

Begrip van CNC-bewerkingsbasisprincipes relevant voor ontwerp
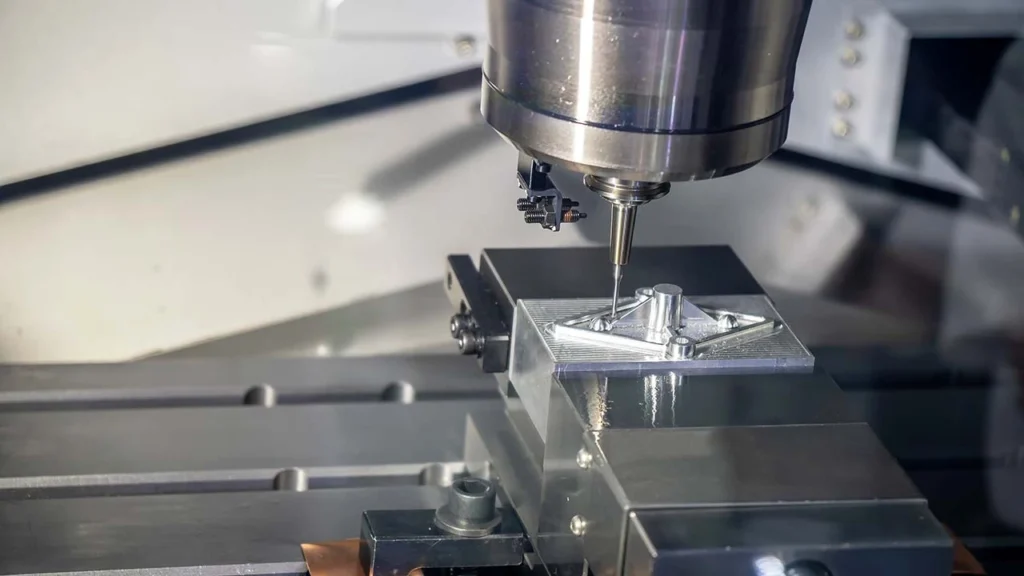
Bij het ontwerpen van onderdelen voor CNC-bewerking is het essentieel om de basisprincipes van de hoofd bewerkingsprocessen te begrijpen. De meest voorkomende methoden zijn 3-assige en 5-assige frezen, CNC draaien, en geavanceerd multi-as machining.
- 3-assig frezen beweegt het snijgereedschap langs de X-, Y- en Z-assen, ideaal voor eenvoudigere vormen en functies.
- 5-assig frezen voegt roterende beweging toe, waardoor complexe geometrieën en ondercuts mogelijk zijn zonder het onderdeel te verplaatsen.
- CNC draaien draait het onderdeel terwijl een stationair gereedschap externe en interne cilindrische kenmerken vormt.
- Meerdere assen verspaning combineert deze bewegingen, waardoor ingewikkelde onderdelen met minder opstellingen mogelijk zijn.
Ontwerpbeslissingen worden sterk beïnvloed door hoe het gereedschap toegang krijgt tot het werkstuk en hoe het onderdeel wordt gefixeerd tijdens het bewerken. Efficiënte gereedschaptoegang minimaliseert kostbare secundaire bewerkingen. Uw ontwerp moet overwegen materiaalverwijderingssnelheden en vermijd functies die gereedschappen vasthouden of overmatige snijkrachten veroorzaken.
Materiaalkeuze speelt ook een cruciale rol in uw CNC-bewerkingsontwerp richtlijnen:
- Aluminium is lichtgewicht, gemakkelijk te bewerken, en uitstekend voor onderdelen met strakke toleranties.
- Staal biedt sterkte maar vereist een zorgvuldiger ontwerp om gereedschapsgebruik en hitte te beheersen.
- Kunststoffen varieert sterk, maar heeft over het algemeen dikkere wanden nodig om vervorming te voorkomen.
Elk materiaal beïnvloedt de wanddikte, hoekstraal en regels voor gereedschapskeuze op een andere manier, dus pas je ontwerp aan om bewerkbaarheid en materiaaleigenschappen in balans te brengen. Het begrijpen van deze basisprincipes helpt je onderdelen te maken die geoptimaliseerd zijn voor kosteneffectieve en betrouwbare CNC-bewerking.
Kernontwerpprincipes voor bewerkbaarheid
Bij het ontwerpen van onderdelen voor CNC-bewerking helpt het in gedachten houden van kernprincipes om kostbare fouten te voorkomen en een soepele productie te garanderen.
Aanbevelingen voor wanddikte
- Metaal heeft over het algemeen een minimale wanddikte nodig van ongeveer 1,02 cm tot 2,03 cm om ongewenste buiging of breuk tijdens het bewerken te voorkomen.
- Plastic vereist iets dikkere wanden — meestal 1,52 cm of meer — omdat ze minder rigide zijn en meer onderhevig aan vervorming.
- Dunne wanden kunnen trillingen en slechte oppervlaktekwaliteit veroorzaken, dus het correct ondersteunen van functies is essentieel.
Interne hoeken en radiërs
- Vermijd scherpe interne hoeken; ze veroorzaken spanningsconcentratie en zijn moeilijk te bewerken.
- Een goede regel is om een straal te gebruiken die minstens een derde is van de diameter van het snijgereedschap. Dit laat het gereedschap soepel bewegen en vermindert slijtage.
Beperkingen voor diepte van zakken en holtes
- Het beperken van de holtediepte helpt de stijfheid van het gereedschap te behouden. Een diepte tussen 3 en 6 keer de diameter van het gereedschap is over het algemeen ideaal.
- Dieper gaan brengt het risico op gereedschapsvervorming en trilling, wat de afwerking en precisie vermindert.
Tips voor het ontwerp van gaten
- Streef naar een diepte-tot-diameterverhouding van niet meer dan 5:1 om breuk van het gereedschap of slechte kwaliteit van het gat te voorkomen.
- Vermijd indien mogelijk gaten met een vlakke bodem; licht afgeronde of afgeschuinde bodems helpen het gereedschap schoon te laten uitgaan.
- Het toevoegen van afschuining op de ingangen van gaten maakt het gereedschap gemakkelijker te gebruiken en vermindert burrs, wat de uiteindelijke kwaliteit van het onderdeel verbetert.
Het toepassen van deze ontwerprichtlijnen voor CNC-bewerking legt een solide basis voor maakbaarheid, waardoor vertragingen en extra kosten worden geminimaliseerd. Voor meer materiaalspecifieke richtlijnen, bekijk deze overzicht van gangbare metalen en kunststoffen voor bewerkte metalen onderdelen en kunststofbewerkingsprocessen.
Specifieke richtlijnen voor CNC-bewerking ontwerp

Bij het ontwerpen van onderdelen voor CNC-bewerking vereisen sommige functies speciale aandacht om maakbaarheid en kostenefficiëntie te waarborgen.
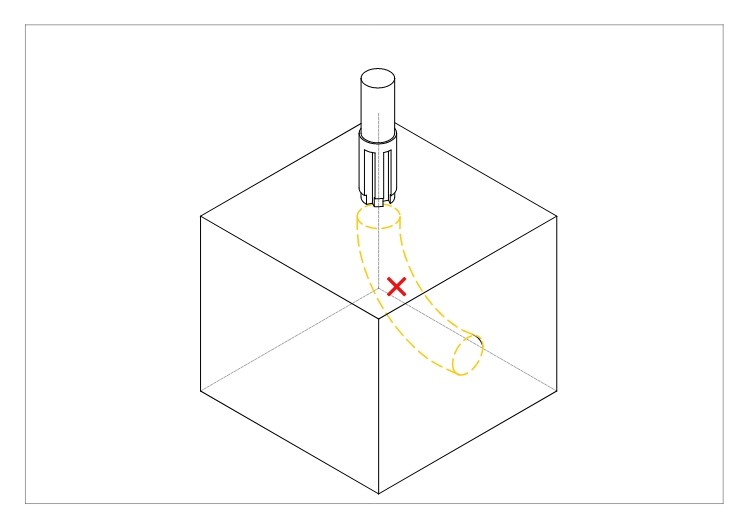
Ondercuts en complexe geometrieën
Ondercuts vereisen vaak speciale gereedschappen of extra opstellingen, wat de kosten kan verhogen. Kies indien mogelijk voor alternatieven zoals hondbotfillets in T-groeven om de sterkte te behouden en de bewerking te vereenvoudigen. Complexe vormen moeten worden geminimaliseerd of zorgvuldig worden gepland om dure multi-as bewerkingen te voorkomen, tenzij noodzakelijk. Voor geavanceerde behoeften kan het verkennen van speciale CNC-bewerkingsprocessen helpen om complexiteit en kosten in balans te brengen.
Schroefdraad en getapte gaten
Houd je aan standaard draadsizes om gereedschap eenvoudig te houden en kosten laag te houden. Vermijd zeer kleine schroefdraad die gespecialiseerde tapgaten of maatwerk bewerking vereisen, omdat deze kunnen leiden tot hogere afvalpercentages en langere productietijden. Voorbewerkingsmarges, zoals extra materiaal toevoegen voor schroefdraadbewerking, verbeteren de kwaliteit van de schroefdraad en zijn cruciaal voor consistente resultaten.
Rondingen en afschuining
Neem rondingen op om spanningsconcentraties te verminderen en de sterkte van het onderdeel te verbeteren—interne rondingen voorkomen scheurvorming, terwijl externe rondingen het hanteren vergemakkelijken en de montagepassingen verbeteren. Standaard hoekstraal moet over het algemeen minstens een derde van de diameter van het gereedschap zijn om scherpe randen die moeilijk te bewerken zijn te voorkomen. Afschuiningen maken het laden en monteren van onderdelen gemakkelijker, en helpen ook schade aan randen te voorkomen.
Dunne functies en uitsteeksels
Vermijd te dunne wanden en lange, slanke uitsteeksels zonder goede ondersteuning, omdat deze vatbaar zijn voor vibraties en vervorming tijdens het bewerken. Dit kan leiden tot slechte oppervlakteafwerking en dimensionale onnauwkeurigheid. Ontwerp dunne functies altijd met ondersteuningsribben of minimaliseer hun lengte om stabiliteit tijdens het snijden te garanderen.
Door deze richtlijnen voor specifieke functies te volgen, optimaliseer je onderdelen voor bewerking, verminder je productieproblemen en houd je de kosten laag.
Toleranties en afwerkingsniveaus
Bij het ontwerpen voor CNC-bewerking is het stellen van realistische toleranties essentieel. Standaard toleranties houden de kosten laag, terwijl strakke toleranties vaak meer machine-uren en hogere kosten betekenen. Voor de meeste onderdelen is streven naar standaard tolerantiebereiken voldoende, tenzij je toepassing precisie vereist.
Gebruik van Geometrische Dimensionering en Toleranties (GD&T) helpt bij het duidelijk communiceren van kritieke functies, zodat de CNC-operator je ontwerpinzicht begrijpt. GD&T verbetert ook de maakbaarheid door toleranties te richten waar ze het belangrijkst zijn op het onderdeel.
Afwerking van het oppervlak is een andere belangrijke factor. Ontwerpfuncties zoals scherpe hoeken of diepe inkepingen kunnen de haalbare ruwheid (Ra) beperken zonder extra afwerkingstappen. Door het vermijden van te strikte specificaties voor oppervlakteafwerking en complexe details, bespaar je kosten en tijd. Overweeg hoe je ontwerp de afwerkingskwaliteit beïnvloedt, met als doel bewerkbare oppervlaktetexturen die geen secundaire bewerkingen vereisen.
Het in balans houden van toleranties en oppervlakteafwerking met je functie zorgt voor efficiënte productie en een kwalitatief CNC-onderdeel.
Materiaal- en procesoptimalisatie
Het kiezen van het juiste materiaal is een belangrijk onderdeel van het optimaliseren van je ontwerp voor bewerking. Vrij-bewerkbare legeringen zoals bepaalde grades aluminium of koolstofstaal maken het proces soepeler en kosteneffectiever in vergelijking met hardere materialen zoals roestvrij staal of Inconel. Bijvoorbeeld, als je ontwerp aluminium gebruikt, kan werken met een ervaren aluminium bewerkingsonderdelen fabrikant helpen zorgen voor betere bewerkbaarheid en snellere doorlooptijden.
Het ontwerpen van onderdelen om opstellingen te minimaliseren bespaart ook tijd en geld. Waar mogelijk, streef naar bewerking aan één zijde, waarbij alle functies vanaf één zijde toegankelijk zijn. Meerdere zijden bewerken betekent het omdraaien of opnieuw positioneren van het onderdeel meerdere keren, wat de complexiteit en kosten verhoogt. Het verminderen van deze heroriëntaties stroomlijnt de productie en vermindert het risico op fouten.
Je aanpak moet ook variëren afhankelijk van de productieomvang. Voor grootschalige productie kun je lossere ontwerprichtlijnen gebruiken die snellere bewerking en eenvoudigere opstellingen bevorderen zonder afbreuk te doen aan de functie. Aan de andere kant vereisen prototypes of kleine oplagen vaak strakkere toleranties en meer precieze functies, dus ontwerp met deze afwegingen in gedachten.
Het balanceren van materiaalselectie en procesplanning vooraf is een van de beste manieren om uw ontwerp voor CNC-bewerking te optimaliseren, de efficiëntie te verbeteren en de kosten laag te houden.
Veelvoorkomende ontwerpfouten en hoe ze te vermijden
Bij het ontwerpen van onderdelen voor CNC-bewerking is het vermijden van veelvoorkomende valkuilen essentieel om de kosten laag te houden en de planning te behouden. Hier zijn frequente ontwerpfouten en tips om ze te voorkomen:
- Over-specifiëren van toleranties of het aanvragen van aangepaste gereedschappen: Strakke toleranties kunnen de bewerkingstijd en kosten aanzienlijk verhogen. Houd, indien mogelijk, vast aan standaard, in de industrie geaccepteerde toleranties, tenzij de functie absoluut precisie vereist. Aangepaste gereedschappen verhogen de prijzen en doorlooptijden, dus probeer te ontwerpen voor standaard snijgereedschappen en vormen.
- Ontwerpen van ontoegankelijke of onmogelijk te bewerken functies: Vermijd het creëren van diepe inkepingen, smalle sleuven of complexe interne groeven die standaard gereedschappen niet gemakkelijk kunnen bereiken. Deze gebieden vereisen vaak speciale gereedschappen of meerdere opstellingen, wat de kosten verhoogt. Overweeg altijd gereedschapstoegang en bevestiging vroeg in uw ontwerp.
- Het negeren van gereedschapspaden en bewerkingsdynamiek: Kenmerken zoals diepe, smalle sleuven of overmatige materiaalverwijdering kunnen leiden tot buiging en trilling van het gereedschap, wat resulteert in slechte afwerking of breuk van het gereedschap. Zorg ervoor dat uw ontwerp de typische diepte-breedte-verhoudingen (vaak niet meer dan 3-6 keer de diameter van het gereedschap) respecteert om stabiel snijden te behouden.
- Voorbeelden van cases met kosten- en tijdsbesparingen: Zo kan bijvoorbeeld het veranderen van scherpe interne hoeken in een radius van minstens een derde van de diameter van het gereedschap de noodzaak voor speciale gereedschappen elimineren. Het vereenvoudigen van een uitsparing of het vervangen van onderuitsparingen door hondvormige functies kan de opstellingen en gereedschapskosten drastisch verminderen. Deze kleine ontwerpwijzigingen besparen vaak uren op de werkvloer en verminderen de kosten van onderdelen met 20-50%.
Het optimaliseren van uw ontwerp voor bewerkbaarheid is cruciaal. Overweeg het bekijken van deskundige bewerkingsoplossingen zoals precisieassen, staven en mandrels or aangepaste CNC-bewerkingsdiensten die beste praktijken in gereedschapstoegang en functiedesign benadrukken.
Het volgen van deze richtlijnen voor ontwerp voor bewerking zorgt ervoor dat uw onderdelen niet alleen haalbaar zijn, maar ook kosteneffectief, wat leidt tot snellere doorlooptijden en betere kwaliteit.
Geavanceerde tips voor kostenreductie en efficiëntie
Bij het ontwerpen voor CNC-bewerking is het belangrijk om de kosten laag te houden terwijl de efficiëntie wordt gewaarborgd. een standaard gereedschapsmaat behouden.. Aangepaste gereedschappen kunnen de kosten en doorlooptijden verhogen, dus het ontwerpen van onderdelen die passen bij gangbare gereedschapsdiameters en -lengtes bespaart zowel geld als gedoe.
Het opnemen van afschuining of uitsparingen waar mogelijk helpt ook. Deze kleine ontwerpaanpassingen maken onderdelen gemakkelijker te bewerken en verminderen de slijtage van gereedschappen.
Bijvoorbeeld, een lichte afschuining op verticale wanden kan vastplakken voorkomen en de toegang tot het gereedschap verbeteren, waardoor de productie wordt versneld. Balanceren is een andere must. Soms kan een kleine ontwerpwijziging de bewerkbaarheid verbeteren zonder het uiterlijk of de prestaties te verminderen.
Denk altijd na over hoe een ontwerpkenmerk de bewerkingstijd en complexiteit zal beïnvloeden. Voordat je je CAD-model afrondt, overweeg het gebruik van. simulatie of Design for Manufacturability (DFM) software.
Deze tools helpen potentiële problemen vroeg te ontdekken—zoals gereedschapsbotsingen of moeilijk bereikbare functies—zodat je het ontwerp kunt optimaliseren voor soepelere, snellere productie.
Het toepassen van deze strategieën maakt je CNC-bewerkingsprojecten kosteneffectiever en efficiënter, vooral bij het produceren van complexe of grote series onderdelen.