услуги точной обработки ЧПУ, обеспечивая более быстрые сроки выполнения и более точные допуски для сложных графитовых электродов и форм.