

Inzicht in wanneer CNC-processen gecombineerd moeten worden
In het competitieve landschap van de productie is het behalen van strakke toleranties terwijl de productiesnelheid behouden blijft een evenwichtsoefening. Het combineren van frezen, draaien en 5-assige mogelijkheden gaat niet alleen over het gebruik van geavanceerde technologie; het is een strategische noodzaak voor het optimaliseren van workflows. Voor complexe precisieonderdelen cnc, waarbij vertrouwen op een enkele bewerkingsmethode vaak knelpunten en nauwkeurigheidsproblemen veroorzaakt. Door deze processen te integreren, verminderen we aanzienlijk de opstarttijden en elimineren we overdrachtfouten, waardoor het eindonderdeel voldoet aan strenge normen zonder onnodige overhead.
Frezen vs Draaien vs 5-assig: Processterktes en Beperkingen
Om weloverwogen inkoopbeslissingen te nemen, moeten ingenieurs en inkopers de unieke “DNA” van elke bewerkingsstijl begrijpen. Het kiezen van het juiste proces—of combinatie van processen—bepaalt het succes van het project.
- CNC Draaien: De onbetwiste kampioen voor cilindrische geometrieën en rotatiesymmetrie. Het biedt hoge snelheid en uitstekende oppervlaktereafwerkingen voor assen en busjes, maar heeft moeite met niet-concentrische kenmerken.
- CNC Frezen: Ideaal voor prismatische vormen, vlakke oppervlakken en het boren van gaten buiten het midden. Echter, standaard 3-assig frezen vereist meerdere handmatige opstellingen voor complexe onderdelen, wat het risico op stapelfouten vergroot.
- 5-As Bewerking: De ultieme oplossing voor ingewikkelde geometrieën en onderkanten. Het stelt de tool in staat om het werkstuk vanuit vrijwel elke hoek te benaderen, waardoor de fixtuurbeschikking drastisch wordt verminderd en het mogelijk is om zeer complexe precisieonderdelen cnc in één bewerking te produceren.
Veelvoorkomende misverstanden in multi-proces bewerking
Een veelgemaakte fout bij inkoop is de veronderstelling dat vasthouden aan een enkel, eenvoudiger proces altijd de kosteneffectiefste route is. Deze denkwijze leidt vaak tot verborgen kosten en langere doorlooptijden.
- Mythe: “Eenvoudiger is goedkoper”
Realiteit: Het forceren van een complex onderdeel door standaard 3-assig frezen vereist vaak meerdere handmatige opnieuw fixturingsstappen. Dit verhoogt de arbeidskosten en vergroot de kans op afval door uitlijnfouten. - Mythe: “5-assig is altijd overdreven”
Realiteit: Hoewel het uurtarief van de machine hoger kan zijn, maakt de enorme vermindering van de totale cyclustijd en handling het vaak economischer om 5-assige of mill-turn combinaties te gebruiken voor ingewikkelde ontwerpen. - Mythe: “Eén machine past voor alles”
Realiteit: Geen enkele machine is perfect voor elk kenmerk. Het gebruik van een hybride aanpak zorgt ervoor dat draaien de ronde kenmerken efficiënt afhandelt, terwijl frezen de gedetailleerde pockets aanpakt, wat snellere en betere resultaten oplevert.
Materiaaloverwegingen en bewerkbaarheid
Wanneer we kijken naar het produceren van hoogwaardige precisieonderdelen cnc, de materiaalkeuze bepaalt de hele fabricagestrategie. Het gaat niet alleen om of het materiaal geschikt is voor de ontwerptoepassing; het gaat erom hoe het zich gedraagt onder de snijtool. Het kiezen van het juiste materiaal op basis van bewerkbaarheid beïnvloedt direct de cyclustijd, gereedschapswear en uiteindelijk de kosten per stuk. We adviseren engineers altijd om de uiteindelijke prestatie-eisen te balanceren met de realiteit van het bewerken om herwerk te minimaliseren en consistente kwaliteit te waarborgen.
Aluminium-, RVS- en Titaniumstrategieën
Verschillende metalen vereisen sterk verschillende benaderingen bij het combineren van frezen, draaien en 5-assige bewerkingen. Het doel is om de materiaalverwijderingssnelheden te optimaliseren zonder afbreuk te doen aan de oppervlakteafwerking.
- Aluminium (bijv. 6061, 7075): Dit is over het algemeen het meest vergevingsgezinde materiaal, waardoor hoge spindelsnelheden en snelle voersnelheden mogelijk zijn. Echter, het evacueren van spanen is cruciaal bij 5-assig bewerken om het opnieuw snijden van spanen te voorkomen, wat de afwerking kan schaden.
- RVS (bijv. 304, 316): Deze legeringen zijn gevoelig voor werkverharding. We moeten het gereedschap voortdurend in beweging houden—stilstand veroorzaakt dat het materiaal onmiddellijk verhardt, wat leidt tot gereedschapsfalen. Voor projecten met hardere grades is het essentieel om te weten hoe je correct fabricage geharde staal bewerkingsonderdelen is om strakke toleranties te behouden en de levensduur van het gereedschap te verlengen.
- Titanium: Warmtebeheer staat hier voorop. Titanium heeft een lage thermische geleidbaarheid, wat betekent dat de warmte in het gereedschap blijft in plaats van in de spanen. We gebruiken hogedrukkoeling en gespecialiseerde carbide gereedschappen om deze thermische belasting te beheersen.
Plastics, Composieten en Speciale Materialen
Het bewerken van niet-metalen brengt een andere reeks uitdagingen met zich mee, voornamelijk gericht op vervorming en slijtage in plaats van snijkracht.
- Vervormingsrisico's: Plastics zoals Delrin of PEEK zijn gevoelig voor vervorming als ze te strak worden geklemd. We gebruiken zachte kaken of vacuümhouders om de druk gelijkmatig te verdelen en voorkomen dat het onderdeel uit de toleranties springt zodra het wordt vrijgegeven.
- Slijtage van composieten: Materialen zoals koolstofvezel zijn ongelooflijk abrasief. Standaard gereedschappen slijten snel, wat de precisie beïnvloedt. We schakelen over op diamantcoated gereedschappen om een scherpe rand gedurende de hele bewerking te behouden.
- Sequentie: Voor plastics frezen we vaak het materiaal grof en laten het “rusten” om interne spanningen te verlichten voordat de laatste afwerking wordt gedaan. Dit zorgt ervoor dat de uiteindelijke geometrie stabiel blijft.
Workflow-optimalisatie voor multi-proces CNC
Het optimaliseren van de workflow gaat niet alleen over snellere spindelsnelheden; het gaat erom de “dode tijd” te elimineren wanneer de machine niet snijdt. Wanneer we processen combineren, is het doel naadloze integratie. We richten ons op het verminderen van handling-tijd en zorgen dat elke beweging waarde toevoegt. Door gebruik te maken van geavanceerde CNC precisie-engineering oplossingen, fabrikanten kunnen de doorvoer aanzienlijk verhogen terwijl ze strakke toleranties behouden. Het belangrijkste is om niet meer te denken in termen van frezen en draaien als aparte eilanden, maar ze te behandelen als een geïntegreerde productielijn.
Sequentie van bewerkingen en gereedschapsbaanplanning
De volgorde waarin we metaal snijden, bepaalt het succes van het onderdeel. Als we een oppervlak frezen voordat we de diameter draaien, kunnen we trillingen veroorzaken of de concentrische nauwkeurigheid verliezen. Over het algemeen geven we prioriteit aan het verwijderen van bulkvoorraad met draaien, gevolgd door zwaar frezen, en eindigen met 5-assige contourbewerking voor complexe functies.
- Slimme Sequentie: We groeperen bewerkingen om het wisselen van gereedschappen te minimaliseren. Als een specifieke frees nodig is voor drie verschillende functies, programmeren we het gereedschapspad zodat alles wordt afgehandeld voordat we gereedschappen wisselen.
- Botsingsvermijding: Bij multi-procesopstellingen, vooral Mill-Turn centra, neemt het risico op gereedschapsinterferentie toe. We gebruiken simulatiesoftware om de vrije ruimte te verifiëren voordat de machine beweegt.
- Foutreductie: Door het gereedschapspad zo te plannen dat kritieke functies in één opstelling worden voltooid, zorgen we voor hoge kwaliteit precisieonderdelen cnc zonder stapelfouttoleranties die optreden tijdens opnieuw klemmen.
Bevestigings- en Multi-Station Opstelling
De beste machine ter wereld kan een slechte opstelling niet oplossen. Het handmatig verplaatsen van een onderdeel tussen een draaibank en een freesmachine introduceert menselijke fouten en uitlijningsproblemen. Hier komt slimme bevestiging van pas.
- Nulpuntklemmen: Dit stelt ons in staat om een bevestiging van de ene machine naar de andere te verplaatsen met micron-nauwkeurigheid, waardoor de opstellingstijd drastisch wordt verkort.
- Multi-Station Bevestigingen: We laden vaak meerdere onderdelen op een graf of pallet. Terwijl één onderdeel wordt bewerkt, kan de operator de volgende laden, waardoor de spindel continu blijft draaien.
- Single-Setup Strategie: Het gebruik van 5-assige CNC-bewerkingsdiensten verwijdert vaak volledig de noodzaak voor complexe aangepaste bevestigingen, omdat het gereedschap in één keer toegang heeft tot vijf zijden van het onderdeel. Deze aanpak is essentieel voor het behouden van geometrische nauwkeurigheid en het versnellen van productiecycli.
Vergelijking van Kosten, Efficiëntie en Risico tussen Opties
De juiste keuze maken tussen vasthouden aan traditionele sequentiële bewerking of overstappen op een gecombineerde multi-proces aanpak gaat niet alleen over technologie—het gaat over de onderkant van de lijn. We moeten directe kosten evalueren tegenover de verborgen kosten van efficiëntieverliezen. Terwijl een standaard 3-assige freesmachine een lager uurtarief heeft dan een 5-assige centrum, verandert de berekening snel wanneer je arbeidskosten, opstellingstijd en het risico op afval meerekent.
Kostenafwegingen tussen Enkelvoudige en Multi-Proces Bewerking
Wanneer we projecten offerte voor allesomvattend CNC-bewerkingsdiensten, kijken we naar de totale doorvoer, niet alleen naar het uurtarief van een enkele machine. Het gebruik van aparte machines voor frezen en draaien creëert vaak een valse economie. Je kunt besparen op machinekosten, maar je betaalt dubbel in operator tijd voor opnieuw vastzetten.
Hier is een overzicht van waar het geld daadwerkelijk naartoe gaat:
| Kostenfactor | Sequentieel Machining (Enkel Proces) | Gecoördineerde Machining (Frees-Draaien/5-Axis) |
|---|---|---|
| Opstartarbeid | Hoog: Vereist handmatige instelling voor elke bewerking (Op 10, Op 20, etc.). | Laag: “In-één” opstelling vermindert operatorinterventie. |
| Machinekosten | Lager: Standaard draaibanken en freesmachines zijn goedkoper in gebruik per uur. | Hoger: Geavanceerde multitasking-machines hebben hogere overheadkosten. |
| Hulpmiddelenkosten | Hoog: Meerdere aangepaste bevestigingsmiddelen nodig voor verschillende machines. | Gemiddeld: Vraagt vaak slechts één complex bevestigingsmiddel of standaard werkstukhouder. |
| WIP-voorraad | Hoog: Onderdelen wachten tussen bewerkingen. | Laag: Ruw materiaal gaat erin, afgewerkt onderdeel komt eruit. |
Voor hoge-volume producties compenseert de verkorte cyclustijd van een multi-proces setup meestal de hogere machinekosten. Voor prototypes in lage volumes maakt de verkorte opstarttijd gecoördineerde bewerking een duidelijke winnaar.
Risicobeoordeling: Toleranties, oppervlakteafwerking en complexiteit van onderdelen
Risicobeheer in de productie draait vooral om het beheersen van variabelen. Elke keer dat een operator een onderdeel aanraakt om het te verplaatsen van een draaibank naar een freesmachine, introduceer je de mogelijkheid van menselijke fouten en tolerantie-opstapeling. Als je produceert precisieonderdelen cnc met strikte geometrische maatvoering en toleranties (GD&T), kunnen deze kleine fouten leiden tot een afgekeurde batch.
Belangrijke risicofactoren om in de gaten te houden:
- Referentievlakverlies: Een onderdeel opnieuw klemmen op een tweede machine maakt het moeilijk om perfecte concentrische of loodrechte uitlijning te behouden ten opzichte van de kenmerken die in de eerste bewerking zijn gefreesd.
- Oppervlaktevervaging: Mismatch tussen gedraaide oppervlakken en gefreesde kenmerken komt vaak voor wanneer processen worden opgesplitst. 5-assige bewerking maakt continue gereedschapsbanen mogelijk die superieure oppervlakteafwerkingen achterlaten.
- Beschadiging tijdens handling: Hoe vaker een onderdeel wordt verplaatst, hoe groter het risico op krassen, deuken of vallen, vooral bij zachtere materialen zoals aluminium of kunststoffen.
Door operaties te consolideren, elimineren we de risico's van “overdracht”. Dit zorgt ervoor dat de relatie tussen kenmerken precies blijft omdat het onderdeel nooit uit de klem blijft totdat het klaar is.
Prototyping en RFQ-overwegingen

Het navigeren van de overgang van digitaal ontwerp naar fysieke productie vereist strategische planning, vooral bij complexe multi-proces workflows. We helpen ingenieurs en inkoopteams precies bepalen wanneer een ontwerp gevalideerd moet worden via prototyping en hoe een Aanvraag tot Offerte (RFQ) gestructureerd moet worden om de meest nauwkeurige prijsstelling en doorlooptijden te krijgen.
Wanneer een prototype of proefrun aanvragen
Direct overstappen op grootschalige productie met een complex ontwerp is een financieel risico. We raden een prototype of pilot-run aan wanneer je voor het eerst frezen, draaien en 5-assige CNC-bewerking combineert voor een nieuw onderdeel. Als je component strakke toleranties heeft (tot +/- 0,005mm) of ingewikkelde geometrieën vereist die gelijktijdige 5-assige bewerking vereisen, valideert een proefrun onze bevestigingsstrategie en gereedschapsbanen.
Materiaalsensitiviteit is een andere belangrijke factor. Duurzame materialen zoals Titanium of PEEK gedragen zich anders onder de stress van multi-assige bewerking dan standaard Aluminium 6061. Een prototype-run stelt ons in staat om de voersnelheden en snijsnelheden af te stemmen om afval in de uiteindelijke batch te voorkomen. Het begrijpen van de nuances van CNC-frezen prototype versus productie workflows zorgt ervoor dat we potentiële ontwerpfouten vroegtijdig opmerken, waardoor kostbare herwerkvertragingen later worden voorkomen.
Belangrijke triggers voor prototyping:
- Complexe geometrie: Onderdelen die 4-assige of 5-assige bewegingen vereisen.
- Strakke toleranties: Verificatie van kritieke afmetingen vóór massaproductie.
- Pasvorm en functionaliteit: Zorgen dat het onderdeel correct aansluit op andere CNC precisieonderdelen in uw assemblage.
- Oppervlakteafwerking: Verifiëren dat anodiseren of galvaniseren voldoet aan esthetische normen op het daadwerkelijke substraat.
Effectieve RFQ-voorbereiding voor Multi-Process CNC
Om een nauwkeurige “Directe Offerte” te bieden en gebruik te maken van onze directe fabrieksprijzen, is duidelijkheid in uw RFQ essentieel. Wanneer u draaien en frezen combineert, wordt het offerteproces technischer omdat we machine tijd over verschillende centra moeten berekenen of bepalen of een multitasking machine efficiënter is.
We vertrouwen op nauwkeurige gegevens om uw kosten te optimaliseren. Het versturen van onvolledige informatie dwingt ons om aannames te doen die de prijs kunnen verhogen om risico te dekken. Zorg dat uw RFQ-pakket compleet is voor de beste waarde en de snelste doorlooptijd (zo snel als 3-7 dagen voor prototypes).
RFQ-checklist voor maximale efficiëntie:
- 3D CAD-bestanden: We hebben STEP- of IGES-bestanden nodig om onze 5-assige machines te programmeren; PDF's zijn alleen ter referentie.
- Materiaal specificaties: Vermeld duidelijk de kwaliteit (bijvoorbeeld RVS 304 vs. 316), aangezien bewerkbaarheid de kosten beïnvloedt.
- Toleranties: Benadruk kritieke afmetingen. Als standaard ISO 2768 acceptabel is, vermeld dit dan om de inspectietijd te verminderen.
- Oppervlakteafwerking: Specificeer vooraf vereisten zoals zandstralen, anodiseren of poedercoaten.
- Hoeveelheid: We verwerken 1 tot 100.000+ onderdelen, maar de opstartkosten per stuk veranderen drastisch tussen een enkel prototype en een volledige productie.
Hybride bewerking in complexe mechanische onderdelen
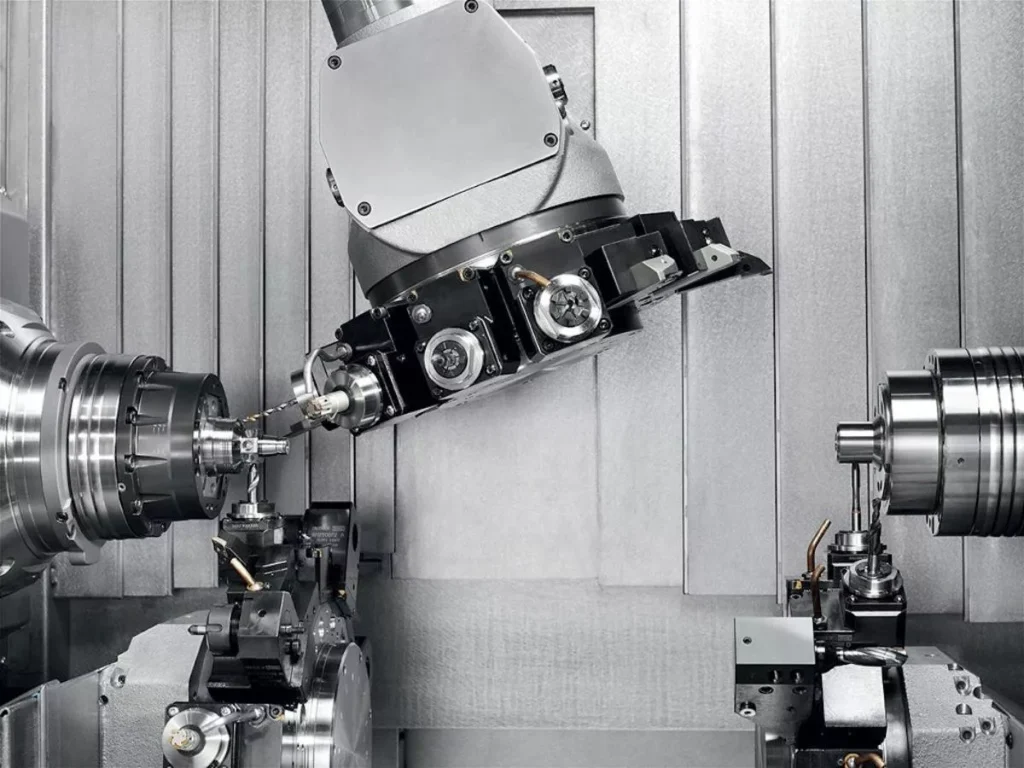
Bij het produceren precisieonderdelen cnc met ingewikkelde geometrieën leidt het scheiden van bewerkingen vaak tot gestapelde tolerantiefouten. Ik herinner me een project met een luchtvaartbehuizing die zowel zwaar materiaalverwijdering als complexe contouren vereiste. Aanvankelijk probeerden we de hoofdboring te draaien en deze vervolgens naar een standaard frees te verplaatsen. Het resultaat? Hoge afvalpercentages door misalignments tijdens de overdracht.
De oplossing was het integreren van de workflow. Door gebruik te maken van een multitasking centrum of strikt de overdracht te coördineren naar een machine met geavanceerde 5-assige freesmogelijkheden, hielden we één referentiepunt aan. Deze hybride aanpak stelde ons in staat om:
- Fouten bij opnieuw bevestigen te elimineren: Het vastklemmen van het onderdeel vermindert het risico op menselijke fouten.
- Balans Cyclus Tijden: Terwijl de draaispilaar het ruwe bewerking deed, werkte de freeskop tegelijkertijd aan off-center kenmerken.
- Verbeter de Oppervlakte Continuïteit: Het vloeiend mengen van gedraaide en gefreesde afwerkingen werd naadloos, waardoor strikte esthetische en functionele eisen werden gehaald.
Lessen uit Productie met Hoge Volume
Opschalen van een prototype naar duizenden eenheden onthult inefficiënties die je in een kleine batch misschien mist. Bij grote volumes is consistentie koning. We leerden dat de sleutel niet alleen snellere snijsnelheden zijn, maar ook een slimmere organisatie van de hele cel.
Hier zijn de belangrijke lessen voor het verhogen van de efficiëntie in grote batches:
- Standaardiseer Klemmen: We implementeerden zero-point klemmen die werken op zowel onze draaisneden als freesmachines. Hierdoor kunnen we een pallet in seconden van de ene naar de andere machine verplaatsen, niet in minuten.
- Optimaliseer Gereedschap Levensduur: Bij lange runs varieert de slijtage van gereedschap aanzienlijk tussen processen. Het kiezen van hoogwaardig CNC-bewerkingsmachines speciaal ontworpen voor hybride belastingen voorkomt onverwachte stilstand.
- Synchroniseer Operaties: We structureren de workflow zodat de cyclusduur van de freesbewerking zo dicht mogelijk bij die van het draaien ligt. Dit voorkomt dat WIP (Work In Progress) zich opstapelt bij één station terwijl een ander stil ligt.