

Вы можете подумать, что простое установление жесткого допускa на чертеже гарантирует идеальный компонент…
Но это редко вся история.
Поставка высококачественных точных CNC-обработанных деталей требует преодоления разрыва между вашим проектным замыслом и реальностью производственного цеха.
В этом руководстве мы переходим за пределы базовых спецификаций. Вы узнаете, как контроль процесса, стабильность материала и умные стратегии инструментации определяют истинную функциональную точность.
Если вы хотите обеспечить идеальную посадку и работу ваших компонентов каждый раз, это руководство для вас.
Давайте приступим к работе.
Что определяет CNC-точную обработку деталей?

В MS Machining мы определяем точных CNC-обработанных деталей не только по числам на чертеже; они представляют собой пересечение строгого инженерного подхода и передовых производственных возможностей. С более чем 15-летним опытом работы в требовательных отраслях, таких как Аэрокосмическая, Медицинская и Робототехника, мы понимаем, что настоящая точность требует комплексного подхода к производству. Высококачественные обработанные компоненты характеризуются строгим соблюдением проектных спецификаций, превосходной отделкой поверхности и способностью надежно функционировать под нагрузкой.
Детальная точность против функциональной точности
Достижение высококачественных результатов требует различения между исходными числами и фактической полезностью.
- Точность размеров: Это способность обрабатывать деталь с точным измерением. Наш завод использует передовые 3-, 4- и 5-осевые CNC-станки для достижения жестких допусков с точностью до +/- 0.005мм. Это обеспечивает соответствие каждой размерной характеристики данным CAD.
- Функциональная точность: Это выходит за рамки простых измерений. Она обеспечивает правильное взаимодействие детали с другими компонентами в сборке. Деталь может быть размерной правильной, но функционально бесполезной, если игнорировать такие особенности геометрического размерения и допусков (GD&T), как плоскостность или соосность.
Повторяемость и стабильность процесса
Для серийного производства одного идеального изделия недостаточно; задача — воспроизвести это совершенство на сотнях или тысячах единиц. Наш сертифицированные по ISO 9001:2015 система управления качеством обеспечивает поддержание последовательности процессов от первого изделия до окончательной отгрузки.
Ключевые факторы, обеспечивающие повторяемость, включают:
- Стабильность оборудования: Мы эксплуатируем более 50 современных CNC-станков которые регулярно калибруются для поддержания точности.
- Стандартизированные рабочие процессы: От программирования CAM до финальной инспекции каждый этап следует строгому протоколу для устранения вариабельности.
- Автоматическая инспекция: Использование CMM и других инструментов инспекции гарантирует, что каждая партия соответствует высоким стандартам.
Почему только допуски не гарантируют работу детали
Хотя строгие допуски являются отличительной чертой точных CNC-обработанных деталей, полагаться только на них не гарантирует успешную работу компонента. Перестраховка критичных характеристик может увеличить затраты без повышения производительности.
Истинная производительность детали зависит от:
- Стабильности материала: Выбора подходящего материала (например, алюминий 7075, нержавеющая сталь 316 или PEEK) для выдерживания тепловых и механических нагрузок.
- Целостность поверхности: Правильной отделки, такой как анодирование или пассивация, которая важна для коррозионной стойкости и износостойкости.
- Проектирование для производства (DFM): Наши инженеры предоставляют обратную связь по DFM для оптимизации геометрий, обеспечивая не только точность деталей, но и их производимость и экономическую эффективность.
Как изготавливаются прецизионные детали с ЧПУ
Концепция дизайна и подготовка данных CAD
Путь производства Прецизионных деталей с ЧПУ Начинается задолго до того, как металл встречается с фрезой; всё начинается с цифровой модели. Мы не просто смотрим на геометрию; мы анализируем намерения дизайна. Это означает понимание того, как деталь вписывается в окончательную сборку и выявление тех особенностей, которые критичны для функции, в отличие от тех, что являются косметическими. Мы тщательно проверяем CAD-данные, чтобы убедиться, что они герметичны и оптимизированы для обработки. Если в дизайне есть особенности, которые излишне дороги или рискованны для обработки, мы отмечаем их на ранней стадии. Для сложных проектов, требующих специализированного внимания, вы можете свяжитесь с нами попросить нашу инженерную команду проверить ваши CAD-файлы на производимость.
Программирование CAM и стратегия путей инструмента
После утверждения дизайна мы переходим к компьютерному производству (CAM). Здесь мы точно определяем, как будет вести себя станок.
- Выбор инструмента: Выбор подходящей фрезы для материала для минимизации прогиба.
- Оптимизация траектории: Создание путей инструмента, поддерживающих постоянное взаимодействие с инструментом, что снижает ударные нагрузки на деталь.
- Финишные проходы: Программирование специальных финишных режимов для достижения требуемой шероховатости поверхности ($R_a$).
Умная стратегия путей инструмента имеет решающее значение для сложных геометрий. Она сокращает время цикла, одновременно обеспечивая, чтобы напряжение, оказываемое на материал, не вызывало деформацию. Мы программируем станок так, чтобы подходить к критическим особенностям аккуратно, обеспечивая точность размеров в пределах зоны допусков.
Настройка станка, закрепление и контроль исходных точек
Можно иметь идеальный код, но если деталь смещается, точность теряется. Мы уделяем большое внимание жесткому закреплению и точному контролю исходных точек. “Исходная точка” — это эталонная точка, от которой берутся все измерения. Мы гарантируем, что физическая исходная точка на станке точно совпадает с цифровой в CAD.
- Индивидуальные фиксаторы: Использование мягких захватов, обработанных под профиль детали для максимального сцепления без деформации.
- Системы нулевой точки: Обеспечивают быстрый и повторяемый переход между операциями.
- Зажим без напряжения: Надежное закрепление детали без её деформации, что особенно важно для тонкостенных компонентов.
Стабильность процесса и тепловой контроль во время обработки
Последовательность — враг вариативности. Во время обработки Прецизионных деталей с ЧПУ, стабильность процесса имеет первостепенное значение. Когда инструменты режут металл, выделяется тепло, вызывающее расширение как инструмента, так и заготовки. Мы контролируем этот тепловой рост с помощью систем охлаждения под высоким давлением, которые поддерживают стабильную температуру. Кроме того, мы следим за вибрациями или “шумом”, которые могут испортить поверхность и точность размеров. Контролируя тепловую среду и поддерживая жесткость станка, мы гарантируем, что первая деталь, снятая с линии, будет точно такой же, как и последняя.
Ключевые процессы ЧПУ, используемые для изготовления прецизионных деталей
Чтобы доставить точных CNC-обработанных деталей которые действительно подходят и функционируют как задумано, мы не полагаемся только на один метод. Мы комбинируем и сочетаем конкретные процессы обработки в зависимости от геометрии и требований к допускам проекта. Вот как мы разбираем подход к производству.
Прецизионная фрезеровка с ЧПУ для сложных геометрий
Когда мы работаем с нецилиндрическими формами — такими как кронштейны, корпуса или коллекторы —фрезерование с ЧПУ является нашим основным методом. Фреза вращается, пока заготовка остается неподвижной (или перемещается по определенным осям), что позволяет вырезать карманы, пазы и сложные 3D-контуры. Используя передовые возможностями ЧПУ-фрезеровки, мы можем поддерживать строгую перпендикулярность и плоскостность на сложных поверхностях, обеспечивая точное соответствие детали модели CAD.
Многосменное обработка и доступность функций
Стандартные 3-осевые станки отлично подходят для плоских деталей, но имеют ограничения. Для сложных точных CNC-обработанных деталей с необходимостью обработки с нескольких сторон мы используем обработка с 5 осями.
- Одноразовая установка: Мы можем обработать пять сторон детали без ее расклинивания.
- Снижение ошибок: Меньшее количество ручных переворотов означает меньшую вероятность ошибок выравнивания.
- Сложные углы: Мы можем достигать подрезов и наклонных отверстий, которые невозможны на стандартных станках.
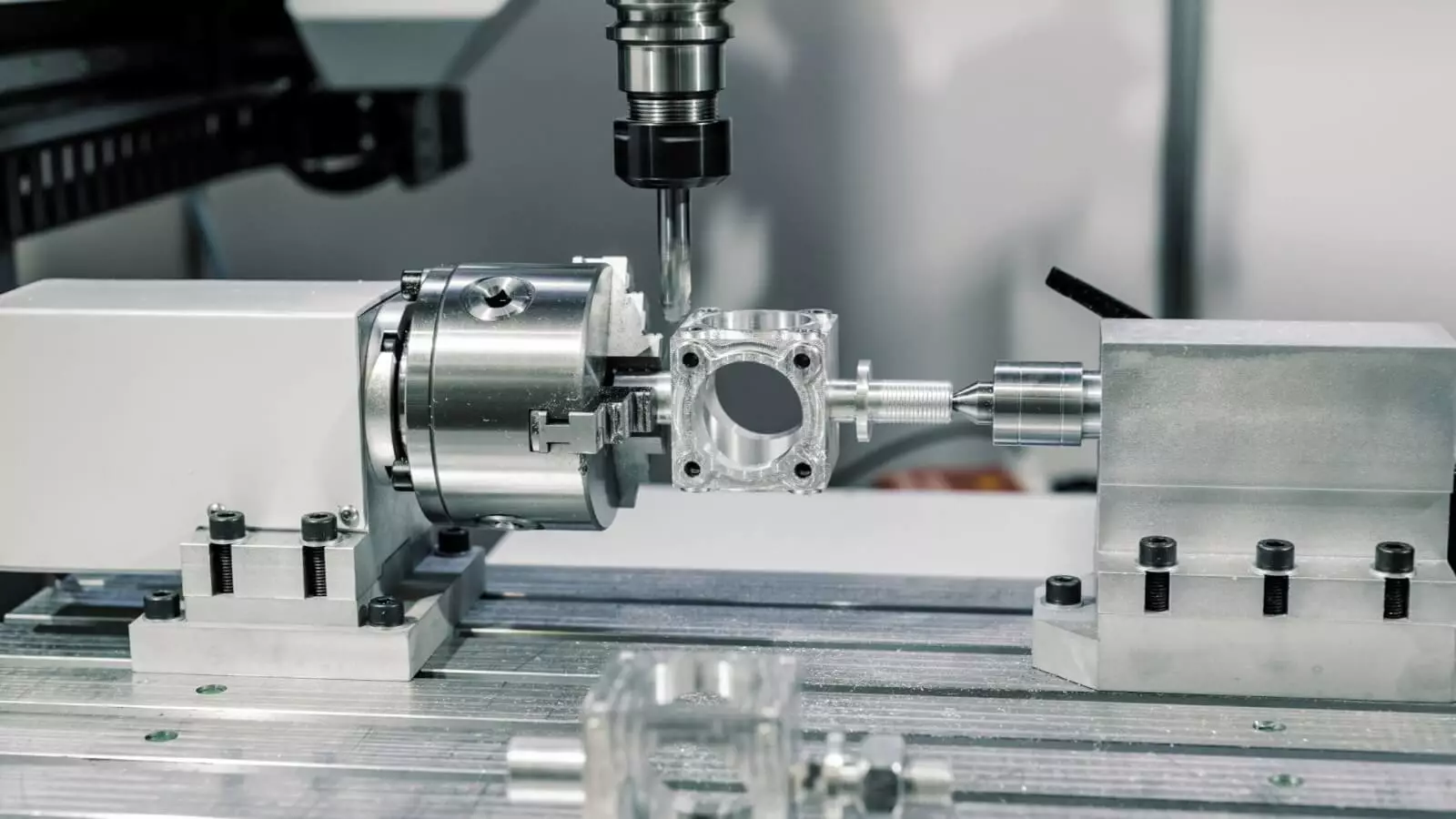
Токарная обработка с ЧПУ для точности вращения и соосности
Для цилиндрических компонентов, таких как валы, штифты и втулки, токарная обработка является стандартом. В отличие от фрезерования, при котором заготовка вращается против неподвижного инструмента, это критично для достижения высокой соосности и кругового биения. Мы выбираем конкретные инструменты для токарной обработки на ЧПУ для управления контролем чипа и отделкой поверхности, обеспечивая, чтобы круглые детали были идеально сбалансированы и точно по размерам относительно их центральной оси.
Контроль сверления, растачивания и точности отверстий
Создать отверстие легко; создать точное отверстие — это другая история. Стандартное сверление часто приводит к небольшому отклонению или коническим стенкам. Чтобы гарантировать точность в точных CNC-обработанных деталей, мы используем многоэтапный процесс:
- Точечное сверление: Создает точку начала.
- Сверление: Удаляет основную часть материала.
- Развертывание: Одноточечный инструмент корректирует положение и прямолинейность отверстия.
- Расточка: Обрабатывает отверстие до точного диаметра с гладкой поверхностью для плотных соединений.
Выбор материала и его влияние на точность ЧПУ-обработки
Выбор подходящего заготовки так же важен, как и стратегия маршрута инструмента при производстве точных CNC-обработанных деталей. Материал определяет скорость резания, тип требуемой охлаждающей жидкости и, в конечном итоге, сохраняет ли деталь свои допуски после выхода из станка. Мы видим много проектов, где небольшая корректировка материала могла бы значительно снизить затраты без потери производительности.
Обрабатываемость по сравнению с функциональными требованиями
Часто возникает борьба между тем, что инженер хочет, чтобы деталь выполняла, и тем, насколько легко ее можно обработать. Материал может иметь невероятную прочность на растяжение, но быть кошмаром для обработки, увеличивая время цикла и стоимость инструмента. Мы всегда стремимся сбалансировать функциональные потребности — такие как твердость или коррозионная стойкость — с обрабатываемостью. Анализ конкретных материалов для точных деталей на ранней стадии проектирования помогает нам оптимизировать процесс производства еще до начала обработки первой заготовки.
Алюминиевые сплавы для легкости и стабильности размеров
Алюминий — основа мира точной обработки, особенно такие марки, как 6061-T6 и 7075. Он легкий, эффективно рассеивает тепло и обычно позволяет обрабатывать на высокой скорости.
- 6061: Превосходная коррозионная стойкость и свариваемость; стандарт для большинства конструкционных деталей.
- 7075: Высокое отношение прочности к весу, сравнимое с некоторыми сталями, что делает его идеальным для аэрокосмических компонентов, где вес является критическим фактором.
- Стабильность: Алюминий относительно стабилен, то есть он не деформируется сильно при удалении материала, при условии соблюдения надлежащих протоколов снятия напряжения.
Нержавеющая сталь и контроль деформации при механической обработке
Нержавеющая сталь (303, 304, 316) представляет собой другой набор проблем. Она склонна к нагартовке — если резец трется вместо срезания, поверхность материала мгновенно затвердевает, разрушая инструмент. Кроме того, нержавеющая сталь содержит внутренние напряжения. По мере того, как мы обрабатываем внешние слои, деталь может деформироваться или “стать волнистой”. Мы боремся с этим, выполняя черновую обработку детали, давая ей отстояться, а затем возвращаясь для окончательной чистовой обработки, чтобы точных CNC-обработанных деталей оставаться прямыми и точными.
Титановые сплавы и проблемы с управлением теплом
Титан является фаворитом в медицинской и аэрокосмической областях благодаря своей биосовместимости и прочности, но он термически не проводит тепло. Вместо того, чтобы тепло уходило со стружкой, оно остается в инструменте и заготовке. Это накопление тепла может вызвать тепловое расширение во время резки, что приведет к деталям меньшего размера после их охлаждения. Мы используем охлаждающую жидкость высокого давления и специализированный твердосплавный инструмент для управления этим теплом и поддержания жестких допусков.
Инженерные пластмассы и реализм допусков
Обрабатывать пластик не легче, чем металл; это просто по-другому. Пластмассы, такие как PEEK, Delrin (POM) и Nylon, чувствительны к поглощению влаги и тепловому расширению.
- Задача: Вы не можете выдержать допуск +/- 0,005 мм на детали из нейлона, которая будет использоваться во влажной среде; сам материал станет больше, чем эта зона допуска, просто за счет поглощения воды.
- Решение: Мы рекомендуем стабильные пластмассы, такие как Delrin или PEEK, для высокоточных применений и советуем клиентам скорректировать ожидания по допускам для менее стабильных полимеров.
Медь и латунь для проводимости и отделки поверхности
Медь и латунь в основном выбирают из-за электропроводности и эстетических требований.
- Латунь: Один из самых простых в обработке материалов. Он хорошо образует стружку и оставляет превосходную отделку поверхности с минимальными усилиями.
- Медь: Чистая медь может быть “вязкой”. Она имеет тенденцию тянуться и прилипать к резцу, а не срезаться чисто. Мы используем острые, полированные инструменты с большими углами наклона, чтобы чисто срезать медь, предотвращая заусенцы и обеспечивая соответствие отделки поверхности высоким стандартам, требуемым для электрических контактов.
Инструменты и стратегия резки для достижения точных результатов
Достижение требуемых точных допусков точных CNC-обработанных деталей требует не только жесткой рамы станка; необходим расчетливый подход к инструменту. В MS Machining мы рассматриваем режущий инструмент как критический интерфейс между цифровым проектированием и физической реальностью. Даже самый передовой 5-осевой станок не сможет компенсировать неправильный выбор инструмента, поэтому мы инвестируем в высокопроизводительные режущие инструменты и строгое планирование процессов.
Геометрия инструмента и стабильность кромки
Геометрия режущего инструмента определяет, как материал срезается с заготовки. Мы не просто выбираем стандартную торцовую фрезу; мы подбираем конкретное количество флейт и угол спирали в зависимости от поведения материала.
- Алюминий: Мы используем высокоспиральные, 2- или 3-флейтовые фрезы для максимизации удаления стружки и предотвращения накопления материала на режущей кромке.
- Твердые металлы: Для нержавеющей стали или титана мы переключаемся на конструкции с переменной спиралью, которые разрывают гармонические вибрации, обеспечивая стабильность кромки при тяжелых нагрузках.
Материалы инструмента и покрытия поверхности
Стандартная быстрорежущая сталь редко подходит для современных требований точности. Мы в основном используем твердосплавные инструменты с передовыми покрытиями поверхности для управления теплом и увеличения срока службы инструмента. Покрытия, такие как TiAlN (Титан Алюминиевый Нитрид), позволяют работать при более высоких температурах без потери твердости кромки. Это важно при обработке абразивных материалов, так как предотвращает деградацию инструмента в процессе и сохраняет точность размеров детали.
Параметры резания и контроль вибраций
Вибрации, или “звон”, являются врагом качества поверхности и точности размеров. Мы точно настраиваем скорости шпинделя и подачи, чтобы найти “золотую середину”, при которой инструмент режет чисто без резонанса. Этот баланс особенно важен при производстве мелкими прецизионными токарными деталями, где сама заготовка может не обладать достаточной жесткостью для выдерживания агрессивных режущих сил. Оптимизируя эти параметры, мы обеспечиваем, что конечная поверхность соответствует нашим строгим эстетическим и функциональным стандартам.
Мониторинг износа инструмента и повторяемость
Инструменты изнашиваются со временем, и по мере износа размеры обрабатываемой детали смещаются. Чтобы поддерживать допуск +/- 0.005мм на протяжении всей серии производства, мы внедряем строгий контроль срока службы инструмента.
- Прогнозируемая замена: Мы заменяем инструменты до появления признаков отказа, а не после.
- Пробирование в процессе: Мы используем автоматические зондовые системы для динамической проверки длины и диаметра инструмента, обновляя смещения в реальном времени для компенсации микроскопического износа.
- Постоянная нагрузка: Мы программируем траектории инструмента так, чтобы поддерживать постоянную нагрузку на стружку, обеспечивая равномерный и предсказуемый износ инструмента.
Допуски в прецизионных ЧПУ-деталях
Допуски — это язык, который мы используем для точного определения того, сколько ошибок допустимо в производстве. В мире точных CNC-обработанных деталей, правильное определение этого — разница между функциональным компонентом и дорогим браком. Мы не просто смотрим на числа; мы учитываем, как эти числа влияют на конечное применение.
Общие допуски против критических характеристик
Не каждая поверхность детали должна соответствовать стандарту в микронном диапазоне. Мы делим размеры на две категории:
- Общие допуски: Они применимы к несоединяемым поверхностям, например, к внешней стенке корпуса. Стандартные допуски на блоки (например, +/- 0.005″) обычно достаточны и снижают затраты.
- Критические характеристики: Это размеры, которые имеют наибольшее значение — отверстия под подшипники, отверстия под штифты, поверхности уплотнения. Мы сосредотачиваемся на стратегии обработки именно этих областей, чтобы обеспечить соответствие строгим требованиям.
GD&T и требования к функциональной посадке
Линейные размеры (длина и ширина) рассказывают только половину истории. Чтобы гарантировать, что точных CNC-обработанных деталей действительно подходят и работают как задумано, мы используем Геометрическое Размерное и Допусковое Моделирование (GD&T). Это контролирует форму и ориентацию характеристик, таких как:
- Коническая центровка: Обеспечивает совпадение двух цилиндров по одной и той же оси центра.
- Плоскостность: Обеспечивает полное соприкосновение монтажной поверхности.
- Истинное положение: Гарантирует точное совмещение отверстий под болты с сопрягаемой деталью.
Достижение этих сложных геометрических отношений часто требует передовых осьовое ЧПУ-обработка методов для поддержания точности по нескольким плоскостям без повторной фиксации, что снижает совокупную ошибку.
Накопление допусков в сборках
При сборке узла из нескольких компонентов небольшие отклонения накапливаются. Это известно как накопление допусков. Если пять деталей сложены и каждая находится на верхней границе своего допуска, итоговая сборка может оказаться слишком длинной, чтобы поместиться в корпус. Мы анализируем “наихудший случай” и “статистические” накопления, чтобы обеспечить правильную сборку системы даже при допустимых отклонениях.
Когда более жесткие допуски увеличивают стоимость без добавленной ценности
Распространенная ошибка в проектировании — применение жестких допусков к каждой отдельной особенности “просто чтобы быть уверенным”. Ужесточение допуска с +/- 0.005″ до +/- 0.0005″ может легко утроить время обработки и потребовать специализированного оборудования для контроля. Если жесткий допуск не улучшает работу или посадку детали, он просто увеличивает ненужные затраты. Мы работаем над тем, чтобы определить, где точность действительно добавляет ценность, и где более практичны стандартные допуски.
Контроль качества для ЧПУ деталей с высокой точностью обработки
Качество — это не только последний этап нашего производственного процесса; оно встроено в каждую стадию производства. При производстве точных CNC-обработанных деталей, полагаться только на финальную проверку — риск провала. Мы работаем по строгим стандартам ISO 9001:2015 чтобы гарантировать, что отправляемые нами детали точно соответствуют вашим чертежам, будь то один прототип или серия из тысяч деталей.
Промежуточный контроль качества против финальной проверки
Мы считаем важным выявлять проблемы до того, как они станут дорогостоящим браком. Промежуточный контроль качества проходит прямо на станке. Операторы и специалисты по качеству проверяют критические особенности сразу после первого реза и на регулярных интервалах во время производства. Это позволяет нам вносить микронастройки в смещения инструментов в реальном времени.
Финальная проверка является последним барьером. После завершения детали она отправляется в нашу лабораторию контроля качества с температурным режимом. Здесь мы проверяем, что все вторичные операции, отделочные поверхности и геометрические допуски соответствуют спецификациям перед упаковкой.
Измерение с помощью координатно-измерительной машины (КИМ) и проверка размеров
Для сложных геометрий и жестких допусков (до +/- 0.005мм), ручные штангенциркули недостаточны. Мы используем передовые Координатно-измерительные машины (КИМ) системы для проверки точности размеров. Это особенно важно в отраслях, где отказ недопустим, таких как медицинское ЧПУ-обработка устройств, где обязательна проверка сложных профилей и требований GD&T для обеспечения безопасности пациентов.
- Видео измерительные системы: Для мелких, деликатных деталей.
- Тестеры шероховатости поверхности: Для обеспечения соответствия значений Ra требованиям.
- Резьбовые калибры: Проверка посадки для сборки.
Однородность партии и обратная связь по процессу
Достижение точности на одной детали — это норма; достижение её на 10 000 деталях требует строгого контроля процесса. Мы используем Первоначальную проверку изделия (FAI) для проверки настройки перед началом полной производства. В течение всей партии мы контролируем износ инструмента и тепловое расширение, чтобы поддерживать однородность. Такой строгий подход обеспечивает, что последняя деталь с станка идентична первой. Вы можете увидеть, как эта последовательность проявляется в наших кастомных CNC-обработках в реальных сценариях, где повторяемость обеспечивает успех проекта.
Качественное улучшение на основе данных в CNC-обработке
Мы не просто собираем данные для прохождения инспекции; мы используем их для улучшения. Анализируя отчёты инспекций, мы выявляем тенденции в сроке службы инструмента и работе станка. Если какая-либо особенность постоянно приближается к верхней границе допусков, наши инженеры корректируют CAM-программу или стратегию резки для следующего запуска. Этот цикл обратной связи обеспечивает, что наши точных CNC-обработанных деталей становятся лучше и более экономичными со временем.
Где обычно используются детали с ЧПУ высокой точности

Мы видим точных CNC-обработанных деталей используются там, где “достаточно хорошо” просто не подходит. Эти компоненты — основа систем, требующих надежности, безопасности и высокой производительности. От производственных цехов в России до технологических лабораторий, точная обработка соединяет цифровой дизайн с функциональной реальностью.
Несущие механические сборки
В конструктивных приложениях детали должны выдерживать значительные нагрузки без деформации. Мы производим кронштейны, крепления и компоненты шасси, которые служат скелетом для тяжелой техники и самолетов. В этих сценариях целостность материала и точность размеров — обязательные требования. Например, производителя аэрокосмических компонентов для обработки должен гарантировать, что каждая несущая стойка соответствует точным спецификациям для поддержания факторов безопасности конструкции при экстремальных условиях.
Механические компоненты с высокой цикличностью движения
Детали, которые движутся тысячи раз в минуту — такие как шестерни, приводные валы и поршни — сильно зависят от точности.
- Снижение трения: Более жесткие допуски на поверхности подшипников уменьшают нагрев и износ.
- Контроль вибраций: Идеальная концентричность и баланс предотвращают разрушительные вибрации на высоких скоростях.
- Долговечность: Точные детали просто служат дольше, потому что они идеально подходят друг к другу, уменьшая риск усталостных отказов.
Системы обработки и уплотнения жидкостей
Гидравлические коллекторы, корпуса клапанов и насосные корпуса требуют исключительных качеств поверхности и плоскостности. Если поверхность уплотнения имеет следы инструмента или немного искривлена, жидкости под высоким давлением будут протекать. Мы уделяем особое внимание шероховатости поверхности (Ra) и плоскостности сопрягаемых поверхностей в этих компонентах, чтобы обеспечить герметичность уплотнительных колец и прокладок, предотвращая потерю давления системы или загрязнение окружающей среды.
Теплоотводные корпуса и кожухи, чувствительные к температуре
Электронные и оптические системы часто выделяют тепло, которое необходимо эффективно управлять. Мы обрабатываем радиаторы и корпуса из материалов, таких как алюминий и медь, для рассеивания тепловой энергии. Контактные поверхности между источником тепла и обработанной деталью должны быть идеально плоскими для максимальной теплопередачи. Кроме того, эти детали часто требуют строгой размерной стабильности, чтобы тепловое расширение не привело к смещению чувствительных внутренних датчиков или линз.
Компактные сборки, требующие точной подгонки
По мере уменьшения размеров устройств исчезает возможность ошибок. В робототехнике, медицинских устройствах и портативных технологиях внутренние компоненты плотно упакованы. Отклонение всего лишь на несколько микронов может вызвать помехи, препятствуя закрытию или функционированию сборки. Прецизионных деталей с ЧПУ здесь критически важны, потому что они управляют “накоплением допусков”, обеспечивая, что при сборке десяти различных деталей в компактном пространстве итоговая сборка идеально подходит без заеданий.
Точное фрезерование с ЧПУ по сравнению с другими методами производства
Выбор правильного производственного процесса критичен для балансировки стоимости, скорости и качества. В то время как точных CNC-обработанных деталей обеспечивают превосходную точность и универсальность материалов, понимание того, как этот удаляющий материал процесс сравнивается с другими методами, помогает принимать правильное инженерное решение.
Фрезерование с ЧПУ против литья
Литье часто является предпочтительным для очень больших объемов производства, где качество поверхности и точность являются второстепенными. Однако литье требует значительных первоначальных инвестиций в формы и оснастку.
- Сроки выполнения: Обработка на ЧПУ быстрее при низких и средних объемах, потому что мы начинаем резать сразу, не ожидая изготовления формы.
- Точность: Литые детали часто требуют вторичной обработки для достижения функциональных допусков. Обработка на ЧПУ достигает конечных размеров за один рабочий цикл.
- Целостность материала: Обработанные детали вырезаются из цельного заготовки, что обеспечивает однородные свойства материала без пористости, часто встречающейся в литых компонентах.
Обработка на ЧПУ против формовочных процессов
Процессы формовки, такие как штамповка или гибка, идеально подходят для листовых металлических деталей, но не позволяют создавать сложные 3D-геометрии из цельных блоков. Когда ваш дизайн требует сложных особенностей, переменной толщины стенок или резьбовых отверстий в определённых местах, обработки металлов на ЧПУ обеспечивает необходимую универсальность. Формовка ограничена однородной толщиной исходного листа, тогда как обработка на ЧПУ позволяет моделировать материал с точностью до заданных характеристик, независимо от сложности.
Обработка на ЧПУ против аддитивных технологий
Аддитивное производство (3D-печать) приобрело популярность в прототипировании, но всё ещё испытывает трудности с достижением такой же структурной целостности и качества поверхности, как у обработки на ЧПУ.
- Прочность: Детали, изготовленные на ЧПУ, являются изотропными, то есть обладают одинаковой прочностью во всех направлениях. Детали, напечатанные на 3D-принтере, часто имеют слабые точки между слоями.
- Толерантность: Мы достигаем допусков до +/- 0,005 мм при обработке. Большинство стандартных принтеров не могут надежно удерживать такие границы.
- Отделка: Обработанная поверхность может быть отполирована, анодирована или покрыта гальваникой сразу. Напечатанные детали обычно требуют обширной постобработки для удаления линий слоёв.
Для проектов, требующих сложных геометрий из твёрдых металлов, многовальный обработка на 5 осях идеально подходит для малых объемов и высокой вариативности производства, предлагая уровень точности, с которым аддитивные методы пока не могут конкурировать для конечных деталей.
Когда обработка на ЧПУ может быть не оптимальным выбором
Хотя мы специализируемся на высокоточной продукции, обработка на ЧПУ не является решением для всех сценариев. Если вам нужны миллионы одинаковых пластиковых зажимов с низкими допусками, литьё под давлением гораздо более экономично. Аналогично, для простых конструктивных балок, где допуски свободные, дешевле может быть стандартная обработка или экструзия. Обработка на ЧПУ обеспечивает наибольшую отдачу инвестиций, когда деталь требует **жёстких допусков**, **сложной геометрии** или **высокопрочных материалов**, которые другие методы просто не могут эффективно обработать.
От прототипа до производства: масштабируемость точной обработки на ЧПУ
Переход от одного дизайна к полномасштабному производству требует не только закупки большего количества материала. Мы обеспечиваем, чтобы ваш точных CNC-обработанных деталей переход прошёл гладко от инженерной лаборатории к сборочной линии, сохраняя качество независимо от объема.
Прототипирование и реальность производства
Когда мы занимаемся быстрым прототипированием, приоритетом является скорость и проверка дизайна. Мы часто поставляем образцы за 3-7 дней. Однако методы, используемые для изготовления одной детали, не всегда подходят для производства тысячи единиц.
На этом этапе мы предоставляем DFM (Проектирование для производства) обратную связь. Мы выявляем особенности, которые могут быть легко обработаны при небольших объемах, но создадут узкие места при массовом производстве. Наша цель — согласовать ваши намерения по дизайну с эффективными производственными реалиями до того, как вы сделаете крупный заказ.
Процессное закрепление для повторяемого производства
Последовательность — это самая большая проблема при масштабировании. Чтобы гарантировать, что каждая поставка соответствует вашим спецификациям, мы внедряем строгий контроль процессов.
- Стандартизированные зажимные устройства: Мы разрабатываем индивидуальные приспособления, которые удерживают детали в точном положении каждый раз.
- Управление сроком службы инструмента: Мы отслеживаем износ инструмента, чтобы предотвратить отклонения в допусках при длительных сериях.
- Сертификация ISO: Наши процессы по ISO 9001:2015 обеспечивают ведение документации и прослеживаемость.
Этот подход позволяет нам поставлять надежные обработках на ЧПУ решения, при которых конечная деталь идентична утвержденному образцу.
Контроль затрат при различных объемах партии
Ценовые структуры значительно меняются при переходе от малых объемов к массовому производству. На этапе прототипирования вы платите в основном за инженерные работы и подготовку. По мере увеличения объема акцент смещается на сокращение времени цикла.
Мы помогаем управлять затратами, выбирая подходящее оборудование для размера партии:
- Маленький объем: Мы используем стандартные 3-осевые или 4-осевые фрезерные станки для минимизации затрат на подготовку.
- Объем заказа: Мы переходим на автоматическую швейцарскую обработку или многоприспособительные установки для сокращения времени обработки каждой детали.
Оптимизируя выбор станка в зависимости от вашего количества, мы обеспечиваем конкурентоспособные цены, независимо от того, нужно вам 50 или 50 000 деталей.
Ключевые моменты перед заказом деталей с ЧПУ с высокой точностью
Прежде чем начать резать металл, несколько стратегических проверок могут значительно сэкономить время и деньги. Заказ точных CNC-обработанных деталей — это не просто отправка файла; это согласование вашего дизайна с производственными реалиями, чтобы обеспечить соответствие конечных компонентов вашим точным спецификациям без ненужных затрат.
Проверка готовности дизайна и производимости
Мы всегда рекомендуем провести тщательную проверку Design for Manufacturing (DFM) перед окончательным оформлением заказа. Хотя дизайн может выглядеть идеально в CAD, физическая обработка имеет свои ограничения. Мы ищем такие проблемы, как глубокие узкие карманы, острые внутренние углы, требующие EDM, или тонкие стенки, которые могут вибрировать во время резки.
- Форматы файлов: Мы предпочитаем файлы STEP или IGS для наиболее точного анализа.
- Проверка особенностей: Убедитесь, что все особенности доступны стандартными режущими инструментами, чтобы избежать дополнительных затрат на специальное оборудование.
- Анализ чертежа: Если деталь в конечном итоге перейдет к формовке, включение уклонов сейчас может сэкономить усилия по переработке позже.
Приоритизация допусков и влияние на стоимость
Точные допуски — наша специализация, мы способны их выдерживать, +/- 0.005мм, но их следует применять стратегически. Требование микронной точности на каждой поверхности значительно увеличивает время обработки и требования к инспекции.
- Критические характеристики: Применяйте строгие геометрические размеры и допуски (GD&T) только к сопрягаемым поверхностям или посадочным зазорам.
- Стандартные поверхности: Разрешайте стандартные открытые допуски для не критичных эстетических или зазорных областей.
- Корреляция стоимости: Помните, что каждая десятичная доля точности увеличивает время цикла и конечную цену.
Подтверждение материала и его наличие
Выбор правильного материала влияет как на функциональность, так и на сроки выполнения вашего проекта. Стандартные материалы, такие как алюминий 6061 или нержавеющая сталь 304, доступны в наличии, что позволяет начать обработку практически сразу. Однако экзотические сплавы или специальные инженерные пластики могут потребовать времени на закупку. Если вы выбираете между обычными конструкционными металлами, понимание различий в обработка CNC из стали против алюминия является важной для балансировки веса, прочности и стоимости обработки.
Ожидания по объему и планирование сроков выполнения
Ясность в ваших потребностях по объему помогает нам оптимизировать производственную настройку. Мы занимаемся всем, от быстрого прототипирования с образцами, готовыми за 3-7 дней до полномасштабных производственных партий.
- Прототипы: Мы сосредоточены на скорости и функциональной проверке, часто используя мягкое оборудование или быстрые настройки.
- Производство: Для больших партий мы инвестируем в многочастные приспособления и выделенные станки с ЧПУ, чтобы снизить цену за единицу.
- Прогнозирование: Сообщая нам ваш предполагаемый годовой объем использования, вы помогаете нам планировать запасы сырья и мощность станков, чтобы гарантировать своевременную доставку.



