I. Die Entwicklung des Prototyp-CNC-Bearbeitungs in 2026: Ein Marktüberblick
Die Fertigungslandschaft hat sich dramatisch verändert. Im Jahr 2026, Prototyp-CNC-Bearbeitung ist nicht mehr nur ein Meilenstein; es ist eine Hochgeschwindigkeitsbrücke zwischen digitalem Design und physischer Realität. Wir erleben einen Markt, in dem die Grenzen zwischen Prototyping und Produktion verschwimmen, angetrieben von intelligenten Systemen, die Geschwindigkeit priorisieren, ohne die Materialintegrität zu opfern.
1.1 Jenseits traditioneller Geschwindigkeit: Das Zeitalter des 24-Stunden-Funktionsprototyps
Geschwindigkeit ist die Währung der modernen Forschung und Entwicklung. Wir haben die „schnelle Prototypenherstellung“ des letzten Jahrzehnts hinter uns gelassen, die oft kosmetische Modelle mit begrenztem strukturellem Wert lieferte. Heute ist der Standard 24-Stunden-Funktionsprototyp. Das bedeutet, dass technische Metall- und Kunststoffteile—gefräst aus Aluminium, Titan oder PEEK—bereit sind für strenge Belastungstests am nächsten Tag.
Diese Beschleunigung wird ermöglicht durch:
- Automatisierte CAM-Logik: Algorithmen, die Werkzeugwege sofort nach dem Hochladen in CAD generieren.
- Lights-Out-Betrieb: Maschinen, die nachts autonom laufen, um die Betriebszeit zu maximieren.
- Digitale Lagerhaltung: Sofortiger Zugriff auf Rohstoffbestandsdaten, um Verzögerungen bei der Lieferzeit zu vermeiden.
1.2 Wie KI und Automatisierung die Toleranzstandards neu definieren (±0,005mm)
Präzision ist nicht mehr abhängig von der ruhigen Hand eines einzelnen Bedieners. Künstliche Intelligenz und robotergestützte Automatisierung haben neu definiert, was möglich ist, und setzen ±0,005 mm den neuen Standard für kritische Komponenten. In unseren Einrichtungen überwachen KI-gesteuerte adaptive Steuerungssysteme in Echtzeit die Spindellast und den Werkzeugverschleiß und nehmen Mikroanpassungen schneller vor, als es ein Mensch könnte.
Wichtige Fortschritte, die diese Präzision vorantreiben, sind:
- Thermische Kompensation: KI-Modelle prognostizieren und kompensieren die Ausdehnung der Maschine durch Wärmeentwicklung.
- In-Process Metrologie: Automatisierte Sonden überprüfen die Abmessungen während des Bearbeitungszyklus, nicht nur danach.
- Präventive Wartung: Systeme warnen die Bediener vor potenziellen Achs-Kalibrierungsproblemen, bevor sie die Bauteilqualität beeinträchtigen.
Durch die Beseitigung menschlicher Variabilität stellen wir sicher, dass der erste Prototyp genauso präzise ist wie die zehntausendste Produktionseinheit.
II. Kostenfaktoren für CNC-Bearbeitung im Jahr 2026: Analyse und Benchmarks
Wenn wir die Kosten für Prototyp-CNC-Bearbeitungaufschlüsseln, betrachten wir nicht nur den reinen Preis. Wir betrachten eine Mischung aus Maschinenzeit, Materialknappheit und den Ingenieurstunden, die erforderlich sind, um einen Auftrag auszuführen. Im Jahr 2026 ist das Verständnis dieser Hebel der einzige Weg, um Ihr F&E-Budget vor Explosionen zu bewahren.
2.1 Verständnis der Maschinenstundensätze: 3-Achsen- vs. 5-Achsen-Systeme

Der Stundensatz der Maschine ist oft die größte Position auf Ihrem Angebot. In unserer Werkstatt sehen wir eine deutliche Trennung zwischen Standard-3-Achsen-Arbeiten und komplexem 5-Achsen-Fräsen.
- 3-Achsen-Bearbeitung: Das Arbeitstier. Es ist deutlich günstiger pro Stunde und perfekt für Teile mit einfachen Geometrien oder planaren Merkmalen. Wenn Ihr Design es zulässt, ist die Einhaltung der 3-Achsen-Bearbeitung der einfachste Weg, Kosten zu senken.
- 5-Achsen-Bearbeitung: Obwohl der Stundensatz höher ist – oft 30% bis 50% mehr als bei 3-Achsen – bietet es Effizienz, die billigere Maschinen nicht erreichen können. Da 5-Achsen-Maschinen fünf Seiten eines Teils in einem einzigen Setup erreichen können, verringert sich der Bedarf an manuellen Umdrehungen und Nachspannvorgängen.
Für Projekte, die eine schnelle Umsetzung erfordern, kann die Nutzung der schnelle CNC-Bearbeitung Fähigkeiten auf 5-Achsen-Systemen insgesamt sogar günstiger sein, da die Gesamtdauer sinkt, auch wenn der Stundensatz höher ist.
2.2 Volatilität der Materialpreise: Kostenmanagement für Aluminium, Titan und PEEK
Die Materialauswahl im Jahr 2026 hängt nicht nur von mechanischen Eigenschaften ab; es geht auch um die Stabilität der Lieferkette. Wir haben Schwankungen gesehen, die die Angebotserstellung erschweren, wenn keine Lagerbestände gesichert sind.
- Aluminium (6061/7075): Noch immer der König des Prototypings. Es fräst schnell und zerstört keine Werkzeuge, wodurch die „Kosten pro Teil“ niedrig bleiben.
- Titan & Superlegierungen: Diese sind für Luft- und Raumfahrt sowie medizinische Anwendungen notwendig, sind aber mit einem Aufpreis verbunden. Die Kosten sind nicht nur das rohe Stangenmaterial; es sind die langsameren Bearbeitungsgeschwindigkeiten und der erhöhte Werkzeugverschleiß. Dies ähnelt den Herausforderungen, denen wir begegnen, wenn Hastelloy-Stahlteilebearbeitet werden, bei denen spezielles Werkzeug unverzichtbar ist.
- PEEK: Als Hochleistungskunststoff kostet PEEK oft mehr als Metall. Das Material selbst ist teuer, und es erfordert eine präzise Temperaturkontrolle während des Bearbeitungsprozesses, um Spannungsrisse zu vermeiden.
2.3 Der versteckte Einfluss von Rüstkosten und wie digitale Zwillinge sie reduzieren
Bei Prototypen in kleinen Stückzahlen können Rüstkosten manchmal höher sein als die tatsächliche Bearbeitungszeit. Wenn Sie ein Teil bestellen, bezahlen Sie den Programmierer für das Schreiben des Codes, den Bediener für das Laden der Werkzeuge und die Zeit für die Kalibrierung der Vorrichtung.
Um dem entgegenzuwirken, setzen wir stark auf Digitale Zwillinge. Durch die Simulation des gesamten Bearbeitungsprozesses in einer virtuellen Umgebung, noch bevor wir einen Span schneiden, können wir:
- Werkzeugwege überprüfen: Virtuell Kollisionen erkennen, um kostspielige Maschinenschäden zu vermeiden.
- Vorschub- und Drehzahlparameter optimieren: Die tatsächliche Laufzeit auf der Fertigungslinie reduzieren.
- Rüstzeiten erheblich verkürzen: Bediener laden ein vorab überprüftes Programm, was die „Nicht-Schneid“-abrechenbaren Stunden drastisch senkt.
III. Strategien zur Kostenoptimierung ohne Qualitätsverlust
3.1 Design for Manufacturing (DFM) 2.0: KI-gestützte Geometrieoptimierung
Die Optimierung Ihrer CAD-Dateien, bevor sie die Fertigung erreichen, ist der effektivste Weg, um Kosten zu kontrollieren. Wir empfehlen Ingenieuren, sich auf die Standardisierung von Lochgrößen zu konzentrieren und tiefe, enge Taschen zu vermeiden, die spezielle Werkzeuge oder EDM-Prozesse erfordern. Durch die Vereinfachung komplexer Geometrien, die keinen funktionalen Mehrwert bieten, reduzieren Sie die Bearbeitungszeiten erheblich.
Wenn Sie enge Toleranzen benötigen, wenden Sie diese nur auf kritische Merkmale wie Passflächen an, anstatt auf das gesamte Bauteil. Unser was ist CNC-Präzisionsbearbeitung Leitfaden erklärt, wie die selektive Tolerierung die Funktionalität erhält und gleichzeitig die Kosten senkt. Wir akzeptieren STEP-, IGES- und STL-Dateien, um potenzielle Fertigungsengpässe schnell zu erkennen.
Wichtige DFM-Tipps:
- Innere Radien: Verwenden Sie den größtmöglichen Radius für Innenecken, um Standard-Endfräser zu ermöglichen.
- Wandstärke: Vermeiden Sie Wände, die dünner als 0,8 mm sind, um Verformungen zu verhindern und den Bedarf an langsamer, sorgfältiger Bearbeitung zu reduzieren.
- Gewindebohrungen: Halten Sie sich an Standard-Gewindegrößen, um den Bedarf an speziellen Gewindeschneidwerkzeugen zu eliminieren.
3.2 Serienprototyping: Skaleneffekte bei Kleinserien erreichen
Obwohl wir eine strikte „Keine Mindestbestellmenge“ (MOQ) Politik haben, führt die Bestellung einer kleinen Serie oft zu einem besseren Preis pro Einheit als ein einzelner Prototyp. Ein großer Teil der CNC-Bearbeitungskosten entsteht durch Rüstzeiten – Programmierung der Maschine, Fixierung des Teils und Kalibrierung der Werkzeuge.
Wenn Sie von einer einzelnen Einheit auf eine Kleinserie von 10 oder 20 Teilen umsteigen, werden diese Rüstkosten auf die gesamte Charge verteilt. Dieser Ansatz ist besonders kosteneffizient bei der Bearbeitung härterer Materialien, die längere Zykluszeiten erfordern, wie in Stahl-CNC-Bearbeitung. Wir begleiten Projekte nahtlos vom ersten Prototyping bis zur Kleinserienfertigung, um Ihnen das beste Preis-Leistungs-Verhältnis zu bieten, ohne die ISO 9001:2015-Qualitätsstandards zu vernachlässigen.
3.3 Nutzung von Sofort-Angebotsplattformen für Echtzeit-Budgetkontrolle
Geschwindigkeit und Transparenz sind entscheidend für moderne F&E-Zyklen. Unser Sofort-Angebotssystem ermöglicht es Ihnen, Ihr CAD-Design hochzuladen und schnell eine Preisrückmeldung zu erhalten, oft innerhalb von 24 Stunden. Diese Unmittelbarkeit erlaubt es Ihnen, genau zu sehen, wie Designänderungen die Kosten beeinflussen, bevor wir Metall schneiden.
Sie können in Echtzeit mit verschiedenen Parametern experimentieren, um Ihr Budget anzupassen. Zum Beispiel kann der Wechsel eines nicht-kritischen Teils von 7075-Aluminium zu 6061 oder die Wahl eines Standard-“wie-gefräst”-Finishs anstelle von Bead Blasting oder Eloxieren die Kosten sofort senken. Dieser datengetriebene Ansatz gibt Ihnen die Kontrolle und stellt sicher, dass Ihr Prototyp-CNC-Bearbeitung Projekt im Zeitplan bleibt und das Budget einhält.
IV. Neue Technologien, die die Maschinenwerkstatt im Jahr 2026 verändern

4.1 Hybride Fertigung: Kombination aus Metall-3D-Druck und CNC-Finish
Wir bewegen uns weg von der Debatte „additiv vs. subtraktiv“. Im Jahr 2026 nutzt der effektivste Workflow Hybride Fertigung. Wir verwenden Metall-3D-Druck (wie DMLS), um komplexe nahezu fertige Formen zu erstellen, einschließlich interner Geometrien, die traditionelle Werkzeuge nicht erreichen können. Dann wechseln wir zu Prototyp-CNC-Bearbeitung um die kritischen Oberflächen zu bearbeiten, die enge Toleranzen und überlegene Oberflächenfinishs erfordern.
Diese Kombination bietet deutliche Vorteile:
- Reduzierter Materialabfall: Wir fräsen nicht 80% eines Titanblocks weg; wir schneiden nur die notwendigen Schnittstellen.
- Komplexe Geometrien: Sie erhalten die Designfreiheit des Druckens mit der Präzision der Bearbeitung.
- Geschwindigkeit: Es reduziert die Roughing-Zeit erheblich, die für harte Metalle erforderlich ist.
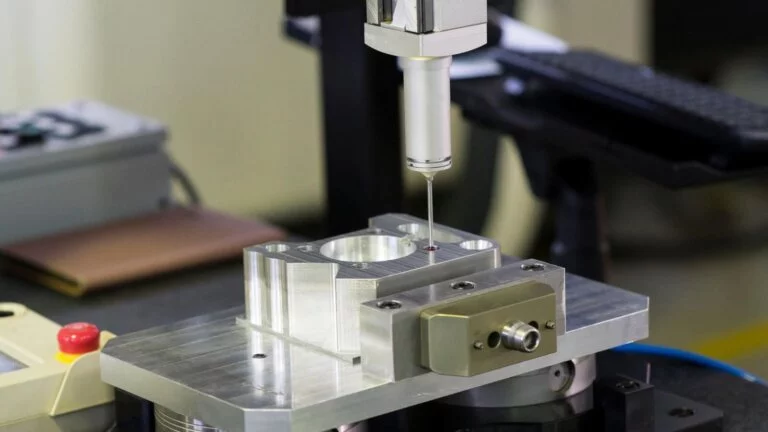
4.2 Echtzeit-Sensorfeedback: Eliminierung menschlicher Fehler bei der Präzisionsbearbeitung
Wir verlassen uns nicht mehr ausschließlich auf die Intuition eines Bedieners, um Fehler zu erkennen. Moderne CNC-Zentren sind mit fortschrittlichen IoT-Sensoren ausgestattet, die Spindelvibrationen, thermische Ausdehnung und Werkzeugverschleiß in Echtzeit überwachen. Wenn die Maschine feststellt, dass ein Bohrer stumpf wird oder die Temperatur die Achse verschiebt, korrigiert sie die Parameter automatisch.
Dieses „Closed-Loop“-System reduziert den Ausschuss erheblich und stellt sicher, dass das erste Teil genauso genau ist wie das letzte. Es nimmt das Rätselraten bei Arbeiten mit engen Toleranzen weg. Um zu verstehen, wie wir diese strengen Maße nach der Bearbeitung validieren, Metrologie und Leitfaden zur Präzision in der Fertigung erläutert den Verifizierungsprozess.
4.3 Nachhaltige Bearbeitung: CO2-Fußabdruck-Tracking und grüne Schmierstoffe
Nachhaltigkeit ist heute eine zentrale Beschaffungsanforderung für viele deutsche Unternehmen. Wir beobachten einen Trend, den CO2-Fußabdruck, der mit jedem einzelnen Prototyp verbunden ist, zu verfolgen. Es geht nicht mehr nur um das Recycling von Spänen; es geht um den gesamten Lebenszyklus des Fertigungsprozesses.
Aktuelle Nachhaltigkeitsmaßnahmen umfassen:
- Grüne Schmierstoffe: Ersatz von petroleum-basierten Schneidflüssigkeiten durch biologisch abbaubare, pflanzenbasierte Alternativen.
- Intelligentes Energiemanagement: Maschinen, die während Leerlaufzeiten automatisch nicht essentielle Systeme ausschalten.
- Digitale Lagerhaltung: Reduzierung des physischen Lagerbestands und Abfall durch die Nutzung von bedarfsgerechter Fertigung.
Dies stellt sicher, dass Ihre F&E-Bemühungen effizient bleiben, ohne hohe Umweltkosten zu verursachen.
V. Auswahl des richtigen Prototyping-Partners im Jahr 2026
5.1 Wichtige Leistungsindikatoren (KPIs) jenseits des Preises: Geschwindigkeit, Qualität und ESG
Im Rennen um die Markteinführung neuer Produkte führt die ausschließliche Fokussierung auf den niedrigsten Stückpreis oft zu teuren Verzögerungen später. Bei der Bewertung eines Partners für Prototyp-CNC-Bearbeitung, priorisieren wir Metriken, die tatsächlich Ihre Time-to-Market beeinflussen. Geschwindigkeit ist der erste kritische KPI – nicht nur Spindelzeit, sondern auch administrative Geschwindigkeit. Wir bieten 24-Stunden- turnaround für Angebote, weil das Warten auf Preise Tage dauert und eine Engpass für moderne Engineering-Teams ist, den sie sich nicht leisten können.
Qualitätssicherung ist die zweite unverhandelbare Säule. Ein schnelles Teil ist nutzlos, wenn es nicht passt. Wir arbeiten unter ISO 9001:2015-Zertifizierung, um sicherzustellen, dass jedes Projekt, von komplexen CNC-Metallbearbeitung bis hin zu einfachen Kunststoffgehäusen, strenge Standards erfüllt. Wir halten Toleranzen so eng wie +/- 0,005mm und führen 100%-Inspektion vor dem Versand durch. Diese Zuverlässigkeit reduziert Abfall und stellt sicher, dass Ihre funktionalen Prototypen während des Tests genau wie vorgesehen funktionieren.
Wichtige Bewertungskriterien:
- Reaktionszeit: Können sie schnell Angebote machen und versenden?
- Zertifizierung: Ist die Werkstatt ISO 9001:2015 zertifiziert?
- Flexibilität: Benötigen sie eine Mindestbestellmenge (MOQ)? (Wir nicht).
- Fähigkeiten: Können sie 3-, 4- und 5-Achs-Arbeiten intern durchführen?
5.2 Fallstudie: Wie MS Machining die F&E-Zyklen um 40% verkürzt
Die Verkürzung des F&E-Zyklus geht nicht darum, Abkürzungen zu nehmen; es geht darum, Übergaben zu eliminieren. Viele Verzögerungen treten auf, wenn ein Prototyp von einer Werkstatt zu einem separaten Veredelungsanbieter bewegt werden muss. Wir lösen das, indem wir als echter One-Stop-Shopagieren. Durch die Integration hochpräziser CNC-Fräsmaschinen mit sekundären Prozessen wie EDM, Schleifen und Oberflächenveredelung (Anodisieren, Galvanisieren, Pulverbeschichtung) halten wir den gesamten Produktionsfluss unter einem Dach.
Unser Prozess ist auf Agilität ausgelegt. Da wir Keine Mindestbestellmenge (MOQ)haben, können Ingenieure ein einzelnes „Einzelstück“-Prototypen bestellen, um ein Design zu validieren, ohne eine vollständige Produktionscharge zu verpflichten. Dies ermöglicht eine schnelle Iteration—Design, Drucken/Maschinen, Testen und Verfeinern—ohne das finanzielle Risiko von Überbeständen. Durch die Straffung der Materialbeschaffung, Bearbeitung und Veredelung in einen einzigen Arbeitsablauf verkürzen wir die Lieferzeiten erheblich und helfen in Deutschland ansässigen Kunden, schneller vom CAD-Datenblatt zum fertigen, marktreifen Produkt zu gelangen als bei herkömmlichen Multi-Anbieter-Lieferketten.