Ограничения литых деталей с инвестиционным отливом в состоянии как есть
Инвестиционное литье обеспечивает отличные возможности для получения деталей близких к конечной форме, но детали в состоянии как есть часто имеют внутренние ограничения, влияющие на их использование без дальнейшей обработки на станках с ЧПУ. Понимание этих ограничений критически важно при планировании пост-литейной обработки на станках с ЧПУ.
Типичные допуски
- Допуски в состоянии как есть обычно варьируются от ±0.010” до ±0.030”, в зависимости от размера и сложности детали.
- Эти допуски обычно слишком свободные для прецизионных применений, требующих точных посадок или рабочих поверхностей.
- Вариации могут возникать из-за усадки металла, изменчивости формы формы и обработки во время процесса.
Проблемы с отделкой поверхности
- Поверхностные покрытия на деталях в состоянии как есть обычно находятся в диапазоне от 125 до 250 микронов Ra.
- Грубая поверхность влияет на герметичность, износ и качество сборки — что требует проведения дополнительных операций по отделке.
- Некоторые сложные геометрии могут иметь дефекты поверхности, такие как пористость или мелкие включения, требующие механической обработки или полировки.
Тонкие стенки, глубокие карманы, резьбы и проблемы с плоскостью
- Тонкие стенки могут деформироваться или искривляться из-за тепловых напряжений и обработки; поддержание размеровой стабильности затруднено без механической обработки.
- Глубокие карманы и внутренние элементы часто имеют неравномерную толщину стенок и требуют точной механической обработки для обеспечения функциональности.
- Резьбы и плоские поверхности в состоянии как есть редко соответствуют функциональным требованиям; резьбы часто требуют нарезки или фрезерования, а плоскость корректируется в процессе обработки.
Проблемы с базовыми точками и расположением
- Отливки обычно не имеют точных базовых точек, полученных в процессе формовки, что вынуждает производителей устанавливать опорные точки во время настройки станка с ЧПУ.
- Несовместимость расположения и ориентации может увеличить время настройки и повлиять на точность конечной детали.
- Стратегии переноса базовых точек необходимы для обеспечения соответствия обработки проектной задумке.
Понимание этих ограничений в состоянии как есть помогает определить, когда и как необходима пост-литейная обработка на станках с ЧПУ для достижения требований по производительности и качеству, предъявляемых к аэрокосмической, медицинской, оборонной и другим отраслям.
Когда действительно необходима пост-обработка ЧПУ при литье?

Не каждое инвестиционное литье требует обработки на станках с ЧПУ после литья. Это в основном зависит от области применения и необходимой точности конечной детали. Такие отрасли, как аэрокосмическая, медицинская, оборонная, оружейная и высоконапорные клапаны, часто требуют более жестких допусков, сложных особенностей и качественной поверхности, которые только литье обеспечить надежно не может.
Вот быстрый контрольный список, чтобы определить, необходима ли пост-обработка на станках с ЧПУ после литья:
- Функциональные требования: Требует ли деталь точного расположения отверстий, строгих размеровых допусков или гладких поверхностей подшипников?
- Эстетические потребности: Важна ли полированная или безупречная поверхность, или допустима небольшая текстура от литья?
- Сборочные размеры: Требуются ли резьбы, плоские поверхности или интерфейсные особенности для сборки или сопряженных деталей?
- Структурная целостность: Поможет ли обработка устранить дефекты литья или повысить усталостную прочность в ключевых областях?
Лучший способ принять решение — взвесить эти потребности против стоимости и времени выполнения обработки на станках с ЧПУ. Простая матрица затрат и выгод может помочь — сравнить стоимость обработки после литья с альтернативными методами, такими как обработка из цельного бруска или ковка. Во многих областях высокой точности дополнительные расходы на пост-обработку ЧПУ оправданы улучшением характеристик и снижением количества брака.
Для тех, кто сомневается, методы такие как прецизионная фрезеровка и токарная обработка на станках с ЧПУ могут значительно улучшить литые детали, делая их соответствующими строгим спецификациям по обработке для аэрокосмических инвестиций или требований медицинских устройств. Эта ясность помогает избежать перерасхода на ненужную обработку и одновременно обеспечить качество там, где это важно.
Распространенные операции ЧПУ, выполняемые на деталях из инвестиционного литья
Обработка на станках с ЧПУ для пост-обработки деталей из инвестиционного литья включает ряд точных операций для соблюдения строгих допусков и улучшения поверхности после литья. Типичные задачи обработки включают:
- Фасочная фрезеровка для создания плоских, точных эталонных поверхностей, которые служат надежными ориентирами для дальнейшей обработки.
- Прецизионное растачивание для подшипниковых журналов и диаметров уплотнений, обеспечивая правильную посадку и функционирование.
- токарные станки с ЧПУ на валах, фланцах и цилиндрических деталях для достижения точных размеров и гладких поверхностей.
- Фрезерование или нарезание резьбы, как внутренней, так и внешней, для добавления или уточнения резьб, которые могут быть трудно отлить напрямую.
- Сверление и развертывание сквозных отверстий или проходов, необходимых для сборки или потока жидкости.
- Контурное фрезерование на сложных геометриях и глубоких карманах, которые часто сложно отлить с хорошей точностью.
- Шлифовка или доводка в качестве финальных этапов для улучшения поверхности, снижения шероховатости и соответствия строгим функциональным требованиям.
Эти операции помогают устранить разрыв между отличной возможностью литейных изделий по близкому к конечной форме и необходимой высокой точностью в таких отраслях, как аэрокосмическая промышленность и медицинские устройства. Использование передовых услуг по точной фрезеровке ЧПУ обеспечивает соответствие каждой детали строгим спецификациям без ненужных задержек или затрат.
Критические аспекты планирования процессов

Правильное планирование — ключ к успешной обработке ЧПУ для постобработки литых деталей. Вот основные факторы, которые необходимо учитывать:
- Допуски на обработку на восковых моделях: Крайне важно добавлять точные допуски на обработку при создании восковых моделей. Это обеспечивает достаточный запас материала для точной пост-литьевой обработки на ЧПУ без риска получения деталей меньших размеров или излишней шлифовки.
- Время термической обработки: Решение о проведении термической обработки до или после обработки влияет как на размерную стабильность, так и на износ инструмента. Предварительная термическая обработка уменьшает напряжения, но может потребовать дополнительного запаса для устранения деформаций. Постобработка термической обработки может повлиять на конечные допуски и качество поверхности, поэтому выбирайте в зависимости от сплава и требований к применению.
- Стратегии фиксации и зажима: Литые изделия часто имеют неправильную форму, что усложняет зажим деталей во время обработки ЧПУ. Необходимы индивидуальные конструкции фиксаторов и гибкие решения для зажима, чтобы надежно зафиксировать деталь без деформации или вибрации, что может повлиять на точность.
- Передача базовых точек от отливки к обработанным деталям: Точная установка базовых точек критична для поддержания строгих допусков. Создание надежных базовых точек на отливке, которые можно перенести и использовать для обработки, обеспечивает стабильное выравнивание и качество в производственных партиях.
- Минимизация искажения при литье с тонкими стенками: Тонкие стенки склонны к деформации во время обработки и термической обработки. Тщательное последовательное выполнение процессов, снижение сил резания и стратегическая поддержка во время обработки помогают минимизировать искажения и количество брака.
Заранее учитывая эти факторы, достигается более плавное производство, лучшее качество и меньше неожиданных проблем. Для получения более подробной информации о обработке инвестиционных отливок из нержавеющей стали ознакомьтесь с нашим подробным руководством по инвестиционному литью из нержавеющей стали.
Проблемы и решения, связанные с обработкой материалов
Различные материалы, используемые в инвестиционных отливках, имеют уникальные особенности при обработке на ЧПУ. Понимание этих особенностей помогает избегать распространенных проблем и снижать затраты.
Нержавеющая сталь (17-4PH, 316L)
Эти сплавы широко используются, но могут быть сложными для инструментов из-за их твердости и свойств упрочнения при работе. Для эффективной обработки:
- Используйте острые, износостойкие твердосплавные инструменты.
- Применяйте стабильные, умеренные скорости резания, чтобы избежать чрезмерного нагрева.
- Обеспечьте высокий поток охлаждающей жидкости для снижения тепловых повреждений и сваривания стружки.
Для более индивидуальных советов ознакомьтесь с нашим экспертным руководством по обработке инвестиционных отливок из нержавеющей стали.
Легированные алюминиевые отливки
Алюминий мягче, но склонен к образованию наслоений (BUE), когда материал прилипает к режущему инструменту. Это вызывает плохую поверхность и неравномерные резы. Чтобы избежать BUE:
- Используйте острые инструменты с положительными углами наклона.
- Выбирайте покрытия, такие как TiN или TiAlN, для снижения адгезии.
- Поддерживайте правильные скорости резания и подачи.
Никелевые и кобальтовые сплавы (Inconel 718, Hastelloy)
Эти сверхсплавы известны своей прочностью при высоких температурах, но славятся упрочнением при работе. Износ инструмента — это проблема, поэтому:
- Используйте специализированные материалы инструментов, такие как покрытые твердосплавы или керамика.
- Используйте низкие скорости резки с более высоким подачей для снижения нагрева.
- Планируйте много проходов, чтобы избежать нагрузки на режущие кромки.
Для подробных стратегий обработки смотрите наши услуги для Обработка на ЧПУ Hastelloy.
Титаниевые отливки
Титан легкий и прочный, но чувствителен к теплу. Контроль стружки критически важен, так как стружка обычно длинная и волокнистая, что может привести к повреждению инструмента и проблемам с поверхностью. Лучшие практики включают:
- Используйте охлаждение под высоким давлением для быстрого удаления стружки.
- Применяйте острый инструмент при умеренных скоростях для снижения нагрева.
- Используйте циклическую обработку или пике сверления для разрыва потока стружки.
Решая эти материалоспецифические задачи с помощью правильного планирования и инструмента, обработка на ЧПУ литых деталей становится надежной и экономичной для различных сплавов.
Как MS Machining обеспечивает превосходные результаты при обработке литых деталей
В MS Machining мы специализируемся на обработке на ЧПУ для постобработки литых деталей с использованием современных 4- и 5-осевых фрезерных станков. Это позволяет нам обрабатывать сложные геометрии и точные особенности литого производства в одном установке, снижая ошибки обработки и повышая эффективность. Наш собственный метрологический лабораторный центр, оснащенный координатно-измерительными машинами и инструментами для измерения поверхности, обеспечивает соответствие каждой отливки точным спецификациям или их превышение. Мы также используем специальные фиксаторы для литых деталей, разработанные для надежного удержания сложных форм, что помогает точно переносить базовые точки и минимизировать искажения во время обработки.
Наши результаты говорят сами за себя — благодаря оптимизированным процессам и точным услугам обработки мы помогли клиентам снизить уровень брака на 40–60%. Кроме того, наш упрощенный рабочий процесс сокращает сроки выполнения и предлагает конкурентоспособные ценовые показатели, делая обработку на ЧПУ после литья разумным вложением для аэрокосмической, медицинской и оборонной промышленности. Для подробных возможностей ознакомьтесь с нашими решениями по 5-осевой фрезеровке, идеально подходящими для малых объемов и производства с высоким разнообразием.
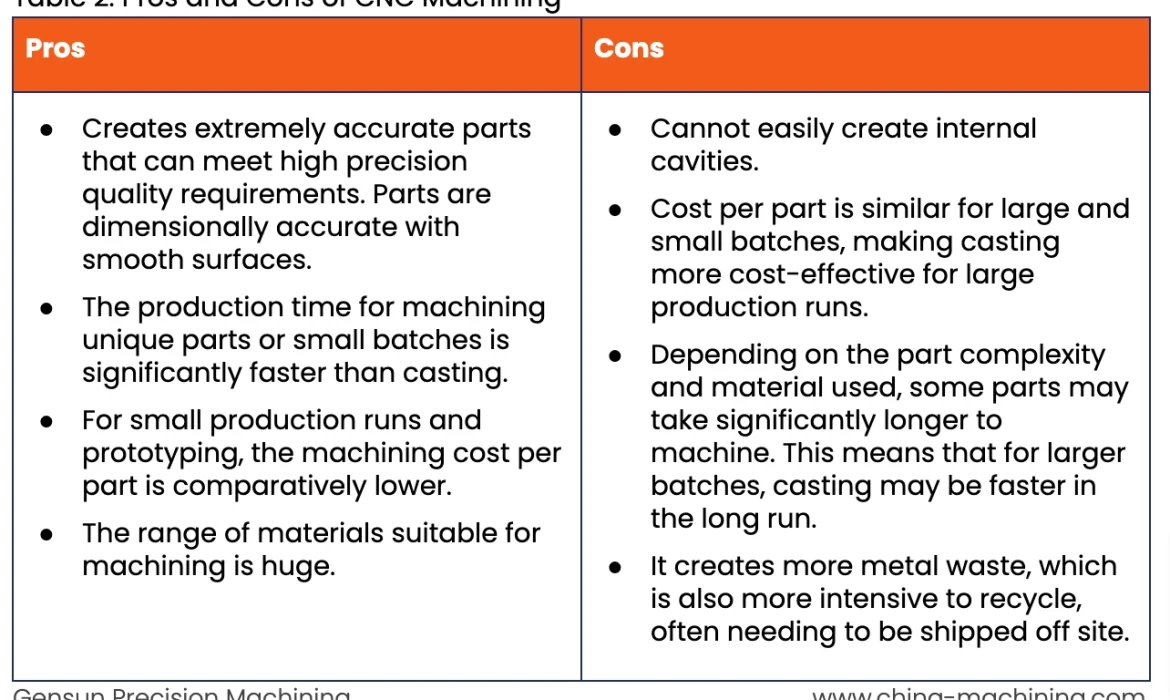
Стоимость: Литье + ЧПУ против полной обработки из цельного материала

При выборе между литьем с последующей обработкой на ЧПУ и полной обработкой из цельного материала, важную роль играет стоимость. Вот краткий обзор, чтобы помочь вам взвесить варианты:
| Сложность детали | Стоимость за штуку при малых партиях | Стоимость за штуку при средних партиях | Стоимость за штуку при высокой сложности |
|---|---|---|---|
| Литье + ЧПУ | Меньшие начальные затраты на инструментование; более высокая стоимость обработки на единицу изделия | Сбалансированные затраты на инструментование и обработку | Экономически выгодно для сложных форм благодаря меньшим отходам материала |
| Обработано из цельного материала | Высокие затраты на материал и обработку, особенно для сложной геометрии | Стоимость снижается с увеличением объема, но все равно остается высокой | Очень высокая из-за времени обработки и отходов материала |
Ключевые моменты:
- Малые объемы: Полная обработка из цельного материала часто обходится дороже из-за значительных отходов и длительных подготовительных работ.
- Средние и большие объемы: Литье под давлением в сочетании с ЧПУ-обработкой обычно становится более экономичным по мере амортизации стоимости формовочного инструмента и сосредоточения обработки на критичных особенностях.
- Сложные детали: Литье с последующей обработкой на ЧПУ отлично подходит для снижения времени обработки и отходов, а также для поддержания точных допусков и высокого качества поверхности.
Анализ точки безубыточности показывает, что для деталей с точными допусками и сложной геометрией, литье под давлением плюс ЧПУ-обработка обычно дает экономию при достижении умеренных объемов производства. Для очень простых форм или очень низких объемов, иногда более просто обрабатывать из цельного материала, несмотря на более высокие затраты на единицу изделия.
Понимание этих торговых преимуществ затрат заранее помогает оптимизировать стратегию производства, балансируя качество, сроки и бюджет. Для получения более подробной информации о эффективной обработке литых компонентов, изучение услуг точной ЧПУ-обработки может дать лучшее понимание процессов. Также рекомендуется ознакомиться с нашим обзором компоненты, изготовленные из углеродистой стали для справки по затратам, связанным с конкретным материалом.
Контрольный список лучших практик перед отправкой литых изделий на обработку
Подготовка ваших литых деталей к последующей обработке на ЧПУ может сэкономить время, деньги и избежать проблем в будущем. Вот 8-пунктовый контрольный список, чтобы убедиться, что ваши литые изделия подготовлены правильно перед обработкой:
- Примечания к чистовому чертежу: Включайте все критические размеры, обозначения допусков и требования к шероховатости поверхности. Обеспечьте явное определение базовых точек и эталонов для точного расположения деталей.
- Обозначения допусков: Указывайте допуски обработки на чертеже или восковых моделях. Правильные допуски помогают избежать неожиданных нехваток материала или чрезмерной обработки.
- Состояние термической обработки: Ясно указывайте, выполняется ли термическая обработка до или после обработки. Это влияет на стратегию обработки и контроль деформаций.
- Спецификации материалов: Подтверждайте марки сплавов и любые специальные обработки или покрытия, влияющие на обработку, такие как старение или закалка поверхности.
- Идентификация особенностей: Выделяйте особенности, требующие точной обработки, такие как посадочные места под подшипники, резьбы или уплотнительные поверхности, чтобы приоритезировать их в планировании процесса.
- Опоры и эталоны: Предоставляйте рекомендации или требования к точкам фиксации и эталонам, если они есть. Это помогает проектировать специальные приспособления, особенно для сложных форм.
- Ожидания по шероховатости поверхности: Обозначайте места, где необходимо улучшение шероховатости после обработки, особенно на уплотнительных или контактных поверхностях.
- Количество деталей и контроль версий: Указывайте размеры партии и версии чертежей для учета потребностей в инструментах и предотвращения путаницы в производстве.
Следование этому чек-листу при подготовке литьевых заготовок перед ЧПУ-обработкой может упростить процесс и снизить риск дорогостоящих задержек или брака. Для получения дополнительной информации о том, как точные приспособления и эталоны влияют на успех обработки, ознакомьтесь с нашим руководством по услугах 5-осевой CNC-обработки.