

Difference Between 4-Axis CNC and 5-Axis CNC
When people ask about 4-axis CNC vs 5-axis CNC machining, they’re really asking three things:
- How complex can my parts be?
- How accurate and consistent will they be?
- How much is this going to cost?
In simple terms, the difference between 4-axis and 5-axis CNC comes down to how many directions the cutter can move and tilt while it’s machining your part:
- 4-axis CNC = 3 linear axes (X, Y, Z) + 1 rotary axis (usually A or B). The tool still points mostly straight down, while the part rotates. This is ideal for rotational parts, features around a cylinder, and machining multiple sides with fewer setups.
- CNC de 5 eixos = 3 linear axes + 2 rotary axes. The tool can not only move around the part, but also tilt and swivel into the cut, giving access to almost any angle. This is what you need for complex 3D surfaces, undercuts, impellers, turbine blades, and high-end medical or aerospace parts.
Search Intent Behind “4-Axis vs 5-Axis CNC”
Se você está procurando 4 axis CNC vs 5 axis CNC machining, you’re likely trying to:
- Decide which process is right for your part
- Understand why 5-axis CNC is more expensive
- Figure out whether 3-axis, 4-axis, or 5-axis is “enough” for your design
- Learn how axis count affects setup time, tolerances, and surface finish
My goal is to give you clear, real-world guidance so you can match your part geometry, budget, and timeline to the right machining strategy.
Who Should Care About 4-Axis vs 5-Axis CNC?
You should care about the difference between 4-axis and 5-axis CNC if you are:
- A mechanical or manufacturing engineer designing parts with tight tolerances or complex surfaces
- A product designer working on enclosures, housings, or organic shapes
- A buyer or sourcing manager comparing 4-axis CNC machine cost vs 5-axis machine hourly rate
- A startup founder or entrepreneur trying to balance performance and cost for prototyping or production
- A shop owner or operations lead planning investments in new equipment or deciding how to quote work
If you’re responsible for performance, cost, and lead time, axis count matters directly to your decisions.
How Axis Count Affects Complexity, Accuracy, and Cost
O number of CNC axes directly impacts what you can do and what you’ll pay:
-
Part complexity
- 4 eixos handles prismatic and rotational parts, pockets, holes on multiple sides, and helical features with fewer setups than 3-axis.
- eixo de 5 posições is built for complex 3D surfaces, compound angles, undercuts, and deep cavities where tool tilting is essential.
-
Accuracy and surface finish
- 4-axis CNC improves accuracy by reducing setups compared to 3-axis, which cuts down on stack-up error.
- CNC de 5 eixos can tilt the tool, use shorter, more rigid cutters, and maintain a more optimal tool angle, which typically yields better tolerances and surface finish, especially on contoured geometry.
-
Cost and pricing
- 4-axis machining usually has lower machine cost, lower hourly rate, and faster programming for suitable parts.
- centros de usinagem de 5 eixos has higher machine and CAM costs, and requires more skilled programming, but can reduce setups, fixtures, and overall cycle time for complex parts—often making it cheaper per part when the geometry truly needs it.
If your parts are mostly blocky, with features on a few sides, 4-axis CNC is often the sweet spot. If your parts are organic, highly contoured, or full of tricky angles, 5-axis CNC is usually the only way to hit the required performance without blowing up your schedule and budget.
Basics of CNC Axes in Machining
Quando falamos sobre 4-axis CNC vs 5-axis CNC machining, we’re really talking about how many directions the tool and part can move relative to each other. More axes = more freedom to reach complex geometry with fewer setups and better results.
What X, Y, Z Linear Axes Do
On any máquina CNC de 3 eixos, you get three straight-line moves:
- Eixo X – left and right
- Eixo Y – front and back
- Eixo Z – up and down
With just these three, you can:
- Mill flats, pockets, slots, and holes from the top side
- Profile 2D and “2.5D” shapes
- Hit tight tolerances on simple prismatic parts
This is the baseline for all 3-axis vs 4-axis vs 5-axis comparisons.
What Rotary Axes (A, B, C) Actually Add
Rotary axes let the part (or the tool) rotate, not just move in straight lines:
- Eixo-A – rotation around X
- Eixo-B – rotation around Y
- Eixo-C – rotation around Z
Adding these axes lets the machine:
- Rotate the part to machine multiple sides
- Tilt the tool to reach angled faces
- Approach features at better angles for rigidity and surface finish
This is the core of CNC rotary axis capability and why multi axis CNC is so powerful.
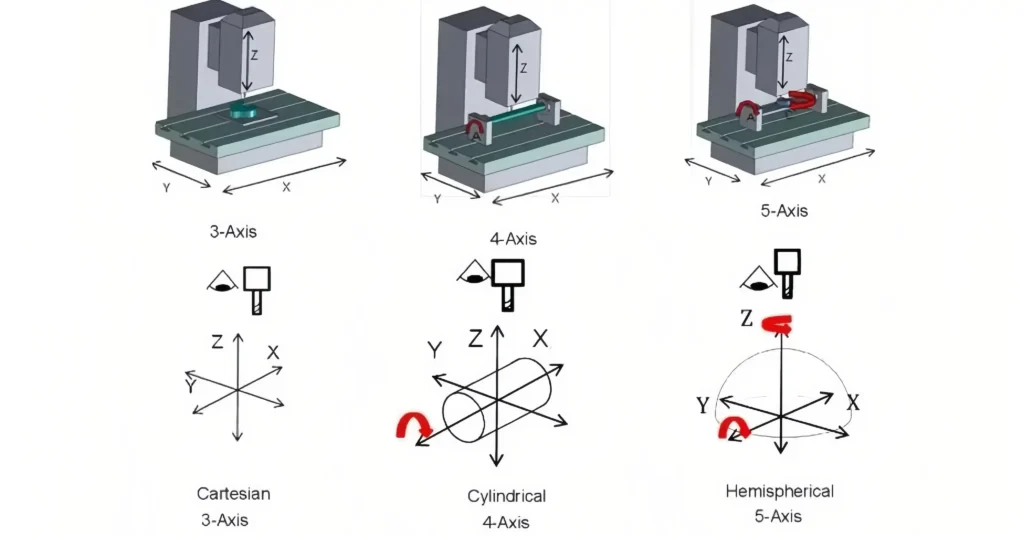
3-Axis vs 4-Axis vs 5-Axis in Simple Terms
Here’s the simple breakdown:
-
3-axis CNC
- Moves: X, Y, Z only
- Best for: Flat parts, simple pockets, basic contours
- Limits: Needs many setups for multiple sides
-
4-axis CNC
- Moves: X, Y, Z + 1 rotary axis (usually A or C)
- Best for: Shafts, cylindrical parts, patterns around a diameter, multiple sides in one setup
- Feels like: 3-axis plus a powered indexer/rotary
-
CNC de 5 eixos
- Moves: X, Y, Z + 2 rotary axes
- Best for: Complex 3D surfaces, undercuts, deep cavities, organic shapes
- Lets you: Aim the tool at almost any angle, often finish a complex part in one setup
If you need rapid, high-precision work on complex shapes, a shop with modern 4-axis and 5-axis CNC capabilities and strong process control, like our own serviços rápidos de usinagem CNC, often delivers the best mix of speed, accuracy, and cost for U.S. customers.
What is 4-axis CNC machining?
4-axis CNC machining is basically 3-axis milling (X, Y, Z) with one extra rotary axis added. That fourth axis lets the part rotate during machining, so we can hit multiple sides in fewer setups. In real jobs, 4-axis CNC sits in a sweet spot: more flexible than basic 3-axis, but cheaper and easier to program than full 5-axis CNC machining.
How 4-axis CNC movement works
On a typical 4-axis CNC, you have:
- X, Y, Z – linear movement of the cutting tool
- A or B axis – a rotary axis that rotates the part
In practice, that means we can:
- Rotate the part to machine different faces in one setup
- Executar helical machining on shafts, holes, and threads
- Cut features around the circumference of cylindrical parts
Most shops in the U.S. use 4-axis as either indexado (rotate, lock, then cut) or contínuo (rotate while cutting) depending on the part and tolerance requirements.
Common 4-axis machine configurations
You’ll usually see 4-axis mills in these setups:
- Rotary table on a vertical mill – the most common, great for prismatic parts
- 4-axis indexer – add-on rotary axis bolted to the table
- Horizontal mill with a rotary – strong for production and tombstone setups
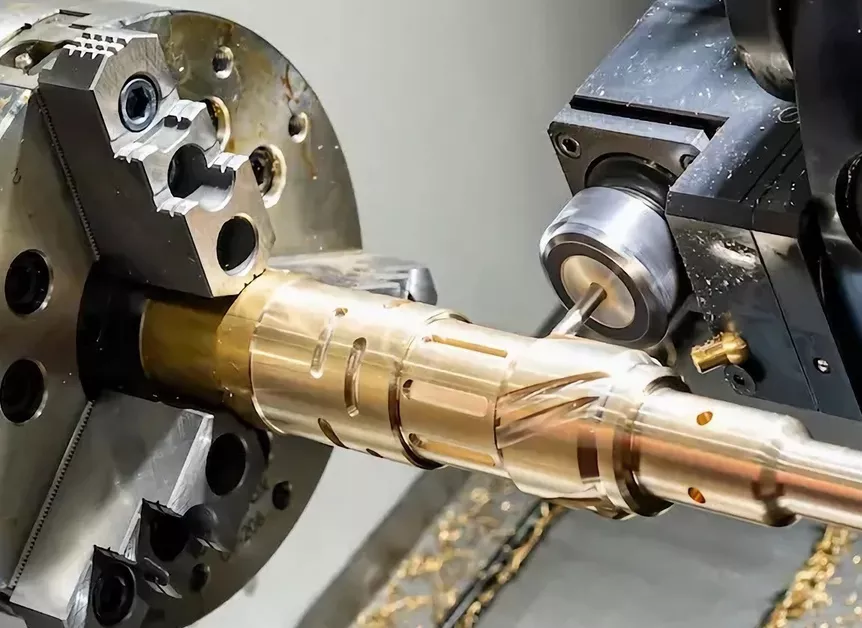
If you need tighter tolerances on rotational features, you pair 4-axis with usinagem CNC de alta precisão practices to hold consistent size and position across all faces (more like what you see here in our high-precision CNC machining capabilities).
Typical 4-axis CNC parts and features
4-axis CNC really shines on parts that are mostly prismatic with features on multiple sides, or cylindrical with features around the OD. Typical 4-axis parts include:
- Shafts with flats, keyways, or cross-holes
- Rotors, cams, gears, and splined components
- Manifolds and valve bodies with ports on several faces
- Enclosures and brackets that need machining on 3–4 sides
- Patterns around a cylinder, like slots, pockets, or text
For U.S. customers, 4-axis is usually the most cost-effective choice when you want fewer setups, solid accuracy, and repeatable quality—without paying 5-axis CNC pricing.
Key Capabilities of 4-Axis CNC Machining
 4-Axis-CNC-Machining
4-Axis-CNC-Machining4-axis CNC vs 5-axis CNC machining comes down to how much control you have over the part orientation. With 4-axis, you add one rotary axis (usually the A-axis), which massively boosts flexibility without the cost and complexity of full 5-axis.
Machining Multiple Sides in One Setup
With a 4-axis CNC, I can rotate the part around one axis and hit several sides in a single setup. That means:
- Fewer setups and less fixturing
- Better accuracy because I’m not re-clamping the part multiple times
- Faster turnaround on prismatic parts like blocks, plates, brackets, and manifolds
For high-precision work where you still want to control cost, pairing 4-axis with a solid process is a great fit, similar to how we approach peças usinadas com CNC de alta precisão.
Helical Machining and Cylindrical Parts
4-axis CNC really shines with anything that rotates:
- Helical machining for threads, grooves, and slots that wrap around a cylinder
- Cylindrical features like cams, gears, shafts, and rollers
- Engraving or milling logos and patterns around a round part
If your part has consistent features around a diameter, 4-axis CNC machining is usually the sweet spot.
Indexed vs Continuous 4-Axis Cutting
There are two main styles:
- Indexed (positional) 4-axis: The rotary axis moves to an angle, locks, then the machine cuts like a 3-axis. Great for multi-side machining of simple geometries.
- Continuous (simultaneous) 4-axis: The rotary axis turns while cutting. This is ideal for helical toolpaths, smooth contours around a cylinder, and more complex profiles.
Indexed 4-axis is simpler and cheaper to program. Continuous 4-axis gives better cycle times and smoother finishes on round and wrapped features.
Best Part Geometries for 4-Axis CNC
You’ll get the most value from 4-axis CNC milling when your parts are:
- Rotational or prismatic with features on multiple faces
- Cylindrical with grooves, flats, holes, or pockets around the OD
- Symmetrical around one axis, like valves, housings, and couplings
- Complex enough that 3-axis needs multiple setups, but not so extreme that 5-axis is necessary
For U.S. shops and buyers balancing performance and cost, 4-axis CNC is often the best choice for production runs of manifolds, enclosures, and round mechanical components—especially when you don’t truly need 5-axis-level access or undercut capability.
O que é usinagem CNC de 5 eixos?
 5-Axis-Machining-for-Precision-Manufacturing
5-Axis-Machining-for-Precision-Manufacturing5-axis CNC machining is CNC milling where the cutting tool or the part can move in five different axes at the same time: X, Y, Z (linear) plus two rotary axes (usually A, B, or C). In plain English, the tool can not only move left-right, forward-back, and up-down, but also tilt and rotate, giving you access to almost any face or angle of the part in a single setup.
For U.S. shops and buyers, 5-axis is what you use when parts have complex 3D surfaces, undercuts, deep cavities, or tight tolerance features that a 3-axis or 4-axis machine just can’t reach efficiently.
How 5-axis CNC movement works
On a 5-axis CNC, you still have the standard X/Y/Z motion, but you add two rotary motions that either:
- Rotate/tilt the mesa the part sits on
- Rotate/tilt the spindle/head holding the tool
- Or a combo of both, depending on machine style
This extra movement lets you:
- Keep the tool short and rigid (better accuracy and surface finish)
- Aim the tool normal (perpendicular) to a surface for higher-quality 3D contouring
- Reach features on multiple sides without constantly re-fixturing
If you’re pushing hard materials like titanium or doing aggressive CNC roughing, that tool orientation control pays off fast.
Simultaneous 5-axis vs 3+2 positional machining
When people compare 5 axis simultaneous machining vs 3+2 positional machining, they’re talking about how those rotary axes move:
-
Simultaneous 5-axis
- All 5 axes move together while cutting
- Best for turbine blades, impellers, organic surfaces, and advanced aerospace or medical components
- Highest flexibility and surface quality, but also the most demanding in CAM programming and verification
-
3+2 positional (indexed) 5-axis
- The two rotary axes move to an angle, then lock; cutting happens in 3-axis at that orientation
- Ótimo para multi-side machining in one setup without needing full-blown simultaneous 5-axis toolpaths
- Easier to program, lower risk, and often cheaper for shops to run
A lot of U.S. production work ends up being 3+2 because it offers a redução de configurações and better access without the cost and complexity of full-time simultaneous 5-axis.
Types of 5-axis CNC machines
There are a few main 5-axis machine configurations, and the best one depends on your parts:
-
Trunnion-style 5-axis
- Rotary axes are built into a tilting/rotating table
- Ideal para smaller to medium parts, prismatic or round, with features on multiple sides
- Very rigid and popular in job shops and high-mix, low-volume work
-
Swivel-head (tilting head) 5-axis
- The spindle tilts/rotates, and the table might just rotate or stay fixed
- Better for larger, heavier parts since the workpiece doesn’t have to swing around as much
- Common in aerospace structural work and large molds
-
Gantry 5-axis machining centers
- Bridge/gantry structure with 5-axis head over a big table
- Usado para large molds, aerospace panels, composite tools, and very large structures
Each style can run both simultaneous 5-axis e 3+2 positional machining; the real question is how big your parts are, how complex the geometry is, and how much accuracy and throughput you need.
Key capabilities of 5-axis CNC machining
5-axis CNC machining gives me much more control over tool orientation, which opens up capabilities you simply can’t hit with 3-axis or even 4-axis.
Access to almost any angle on the part
With 5-axis simultaneous machining, I can tilt and rotate the tool to reach features from nearly any direction without constantly reclamping the part. That means:
- Fewer setups and higher accuracy
- Easier access to angled holes, chamfers, and pockets
- Cleaner transitions on contoured or blended surfaces
This is a big reason industries like aerospace and medical lean so hard on 5-axis for critical components.
Handling undercuts and complex 3D surfaces
5-axis CNC shines when the geometry gets ugly—organic shapes, freeform surfaces, and undercuts that a straight tool just can’t reach. I can:
- Machine compound curves in one smooth toolpath
- Cut undercuts and hidden features with controlled tool tilt
- Reduce hand finishing on molds, dies, and turbine-style parts
Any time we’re talking complex 3D surfaces or “sculpted” shapes, 5-axis machining is usually the right call.
Improving tool life and tool access in deep features
Because I can tilt the tool instead of overreaching, 5-axis lets me:
- Usar shorter, stiffer tools in deep pockets and cavities
- Reduce chatter and deflection, improving dimensional accuracy
- Extend tool life and improve surface finish in tough materials
That combination—better tool access and less stress on the cutter—directly lowers cost per part on challenging jobs. If you want a quick refresher on how CNC works at a high level before going deep into 5-axis, I break that down here in our guide on how CNC machining works and what CNC stands for.
Best part geometries for 5-axis CNC
5-axis CNC is usually the best fit when your parts have:
- Superfícies 3D complexas (aerospace, medical, consumer hardware)
- Multiple critical faces that must relate tightly to each other
- Deep pockets, steep walls, or tight corners that are hard to reach
- Angles and undercuts that can’t be hit from just one or two directions
In the U.S. market, I typically recommend 5-axis when you’re working on high-value parts—like turbine blades, orthopedic implants, or high-end housings—where performance, tolerance, and finish matter more than rock-bottom cost on each simple feature.
4-axis vs 5-axis CNC: core differences
Quando falamos sobre 4-axis vs 5-axis CNC machining, we’re really talking about control, part access, and cost. Here’s how they stack up in real shop terms.
Number of axes & degrees of freedom
- 4-axis CNC = X, Y, Z + 1 rotary (usually A or B)
- Great for rotary parts, basic 3D surfaces, and machining multiple sides in one clamp.
- CNC de 5 eixos = X, Y, Z + 2 rotary (A/B/C)
- Lets you tilt and rotate the part or the tool, giving you many more degrees of freedom to hit complex angles and surfaces.
Tool orientation & reach into the part
- 4-axis CNC
- Tool stays mostly vertical; the part rotates.
- Limited when you need to tilt the tool into deep pockets, steep walls, or undercuts.
- CNC de 5 eixos
- You can change tool angle on the fly, which is huge for:
- Deep cavities and narrow pockets
- Organic, contoured surfaces
- Undercuts and twisted geometries
- You can run shorter, more rigid tools, which improves accuracy and surface finish.
- You can change tool angle on the fly, which is huge for:
Setup requirements & part accessibility
- 4 eixos
- Fewer setups than 3-axis, but many complex parts still need multiple clamps and second ops.
- You may need creative fixtures or extra ops for features on odd angles.
- eixo de 5 posições
- Many parts can be done in a single setup, especially in aerospace, medical, and complex tooling.
- Less handling = less risk of stack-up error and damage, and faster turnaround for high-value parts like turbine blades or orthopedic implants.
If you’re working with difficult materials like titanium and complex geometries, the reach and flexibility of eixo de 5 posições can be a real cost saver compared to multiple 3- and 4-axis setups, especially when paired with a capable shop that understands titanium CNC machining fluxos de trabalho.
Programming complexity: 4-axis vs 5-axis
- 4-axis CNC programming
- Typically easier, often just adding a rotary index or simple simultaneous moves.
- Standard 3D CAM with a 4th-axis module handles most use cases.
- 5-axis CNC programming
- More complex toolpaths, collision checks, and simulation.
- Needs stronger CAM software and experienced programmers, which is why centros de usinagem de 5 eixos usually carries a higher hourly shop rate.
In short: 4-axis CNC is the cost-effective choice for prismatic and rotational parts with moderate complexity. CNC de 5 eixos is the go-to when tool access, part geometry, and accuracy demands make anything less feel like forcing it.
Comparison table: 4-axis vs 5-axis CNC
Use this side‑by‑side comparison to quickly decide whether 4-axis CNC or 5-axis CNC machining is the better fit for your part and budget.
4-axis vs 5-axis CNC machining at a glance
| Item | 4-axis CNC | CNC de 5 eixos |
|---|---|---|
| Axes & motion | X, Y, Z + 1 rotary (A or B) | X, Y, Z + 2 rotary (A/B/C), full 5-axis simultaneous |
| Motion style | Indexing + optional continuous 4th axis | 3+2 positional and/or full 5-axis simultaneous machining |
| Part complexity | Medium–high; prismatic + simple 3D & cylindrical | Very high; organic shapes, undercuts, multi-angle features |
| Geometry handling | Great for parts you can “spin” or index around 1 axis | Handles “from every angle” parts and deep 3D contours |
| Tempo de configuração | Fewer setups than 3-axis; still may need 2–3 sides | Often true one‑and‑done setups for complex parts |
| Workholding needs | Standard vises + 4th‑axis indexer or rotary fixture | More specialized trunnions/fixtures, but fewer total fixtures |
| cURL Too many subrequests by single Worker invocation. To configure this limit, refer to https://developers.cloudflare.com/workers/wrangler/configuration/#limits | Short for simpler 4-axis parts; may add time for re‑clamps | Shorter on complex parts because of fewer operations |
| Exatidão | High; can tighten tolerances with good fixturing | Highest on complex parts due to single setup and fewer re‑clamps |
| Acabamento superficial | Very good on flats and simple curves | Excellent on complex 3D surfaces and blended contours |
| Programming time | Faster; simpler toolpaths, basic 4-axis CAM | Longer; advanced 5-axis CAM, more simulation |
| CAM requirements | Mid‑range CAM with 4th‑axis module | High‑end CAM with 5-axis simultaneous & verification |
| Typical tolerances | ±0.001″ to ±0.002″ common production; tighter possible | ±0.0005″–±0.001″ achievable on premium 5-axis setups |
| Best fit | Rotational/prismatic parts, manifolds, shafts | Aerospace, medical, molds, impellers, complex housings |
For more detail on how we hold tight tolerances and balance prototype vs production pricing on multi‑axis work, you can check our short CNC milling prototype vs production guide.
Advantages of 4-Axis CNC Machining
4-axis CNC machining sits in a sweet spot between basic 3-axis and expensive 5-axis. For a lot of U.S. shops and OEMs, it’s the most cost-effective way to get real multi-axis capability without blowing up the budget.
Fewer setups than 3-axis
Compared with 3-axis, a 4-axis CNC lets me:
- Rotate the part around a rotary axis instead of reclamping it multiple times
- Machine 2–4 sides of a part in one setup
- Cut down on stack-up error from moving the part between fixtures
That means better accuracy, shorter lead times, and less chance of operator mistakes.
Strong fit for rotational and prismatic parts
4-axis CNC is ideal for:
- Shafts, pins, flanges, and couplings
- Manifolds, brackets, and simple housings
- Parts with holes or features spaced around a cylinder
If you’re in automotive or power transmission and need consistent, repeatable parts, a well‑dialed 4-axis setup can handle a huge share of your work, especially when combined with serviços de engenharia CNC de precisão.
Faster programming for suitable parts
Compared to 5-axis:
- Toolpaths are simpler and easier to verify
- Fewer tool orientation changes to manage
- CAM time is lower, so you get quotes and production started faster
For repeat jobs and production runs, that reduced programming overhead adds up quickly.
Lower investment and operating costs
4-axis CNC machines:
- Cost significantly less to buy than 5-axis equipment
- Use more standard tooling and fixtures
- Typically have lower hourly rates and maintenance costs
If you’re watching ROI and don’t truly need 5-axis simultaneous machining, 4-axis often delivers the best cost-per-part.
Where 4-axis CNC really shines
4-axis CNC shines when you need:
- High accuracy on rotational or prismatic parts
- Multi-sided machining without 5-axis complexity
- Competitive pricing on small to medium production volumes
For example, many stainless steel flanges, manifolds, and shafts can be completed efficiently with 4-axis usinagem CNC de aço inoxidável—with tight tolerances, clean surface finish, and solid repeatability, without paying 5-axis rates.
Limitations of 4-axis CNC machining

4-axis CNC machining is powerful, but it does hit some hard limits you need to respect.
Restricted approach angles
With only one rotary axis, the tool can’t freely tilt around the part. That means:
- You’re mostly attacking features from the “side” or “top,” not from complex compound angles.
- Steep walls, deep cavities, and angled features often need compromises in tool length or strategy.
- Surface finish on tricky areas may suffer compared to true 5-axis CNC machining.
Challenges with undercuts and compound curves
4-axis CNC vs 5-axis CNC really shows its gap when you get into organic shapes and undercuts:
- Undercuts, hook shapes, and reverse tapers are usually impossible or require special form tools.
- Freeform 3D surfaces (like turbine-style shapes) are harder to reach consistently.
- You’ll often see more tool marks because you can’t keep the tool perfectly oriented to the surface.
When secondary operations are still required
Because of access limits, 4-axis CNC milling often needs backup processes:
- Extra setups on a 3-axis mill, manual machining, or EDM to finish hidden areas.
- Additional fixtures and re-clamping, which adds time, risk, and tolerance stack-up.
- More inspection steps to verify features hit in different setups. Good CNC fixtures and workholding help, but they don’t remove the axis limitation.
When 4-axis starts to fall short
You should see 4-axis CNC as “enhanced 3-axis,” not a full replacement for 5-axis:
- Parts with lots of compound angles, organic surfaces, or deep internal features are strong candidates for 5-axis.
- Tight tolerances across multiple faces in one go are harder to hold when you’re forced into multiple setups.
- If you’re constantly fighting reach, chatter, or doing multiple ops to get at features, that’s the point where stepping up from 4-axis CNC to 5-axis CNC machining usually makes more sense.
Vantagens da usinagem CNC de 5 eixos

Single-setup machining for complex parts
With 5-axis CNC machining, I can hit most faces and features in a single setup. That means:
- Fewer fixtures and re-clamps
- Less stack-up error from moving the part
- Tighter geometric relationships between features (true position, profile, etc.)
For complex 3D parts, this “one-and-done” approach usually beats trying to juggle multiple 3-axis or 4-axis setups.
Better surface finish with shorter tools
Because 5-axis lets me tilt the tool toward the surface, I can:
- Use shorter, more rigid cutters in deep pockets
- Reduce chatter and deflection
- Improve surface finish and hold tighter size in thin walls and tall features
If you’re fighting part deformation or chatter, the same logic that applies in thin-wall complex machined parts is exactly where 5-axis really pays off.
Higher accuracy on organic and contoured shapes
For organic surfaces, impellers, turbine blades, medical implants, and freeform housings, 5-axis CNC:
- Keeps the tool normal (or near-normal) to the surface
- Maintains constant step-over and chip load
- Delivers more accurate geometry and smoother blending across curves
You simply can’t hit this level of control on compound curves with 3-axis or basic 4-axis.
Reduced fixturing, handling, and human error
Because the machine does the re-orienting, not the operator:
- Fewer custom fixtures are needed
- Less manual handling means fewer mistakes and scrapped parts
- Setup time drops on repeat jobs, and overall process stability goes up
For U.S. shops running high-mix, low-volume work, that reliability and repeatability is a big cost saver.
Industries that rely on 5-axis CNC
5-axis CNC machining is now standard in sectors where complexity and precision are non-negotiable, including:
- Aeroespacial: turbine blades, structural components, blisks
- Medicina: orthopedic implants, surgical instruments, custom guides
- Defense & Optics: precision housings, mounts, and optical components
- Molde & Matriz: high-end molds with complex parting lines and surfaces
- Energia: impellers, pump components, and flow-critical geometries
If your parts look anything like these, 5-axis isn’t a luxury—it’s usually the right tool for the job.
Limitations of 5-Axis CNC Machining
Higher machine and tooling costs
5-axis CNC machines are a serious investment. You’re paying for extra axes, tighter mechanics, advanced controls, and high-end probing. On top of that, you’ll often need:
- Specialty 5-axis workholding and fixtures
- Precision holders, shrink-fit or hydraulic tooling
- More frequent calibration and maintenance
For many standard prismatic parts, a well-set-up 4-axis CNC can hit the same tolerances for a much lower capital cost.
Longer programming and simulation time
5-axis simultaneous machining and 3+2 positional work demand more CAM horsepower and engineering time:
- Toolpaths are more complex and require robust 5-axis CAM software
- Collision checks, clearance, and axis limits need deeper simulation
- Post-processing and verification take longer before you cut the first chip
That extra front-end time is worth it on complex, high-value parts, but not on simple brackets or plates.
Steeper learning curve for operators
Running 5-axis CNC is not entry-level:
- Operators and programmers need strong fundamentals in multi-axis motion
- Mistakes are more expensive because crashes can damage costly rotary tables and spindles
- Shops must invest in training, procedures, and often a more senior programming team
If your team is still building confidence on 3- and 4-axis, jumping straight to 5-axis can slow you down instead of speeding you up.
Higher hourly machining rates
Because of the higher machine cost, tooling, and skill required, 5-axis CNC machining almost always carries a higher shop rate per hour. You’ll see this reflected in:
- Higher quoted hourly rates from service providers
- Premium pricing on low-quantity, highly complex 5-axis parts
However, on parts that replace multiple setups and operations, the total part price can still be competitive or even lower.
When 5-axis may be overkill
5-axis CNC is not always the smart move. It’s overkill when:
- Parts are mostly 2.5D or simple 3D with no tricky undercuts
- All features are reachable with a 3-axis or 4-axis setup in one or two clamps
- Tolerances are moderate and don’t justify premium equipment
- You’re machining simple shafts, flanges, or brackets at scale
In these cases, a strong 4-axis CNC program or even a combination of milling and turning (backed by good ferramentas de torneamento CNC) often delivers better ROI with faster quoting and lower part cost.
Cost comparison: 4-axis vs 5-axis CNC
When you compare 4-axis vs 5-axis CNC machining, you’re really balancing machine cost, engineering time, and per-part efficiency. Here’s how the numbers usually shake out in the U.S. market.
Machine acquisition and maintenance costs
- 4-axis CNC machine cost
- Lower purchase price (often a 3-axis mill with a 4th-axis rotary added).
- Easier to maintain, more shops can service them, and parts are cheaper.
- 5-axis CNC machine cost
- Significantly higher upfront investment (full 5-axis machining center or trunnion-style machine).
- More complex components, higher maintenance, and tighter calibration requirements.
- Result: If you don’t need 5-axis performance, the capital cost alone favors 4-axis.
Tooling, fixtures, and setup investment
- 4-axis CNC
- Simpler fixtures, often multiple setups and sides.
- You may need several dedicated fixtures for different operations.
- CNC de 5 eixos
- More expensive workholding, but you typically need fewer fixtures overall.
- Single-setup machining can eliminate multiple vices, plates, and custom fixtures.
- Result: 4-axis wins on per-fixture cost; 5-axis wins by reducing how many fixtures and setups you need.
Programming effort and engineering time
- 4-axis programming complexity
- CAM programming is faster for prismatic and cylindrical parts.
- Less need for advanced simulation; shorter engineering lead time.
- 5-axis programming complexity
- Requires stronger CAM software and experienced programmers.
- More time for toolpath optimization and collision checks, especially for usinagem simultânea de 5 eixos.
- Result: Engineering time is cheaper and faster with 4-axis, unless your geometry clearly demands 5-axis.
Per-part pricing factors
Shops in the U.S. typically price serviços CNC de 5 eixos higher on an hourly basis, but that doesn’t always mean a higher final part cost.
Key drivers:
- 4-axis per-part cost drivers
- More setups and handling.
- Longer cycle times for complex parts.
- Extra operations (EDM, hand deburr, second op) when access is limited.
- 5-axis per-part cost drivers
- Higher hourly machine rate.
- Higher amortized CAM/programming cost per job.
- But: fewer setups and shorter cycle time on complex parts.
If your parts are simple, 4-axis is cheaper. If they’re complex and require several operations, 5-axis often lands at the same or lower per-part cost.
How part volume and complexity change the math
- Low volume + simple geometry
- 4-axis (or even 3-axis) is almost always the most economical.
- Low volume + complex geometry
- 5-axis may cost more per piece, but it’s often the único practical way to hit tolerances and surface finish.
- High volume + complex geometry
- 5-axis usually wins: lower cycle times, fewer setups, and less labor stack up quickly.
- High mix, low volume (job shop work)
- The decision depends on how many sides, angles, and deep features each part has.
When 5-axis actually saves money overall
5-axis CNC starts to save money overall quando:
- The part needs 3+ setups on a 4-axis to reach all features.
- There are deep pockets, undercuts, or complex 3D surfaces that force long tools or extra secondary ops.
- Tolerances stack up across multiple setups and cause scrap or rework.
- You’re running repeat production, and the upfront programming cost can be spread across many parts.
For complex aerospace, medical, and precision housings, we often see Usinagem CNC de 5 Eixos provide a lower total cost once you include scrap reduction, setup time, and labor. If you’re weighing costs for a real project, it’s smart to ask your machining partner to quote both 4-axis and 5-axis options and explain the tradeoffs. A capable shop that specializes in Serviços de usinagem CNC de 5 eixos will usually break down where the extra cost shows up and where it gets paid back through fewer setups and shorter cycles.
Applications for 4-axis CNC machining
4-axis CNC machining hits a sweet spot for U.S. manufacturers who need precision, speed, and reasonable cost without going full 5-axis. By adding a rotary axis, we can machine multiple faces and complex cylindrical features in fewer setups, which directly cuts labor and per-part cost.
Automotive and power transmission components
4-axis CNC is a workhorse for rotational and prismatic automotive parts:
- Transmission housings and cases
- Yokes, flanges, and couplings
- Spline shafts and hubs
- Pulleys, rotors, and brake components
The rotary axis lets us wrap features around a part, hold tight tolerances on concentricity, and reduce setups—key when you’re trying to a reduzir custos de usinagem CNC in production or high-mix builds. For deeper cost control and quoting strategy, we share more in our guide on reducing CNC machining costs in production.
Consumer electronics and enclosure machining
For electronics and hardware brands, 4-axis CNC machining is ideal when you need clean, repeatable enclosure work:
- Aluminum and magnesium device housings
- Rounded and chamfered edges around the perimeter
- Side ports, connector cutouts, and logo features
- Precision mounting features on multiple faces
We can rotate the enclosure and hit 3–4 sides in one setup, improving alignment and cosmetic quality while keeping lead times tight.
Hydraulic manifolds and fluid components
4-axis CNC shines on hydraulic manifolds and other fluid power parts that need accurate intersecting passages:
- Hydraulic blocks and valve bodies
- Pneumatic manifolds
- Pump and valve housings
Using the rotary axis, we drill and mill from multiple orientations without constant re-fixturing, which improves flow-path alignment and dramatically reduces the chance of human error.
Custom shafts, gears, and cams
When you’re dealing with long, rotational parts, 4-axis CNC machining is often the most efficient choice:
- Custom shafts with keyways, flats, and cross-holes
- Timing pulleys and gear blanks
- Cam profiles and eccentric features
The rotary axis lets us index or continuously rotate the part for helical machining, splines, and wrapped features—perfect for power transmission and motion control components.
Best use cases: production vs prototyping
Here’s when 4-axis CNC makes the most sense:
-
Production runs
- Medium to high volumes of similar parts
- Rotational parts or prismatic parts with side features
- When you want fewer setups and more repeatable quality
-
Protótipo
- Functional prototypes of shafts, manifolds, and enclosures
- Early-stage design where you want close-to-production processes
- Parts that might later move to 5-axis only if geometry truly demands it
In short, if your part is mostly prismatic or rotational with features around the outside—and you care about cost, lead time, and solid accuracy—4-axis CNC machining is usually the most practical and profitable choice.
Applications for 5-Axis CNC Machining
5-axis CNC machining really earns its keep when parts are complex, critical, and expensive to get wrong. Here’s where it shines in the U.S. market:
Aerospace turbine and structural parts
For aerospace, 5-axis CNC machining is almost non‑negotiable. Turbine blades, blisks, and complex structural brackets need:
- Continuous 5-axis machining to follow twisted airfoil shapes
- Tight tolerances on lightweight, thin‑wall structures
- Excellent surface finish for airflow and fatigue life
Aluminum, titanium, and high-temp alloys all benefit from shorter tools and smarter tool angles that 5-axis allows.
Medical implants and surgical instruments
Orthopedic implants (hips, knees, spine), dental components, and surgical tools demand:
- Organic, contoured 3D shapes that must match anatomy
- Smooth surfaces and blend‑free transitions for biocompatibility
- Consistent accuracy in small batch and high-mix production
5-axis CNC is ideal for complex cobalt-chrome, titanium, and stainless medical parts where traceability and repeatability are critical.
Defense, optics, and precision housings
Defense and optics hardware rely on 5-axis machining for:
- Precision housings with features on multiple faces
- Complex internal cavities and undercuts
- Tight alignment between bores, optics seats, and mounting faces
Compact multi-axis setups also help protect IP by keeping everything in‑house with fewer setups and fewer people touching the part.
High-end molds, dies, and tooling
Mold and die work is all about surface quality and accuracy. 5-axis CNC machining enables:
- Smooth 3D surfaces with fewer cusps and less hand polishing
- Better reach into deep cavities using shorter tools
- Faster turnaround on complex injection molds, die-casting tools, and trim dies
For U.S.-based shops, that speed and finish are often what justifies the higher 5-axis hourly rate.
Energy-sector impellers and blisks
Pumps, compressors, and turbines in oil & gas and power generation use:
- Impellers and blisks with twisted blades and tight flow paths
- Tough materials like Inconel and stainless that require rigid setups
- True 5-axis simultaneous machining to hit all blade surfaces in one setup
If you’re running high-value production or mass production CNC machining in these sectors, 5-axis gives you repeatable quality, lower risk, and better performance-critical surfaces.
How to choose between 4-axis and 5-axis CNC

When you’re stuck between 4-axis CNC vs 5-axis CNC machining, don’t start with the machine — start with the part. Here’s a simple, no-nonsense way I look at it.
Quick checklist: part geometry and features
Lean toward 4-axis CNC quando:
- The part is mainly prismatic or cylindrical.
- You just need to machine multiple sides (e.g., 4 faces around a block or features around a shaft).
- No deep undercuts or compound curves that require extreme tool tilts.
- Holes and features line up around a single rotary axis (indexing or simple 4-axis milling).
You probably need Usinagem CNC de 5 Eixos quando:
- Você tem complex 3D surfaces, organic shapes, blades, or sculpted contours.
- There are rebaixos or features that can’t be reached from simple rotations.
- Multiple features need access from many different angles on one setup.
- You’re designing aerospace, medical, or high-end tooling components with tight geometry and tricky access.
Tolerances, surface finish, and material
Escolha 4 eixos se:
- Tolerances are standard (e.g., ±0.002″–±0.005″) and surfaces are mostly planar or simple contours.
- Surface finish isn’t cosmetic-critical, or you’re okay with light secondary finishing.
- Materials are common (aluminum, mild steels) and tool reach isn’t extreme.
Escolha eixo de 5 posições se:
- You’re chasing tight tolerances across multiple faces in one setup (stack-up error matters).
- Você quer premium surface finish on curved/3D surfaces using shorter, stiffer tools.
- You’re cutting challenging materials (titanium, Inconel, hardened steels) where poor tool access kills tool life and finish.
Production volume and lead time
Go 4-axis CNC quando:
- Parts are simple-to-medium complexity, and you can live with 2–3 setups.
- You’re running higher volumes of repeatable parts where cycle time is important but not critical to the second.
- Lead times are reasonable and you’re not fighting extreme schedule pressure.
Go CNC de 5 eixos quando:
- Parts are complex, low-to-medium volume, and you need fewer setups to hit the deadline.
- You’re doing high-mix, low-volume work and want to slash setup and handling time.
- Prototype-to-production transitions need to be fast with minimal fixturing changes.
Budget limits vs long-term value
In the U.S. market, hourly rates and machine costs matter a lot:
Go 4 eixos se:
- You want the lowest per-hour machining cost and simpler programming.
- The part doesn’t truly need multi-angle tool orientation.
- You’d rather accept a couple of extra setups than pay 5-axis rates.
Invest in eixo de 5 posições se:
- The part would otherwise require complex fixtures, multiple machines, or many manual setups.
- You care about long-term cost per part, not just the quote line item.
- The risks of misalignment, handling damage, or poor surface finish outweigh the higher machine rate.
If you’re unsure, send the model and requirements to your machining partner and have them walk through 4-axis vs 5-axis CNC options with you. For very complex or tight-tolerance work, especially in aerospace or defense, I usually recommend a shop that’s already set up for complex CNC machining and precision metal parts fabrication, like those specializing in high-precision metal parts machining services.
Questions To Ask Your CNC Machining Partner
When you’re deciding between 4-axis vs 5-axis CNC machining, the shop you pick matters just as much as the machine. Here’s exactly what I’d ask any CNC partner in the U.S. before sending a PO.
1. Capabilities and Machine Configurations
Ask them to be specific:
- What exact machines do you run? (brands, travel, spindle speed, 4-axis indexer, trunnion-style 5-axis, swivel-head, gantry, etc.)
- Do you offer both 4-axis CNC and 5-axis CNC machining? When do you choose one over the other?
- What materials do you reliably hold tolerance in? (aluminum, stainless, titanium, Inconel, plastics)
- What typical tolerances and surface finishes can you hit on multi-axis work?
You want a shop that’s honest about where 3-axis, 4-axis, and 5-axis make sense—and actually owns the right mix of equipment. If you’re looking for high-precision multi-axis milling plus turning support, a shop like our CNC turning precision parts service can be a strong complement.
2. Experience With Similar Parts and Materials
You’re not buying machine time—you’re buying experience:
- Have you machined parts like mine before? (show them models/prints)
- What industries do you mostly serve? (aerospace, medical, automotive, electronics, energy)
- Can you share examples of similar 4-axis vs 5-axis CNC projects?
- How do you manage distortion, warping, or burrs on my material?
For U.S. buyers, this is where you separate a general job shop from a real multi-axis partner that understands tight deadlines, PPAP, FAI, and documentation.
3. How They Quote 4-Axis vs 5-Axis CNC Jobs
The way they quote tells you how they think:
- Do you quote both 4-axis and 5-axis options when possible and explain the trade-offs?
- What drives my price more—machine type, setup time, or programming time?
- What’s your typical hourly rate difference between 4-axis and 5-axis CNC?
- How does part volume change your recommendation? (prototype vs production)
You want transparency: sometimes 5-axis costs more per hour but wins on fewer setups, shorter lead time, e better accuracy overall.
4. DFM Support Before Cutting Chips
Real savings happen before the first chip:
- Will you review my CAD and give DFM feedback for 4-axis vs 5-axis?
- Can you suggest small design tweaks to reduce setups or simplify fixturing?
- Do you flag features that will force 5-axis simultaneous machining versus 3+2 positional machining?
- How early can we loop you into the design process?
A strong multi-axis CNC partner will proactively tell you when a part is 4-axis-friendly and when 5-axis is genuinely necessary—and will help you avoid expensive geometry. If you want to understand how we approach this as a U.S.-focused shop, you can see more about our process on our about us page.
Design tips for multi-axis CNC machining (4-axis vs 5-axis)
When we design parts for 4-axis CNC vs 5-axis CNC machining, we focus on one thing: getting you the function you need with the lowest total cost per part.
DFM guidelines for 4-axis-friendly parts
Para 4-axis CNC machining, assume we can rotate the part around one extra rotary axis, but not “tilt” the tool to every angle.
Design for 4-axis when:
- The part is mostly prismatic or cylindrical
- Features are arranged around one main axis (like manifolds, shafts, flanges)
4-axis CNC DFM tips:
- Group side features around 90° increments so we can index and cut in a few positions.
- Mantenha hole axes radial or parallel to X/Y/Z when possible; avoid odd compound angles.
- Usar consistent diameters and step transitions on shafts; that speeds up rotary cutting.
- Avoid deep, skinny pockets that require extreme tool reach; break them up or shallow them out.
- Adicionar flat pads or bosses where we need to clamp or locate the part.
If you’re new to CNC in general, it helps to understand the basics of CNC milling and multi-axis capabilities before you finalize your design.
DFM guidelines for 5-axis-friendly parts
Para Usinagem CNC de 5 Eixos, we can tilt the tool to almost any angle. That doesn’t mean the design should be wild; it means you can use complexity where it truly matters.
Design for 5-axis when:
- Você tem organic 3D surfaces, impeller-style blades, or turbine-like geometries
- There are undercuts, deep pockets, or compound-angle holes that 4-axis can’t reach
5-axis CNC DFM tips:
- Mantenha wall angles ≥ 10–15° where possible to avoid ultra-thin fragile walls.
- Usar arredondamentos generosos in internal corners; this improves tool access and surface finish.
- Combine features into a single setup orientation instead of adding extra parts and assemblies.
- Mantenha critical features close together to benefit from single-setup accuracy.
- Avoid unnecessary “scallop” textures or micro-details that explode cycle time unless functional.
If you want to compare how we use 5-axis vs traditional CNC for complex shapes, check our breakdown of 5-axis CNC machining vs traditional CNC.
How to simplify models without losing function
The fastest way to lower cost in both usinagem CNC de 4 e 5 eixos is to simplify the CAD model:
- Remove non-functional cosmetics: tiny chamfers, logo pockets, sharp internal corners.
- Replace complex curves with simple arcs and blends where function allows.
- Standardize hole sizes to common drill diameters; avoid fractional “in-between” sizes.
- Convert tight, non-critical tolerances (like ±0.0005″) to realistic ones (like ±0.002″) when possible.
- Minimize the number of separate setups a part obviously needs—if you see more than 2–3, we should talk about redesign.
Balancing aesthetics, strength, and machinability
For US customers, especially in consumer products and hardware, we see a lot of “looks-first” designs. We can absolutely machine them, but we tune them for manufacturability.
How we balance it:
-
Estética
- Usar consistent radii and chamfers that are easy to tool.
- Design visible faces to be accessible from a single primary side for better surface finish.
-
Resistência
- Adicionar ribs, fillets, and smooth transitions instead of sharp internal corners to cut stress and machining time.
- Avoid ultra-thin walls (<0.03″ in aluminum, <0.04″ in steel) unless absolutely necessary.
-
usinabilidade
- Choose materials that match function: 6061/7075 aluminum and common steels machine faster and cheaper.
- Mantenha tool reach ≤ 3× diameter for most critical features to avoid chatter and poor finish.
If you’re unsure whether a part is better suited for 4-axis CNC vs 5-axis CNC, send the model and we’ll tell you where the cost is coming from and what to tweak before you cut chips.
Future trends in multi‑axis CNC machining
Multi‑axis CNC is moving fast, and the gap between 4‑axis vs 5‑axis CNC machining is closing as tech gets smarter and more automated.
Automation and palletized 4‑axis and 5‑axis cells
We’re seeing more fully automated cells built around 4‑axis and 5‑axis machining centers:
- Pallet systems and robots load/unload parts 24/7, cutting labor cost per part.
- Standardized CNC fixtures and zero‑point workholding make changeovers fast and repeatable, which is huge for high‑mix, low‑volume work in the U.S.
- Lights‑out cells let shops run complex 4‑axis and 5‑axis jobs overnight, reducing lead times for local customers.
If you care about setup time and consistency, palletized multi‑axis cells are becoming the default, not the exception.
AI‑driven CAM, simulation, and collision avoidance
Programming used to be the biggest barrier to 5‑axis CNC machining. That’s changing:
- AI‑assisted CAM suggests toolpaths, feeds/speeds, and even chooses between simultaneous 5‑axis vs 3+2 positional machining.
- Real‑time simulation and collision avoidance drastically reduce risk when working close to fixtures on trunnions and rotary tables.
- Automatic optimization improves acabamento de superfície e tempo de ciclo without needing a senior programmer to touch every detail.
This makes multi‑axis CNC more predictable, especially for complex aerospace, medical, and mold work where scrap is expensive.
Hybrid additive–subtractive CNC systems
Hybrid machines that combine additive manufacturing and CNC milling are becoming more practical:
- Build near‑net‑shape parts additively, then finish critical surfaces with 5‑axis machining.
- Ideal para repairing high‑value parts like turbine components or molds instead of scrapping them.
- Great for design teams that iterate quickly and still need tight CNC machining tolerances on key features.
This approach cuts material waste and shortens time from design to finished part.
How multi‑axis CNC is becoming more accessible
Multi‑axis CNC is no longer just for huge aerospace primes:
- Entry‑level 4‑axis CNC machine costs have dropped, and more shops now offer affordable 5‑axis machining services with clear per‑part pricing.
- Better CAM software, online quoting, and stronger DFM support make it easier for engineers and startups to design for 4‑axis vs 5‑axis from day one.
- As competition grows, you can expect shorter lead times, tighter tolerances, and better surface finish on complex parts without paying “big OEM” prices.
For U.S. manufacturers, that means you can realistically spec multi‑axis CNC for both prototypes and production runs and still hit budget and schedule.



