Вы боретесь с выбором между алюминий и сталь для вашего прототипное литье под давлением инструментального оснащения?
Это классический инженерный компромисс: вам нужны детали быстро и экономично, но при этом нельзя жертвовать точностью или качеством.
В качестве производственного партнера в MS Обработка, я лично видел, как это единственное решение влияет на всё: время цикла и вашу конечную рентабельность инвестиций. Правильный выбор ускорит запуск продукта; неправильный — приведет к поломке инструментов и перерасходу бюджета.
В этом посте вы получите прямое, основанное на данных Руководство по выбору материала для формовочных пресс-форм. Мы разберем реальные различия в затратах на инструментальное оснащение, теплопроводность, и прочности чтобы вы могли выбрать идеальный материал для вашего объема производства и потребностей в смолах.
Давайте начнем.
Определение потребностей в прототипном инжекционном формовочном оборудовании
В MS Machining мы часто помогаем инженерам разобраться в критическом споре «скорость против долговечности». Перед выбором материала необходимо точно определить, что должен достигать инструмент. Прототипное литье под давлением не является универсальным решением; он занимает спектр от первоначальной проверки дизайна до тестирования на малых объемах рынка. Неправильная идентификация стадии инструментального оснащения может привести к перерасходу бюджета на ненужную долговечность инструмента или, наоборот, к его поломке во время критического этапа.
Различия между прототипным, мостовым и производственным инструментом
Понимание иерархии инструментов важно для контроля затрат. Мы делим проекты на три четкие фазы, чтобы определить подход к производству:
- Инструменты прототипирования: В основном для проверки посадки, формы и функции. Эти формы создаются для скорости и низкой стоимости, обычно обрабатывая от 100 до 1000 деталей.
- Мостовое инструментальное оборудование: Заполняет пробел между прототипированием и массовым производством. Эти инструменты должны быть достаточно прочными, чтобы обеспечить рынок, пока разрабатывается окончательная форма, часто обрабатывая от 1000 до 10 000 деталей.
- Производственное инструментальное оборудование: Разработано для максимальной эффективности и долговечности, рассчитано на сотни тысяч или миллионы циклов.
Ключевые факторы при выборе материала
Когда наша инженерная команда рассматривает запрос на предложение (RFQ), мы оцениваем четыре основных ограничения, чтобы рекомендовать правильную Алюминиевые против стальных прототипных форм стратегию:
| Фактор | Рассмотрение |
|---|---|
| Объем партии | Вы делаете 50 образцов для НИОКР или 5000 единиц для пилотного запуска? |
| Тип смолы | Стандартные пластики (ABS, PP) просты в использовании; абразивные инженерные смолы (стеклонаполненный нейлон, PEEK) требуют более прочных инструментов. |
| Сложность | Сложные геометрии, требующие 5-осевой ЧПУ-обработки или сложных скользящих действий, могут потребовать специфических свойств материала. |
| Сроки и бюджет | Быстрое изготовление инструментов нацелено на сокращение времени выполнения, часто отдавая предпочтение материалам, которые обрабатываются быстрее. |
Балансируя эти элементы в нашем помещении площадью 30 000 кв. футов, мы обеспечиваем ваше прототипное формовочное оборудование соответствует вашим текущим целям проекта без излишней проработки решения.
Алюминий против стали: сравнение поединка
Когда мы садимся с инженерами в нашем MS Обработка заводе для обсуждения прототипное литье под давлением, разговор почти всегда сводится к дебатам «Алюминий против Стали». Это не просто вопрос о том, какой материал лучше; всё сводится к тому, чтобы соответствовать возможностям инструмента объему вашего проекта, бюджету и требованиям к смолам.
Сравнение стоимости и времени выполнения
Для быстрого итеративного процесса прототипные формы из алюминия являются очевидным победителем. Алюминий мягче и значительно легче обрабатывается, чем инструментальная сталь, что позволяет нашим высокоскоростным ЧПУ-центрам быстро вырезать ядра и полости 30% до 50%. Эта скорость напрямую влияет на снижение затрат на стальное и алюминиевое оборудование и сокращение сроков — часто образцы T1 можно получить всего за несколько недель. Напротив, инжекционные формы из стали P20 требуют более интенсивной обработки и часто требуют EDM (электроэрозионной обработки) для сложных деталей, что увеличивает первоначальные инвестиции и сроки.
Время цикла и теплопроводность
Одним из значительных преимуществ алюминия является его превосходная теплопроводность. Алюминий передает тепло примерно в 5 раз быстрее, чем инструментальная сталь. Это позволяет значительно сократить периоды охлаждения в процессе впрыска. Если вы запускаете партию из 5000 деталей, это сокращение времени цикла формовки может сэкономить дни работы станка.
Срок службы и износостойкость
Хотя алюминий быстр, сталь прочна. Мы рекомендуем использование стальных инструментов, когда долговечность является обязательной.
- Алюминий (7075/QC-10): Отлично подходит для 1000 до 10000 выстрелов. Мягкость приводит к износу линии раздела со временем.
- Сталь (P20/H13): Создана для 50000 до 1 000 000+ выстрелов. Поддерживает точные допуски при высоком давлении зажима.
Совместимость материалов и обрабатываемость
Если ваш дизайн требует абразивных инженерных смол — таких как армированный стекловолокном нейлон или PEEK — алюминий быстро изнашивается, ухудшая качество детали. Сталь необходима для этих абразивных материалов. Однако для стандартных термопластиков, таких как ABS или PP, алюминий вполне подходит. Чтобы лучше понять выбор смолы и процессы обработки, полезно ознакомиться с введение в лучшие практики литья пластмасс может помочь определить, какой материал инструмента подходит для вашего выбора смолы.
Быстрый справочник: сравнение материалов для литейных форм
| Особенность | Алюминиевые формы (прототип) | Стальные формы (производство/мостовые) |
|---|---|---|
| Начальная стоимость | Низкая (30-40% дешевле) | Высокая |
| Время выполнения заказа | Быстро (Быстрое прототипирование) | Медленная (Требует термообработки/ЭДМ) |
| Теплопроводность | Отлично (Быстрые циклы) | Умеренно |
| Срок службы инструмента | Низкое (<10 тысяч выстрелов) | Высокое (>50 тысяч выстрелов) |
| Обрабатываемость | Высокое (легко обрабатывается 5-осевым ЧПУ) | Низкое (более твердый материал) |
| Подходящесть для смол | Несущественные пластики | Абразивные и высокотемпературные смолы |
Преимущества алюминиевых прототипных форм
Когда важна скорость и объем производства невелик, алюминиевые прототипные формы — очевидный выбор. Для инженеров и менеджеров по продукту, стремящихся быстро проверить дизайн, выбор алюминия вместо инструментальной стали может значительно ускорить сроки разработки.
Превосходная теплопроводность для более быстрых циклов
Самое важное техническое преимущество алюминия — его теплопроводность. Алюминий передает тепло примерно в 5 раз быстрее, чем стандартные инструментальные стали, такие как P20. В процессе литья под давлением охлаждение часто занимает большую часть общего цикла.
Используя алюминиевое оборудование, мы можем сократить циклы на 30% до 40%. Быстрая диссипация тепла означает, что детали остывают и извлекаются быстрее, что позволяет быстрее выполнять небольшие серии. Эта эффективность особенно важна, когда нужно сразу получить от 500 до 1000 деталей для тестирования рынка или проверки сборочной линии.
Меньшие затраты и быстрая обработка
Алюминий мягче и легче обрабатывается, чем закаленная сталь. Эта обрабатываемость напрямую приводит к снижению затрат на оснастку и сокращению времени изготовления. Наши цеха используют высокоскоростные станки для обработки алюминиевых ядер и полостей за меньшие сроки, чем требуется для стали.
Конкретно, передовые 5-осевым станкам с ЧПУ могут обрабатывать сложные геометрии из алюминия с меньшим износом инструмента и более высокими скоростями подачи. Это позволяет нам производить сложные формы с тонкими деталями без высокой стоимости EDM (электроэрозионной обработки), которая часто необходима для твердой стали.
Ключевые преимущества алюминиевой оснастки:
- Сокращение времени изготовления: Подготовка форм за дни, а не недели.
- Экономическая эффективность: Меньшие затраты на материалы и сокращение времени обработки.
- Легкость модификации: Алюминий легче модифицировать, если после образца T1 необходимы изменения в дизайне.
Идеальные сценарии: Итерация и Валидация
Алюминий — стандарт для быстрой итерации. На ранних этапах разработки продукта дизайны редко замораживаются. Вам нужно решение для изготовления инструментов, которое позволяет проводить функциональное тестирование без необходимости крупного инвестирования.
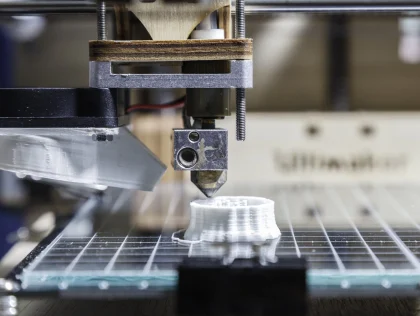
Если вы планируете в настоящее время как создать прототип которые точно имитируют детали массового производства, алюминиевые формы заполняют пробел. Они предоставляют реальные детали, изготовленные методом впрыска, с использованием той же производственной смолы — чего часто не может достичь 3D-печать. Это делает их идеальными для «мостового инструментария», заполняющего пробел в поставках, пока не будут изготовлены долговечные стальные производственные формы.
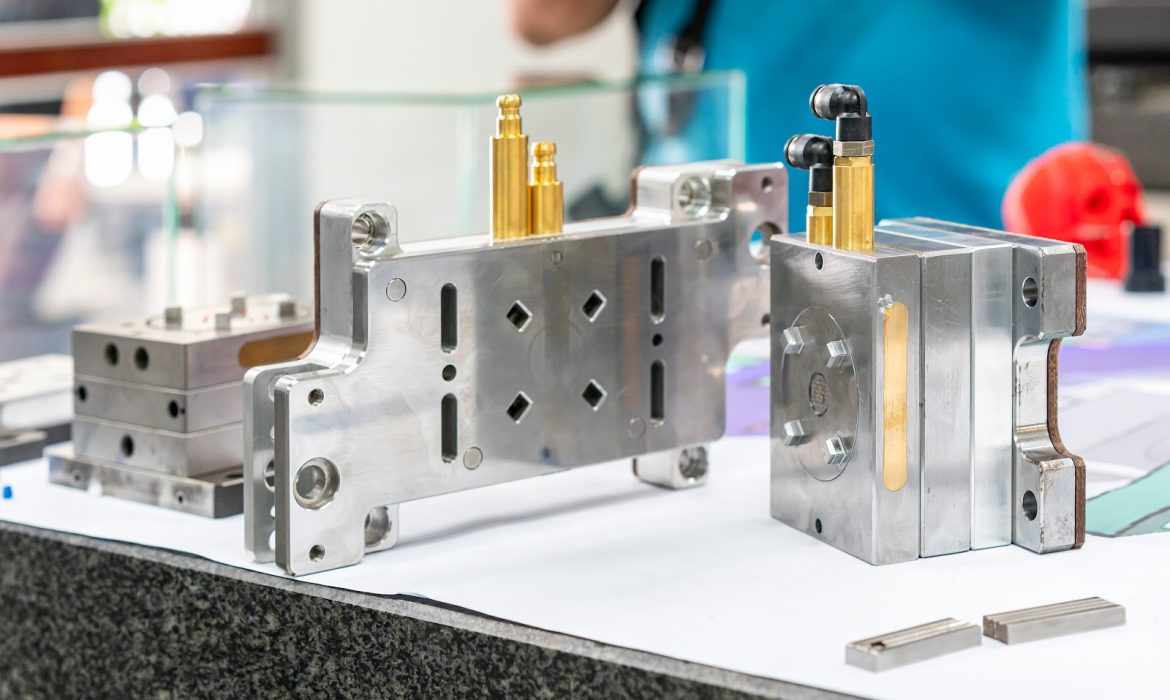
Преимущества стальных форм для впрыска
Когда ваш проект требует надежности и высокой объемной производительности, стальное оборудование — стандарт отрасли. В то время как алюминий хорошо подходит для быстрой валидации, сталь — это тяжелая промышленность для стабильной работы под нагрузкой. Мы рекомендуем переходить на сталь, когда ваш план производства выходит за рамки начальной прототипной стадии и переходит к мостовому инструменту или массовому производству.
Исключительная долговечность и увеличенный срок службы инструмента
Самое важное преимущество стали — её способность выдерживать повторяющиеся нагрузки. Для проектов, требующих 50 000 до более чем 1 000 000 впрысков, алюминий слишком быстро изнашивается. Мы используем прочные инструментальные стали, такие как P20 и H13, которые закалены для сопротивления усталости. Эта долговечность обеспечивает, что деталь под миллионом впрысков выглядит так же хорошо, как и первая, решая распространенную проблему срок службы инструмента алюминий против сталь для долгосрочных проектов.
Обработка абразивных и высокотемпературных смол
Мягкий инструмент ограничивает ваш выбор материалов. Если ваше применение требует инженерных характеристик, сталь — это обязательное условие. Она обеспечивает необходимую твердость для обработки:
- Абразивных материалов: Нейлон с наполнением стекловолокном и армированные композиты, которые быстро разрушают более мягкие алюминиевые полости.
- Высокотемпературных смол: Передовые термопласты, такие как PEEK или Ultem, требующие повышенных температур пресс-формы.
- Коррозионные пластики: Смолы, выделяющие кислые газы во время обработки.
Точность и стабильность размеров
Сталь сохраняет свою форму под высоким давлением впрыска, минимизируя прогиб. Эта жесткость имеет решающее значение для поддержания жестких допусков на деталях со сложной геометрией или тонкими стенками. Используя наши изготовленные на заказ прецизионные детали, полученные методом фрезерования с ЧПУ возможности, мы можем обрабатывать закаленные стальные формы в соответствии с точными спецификациями, гарантируя точное воспроизведение критических элементов в каждом цикле.
Долгосрочная экономическая эффективность
Хотя инжекционные формы из стали P20 требуют более высоких первоначальных инвестиций из-за более длительного времени обработки и термообработки, они обеспечивают превосходную рентабельность инвестиций для серийного производства. Вы избегаете дорогостоящих простоев и затрат на переоснащение, связанных с ремонтом изношенных алюминиевых форм, что эффективно снижает общую стоимость единицы продукции в течение срока службы инструмента.
Материальные ограничения и компромиссы при изготовлении прототипов

Каждое инженерное решение предполагает компромисс. Когда мы консультируем клиентов по прототипное литье под давлением проектам, мы должны внимательно изучить ограничения выбранного материала с учетом конкретных механических и бюджетных ограничений проекта. Не существует «идеального» материала для пресс-формы, есть только подходящий для ваших конкретных требований к объему и смоле.
Недостатки алюминия: износ и давление
Хотя алюминий является королем скорости форм для быстрого литья под давлением, его мягкость является его главной слабостью. Мы не можем относиться к QC-10 или 7075 алюминию так же, как к закаленной инструментальной стали.
- Чувствительность к абразивам: Если ваша деталь требует абразивных смол (таких как нейлон, наполненный стеклом, или полипропилен, наполненный минералами), алюминиевые поверхности будут быстро разрушаться. Это приводит к отклонению размеров и образованию заусенцев всего после нескольких сотен циклов.
- Пределы давления: Алюминий имеет более низкий предел текучести, чем сталь. Он не может выдерживать экстремальные усилия зажима и давление впрыска, необходимые для определенных высоковязких инженерных полимеров, без риска деформации полости пресс-формы.
- Повреждение поверхности: Поверхность пресс-формы более восприимчива к случайным повреждениям во время обработки, установки или удаления застрявших деталей по сравнению с более твердыми сплавами.
Недостатки стали: Инвестиции и скорость
Сталь - это золотой стандарт долговечности, но за это приходится платить. Твердость, которая делает сталь P20 или H13 такой надежной, также затрудняет ее обработку.
- Более высокая первоначальная стоимость: Стоимость сырья выше, и процесс механической обработки занимает больше времени.
- Увеличенные сроки выполнения: Резка, электроэрозионная обработка (EDM) и полировка твердой стали требуют времени. На нашем предприятии используется специализированное с тяжелой ЧПУ-обработкой оборудование для эффективной обработки этих твердых сплавов, но физика резки твердого металла просто занимает больше времени, чем резка алюминия.
- Тепловая инерция: Без конформных каналов охлаждения (которые увеличивают стоимость) сталь рассеивает тепло медленнее, чем алюминий, что потенциально увеличивает время цикла во время производства.
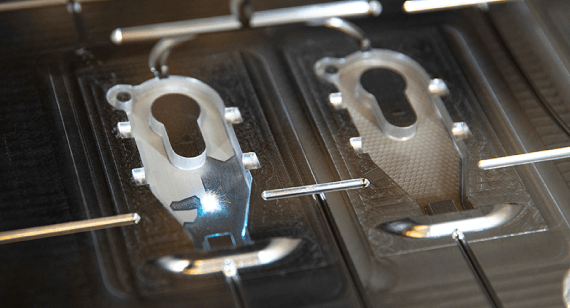
Гибридные подходы к оснастке
Мы часто используем стратегический компромисс, известный как гибридная оснастка или вставки MUD (Master Unit Die). В этом сценарии мы устанавливаем вставки из закаленной стали в стандартную алюминиевую основу пресс-формы.
Этот подход нацелен на зоны с высоким износом - такие как литники, стержни и полости - с прочной сталью, сохраняя при этом основную часть инструмента в экономичном алюминии. Это позволяет нам обрабатывать абразивные смолы и поддерживать более жесткие допуски, не прибегая к полной стоимости и срокам изготовления стальной основы пресс-формы 100%. Это часто самый разумный путь для мелкосерийного литья под давлением где сложность детали высока, но общий объем не оправдывает производственный инструмент класса А.
Выбор подходящего материала для вашего проекта
Выбор между алюминиевые против стальных форм для литья под давлением это не только вопрос технических предпочтений; это стратегическое бизнес-решение. В MS Machining мы ежедневно помогаем инженерам и менеджерам по закупкам в этом выборе. Цель — сопоставить инвестиции в инструмент с конкретной стадией жизненного цикла вашего продукта, чтобы избежать перерасхода на прототип или недостаточной спецификации производственного инструмента.
Расчет ROI на основе объема
Ожидаемый объем производства обычно является основным фактором при выборе материала. Необходимо рассчитать окупаемость инвестиций (ROI), сравнивая первоначальные затраты на инструмент с ожидаемым количеством деталей.
- Малый объем (< 2000 отливов): Для первоначальной проверки рынка или короткосрочного мостового инструмента прототипные формы из алюминия предлагается наилучшее соотношение цены и качества. Более низкие затраты на обработку позволяют выделить бюджет на другие нужды.
- Средний и высокий объем (> 10 000 отливов): Если существует высокая вероятность того, что инструмент потребуется эффективно эксплуатировать в течение нескольких лет, сталь становится экономически выгодным выбором несмотря на более высокую начальную цену.
Анализ сложности смолы и детали
Ваш выбор пластиковой смолы значительно влияет на долговечность формы. Материалы для прототипных форм должны быть совместимы с химическими и физическими свойствами инжектируемого материала.
- Абразивные смолы: Если ваш дизайн предполагает использование армированного стекловолокном нейлона, PEEK или других абразивных инженерных смол, алюминий рискованен. Эти материалы могут быстро изнашивать поверхность мягких форм, разрушая критические размеры. Здесь безальтернативна сталь.
- Мы не снимаем 80% титана с блока; мы обрабатываем только необходимые интерфейсы. Для деталей, требующих сложных кастомных обработок и точных допусков, сталь лучше сохраняет форму при высоких давлениях инжекции.
Балансировка строгих сроков и бюджета
Скорость выхода на рынок часто является решающим фактором. Поскольку алюминий быстрее рассеивает тепло и легче обрабатывается, он является предпочтительным для сжатых сроков.
- Вы получаете свободу проектирования при печати с точностью обработки. Алюминиевые формы могут быть вырезаны и отполированы за меньший срок по сравнению с закаленной сталью. Понимание преимуществ быстрого прототипирования помогает вам использовать эти быстрые циклы для быстрого итеративного проектирования.
- Бюджет: Если бюджет проекта ограничен, а дизайн все еще подлежит изменению, выбирайте алюминий. Это минимизирует финансовый риск, если форма потребуется изменить или утилизировать после тестирования.
Советы экспертов для оптимальной работы формы
Чтобы максимально эффективно использовать инструменты — будь то быстрый алюминиевый прототип или мостовая форма из P20 — требуется не только выбор материала. В MS Machining мы применяем ту же инженерную строгость к прототипу на 500 отливок, что и к формам для массового производства.
Фокус на проектировании для производительности (DFM)
Прежде чем мы начнем резать металл, критически важен анализ DFM. Для прототипного литья под давлением мы строго оцениваем однородность толщины стенок и уклоны. Хотя алюминий более терпим, он не справляется с глубокими вырезами или тонкими условиями безопасных стальных деталей так же хорошо, как более твердые металлы. Если ваша деталь имеет сложную геометрию, требующую самых точных допусков — подобно тому, что мы обеспечиваем для обработке военной техники и оборонных компонентов— мы часто рекомендуем конкретные изменения в дизайне или стальные вставки в зонах высокой износа, чтобы обеспечить выживание прототипа в процессе производства.
Роль точности ЧПУ и охлаждения
Эффективность цикла определяется тепловым управлением и точностью обработки.
- Каналы охлаждения: Мы используем наш парк из более 30 станков с ЧПУ для точной обработки линий охлаждения. Правильный дизайн охлаждения в алюминиевых формах может значительно превосходить плохо спроектированные стальные инструменты по скорости цикла.
- Точность обработки: Высокоскоростная 5-осевая обработка ЧПУ позволяет достигать превосходных поверхностных покрытий прямо с станка. Это уменьшает необходимость ручной доводки, сохраняя строгую размерную точность полости формы.
Контроль качества и валидация
Мы эксплуатируем три линии контроля качества для обеспечения соответствия каждого инструмента спецификациям до того, как смола попадет в форму.
- Алюминиевые инструменты: Мы проверяем, что линии разделения достаточно прочны, чтобы выдерживать давление впрыска без появления вспышек, что является распространенной проблемой при использовании более мягких сплавов.
- Инструменты из стали: Контроль качества сосредоточен на проверке твердости и стабильности размеров после термообработки.
Переход от прототипа к производству
Умные производители используют фазу прототипирования для снижения рисков при массовом производстве. Данные, собранные с вашего алюминиевого инструмента — такие как расположение ворот, время заполнения и возможные деформации — должны напрямую влиять на дизайн вашего штампа из закаленной стали. Такой подход, основанный на данных, сокращает разрыв между валидацией малых партий и массовым производством, что позволяет значительно сэкономить в долгосрочной перспективе.
Часто задаваемые вопросы (FAQ)
Как сравнить срок службы алюминиевого штампа с P20 сталью?
Когда речь идет о сроке службы инструмента, разрыв существенный. Стандартный прототип из алюминия обычно обеспечивает от 2 000 до 5 000 циклов. Он отлично подходит для проверки дизайнов или небольших пилотных запусков. В отличие от этого, инжекционные формы из стали P20 разработаны для долговечности, легко выдерживая 50 000 до 100 000+ циклов. Если ваш проект переходит за фазу валидации в низкообъемное производство, переход на сталь — единственный способ поддерживать стабильные размеры деталей без деградации инструмента.
Могу ли я использовать абразивные смолы с алюминиевым инструментом QC-10?
Мы настоятельно не рекомендуем использовать абразивные материалы, такие как стекловолоконный нейлон или PEEK, в алюминиевых формах. Хотя алюминиевый инструмент QC-10 более твердый, чем стандартные алюминиевые сплавы, абразивные стекловолоконные волокна действуют как наждачная бумага внутри полости формы. Это быстро разрушает ворота и мелкие детали, портит допуски инструмента. Для абразивных смол мы всегда рекомендуем использовать вставки из закаленной стали или полностью перейти на стальной инструмент, чтобы обеспечить долговечность формы.
Всегда ли алюминий дешевле стали для прототипов?
С точки зрения первоначальных затрат, алюминий почти всегда является экономичным выбором для прототипных инструментов. Поскольку алюминий мягче, наши машинисты могут обрабатывать его значительно быстрее, чем сталь, сокращая время работы станка на 30-50%. Однако, если ваш прототипный запуск требует высоких объемов, которые износили бы алюминиевый инструмент (что потребовало бы изготовления второго), общие затраты в конечном итоге могут превысить стоимость одного долговечного стального штампа.
Какое стандартное время выполнения для алюминиевых и стальных форм?
Основное преимущество алюминия — скорость. Используя наши возможности пятиосевой ЧПУ, мы можем часто завершить изготовление алюминиевых форм за от 5 до 15 дней. Стальные формы, из-за необходимости термической обработки и более медленных режимов обработки (ЭДМ), обычно имеют срок изготовления прототипной формы of от 4 до 8 недель. Если ваш срок ограничен и вам нужны детали к выставке или функциональному тесту на следующей неделе, алюминий — очевидный выбор.