

Comprendere le nozioni di base della lavorazione CNC rilevanti per il design
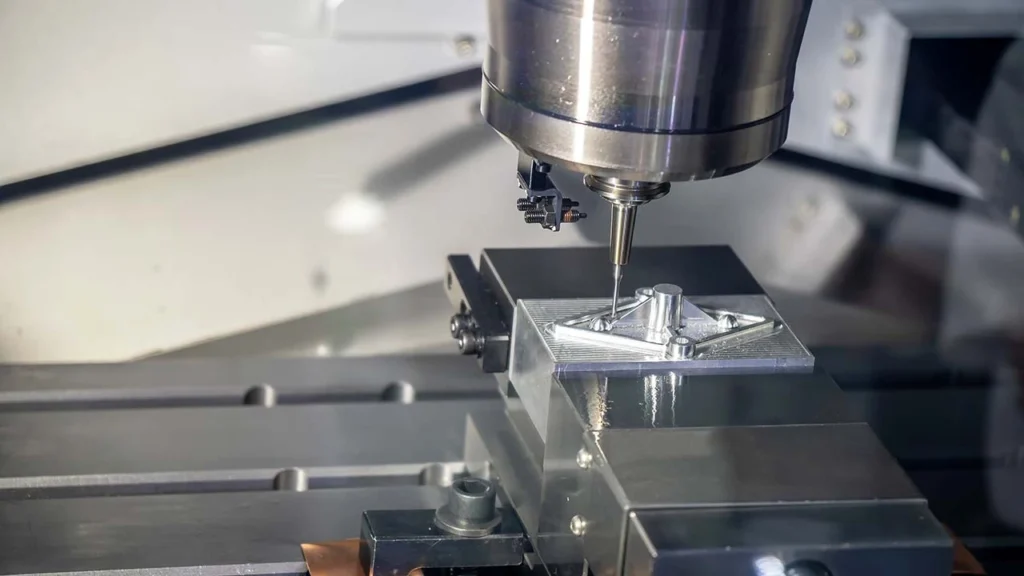
Quando si progettano parti per la lavorazione CNC, è essenziale comprendere i fondamenti dei principali processi di lavorazione. I metodi più comuni includono fresatura a 3 e 5 assi, Tornitura CNC, e avanzato lavorazioni multi-asse.
- Fresatura a 3 assi muove lo strumento di taglio lungo gli assi X, Y e Z, ideale per forme e caratteristiche più semplici.
- Fresatura a 5 assi aggiunge movimento rotatorio, consentendo geometrie complesse e sottosquadri senza riposizionare la parte.
- Tornitura CNC ruota la parte mentre uno strumento fisso modella caratteristiche cilindriche esterne e interne.
- Lavorazione multi-asse combina questi movimenti, consentendo parti complesse con meno impostazioni.
Le decisioni di progettazione sono fortemente influenzate da come lo strumento può accedere al pezzo e come la parte è fissata durante l'utensile. Un accesso efficiente allo strumento riduce le operazioni secondarie costose. tassi di rimozione del materiale e evitare caratteristiche che intrappolano gli strumenti o causano forze di taglio eccessive.
La scelta del materiale gioca anche un ruolo critico nelle linee guida di progettazione per la lavorazione CNC:
- Alluminio è leggero, facile da lavorare e eccellente per parti con tolleranze strette.
- Acciaio offre resistenza ma richiede una progettazione più attenta per gestire l'usura degli strumenti e il calore.
- Plastica variano ampiamente ma generalmente necessitano di pareti più spesse per evitare deformazioni.
Ogni materiale influisce in modo diverso sulla spessore delle pareti, i raggi degli angoli e le regole di selezione degli strumenti, quindi adatta il tuo progetto per bilanciare la lavorabilità e le proprietà del materiale. Comprendere queste basi ti aiuta a creare parti ottimizzate per una lavorazione CNC economica e affidabile.
Principi fondamentali di progettazione per la lavorabilità
Quando si progettano parti per la lavorazione CNC, mantenere i principi fondamentali in mente aiuta a evitare errori costosi e garantisce una produzione fluida.
Raccomandazioni sulla spessore delle pareti
- I metalli generalmente necessitano di uno spessore minimo di circa 0,040” a 0,080” per prevenire piegature o rotture indesiderate durante la lavorazione.
- Le plastiche richiedono pareti leggermente più spesse—di solito 0,060” o più—perché sono meno rigide e più soggette a deflessione.
- Pareti sottili possono causare vibrazioni e scarsa qualità della superficie, quindi supportare correttamente le caratteristiche è fondamentale.
Angoli interni e radi
- Evita angoli interni acuti; causano concentrazione di stress e sono difficili da lavorare.
- Una buona regola è usare un raggio almeno un terzo del diametro dello strumento di taglio. Questo permette allo strumento di muoversi senza problemi e riduce l'usura.
Limiti di profondità di tasche e cavità
- Limitare la profondità della cavità aiuta a mantenere la rigidità dello strumento. Una profondità tra 3 e 6 volte il diametro dello strumento è generalmente ideale.
- Andare più in profondità rischia di deflettere lo strumento e causare risonanze, il che degrada la finitura superficiale e la precisione.
Consigli per la progettazione dei fori
- Mirare a un rapporto tra profondità e diametro di al massimo 5:1 per evitare rotture dello strumento o scarsa qualità del foro.
- Evitare fori a fondo piatto quando possibile; fondi leggermente smussati o con smusso aiutano gli strumenti a uscire puliti.
- Aggiungere smussi all'ingresso dei fori rende più facile l'inserimento dello strumento e riduce le sbavature, migliorando la qualità del pezzo finale.
Applicare queste regole di progettazione per la lavorazione CNC crea una base solida per la producibilità, minimizzando ritardi e costi aggiuntivi.
Linee guida specifiche per le caratteristiche nella progettazione CNC

Quando si progettano parti per la lavorazione CNC, alcune caratteristiche richiedono attenzione speciale per garantire la producibilità e l'efficienza dei costi.
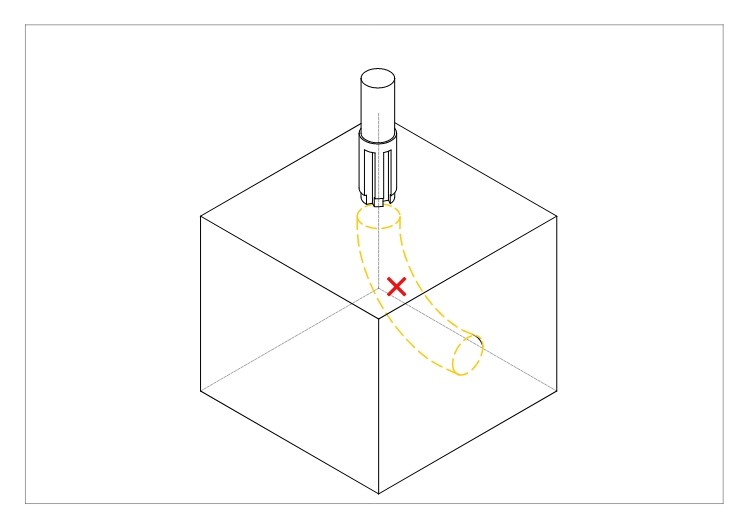
Sottosquadri e geometrie complesse
I sottosquadri spesso richiedono utensili speciali o setup extra, che possono aumentare i costi. Quando possibile, optare per alternative come filetto a forma di osso nelle scanalature a T per mantenere la resistenza semplificando la lavorazione. Le forme complesse dovrebbero essere minimizzate o pianificate attentamente per evitare lavorazioni multi-asse costose, a meno che non siano necessarie. Per esigenze avanzate, esplorare processi di lavorazione CNC speciali può aiutare a bilanciare complessità e costi.
Filetti e fori filettati
Attenersi a dimensioni di filetti standard per mantenere semplice l'utensileria e ridurre i costi. Evitare filetti molto piccoli che richiedono maschiature specializzate o lavorazioni personalizzate, poiché possono portare a tassi di scarto più elevati e tempi di produzione più lunghi. Le tolleranze pre-lavorazione, come l'aggiunta di materiale extra per la filettatura, migliorano la qualità del filetto ed sono fondamentali per risultati coerenti.
Smussi e smussi di spigolo
Incorpora smussi per ridurre le concentrazioni di stress e migliorare la resistenza del pezzo—gli smussi interni prevengono la formazione di crepe, mentre quelli esterni facilitano la maneggevolezza e migliorano l'assemblaggio. I raggi degli angoli standard dovrebbero generalmente essere almeno un terzo del diametro dello strumento per evitare spigoli vivi difficili da lavorare. I smussi rendono più facile il carico e l'assemblaggio del pezzo, e aiutano anche a prevenire danni ai bordi.
Caratteristiche sottili e sporgenze
Evita pareti troppo sottili e sporgenze lunghe e sottili senza supporto adeguato, poiché sono soggette a vibrazioni e deflessione durante la lavorazione. Questo può causare finiture superficiali scadenti e imprecisioni dimensionali. Progetta sempre caratteristiche sottili con nervature di supporto o riduci la loro lunghezza per garantire stabilità durante il taglio.
Seguendo queste linee guida specifiche per le caratteristiche, ottimizzerai i pezzi per la lavorazione, ridurrai i problemi di produzione e manterrai una produzione economica.
Considerazioni su tolleranze e finitura superficiale
Quando progetti per la lavorazione CNC, impostare tolleranze realistiche è fondamentale. Tolleranze standard riducono i costi, mentre tolleranze strette spesso richiedono più tempo di macchina e costi più elevati. Per la maggior parte dei pezzi, puntare a gamme di tolleranza standard è sufficiente a meno che la tua applicazione richieda precisione.
Utilizzando Dimensionamento e tolleranza geometrica (GD&T) aiuta a comunicare chiaramente le caratteristiche critiche, assicurando che l'operatore CNC comprenda l'intento del tuo progetto. GD&T migliora anche la manutenibilità concentrando i controlli di tolleranza dove sono più importanti sul pezzo.
La finitura superficiale è un altro fattore importante. Caratteristiche di design come angoli acuti o tasche profonde possono limitare la rugosità media (Ra) ottenibile senza ulteriori passaggi di finitura. Evitando specifiche di finitura superficiale eccessivamente rigide e dettagli complessi, si risparmiano costi e tempo. Considera come il tuo design influisce sulla qualità della finitura, puntando a texture superficiali lavorabili che non richiedano operazioni secondarie.
Mantenere le tolleranze e la finitura superficiale bilanciate con la tua funzione garantisce una produzione efficiente e un pezzo lavorato a CNC di qualità.
Ottimizzazione di Materiali e Processi
La scelta del materiale giusto è una parte fondamentale dell'ottimizzazione del tuo design per la lavorazione. Leghe a lavorazione libera come alcuni gradi di alluminio o acciaio al carbonio rendono il processo più fluido ed economico rispetto a materiali più duri come l'acciaio inossidabile o l'Inconel. Ad esempio, se il tuo design utilizza l'alluminio, lavorare con un esperto produttore di parti in alluminio lavorato può aiutare a garantire una migliore lavorabilità e tempi di consegna più rapidi.
Progettare parti per ridurre al minimo i setup consente anche di risparmiare tempo e denaro. Ove possibile, punta alla lavorazione su un solo lato, dove tutte le caratteristiche sono accessibili da un lato. La lavorazione su più lati significa capovolgere o riorientare la parte più volte, il che aggiunge complessità e costi. Ridurre questi riorientamenti semplifica la produzione e diminuisce il rischio di errori.
Il tuo approccio dovrebbe variare anche a seconda delle dimensioni del lotto. Per la produzione ad alto volume, puoi utilizzare regole di progettazione più flessibili che favoriscono una lavorazione più rapida e setup più semplici senza compromettere la funzione. D'altra parte, i prototipi o i lotti a basso volume spesso richiedono tolleranze più strette e caratteristiche più precise, quindi progetta tenendo presente questi compromessi.
Bilanciare la scelta del materiale e la pianificazione del processo in anticipo è uno dei modi migliori per ottimizzare il tuo design per la lavorazione CNC, migliorare l'efficienza e ridurre i costi.
Errori di progettazione comuni e come evitarli
Quando si progettano parti per lavorazioni CNC, evitare insidie comuni è fondamentale per mantenere bassi i costi e rispettare i tempi. Ecco errori di progettazione frequenti e consigli per prevenirli:
- Sovra-specificare tolleranze o richiedere utensili personalizzati: Tolleranze strette possono aumentare significativamente i tempi e i costi di lavorazione. Quando possibile, attenersi a tolleranze standard accettate dall'industria, a meno che la funzione non richieda assolutamente precisione. Gli utensili personalizzati aumentano i prezzi e i tempi di consegna, quindi cerca di progettare per dimensioni e forme di taglio standard.
- Progettare caratteristiche inaccessibili o impossibili da lavorare: Evita di creare tasche profonde, scanalature strette o scanalature interne complesse che gli utensili standard non possono facilmente raggiungere. Queste aree spesso richiedono utensili speciali o più impostazioni, aumentando le spese. Considera sempre l'accesso degli utensili e il fissaggio fin dall'inizio del progetto.
- Ignorare i percorsi degli utensili e le dinamiche di lavorazione: Caratteristiche come scanalature profonde e strette o rimozioni eccessive di materiale possono causare deflessione degli utensili e vibrazioni, portando a finiture superficiali scadenti o rottura degli utensili. Assicurati che il progetto rispetti i rapporti tipici tra profondità e diametro (spesso non superiore a 3-6 volte il diametro dell'utensile) per mantenere una lavorazione stabile.
- Esempi di casi con risparmio di costi e tempo: Ad esempio, modificare gli angoli interni acuti in un raggio di almeno un terzo del diametro dello strumento può eliminare la necessità di utensili personalizzati. Semplificare la profondità di una tasca o sostituire i sotto-tagli con caratteristiche a forma di osso può ridurre drasticamente i tempi di setup e i costi degli utensili. Questi piccoli cambiamenti di progettazione spesso fanno risparmiare ore in officina e riducono i costi delle parti del 20-50%.
Ottimizzare il proprio progetto per la lavorabilità è fondamentale. Per ottenere indicazioni pratiche su come i materiali e i servizi di lavorazione si inseriscono in queste strategie, considera di rivedere soluzioni di lavorazione esperte come assi di precisione, aste e mandrini or servizi di lavorazione CNC personalizzata che evidenziano le migliori pratiche nell'accesso agli utensili e nella progettazione delle caratteristiche.
Seguire queste linee guida di progettazione per la lavorazione assicura che le tue parti siano non solo realizzabili ma anche convenienti, portando a tempi di consegna più rapidi e risultati di qualità superiore.
Consigli avanzati per la riduzione dei costi e l'efficienza
Quando si progetta per la lavorazione CNC, mantenere i costi bassi garantendo al contempo l'efficienza è fondamentale. Una delle mosse più intelligenti è attenersi alle dimensioni standard degli utensili. Gli utensili personalizzati possono aumentare i costi e i tempi di consegna, quindi progettare parti che si adattino ai diametri e alle lunghezze degli utensili comuni risparmia sia denaro che problemi.
Incorporare angoli di inclinazione o rilievi quando possibile aiuta anche. Queste piccole modifiche di progettazione rendono le parti più facili da lavorare e riducono l'usura degli utensili. Ad esempio, una leggera inclinazione sulle pareti verticali può prevenire l'adesione e migliorare l'accesso agli utensili, accelerando la produzione.
Equilibrare estetica, funzione e fattibilità di produzione è un altro must. A volte una piccola modifica al design può migliorare la lavorabilità senza sacrificare l'aspetto o le prestazioni.
Prima di finalizzare il tuo modello CAD, considera l'uso di simulazione o software di Progettazione per la Manifattura (DFM).. Questi strumenti aiutano a individuare potenziali problemi in anticipo—come collisioni degli utensili o caratteristiche difficili da raggiungere—così puoi ottimizzare il design per una produzione più fluida e veloce.
Applicare queste strategie renderà i tuoi progetti di lavorazione CNC più economici ed efficienti, specialmente quando si producono parti complesse o in grandi volumi.
Per esigenze specializzate, scopri come produciamo componenti in acciaio inossidabile con processi CNC ottimizzati per materiali difficili.