
Если вы работаете с фрезерные станки с ЧПУ, вы уже знаете кое-что: когда детали выходят за допустимые параметры, это почти никогда не бывает «случайным».
Это обычно говорит о компонентов машины — через шум, плохую обработку поверхности или пропущенные размеры.
В этом руководстве вы разберёте каждую основную компонент станка с ЧПУ— от основания и стойки станка, до сборки шпинделя, системы привода оси, контроллера ЧПУ, автоматической смены инструмента, и многое другое.
Вы увидите, как каждая часть фактически влияет на:
- Точность и повторяемость
- Срок службы инструмента и качество поверхности
- Время цикла и надежность
Будь то ежедневная обработка деталей, обучение работе с ЧПУ или планирование модернизаций, понимание этих компонентов станка с ЧПУ является одним из самых быстрых способов улучшить реальные результаты — и именно так такие предприятия, как MS Machining, поставляют стабильные, высокоточные детали.
Перейдем сразу к аппаратному обеспечению, которое действительно имеет значение.
Обзор структуры фрезерного станка с ЧПУ
Когда люди впервые смотрят на фрезерный станок с ЧПУ, он может показаться гигантской, дорогой загадкой. Что на самом деле делает каждая деталь? Какие компоненты наиболее важны для точности, чистоты поверхности и времени безотказной работы? И как компонентов станка с ЧПУ влияют на ваши затраты и сроки выполнения в реальном производстве?
По своей сути, фрезерный станок с ЧПУ — это жесткая конструкция, которая удерживает:
- Отрасль заготовку (вашу деталь)
- Отрасль режущие инструменты
- Отрасль систему перемещения которая перемещает инструменты и детали с высокой точностью
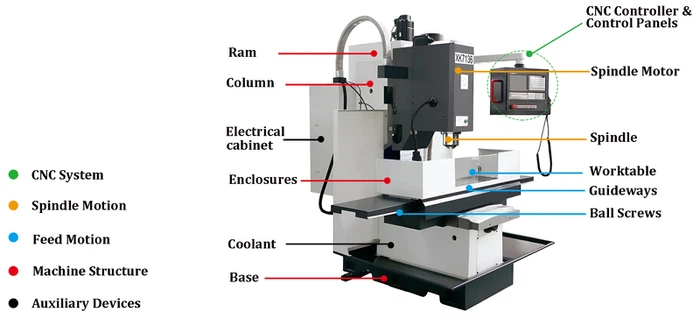
Основные части фрезерного станка с ЧПУ включают:
- Станина и колонна станка — основная рама, обеспечивающая жесткость и поглощающая вибрацию
- Рабочий стол и приспособления для крепления заготовок — где вы зажимаете материал с помощью тисков, приспособлений, Т-образных пазов или модульных систем
- Шпиндельный узел — вращает режущий инструмент на высокой скорости с высокой точностью
- Система привода по осям X, Y, Z – винтовые передачи, линейные направляющие и сервомоторы, которые перемещают стол или головку
- ЧПУ-контроллер и электроника – «мозг», который считывает программу и координирует все движения и резку
- Охлаждение, смазка и управление стружкой – обеспечивает работу инструментов, шпинделя и направляющих, а также стабильность реза
Понимание того, как эти компоненты прецизионной обработки ЧПУ работают вместе, является основой для более качественных решений процессов, более точных допусков и увеличения срока службы станка.
Вертикальные и горизонтальные компоненты станков с ЧПУ
Большинство мастерских в России работают преимущественно с вертикальными фрезерными станками, но горизонтальные фрезерные станки так же важны, когда речь идет о серьезной производительности.
Вертикальные ЧПУ-фрезерные станки (VMC):
- Шпиндель расположен вертикально, указывая вниз к рабочему столу
- Рабочий материал размещается на плоском столе с T-образными пазами
- Проще в настройке и программировании, идеально подходит для мастерских, прототипирования и коротких серий
- Общее для cnc сталь, обработка листового металла, и общие металлические детали для изготовления
Горизонтальные ЧПУ-фрезерные станки (HMC):
- Шпиндель расположен горизонтально, указывая в сторону заготовки
- Используйте поворотные столы, паллеты и тумбочки для многосторонней обработки
- Лучшее естественное удаление стружки и более эффективная обработка при высокой объемности
- Часто сочетается с системами смены паллет для производства без оператора
Структурно, вы все равно увидите основание, колонну, шпиндель, приводы осей и CNC-контроллер в обоих стилях, но ориентация шпинделя, расположение осей и стратегия фиксации заготовки отличают компоненты вертикальных и горизонтальных ЧПУ-фрезерных станков.
Основной принцип работы ЧПУ-фрезерных станков
Каждый ЧПУ-фрезер — будь то 3-осевой, 4-осевой ЧПУ-фрезер, или Компоненты 5-осевого ЧПУ-фрезерного станка—следует тому же основному принципу:
- Вы определяете геометрию
- Модель CAD ваших точных токарных деталей с ЧПУ, металлических деталей для изготовления или обработанных компонентов.
- CAM генерирует траектории инструмента
- Программное обеспечение CAM преобразует геометрию в траектории инструмента и программу для ЧПУ (G-код).
- Контроллер ЧПУ выполняет
- Отрасль Блок управления ЧПУ читает G-код и рассчитывает движение для каждого оси.
- Система привода оси перемещает станок
- Сервомоторы или шаговые двигатели, шариковые винты, и линейные направляющие движутся:
- Ось X (влево-вправо)
- Ось Y (спереди-сзади)
- Ось Z (вверх-вниз)
- Сервомоторы или шаговые двигатели, шариковые винты, и линейные направляющие движутся:
- Шпиндель и инструмент режут материал
- Отрасль двигатель шпинделя и привод вращайте режущий инструмент.
- Контролируемое движение + правильные скорости и подачи = контролируемое удаление материала.
- Обратная связь поддерживает точность
- Энкодеры и линейные шкалы отправляют данные о положении обратно на контроллер.
- Система исправляет ошибки для поддержания точность и повторяемость.
Это ядро: контролируемое движение вращающегося инструмента относительно заготовки, зафиксированной или движущейся, управляемое программой ЧПУ и прецизионными механическими компонентами.
Почему важно понимать компоненты станка с ЧПУ
Если вы заботитесь о стоимости за деталь, времени работы или качестве, понимание компонентов станка с ЧПУ не является опциональным. Оно напрямую влияет на:
- Точность и повторяемость
- Высокое качество сборки шпинделя, шариковые винты, и линейные направляющие означает лучшее управление допусками и меньшее количество бракованных деталей.
- Финишная обработка поверхности и срок службы инструмента
- Жесткая основание и колонна станка с ЧПУ, хороший подшипники шпинделя, и правильная система охлаждения ЧПУ обеспечивают вам более чистые поверхности и инструменты, служащие дольше.
- Диагностика и простои
- Знание как системы привода осей, устройства обратной связи, системы ATC, и системы смазки ЧПУ работа помогает вам быстро диагностировать вибрацию, резонанс, ошибки позиционирования и проблемы с заменой инструмента.
- Выбор правильной машины и обновлений
- Будь то обработка cnc сталь, алюминия или сложных листовых металлов, ваш успех зависит от:
- Мощность и жесткость шпинделя
- Качество привода осей
- Гибкость фиксации заготовки
- Удаление стружки и охлаждающая жидкость
- Будь то обработка cnc сталь, алюминия или сложных листовых металлов, ваш успех зависит от:
Когда я проектирую и управляю производством для компонентов точной обработки ЧПУ, деталей металлообработки и стальных деталей с ЧПУ для российского рынка, я рассматриваю станок как систему: каждый компонент влияет на качество, скорость и надежность. Чем больше вы понимаете схему деталей станка с ЧПУ в реальных условиях, тем больше контроля у вас есть над процессом и вашей прибылью.
Основные конструктивные компоненты станка с ЧПУ
Когда я смотрю на станок с ЧПУ, первое, что я оцениваю — это железо. Основные конструктивные компоненты определяют, насколько точными, жесткими и стабильными являются ваши компоненты станка с ЧПУ.
Основание и рама станка
Отрасль основание и рама станка являются фундаментом всех частей станка с ЧПУ. Твердое основание обеспечивает:
- Жесткость для обработки тяжелых резов по стали и алюминию с ЧПУ
- Амортизация вибраций для лучшей отделки поверхности и увеличения срока службы инструмента
- Точность при длительных режимах работы, особенно в прецизионной обработке с ЧПУ
На качественных станках вы увидите тяжелое литое железное или минеральное основание с широкими контактными поверхностями и внутренними ребрами для устранения вибраций.
Колонна и поддерживающая структура
Отрасль колонна и поддерживающая структура несут узел шпинделя в станке с ЧПУ и воспринимают все силы резания:
- Должны быть массивными и хорошо укрепленными, чтобы не допустить отклонения шпинделя
- Часто используют коробчатые отливки с внутренними ребрами жесткости
- Непосредственно влияет на точность обработки и повторяемость
Когда я сравниваю станки для нашей мастерской или для клиентов, рассматривающих продвинутые 5-осевые ЧПУ-станки, дизайн колонны всегда входит в мой короткий список.
Структура колена в вертикальных фрезерных станках
На традиционных вертикальными фрезерными станками, колено — это крупный отлив, который перемещается вверх и вниз по колонне:
- Поддерживает салазку, поперечную каретку и рабочий стол
- Позволяет ручную или механическую регулировку по высоте Z
- Требует плотных зажимов и хорошей смазки для предотвращения дребезга и износа
Многие современные VMC перемещают стол по осям X/Y и шпиндель по оси Z вместо использования колена, но вы всё равно увидите вертикальные фрезерные станки с коленом в мастерских по всей России.
Поперечная каретка, салазка и дюймовые направляющие
Отрасль поперечная каретка и салазка соединяют стол с основанием и обеспечивают плавное движение по осям X/Y:
- Салазка катается по основанию; поперечная каретка несет стол
- Шпоночные канавки or коробчатые канавки обеспечивают направляющую и поддержку
- Правильная очистка, выравнивание и смазка имеют решающее значение для точности и повторяемости ЧПУ станка
Будь то настройка прототипных работ или повторное производство, если основание, колонна, коленка, салазки и канавки правильные, всё остальное на фрезерном станке с ЧПУ действительно может обеспечить ту точность, которую мы предлагаем.
Компоненты для фиксации заготовки и система стола
Рабочий стол фрезерного станка с ЧПУ и Т-образные пазы
На любом фрезерном станке с ЧПУ рабочий стол и Т-образные пазы определяют, насколько жесткой и повторяемой является ваша настройка.
Большинство столов с ЧПУ:
- Литой или закаленной сталью для жесткости и демпфирования вибраций
- Разложены с стандартными Т-образными пазами (обычно 3–5 пазов) для гибкого зажима
- Точечно обработаны, чтобы ваши компонентов точной обработки ЧПУ сидели ровно и оставались в пределах допусков
Если вы обрабатываете сталь, алюминий или сложные металлоконструкции, прочный рабочий стол с точными Т-образными пазами является обязательным.
жесты, зажимы и приспособления
Чтобы предотвратить движение деталей под воздействием режущих сил, я использую смесь:
- ЦПУ-жесты – Быстрые, повторяемые, идеально подходят для производственных серий и компонентов фрезерных станков с ЧПУ
- Ступенчатые зажимы и ременные зажимы – Гибкие для деталей необычной формы и коротких серий
- Специализированные и модульные приспособления – Лучший выбор для больших объемов точных токарных деталей с ЧПУ, обработка листового металла или повторяющиеся металлообрабатывающие работы
Хорошие зажимные устройства позволяют действительно удерживать допуски, которые способна обеспечить ваша машина.
Поворотные столы и индексаторы
Когда мне нужно многогранное обработка без постоянной перезажимки, я добавляю:
- Поворотные столы – Повернуть деталь вокруг одной оси для работы в стиле 4-го осевого режима
- Индексаторы – Зафиксировать деталь в точных угловых позициях для обработки на разных гранях
Это важно для более ценных компонентов фрезерной обработки с ЧПУ, распределительных коллекторов и сложных металлических блоков, особенно когда нужно сократить подготовительные операции и трудозатраты.
Автоматические сменные столы и модульные приспособления
Для российских предприятий, ориентированных на бесперебойную работу, паллетные и модульные системы кардинально меняют правила игры:
- Устройства смены паллет позволяют загружать одну паллету вне станка, пока другая находится в процессе обработки
- Модульные крепежные плиты (плиты с сеткой, системы нулевой точки) позволяют быстро менять задания с повторяемой локацией
Именно так я поддерживаю непрерывную работу шпинделей. Если вы выполняете смешанные работы — обработку стали, сплавов или листового металла на станках с ЧПУ — сочетание надежной фиксации заготовок с высокоточными станками и такими услугами, как наши Решения для прецизионной обработки с ЧПУ позволяет сократить время цикла при сохранении жестких допусков.
Шпиндельный узел и компоненты головки
Когда вы стремитесь к точности и качеству поверхности, шпиндельный узел является сердцем компонентов вашего фрезерного станка с ЧПУ.
Конструкция шпиндельного узла и картриджа с ЧПУ
В большинстве современных деталей фрезерных станков с ЧПУ используется конструкция шпиндельного «картриджа»:
- Предварительно собранный узел с валом, подшипниками, уплотнениями и тяговым брусом в одном картридже
- Быстрее заменяется при обслуживании, что сокращает время простоя
- Создан для высокой жесткости, поэтому вы можете увеличивать подачи и скорости без вибрации
На наших фрезерных станках с ЧПУ и в нашей компонентов точной обработки ЧПУ работе мы всегда указываем шпиндели картриджного типа для повторяемой производительности и упрощения обслуживания.
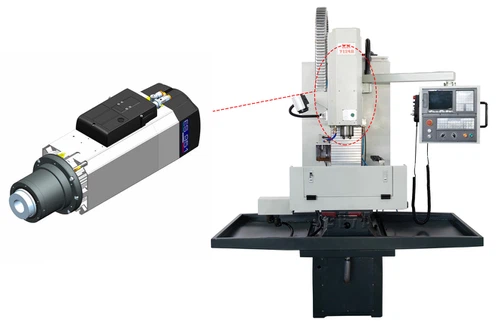
Шпиндельный двигатель, приводной ремень и системы прямого привода
В основном вы увидите два стиля привода в российских цехах:
- Шпиндели с ременным приводом
- Хороший крутящий момент при низких оборотах
- Более снисходительно к сбоям (ремень может проскальзывать)
- Экономичный для общего использования cnc сталь, алюминий и металлоконструкции
- Шпиндели с прямым приводом
- Мотор напрямую соединен со шпинделем
- Более высокие обороты, плавная работа, меньше вибрации
- Идеально подходит для высокоскоростных компонентов фрезерной обработки с ЧПУ и работы с точными допусками
Для работы с большим разнообразием и высокой точностью, как мы делаем в нашей Услуги фрезерной обработки с ЧПУ, прямой привод часто выигрывает по качеству отделки и сроку службы инструмента.
Подшипники шпинделя и системы охлаждения
Подшипники шпинделя выдерживают всю нагрузку резки, поэтому качество важно:
- Угловые контактные подшипники для высоких скоростей и точности
- Предварительно нагруженные подшипниковые узлы для контроля биения и теплового расширения
- Воздушно-масляное или смазочное масло в зависимости от скорости и режима работы
Охлаждение так же критично:
- Шпиндельные головки с вентиляторным или жидкостным охлаждением для поддержания стабильной температуры
- Лучший термоконтроль = более стабильный размер и меньше отклонений при длительных прогонах
Если вы выполняете длительные циклы на нержавеющей стали или cnc сталь деталях, охлаждаемый шпиндель окупается за счет стабильности.
Носик шпинделя, типы конусов и удержание инструмента
Носик шпинделя - это место, где вся точность встречается с инструментом:
- Распространенные конусы: BT, CAT, HSK для большинства фрезерных станков с ЧПУ в России.
- BT/CAT: надежные, отлично подходят для общих работ в механическом цехе и тяжелых резов
- HSK: более короткий, двухконтактный, идеально подходит для высокоскоростной, высокоточной резки
Удержание инструмента обеспечивается:
- Тяговыми шпильками (удерживающими головками) на держателе
- Механизмом затяжки (тарельчатые пружины + гидравлический или пневматический сброс)
Жесткая коническая форма и система сильного удержания напрямую влияют на:
- Поверхностная отделка
- Срок службы инструмента
- Возможность обработки твердых материалов и при этом удержания допусков
Если вы выбираете новую машину или обновляете существующую, дизайн шпинделя (тип конической формы, стиль привода, охлаждение) должен быть одним из первых компоненты ЧПУ фрезерных станков вы сравниваете.
Система привода осей и управление движением в ЧПУ фрезерных станках

Система привода осей — один из самых важных компонентов ЧПУ фрезерных станков, если вам важна точность, скорость и качество поверхности. Когда я выбираю или собираю ЧПУ фрезер, я рассматриваю систему движения (X, Y, Z + любые вращательные оси) как основу производительности станка.
Расположение и ход осей X, Y, Z
Большинство ЧПУ фрезерных станков используют:
- Ось X – движение стола влево/вправо
- ось Y – движение стола или салазки вперед/назад
- Ось Z – движение шпинделя или коленчатого механизма вверх/вниз
Ключевые моменты, на которые я обращаю внимание:
- Диапазоны хода: Больше ходов означает возможность обработки более крупных деталей и меньшее количество настроек.
- Зазор осей: Достаточное пространство для зажимов, приспособлений и вращающихся столов.
- Поддержка и жесткость: Короткие, хорошо поддерживаемые оси изгибаются меньше и режут чище.
Для мастерских, занимающихся точной металлообработкой с ЧПУ или короткими сериями металлических деталей, я всегда рекомендую сначала проверить ход осей — от этого зависит, какую работу вы можете реально выполнить.
Шариковые винты, винты с винтовой парой и линейные направляющие
Современные детали фрезерных станков с ЧПУ используют комбинацию:
- Шариковые винты
- Малкое трение, высокая эффективность
- Очень низкий зазор при предварительной нагрузке
- Идеально подходят для высокоточной обработки стали, алюминия и листового металла с ЧПУ
- Винты с винтовой парой
- Более распространены на легких или старых станках
- Менее точные и изнашиваются со временем
- Линейные направляющие (линейные рельсы)
- Роликовые или шариковые типы
- Высокая жесткость и плавное движение при высоких скоростях подачи
- Критически важны для удержания допусков при тяжелых резах
На моих станках я всегда использую шариковые винты + линейные направляющие для серьезной работы по обработке деталей с ЧПУ. Эта комбинация — одна из причин, почему современные станки с ЧПУ могут стабильно достигать точных допусков.
Сервомоторы против шаговых моторов
Система привода оси обычно питается от:
- Сервомоторы (большинство профессиональных ЧПУ фрез)
- Замкнутый контур с энкодерами
- Высокий крутящий момент при скорости
- Отличное позиционирование и повторяемость
- Лучше всего для высокоскоростных, высокоточных компонентов ЧПУ фрезерных станков
- Шаговые двигатели (легкое/настольное оборудование)
- Открытый контур во многих системах
- Более низкая стоимость, более простые приводы
- Легче потерять шаги под нагрузкой
Для производственного фрезерования, прецизионной токарной обработки или сложных металлообработок и гибки я настоятельно предпочитаю сервомоторы. Они окупаются за счет времени безотказной работы, надежности и качества готовых деталей.
Компоненты для вращения и наклона с 4 и 5 осями
Когда вы переходите к 4-осевым и 5-осевым ЧПУ фрезерным станкам, вы добавляете:
- 4-ю ось (A или B) – вращающийся стол, который вращает деталь для обработки нескольких сторон
- 5-ю ось – наклонный или тронный стол, который наклоняет и вращает деталь для полного 3D доступа
Типичные компоненты 4-осевых / 5-осевых фрезерных станков с ЧПУ включают:
- Поворотные столы и цапфы с серводвигателями с высоким крутящим моментом
- Высокоточные подшипники и тормоза для фиксации положения при тяжелых режимах резания
- Встроенные энкодеры для точной угловой обратной связи
Предприятия в России, переходящие к производству крыльчаток, сложных корпусов или дорогостоящих деталей для аэрокосмической отрасли, обычно получают наибольший скачок в возможностях от надежной 4-осевой или 5-осевой установки в сочетании с жесткой системой привода осей и качественным управлением движением.
Если вы хотите увидеть, как полноценная система ЧПУ собирается воедино, а не только аппаратное обеспечение движения, я подробно разбираю это в нашем основном руководстве по Фрезерные станки с ЧПУ и их компоненты.
Система управления ЧПУ и электроника
Когда вы стремитесь к жестким допускам и повторяемым результатам, система управления ЧПУ и электроника имеют такое же значение, как и металл. Вот как я рассматриваю ключевые компоненты фрезерного станка с ЧПУ со стороны управления.
Контроллер ЧПУ (MCU) и аппаратное обеспечение управления движением
Контроллер ЧПУ (MCU) — это «мозг» станка. Он считывает G-код, вычисляет траектории движения и синхронизирует каждое перемещение оси и шпинделя.
- Современные контроллеры обрабатывают предварительный просмотр, управление рывками и высокоскоростную обработку.
- Качественное аппаратное обеспечение управления движением (платы приводов, модули ввода/вывода, реле безопасности) снижает вибрацию, ошибки позиционирования и случайные аварийные сигналы.
- Для прецизионной работы — например, микроэлементы или жесткие допуски компоненты ЧПУ фрезерных станков— качество контроллера напрямую влияет на чистоту обработки и время цикла.
Панель управления оператора, HMI и ручные элементы управления
Панель оператора и HMI — это то, где ваша команда живет каждый день.
- Чистые экраны HMI, логические меню и горячие клавиши сокращают время настройки и ошибки оператора.
- Ручные колеса, кнопки джог и регуляторы подачи/частоты шпинделя обеспечивают быстрый ручной контроль для настроек и проверки программ.
- Хороший дизайн панели означает меньше времени на обучение и меньше ошибок при наборе на производственной площадке.
Электрический шкаф, приводы и блоки питания
Вся мощность и мозги размещены в электрическом шкафу.
- Сервоприводы, приводы шпинделя и регулируемые блоки питания должны быть правильно подобраны по размеру и охлаждению для работы 24/7.
- Чистая проводка, маркированные клеммы и правильное заземление ускоряют диагностику и обновление системы.
- Стабильное питание и хорошая настройка приводов помогают поддерживать точность в сложных условиях. компонентов точной обработки ЧПУ.
Обратные устройства, энкодеры и линейные шкалы
Обратная связь — это то, как машина «знает», где она действительно находится, а не только где она думает, что находится.
- Ротационные энкодеры на сервомоторах являются стандартом для большинства систем привода по осям X, Y, Z.
- Линейные шкалы, установленные на осях, обеспечивают истинную обратную связь о положении на структуре станка, повышая точность и повторяемость, особенно при тепловом дрейфе.
- Высокоточная обратная связь важна при обработке дорогостоящих материалов, таких как нержавеющие компоненты с ЧПУ или при строгих допусках фрезерных деталей с ЧПУ.
Если вы заботитесь о качестве отделки, времени работы и реальной точности позиционирования, нельзя относиться к системе управления ЧПУ и электронике как к второстепенным компонентам — они являются ядром частей станков с ЧПУ которые определяют, насколько высокой производительности вы можете добиться от оборудования.
Инструменты, держатели инструментов и системы автоматической смены инструментов (АТС)
Когда вы стремитесь к реальной производительности фрезерной машины с ЧПУ, инструменты, держатели инструментов и система автоматической смены инструментов важны так же сильно, как и сама машина. Именно здесь вы можете потерять или выиграть время цикла, точность и стабильность.
Типы держателей инструментов: BT, CAT, HSK, цанги ER
В большинстве компонентов фрезерных машин с ЧПУ вы увидите эти распространённые стандарты держателей инструментов:
- Держатели BT (BT30/BT40/BT50)
Балансированный дизайн, подходит для высокоскоростной точной обработки с ЧПУ. Очень распространены на машинах азиатского и европейского производства. - Держатели CAT (CAT40/CAT50)
Стандарт во многих российских мастерских. Надёжные, широко поддерживаемые, отлично подходят для тяжелой обработки стали и металлов с ЧПУ. - Держатели HSK (HSK63 и др.)
Короткий, полый хвостовик. Отличная жёсткость и контроль биения при высокой скорости, идеально подходит для обработки с малыми допусками и алюминия. - Цанги ER (ER16/ER32/ER40)
Гибкий вариант для сверл, малых концевых фрез и cutters с прямыми хвостовиками. Хороший захват и лёгкая смена инструмента.
Я всегда подбираю качество держателя в соответствии с задачей: более дорогие BT/HSK для точных поверхностных отделок, цанги ER для гибких настроек.
Удержание инструмента, вытяжные шпильки и шпиндельный патрон
Удержание инструмента в сборке шпинделя осуществляется с помощью:
- Вытяжные шпильки (зажимные гайки): Ввинчиваются в заднюю часть держателей BT/CAT; именно за них захватывает шпиндельный патрон. Низкокачественные шпильки — риск надёжности.
- Механизм шпинделя: Пружинные (Бельвиль) стеки или гидравлические системы зажимают держатель инструмента, а пневматический/гидравлический цилиндр освобождает его для смены инструмента.
- Зажимные пальцы / сегменты зажима: Расположены внутри конуса шпинделя и зафиксированы на вытяжной шпильке.
Если вы начинаете замечать вытягивание инструмента, трение конуса или несогласованные смены инструмента, это первая область сборки шпинделя CNC, которую я проверяю.
Типы автоматических сменщиков инструментов (ATC) и магазины
ATC — это то, что обеспечивает работу фрезерной машины с ЧПУ, а не простое ожидание:
- Магазин типа барабан:
Компактный, быстрый индекс. Отлично подходит для небольших и средних вертикальных фрезерных станков, где ограничено пространство. - Магазин типа рука:
Двухрукавная конструкция, которая перемещает инструменты между шпинделем и магазином. Более быстрые времена смены, часто используется на более дорогих 4-осевых и 5-осевых станках с ЧПУ. - Цепочные / карусельные магазины:
Большая вместимость инструментов (более 30 инструментов). Идеально подходит для сложных задач, ночных запусков и смешанных деталей с ЧПУ.
Надежная автоматическая система смены инструмента — обязательна, если вы работаете с высоким разнообразием и низким объемом или в автономном режиме.
Общие режущие инструменты для ЧПУ-фрезерования
Для большинства мастерских и производителей оригинального оборудования в России эти режущие инструменты покрывают 80–90% работы:
- Концевые фрезы: От 2 до 6 спиралей для профилирования, карманной обработки и контурирования по стали, алюминию и нержавеющей стали.
- Фасочные / оболочковые фрезы: Для быстрого фрезерования фаски и черновой обработки больших поверхностей.
- Сверла и центровые сверла: Для сверления отверстий в листовом металле и твердом слитке.
- Фрезы с фаской / инструменты для снятия заусенцев: Для обработки кромок и финальных проходов.
- Фрезы с высоким подачей и груберы: Для быстрого удаления металла при тяжелой обработке металлов и гибке.
Если вы сосредоточены на алюминии или легких сплавах, вам также стоит рассмотреть специализированные инструменты с особой геометрией, аналогичные тем, что мы используем для обработки алюминия на высокой скорости чтобы обеспечить чистое удаление стружки и острый финиш поверхности.
Настройка правильной комбинации держателей, шпилек, системы ATC и режущих инструментов — один из самых простых способов повысить точность и повторяемость работы ЧПУ-станка без полной замены оборудования.
Системы подачи охлаждающей жидкости, смазки и управления стружкой в компонентах ЧПУ-фрезерных станков

На любом ЧПУ-фрезерном станке охлаждение, смазка и контроль стружки обеспечивают высокую точность и низкое время простоя. Если вы занимаетесь производством в России — от обработки стальных деталей до точной обработки алюминия или инконеля — именно здесь достигается надежность и долговечность инструмента.
Системы подачи охлаждающей жидкости: заливка, туман и через шпиндель
Система охлаждения напрямую влияет на срок службы инструмента, качество поверхности и цикл обработки:
- Заливка охлаждающей жидкости
- Подает большой объем охлаждающей жидкости в зону резания.
- Лучшее для удаление тяжелого металла, стали и нержавеющей стали, а также универсальная обработка на ЧПУ.
- Простая, недорогая, легко обслуживаемая.
- Туманный охлаждающий агент
- Распыляет тонкую дымку смеси охлаждающей жидкости и воздуха на инструмент.
- Подходит для обработки на высокой скорости и легких резов, особенно по алюминию и пластикам.
- Меньшее потребление охлаждающей жидкости, но требуется хорошая вентиляция.
- Проходное охлаждение через шпиндель (TSC)
- Высоконапорное охлаждение идет через шпиндель и инструмент прямо к режущему краю.
- Идеально для глубокие отверстия, твердые сплавы и компоненты точной ЧПУ-фрезеровки.
- Уменьшает застревание стружки, увеличивает срок службы инструмента и поддерживает агрессивные подачи и скорости.
Если вы обрабатываете более ценные детали или твердые материалы, машина с надежным **проходным шпинделем
Безопасность и защитные кожухи на ЧПУ-фрезерных станках
Когда мы проектируем или собираем ЧПУ-фрезерные станки, я считаю безопасность и защитные кожухи неотъемлемыми компонентами — так же важными, как шпиндель или приводы осей.
Полный кожух против открытой рамы ЧПУ-фрезерных станков
Для большинства российских мастерских, особенно для производственных или заказных работ, полный кожух ЧПУ-фрезерного станка является разумным выбором.
| Особенность | ЧПУ-фрезерный станок с полным кожухом | ЧПУ-фрезерный станок с открытой рамой |
|---|---|---|
| Контроль стружки / охлаждающей жидкости | Отлично – стружка и охлаждающая жидкость остаются внутри | Плохо – стружка и брызги разлетаются повсюду |
| Уровень безопасности | Высокий – физический барьер для движущихся частей | Нижний – большее воздействие на шпиндель и инструменты |
| Время очистки | Быстрее – легкая промывка и удаление стружки | Дольше – уборка пола, стен и оператора |
| Лучшее использование | Производство, тяжелые резы, циклы без присмотра | Прототипирование, обучение, легкие работы |
Если вы работаете с тяжелой ЧПУ-обработкой из стали или выполняете длительные циклы без присмотра, полностью закрытая машина защитит ваших сотрудников, сократит время очистки и удержит охлаждающую жидкость там, где она должна быть.
Механизмы безопасности, выключатели дверей и световые завесы
Современные компоненты ЧПУ-фрезерных станков всегда включают электронные механизмы безопасности связанные с дверями и защитными ограждениями:
- Выключатели блокировки дверей
- Предотвращают запуск шпинделя или движение осей, когда двери открыты (или позволяют только медленное перемещение).
- Останавливают программу, если оператор откроет дверь во время цикла.
- Выключатели защиты на конвейерах стружки и крышках
- Отключают движение, если защитное ограждение открыто.
- Защита обслуживающего персонала во время обслуживания.
- Легкие шторы (на некоторых больших системах)
- Создайте зону «запретной зоны» вокруг движущихся компонентов.
- Остановите движение мгновенно, если кто-то прерывает луч.
Эти цепи безопасности подключены напрямую к реле безопасности и к контроллеру ЧПУ, а не только к стандартным входам/выходам, чтобы обеспечить безопасное отключение.
Кнопки аварийной остановки и реле безопасности
Каждая фрезерная машина с ЧПУ, которую я утверждаю, должна иметь четко обозначенные, легко доступные кнопки аварийной остановки:
- Места расположения аварийной остановки
- Панель оператора (обязательная).
- Боковая или задняя часть машины рядом с зонами загрузки.
- Дополнительная стойка или настенная аварийная остановка в зонах с высокой проходимостью.
- Реле безопасности и цепи
- Немедленно отключайте питание сервоприводов и шпинделя.
- Обеспечьте безопасную остановку машины без повреждения контроллера ЧПУ.
- Разработано так, чтобы по умолчанию было «безопасно», если обрыв провода или неисправность контакта.
Если вы покупаете новый ЧПУ или обновляете его, не игнорируйте качество архитектуры реле безопасностиНедорогие органы управления могут вести себя непредсказуемо при сбоях.
Видимость оператора и эргономичные органы управления
Безопасность — это не только остановка движения, это возможность оператору видеть ясно и работать комфортно:
- Окна с высокой видимостью и светодиодное освещение
- Большие покрытые окна, чтобы можно было видеть резку, не открывая дверь.
- Яркие внутренние светодиоды, чтобы было очевидно о поломке инструмента или зацеплении стружки.
- Эргономичное расположение интерфейса HMI и панели управления
- Панель управления машиной с наклоном и регулировкой по высоте (HMI).
- Большие кнопки с четкой маркировкой для запуска цикла, удержания подачи, аварийной остановки.
- Ручной генератор импульсов (рукоятка) расположена для естественного использования.
- Доступ и досягаемость
- Открытия дверей размером, позволяющим операторам безопасно загружать более тяжелые приспособления.
- Высота стола и ступеньки для доступа, не вынуждающие принимать неудобные положения тела.
Хорошо спроектированные Защитные ограждения и кожухи для ЧПУ не замедляют вас — они фактически позволяют операторам работать быстрее, уверенно следить за процессом и дольше эксплуатировать машину с меньшим риском.
Если вы планируете более продуктивную или автономную работу с сложными зажимами, стоит сочетать хорошо закрытую ЧПУ с надежной фиксацией заготовки и, при необходимости, быструю обработку на ЧПУ поддержку для настройки безопасных и повторяемых операций с первого дня.
Обслуживание компонентов ЧПУ-фрезерного станка
Следить за обслуживанием ЧПУ-фрезерного станка — единственный способ защитить точность, время работы и срок службы инструмента. Я рассматриваю обслуживание как часть производства, а не как дополнение.
Ежедневный контрольный список для частей ЧПУ-фрезерного станка
Перед и после каждой смены я предпочитаю быстро проверить основные компоненты ЧПУ-фрезерного станка:
- Проверьте рабочий стол и Т-образные пазы на наличие стружки, заусенцев или ржавчины. Очистите и при необходимости нанесите легкое защитное масло.
- Осмотрите нос шпинделя, держатели инструментов и вытяжные шпильки на наличие стружки, износа или заедания. Очистите мягкой тканью без ворса.
- Проверьте уровень и состояние охлаждающей жидкости в системе охлаждения ЧПУ — ищите пены, запах или загрязнения.
- Подтвердите показатели смазки в системе смазки ЧПУ (отсутствие низкого уровня масла, явных протечек).
- Обойдите вокруг основания станка, колонны и защитных кожухов чтобы обнаружить ослабленные крепежи, капли масла или повреждения.
- Проведите пробные движения по осям X, Y, Z и прислушайтесь к необычным шумам в шариковых винтах, линейных направляющих или сервоприводах.
Чем быстрее вы обнаружите проблемы в критических компонентах ЧПУ-фрезерного станка, тем дешевле их устранить.
Очистка, смазка и проверка выравнивания
Чистота и смазка — это то, что обеспечивает плавную и точную работу компонентов ЧПУ:
- Очистка
- Удаляйте стружку со стола, приспособлений и устройства смены инструмента после каждой работы.
- Следите за тем, чтобы защитные кожухи направляющих, транспортер стружки и поддоны для стружки были чистыми, чтобы ничего не заедало и не затапливало.
- Смазка
- Убедитесь, что направляющие, шариковые винты и подшипники шпинделя получают достаточное количество масла/смазки.
- Никогда не отключайте и не переопределяйте автоматические циклы смазки.
- Проверка выравнивания (еженедельно или ежемесячно)
- Проверьте стол и тиски на наличие скручивания или перекоса.
- Проверьте биение шпинделя с помощью контрольной оправки, если вы заметили отклонения в чистоте обработки или допусках.
- Следите за неравномерным износом на линейных направляющих или направляющих типа «ласточкин хвост».
Если вы выполняете высокоточную работу, я рекомендую сотрудничать с компетентным детали для фрезерования на ЧПУ партнером, который понимает реальные допуски, а не только характеристики из каталога.
Рекомендации по обслуживанию шпинделя, осей и держателей инструмента
Шпиндельный узел, система привода осей и держатели инструмента выполняют большую часть прецизионной работы. Я никогда не экономлю на этом:
- Шпиндель
- Ежедневно прогревайте шпиндель (программа от низких до высоких оборотов).
- Прислушивайтесь к изменениям в звуке или вибрации — часто это первый признак проблем с подшипниками шпинделя.
- Держите конус шпинделя в чистоте; никогда не используйте абразивные подушечки внутри конуса.
- Оси (X, Y, Z и поворотные оси)
- Следите за люфтом и ошибками позиционирования; увеличивающийся люфт обычно означает износ шариковых винтов или упорных подшипников.
- Убедитесь, что линейные направляющие правильно смазаны и на них нет вмятин или бринеллирования.
- Держатели инструментов и цанги
- Регулярно очищайте конические соединения, цанги и гайки; заменяйте изношенные цанги ER и вытяжные шпильки.
- Не перетягивайте — соблюдайте рекомендуемые значения крутящего момента для держателей инструментов BT, CAT и HSK.
- Проверяйте наличие трещин, ржавчины или заусенцев, которые могут передавать ошибку в обработку.
Хорошо обслуживаемые компоненты шпинделя и осей — одна из причин, по которой наши компоненты для прецизионной обработки на ЧПУ выдерживают строгие допуски для требовательных клиентов по всему миру.
Когда заменять изношенные компоненты фрезерных станков с ЧПУ
Эксплуатация изношенных компонентов фрезерных станков с ЧПУ «немного дольше» обычно обходится дороже из-за брака и простоя, чем сама деталь. Я обращаю внимание на:
- Компоненты шпинделя
- Появление шума, нагрева или вибрации → вероятно, износ подшипников шпинделя.
- Плохая поверхность обработки, которая не улучшается при использовании новых инструментов или параметров.
- Компоненты привода и движения осей
- Измеримый люфт, который невозможно полностью компенсировать.
- Несогласованное позиционирование или потеря шагов на осях с сервоприводом/шаговым двигателем.
- Оснастка и крепежные элементы стола
- Скругленные или поврежденные T-образные пазы, болты и гайки.
- Зажимы и фиксаторы, которые не повторяют позицию в пределах спецификации.
- Инструмент и детали, связанные с автоматической загрузкой/выгрузкой (АТС)
- Держатели инструментов, которые скользят, застревают или не вытягиваются последовательно.
- Несовпадение рукоятки или барабана АТС, вызывающее частые сбои при смене инструмента.
Когда любой из этих признаков проявляется неоднократно, я планирую контролируемую замену вместо ожидания полного выхода из строя — особенно ключевых компонентов, обеспечивающих точность обработки. Обработка на станках с ЧПУ работает по графику для клиентов из России и других стран.
Как компоненты фрезерных станков с ЧПУ обеспечивают качество обработки

Когда мы говорим о реальных результатах точной обработки на станках с ЧПУ на рынке России — строгие допуски, чистая поверхность и надежная повторяемость — всё сводится к качеству основных компонентов станка с ЧПУ.
Жесткость шпинделя = качество поверхности + точность
Сборка шпинделя — сердце станка. Если шпиндель не жесткий, всё остальное страдает.
- Высокая жесткость шпинделя = меньше вибраций, лучшее качество поверхности, более строгие допуски
- Качественные подшипники шпинделя = стабильный радиальный люфт, лучшее качество инструмента, стабильные размеры
- Уравновешенные держатели инструментов (BT, CAT, HSK) = более плавные резы при высоких оборотах
- Хорошее охлаждение и смазка вокруг шпинделя = меньше теплового расширения, более стабильная точность
Если вы ищете компоненты для точной обработки на станках с ЧПУ для аэрокосмической, медицинской или металлообработки с малыми допусками, инвестируйте в более мощный шпиндель, лучшие подшипники и высококачественные держатели инструментов.
Качество привода осей = позиционирование и повторяемость
Система привода осей X, Y и Z (шариковые винты, линейные направляющие, сервомоторы и обратные устройства) контролирует точность перемещения станка.
- Точные шариковые винты и линейные направляющие устраняют люфт и залипание
- Сервомоторы с энкодерами обеспечивают позиционирование с высоким разрешением по сравнению с обычными шаговыми двигателями
- Линейные шкалы повышают абсолютную точность и температурную компенсацию
- Жесткая структура осей уменьшает прогиб при резке твердых материалов, таких как сталь на станках с ЧПУ
Более качественные компоненты осей напрямую улучшают точность позиционирования, повторяемость и время цикла.
Приспособления для крепления заготовок = Поддержание жестких допусков
Даже при идеальном шпинделе и приводе осей плохое крепление заготовки снижает точность.
- Качественные тиски, зажимы и модульные приспособления предотвращают смещение деталей под нагрузкой
- Шлифованный рабочий стол и Т-образные пазы обеспечивают плоскую, повторяемую установку
- Поворотные столы и индексаторы требуют минимального люфта для многосторонней обработки
- Палетные системы помогают поддерживать согласованную настройку в течение производственных циклов
Если вы изготавливаете высокоточные детали, качество крепления заготовки так же важно, как и сам станок. Это ключевой элемент любой серьезной стратегии обеспечения точности и метрологии в производстве.
Выбор станков и модернизаций по компонентам
Когда я оцениваю фрезерные станки с ЧПУ или модернизации для обработки листового металла, металлоконструкций и гибки или прецизионных токарных деталей с ЧПУ, я смотрю не только на бренд — я смотрю на набор компонентов:
Приоритизируйте обновления в следующем порядке:
- Шпиндельный узел – высокая жесткость, лучшие подшипники, лучшее удержание инструмента
- Система привода по оси – премиальные шариковые винты, линейные направляющие и серводвигатели
- Система зажима заготовки – прецизионные тиски, фиксаторы, вращающиеся столы, сменные паллеты
- Обратная связь и управление – энкодеры, линейные шкалы и надежный CNC-контроллер
Если ваша цель — лучшее качество обработки поверхности, более точные допуски и стабильное повторение, создавайте свою фрезерную станок CNC, основываясь на качестве компонентов — а не только на характеристиках в брошюре.
Часто задаваемые вопросы о компонентах станка CNC
Самые важные компоненты станка CNC
Если вы выполняете работы в России и заботитесь о времени работы и точности, эти компоненты станка CNC имеют наибольшее значение:
| Группа компонентов | Ключевые части для знания | Почему это важно |
|---|---|---|
| Шпиндельный узел | Шпиндель, подшипники, двигатель, конус инструмента, зажимной патрон | Мощность, качество поверхности, срок службы инструмента |
| Система привода по оси | Шариковые винты, линейные направляющие, серводвигатели, энкодеры | Точность, повторяемость, скорость |
| Контроллер CNC и HMI | Блок управления, экран, кнопки, рукоятка | Программирование, настройка, устранение неисправностей |
| Удержание заготовки и стол | Т-образные пазы, тиски, приспособления, вращающийся стол, паллеты | Стабильность детали, время цикла, гибкость |
| Оснастка и автоматическая смена инструментов | Зажимы BT/CAT/HSK, цанги, рукоятка/барабан автоматической смены инструмента, магазин | Время смены, надежность |
| Система охлаждения и удаления стружки | Заливное/сквозное охлаждение через шпиндель, конвейер для стружки | Срок службы инструмента, автоматизация, чистота |
Вертикальные и горизонтальные компоненты фрезерных станков
Вертикальные и горизонтальные компоненты фрезерных станков имеют одинаковую основу, но расположение влияет на способ резки:
| Особенность / Компонент | Вертикальный ЧПУ-фрезерный станок | Горизонтальный ЧПУ-фрезерный станок |
|---|---|---|
| Ориентация шпинделя | Вертикально (вниз) | Горизонтально (в сторону) |
| Основная конструкция | Колонна, бабка (на многих VMC), стол | Колонна, основание, встроенный паллет/стол |
| Удаление заусенцев | Тяжелее; заусенцы сидят на детали/столе | Легче; заусенцы отваливаются от реза |
| Фиксация заготовки | Зажимы/фиксирующие устройства на плоском столе | Могильники, многосторонние фиксаторы, паллеты |
| Лучшее для | Общий цех, 2.5D, легкая 3D обработка | Массовое производство, многосторонняя обработка, тяжелое резание |
Основная диагностика неисправностей: оси, шпиндель, автоматическая смена инструмента
Держите всё просто и систематически:
Проблемы с осями (X/Y/Z, 4‑осевая, 5‑осевая):
- Линейный люфт или плохая точность: проверьте зазоры/провода, гайки шариковых винтов, муфты, параметры.
- Вибрация или шум: осмотрите линейные направляющие, шариковые винты, проверьте наличие загрязнений.
- Аварийные сигналы или отсутствие движения: проверьте сервоприводы, энкодеры, концевые выключатели, кабели.
Проблемы со шпинделем:
- Перегрев: проверьте систему охлаждения и смазки, систему охлаждения шпинделя, натяжение ремней.
- Шум или шероховатая поверхность: осмотрите подшипники шпинделя, конический держатель инструмента, шпильку вытягивания.
- Низкая мощность или застревание: проверьте привод шпинделя, мотор и параметры резки.
Ошибки автоматической смены инструмента (ATC):
- Пропущенная смена инструмента: проверьте вызов номера инструмента, положение магазина.
- Инспекция зажимных шпилек, сила вытяжки, захваты при падении инструмента / плохое удержание.
- Механические заедания: очистка стружки, проверка датчиков и давления воздуха для автоматических инструментов типа рукав/барабан.
Для работы с точными допусками и надежной работоспособностью я часто совмещаю фрезерование с прецизионной токаркой; если вам нужны точеные детали вместе с фрезерованными, мой Услуги по токарной обработке с ЧПУ может устранить этот разрыв.
Лучшие компоненты для повышения производительности
Если вы модернизируете мастерскую и хотите получить максимальную отдачу за вложенные деньги, эти компоненты ЧПУ для фрезерования обычно дают наибольший эффект:
| Область обновления | Что обновлять | Основная выгода |
|---|---|---|
| Инструменты и держатели | Балансированные BT/CAT/HSK, цанги ER, зажимные шпильки | Лучшее качество поверхности, более высокая скорость вращения |
| Фиксация заготовки | Качественные тиски, модульные приспособления, поворотный стол | Более быстрые настройки, лучшая повторяемость |
| Охлаждение и стружка | Охлаждение через шпиндель, улучшенный конвейер для удаления стружки | Долговечность инструмента, более длительные работы без обслуживания |
| Обратная связь и приводы | Высокоточные энкодеры, лучшее настройка сервоприводов | Точность, плавность движения |
| Шпиндель | Высокопроизводительный или высокоскоростной шпиндель | Больше материалов, более быстрые циклы |
Когда я проектирую компоненты фрезерной обработки с ЧПУ и компоненты точной обработки с ЧПУ, я всегда балансирую стоимость, жесткость и обслуживаемость, чтобы мастерские в России могли работать интенсивно без постоянных настроек.