

Verstehen, wann CNC-Prozesse kombiniert werden sollten
Im wettbewerbsintensiven Fertigungsumfeld ist es eine Herausforderung, enge Toleranzen zu erreichen und gleichzeitig die Produktionsgeschwindigkeit aufrechtzuerhalten. Die Kombination von Fräsen, Drehen und 5-Achs-Fähigkeiten ist nicht nur eine Frage der Nutzung fortschrittlicher Technologie; sie ist eine strategische Notwendigkeit zur Optimierung der Arbeitsabläufe. Für komplexe Präzisions-CNC-Teile, die auf eine einzelne Bearbeitungsmethode angewiesen sind, entstehen oft Engpässe und Genauigkeitsprobleme. Durch die Integration dieser Prozesse reduzieren wir die Rüstzeiten erheblich und eliminieren Transferfehler, sodass das Endbauteil strenge Standards erfüllt, ohne unnötigen Aufwand.
Fräsen vs Drehen vs 5-Achs: Prozessstärken und -einschränkungen
Um fundierte Beschaffungsentscheidungen treffen zu können, müssen Ingenieure und Einkäufer die einzigartige “DNA” jedes Bearbeitungsstils verstehen. Die Auswahl des richtigen Prozesses – oder einer Kombination von Prozessen – bestimmt den Erfolg des Projekts.
- CNC-Drehen: Der unbestrittene Champion für zylindrische Geometrien und Rotationssymmetrie. Er bietet hohe Geschwindigkeit und hervorragende Oberflächenqualitäten für Wellen und Buchsen, hat jedoch Schwierigkeiten mit nicht-konzentischen Merkmalen.
- CNC-Fräsen: Ideal für prismatische Formen, flache Oberflächen und das Bohren von off-center Löchern. Allerdings erfordert das Standard-3-Achs-Fräsen bei komplexen Teilen mehrere manuelle Rüstvorgänge, was das Risiko von Stapelfehlern erhöht.
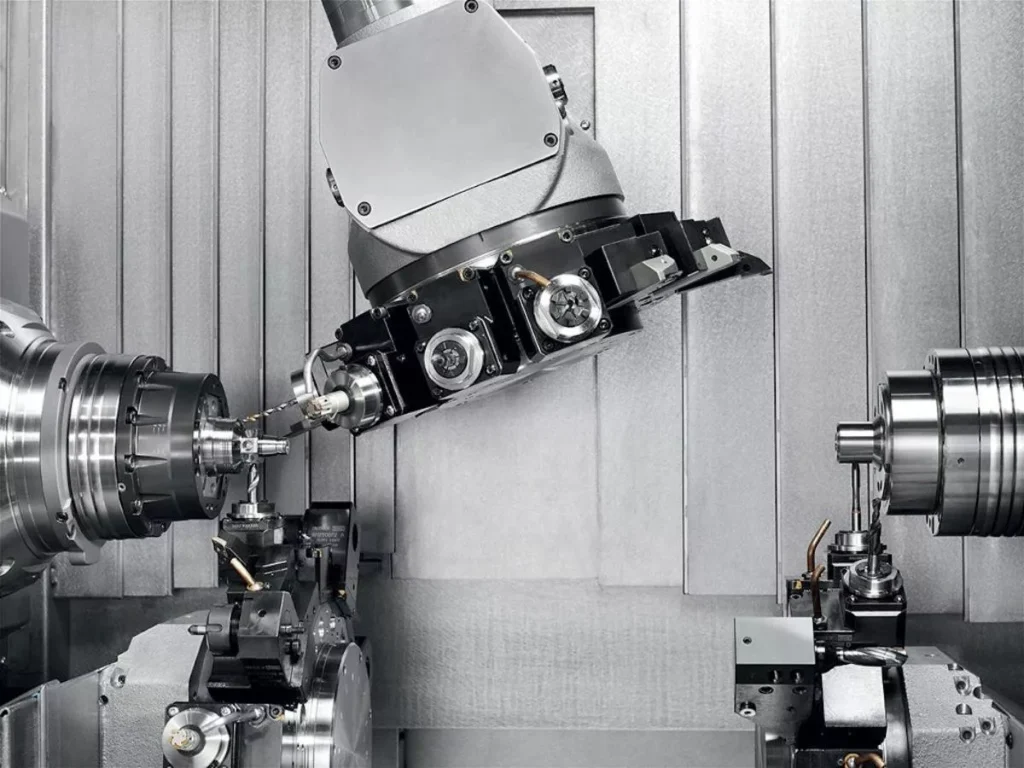
- 5-Achsen-Bearbeitung: Die ultimative Lösung für komplexe Geometrien und Untercutts. Sie ermöglicht es dem Werkzeug, sich dem Werkstück aus nahezu jedem Winkel zu nähern, reduziert die Anforderungen an Vorrichtungen erheblich und ermöglicht die Produktion hochkomplexer Präzisions-CNC-Teile in einem einzigen Arbeitsgang.
Häufige Missverständnisse beim Multi-Prozess-Bearbeiten
Ein häufiger Fehler bei der Beschaffung ist die Annahme, dass die Beibehaltung eines einzelnen, einfacheren Prozesses immer die kostengünstigste Lösung ist. Diese Denkweise führt oft zu versteckten Kosten und längeren Lieferzeiten.
- Mythos: “Einfacher ist billiger”
Wahrheit: Das Durchführen einer komplexen Komponente durch Standard-3-Achs-Fräsen erfordert oft mehrere manuelle Nachjustierungen der Vorrichtung. Dies treibt die Arbeitskosten in die Höhe und erhöht die Wahrscheinlichkeit von Ausschuss aufgrund von Ausrichtungsfehlern. - Mythos: “5-Achs ist immer Übertreibung”
Wahrheit: Obwohl die Maschinenstundensatz höher sein kann, führt die enorme Reduzierung der Gesamtzykluszeit und Handhabung oft dazu, dass 5-Achs- oder Mill-Dreh-Kombinationen wirtschaftlicher für komplexe Designs sind. - Mythos: “Eine Maschine passt für alles”
Wahrheit: Keine einzelne Maschine ist perfekt für alle Merkmale. Durch den Einsatz eines hybriden Ansatzes wird sichergestellt, dass das Drehen die runden Merkmale effizient übernimmt, während das Fräsen die detaillierten Taschen bearbeitet und so schnell bessere Ergebnisse liefert.
Materialüberlegungen und Bearbeitbarkeit
Wenn wir die Herstellung hochwertiger Präzisions-CNC-Teile, die Materialauswahl bestimmt die gesamte Fertigungsstrategie. Es geht nicht nur darum, ob das Material für die Konstruktionsanwendung geeignet ist; es geht darum, wie es sich unter dem Fräser verhält. Die Wahl des richtigen Materials basierend auf der Bearbeitbarkeit wirkt sich direkt auf die Zykluszeit, den Werkzeugverschleiß und letztlich auf die Kosten pro Einheit aus. Wir raten Ingenieuren stets, die endgültigen Leistungsanforderungen mit den Realitäten der Bearbeitung in Einklang zu bringen, um Nacharbeit zu minimieren und eine gleichbleibende Qualität zu gewährleisten.
Aluminium-, Edelstahl- und Titan-Strategien
Verschiedene Metalle erfordern bei der Kombination von Fräsen, Drehen und 5-Achs-Bearbeitung deutlich unterschiedliche Ansätze. Das Ziel ist es, die Materialabtragsraten zu optimieren, ohne die Oberflächenqualität zu beeinträchtigen.
- Aluminium (z.B. 6061, 7075): Dies ist im Allgemeinen das nachgiebigste Material, das hohe Spindeldrehzahlen und schnelle Vorschubraten ermöglicht. Allerdings ist die Späneentfernung bei der 5-Achs-Bearbeitung entscheidend, um das Wiederanfassen von Spänen zu verhindern, was die Oberfläche beeinträchtigen könnte.
- Edelstahl (z.B. 304, 316): Diese Legierungen neigen zum Verfestigen. Wir müssen das Werkzeug ständig in Bewegung halten—Verweilen führt dazu, dass das Material sofort verhärtet, was zum Werkzeugausfall führt. Für Projekte mit härteren Legierungen ist es essenziell, richtig zu Herstellung gehärteter Stahlbearbeitungsteile umzugehen, um enge Toleranzen zu wahren und die Werkzeuglebensdauer zu verlängern.
- Titan: Das Wärmemanagement hat hier Priorität. Titan hat eine geringe Wärmeleitfähigkeit, was bedeutet, dass die Hitze im Werkzeug verbleibt, anstatt im Span. Wir verwenden Hochdruckkühlung und spezielle Hartmetallwerkzeuge, um diese thermische Belastung zu steuern.
Kunststoffe, Verbundwerkstoffe und Spezialmaterialien
Die Bearbeitung von Nichtmetallen bringt eine andere Reihe von Herausforderungen mit sich, hauptsächlich im Zusammenhang mit Verformung und Abrieb anstelle von Schnittkräften.
- Verformungsrisiken: Kunststoffe wie Delrin oder PEEK neigen dazu, sich bei zu festem Spannen zu verziehen. Wir verwenden weiche Backen oder Vakuumspannvorrichtungen, um den Halte Druck gleichmäßig zu verteilen und zu verhindern, dass das Teil nach dem Lösen aus der Toleranz springt.
- Abriebfeste Verbundwerkstoffe: Materialien wie Kohlefaser sind äußerst abrasiv. Standardwerkzeuge verschleißen schnell, was die Präzision beeinträchtigt. Wir wechseln zu diamantbeschichteten Werkzeugen, um eine scharfe Schneide während des gesamten Bearbeitungsprozesses zu gewährleisten.
- Sequenzierung: Bei Kunststoffen fräsen wir oft das Material grob und lassen es “ruhen”, um innere Spannungen abzubauen, bevor der letzte Feinschliff erfolgt. Dies stellt sicher, dass die endgültige Geometrie stabil bleibt.
Workflow-Optimierung für Multi-Prozess-CNC
Die Optimierung des Workflows geht nicht nur um schnellere Spindeldrehzahlen; es geht darum, die “toten Zeiten” zu eliminieren, in denen die Maschine nicht schneidet. Bei der Kombination von Prozessen ist das Ziel eine nahtlose Integration. Wir konzentrieren uns darauf, die Handhabungszeit zu reduzieren und sicherzustellen, dass jede Bewegung Mehrwert schafft. Durch den Einsatz fortschrittlicher CNC-Präzisionstechnologielösungen, Hersteller können die Durchsatzrate erheblich steigern, während enge Toleranzen eingehalten werden. Der Schlüssel ist, das Fräsen und Drehen nicht mehr als separate Inseln zu betrachten, sondern sie als eine einheitliche Produktionslinie zu behandeln.
Sequenzierung von Operationen und Werkzeugwegplanung
Die Reihenfolge, in der wir Metall schneiden, bestimmt den Erfolg des Teils. Wenn wir eine Oberfläche frühzeitig frösen, bevor wir den Durchmesser drehen, könnten wir Vibrationen verursachen oder die Konzentricität verlieren. Im Allgemeinen priorisieren wir die Massenentfernung durch Drehen, gefolgt von schwerem Fräsen, und abschließend die 5-Achs-Konturierung für komplexe Merkmale.
- Intelligente Sequenzierung: Wir gruppieren Operationen, um Werkzeugwechsel zu minimieren. Wenn ein spezieller Fräser für drei verschiedene Merkmale erforderlich ist, programmieren wir den Werkzeugweg so, dass alle gleichzeitig bearbeitet werden, bevor das Werkzeug gewechselt wird.
- Kollisionsvermeidung: Bei Mehrprozess-Setups, insbesondere Mill-Turn-Zentren, steigt das Risiko von Werkzeuginterferenzen. Wir verwenden Simulationssoftware, um die Freigänge zu überprüfen, bevor die Maschine sich bewegt.
- Fehlerreduzierung: Durch die Planung des Werkzeugwegs, um kritische Merkmale in einem einzigen Setup fertigzustellen, stellen wir eine hohe Qualität sicher Präzisions-CNC-Teile ohne Toleranzfehler durch erneutes Spannen zu verursachen.
Spannvorrichtungen und Mehrstationen-Setup
Die beste Maschine der Welt kann ein schlechtes Setup nicht beheben. Das manuelle Umsetzen eines Teils zwischen Drehmaschine und Fräseinheit führt zu menschlichen Fehlern und Ausrichtungsproblemen. Hier rettet intelligentes Spannen den Tag.
- Nullpunkt-Spannung: Damit können wir eine Spannvorrichtung mit einer Maschine auf eine andere übertragen, mit Mikrometer-genauer Wiederholgenauigkeit, was die Rückstellzeit drastisch reduziert.
- Mehrstationen-Spannvorrichtungen: Wir laden oft mehrere Teile auf einen Tombstone oder Paletten. Während ein Teil bearbeitet wird, kann der Bediener das nächste laden, sodass die Spindel kontinuierlich läuft.
- Ein-Setup-Strategie: Die Nutzung 5-Achsen-CNC-Bearbeitungsdienstleistungen eliminiert oft die Notwendigkeit komplexer kundenspezifischer Spannvorrichtungen, da das Werkzeug in einem Durchgang auf fünf Seiten des Teils zugreifen kann. Dieser Ansatz ist entscheidend, um geometrische Genauigkeit zu bewahren und die Produktionszyklen zu beschleunigen.
Vergleich von Kosten, Effizienz und Risiko bei verschiedenen Optionen
Die richtige Entscheidung zwischen traditionellem sequentiellem Bearbeiten oder einem kombinierten Mehrprozess-Ansatz zu treffen, ist nicht nur eine Frage der Technologie – es geht um die Bilanz. Wir müssen direkte Kosten gegen versteckte Effizienzverluste abwägen. Während eine Standard-3-Achs-Fräse einen niedrigeren Stundensatz hat als ein 5-Achs-Zentrum, ändert sich die Rechnung schnell, wenn man Arbeitskosten, Räumzeit und das Risiko von Ausschuss berücksichtigt.
Kostenkompromisse zwischen Einzel- und Mehrprozessbearbeitung
Wenn wir Projekte für umfassende CNC-Bearbeitungsdienste, betrachten wir den Gesamtdurchsatz, nicht nur den Stundensatz einer einzelnen Maschine. Die Verwendung separater Maschinen für Fräsen und Drehen schafft oft eine falsche Wirtschaftlichkeit. Sie könnten bei den Maschinensätzen sparen, zahlen aber doppelt an Bedienerzeit für das Nachspannen.
Hier ist eine Aufschlüsselung, wohin das Geld tatsächlich fließt:
| Kostenfaktor | Serienfertigung (Einzelprozess) | Kombinierte Fertigung (Fräsen-Drehen/5-Achsen) |
|---|---|---|
| Einrichtungsaufwand | Hoch: Erfordert manuelle Einrichtung für jeden Vorgang (Op 10, Op 20 usw.). | Gering: “Alles-in-einem”-Einrichtung reduziert den Bedienereinsatz. |
| Maschinensatz | Niedriger: Standarddrehmaschinen und Fräsmaschinen sind günstiger im Betrieb pro Stunde. | Höher: Fortschrittliche Mehrzweckmaschinen haben höhere Gemeinkosten. |
| Vorrichtungskosten | Hoch: Mehrere kundenspezifische Vorrichtungen sind für verschiedene Maschinen erforderlich. | Mittel: Erfordert oft nur eine komplexe Vorrichtung oder Standardspannvorrichtung. |
| WIP-Bestand (Work in Progress) | Hoch: Teile warten zwischen den Vorgängen. | Gering: Rohmaterial kommt rein, fertiges Teil kommt raus. |
Bei Hochvolumenläufen kompensiert die verkürzte Zykluszeit eines Mehrprozess-Setups in der Regel die höheren Maschinensätze. Für Prototypen in kleiner Stückzahl macht die verkürzte Rüstzeit das kombinierte Bearbeiten zu einer klaren Wahl.
Risikoabschätzung: Toleranzen, Oberflächenfinish und Bauteilkomplexität
Risikomanagement in der Fertigung dreht sich hauptsächlich um die Kontrolle von Variablen. Jedes Mal, wenn ein Bediener ein Bauteil berührt, um es vom Dreh- zu Fräsmaschine zu bewegen, besteht die Möglichkeit menschlicher Fehler und Toleranzausgleichs. Wenn Sie herstellen Präzisions-CNC-Teile mit engen geometrischen Maß- und Toleranzvorgaben (GD&T), können diese kleinen Fehler zu einer abgelehnten Charge führen.
Wichtige Risikofaktoren, die zu beachten sind:
- Datumverlust: Ein erneutes Spannen eines Bauteils an einer zweiten Maschine erschwert die Aufrechterhaltung perfekter Kongruenz oder Rechtwinkligkeit in Bezug auf die in der ersten Operation bearbeiteten Merkmale.
- Oberflächenübergänge: Unstimmigkeiten zwischen gedrehten Oberflächen und gefrästen Merkmalen sind häufig, wenn Prozesse aufgeteilt werden. 5-Achs-Bearbeitung ermöglicht kontinuierliche Werkzeugwege, die eine überlegene Oberflächenqualität hinterlassen.
- Handling-Schäden: Je öfter ein Bauteil bewegt wird, desto höher ist das Risiko von Kratzern, Dellen oder Stürzen, insbesondere bei weicheren Materialien wie Aluminium oder Kunststoffen.
Durch die Konsolidierung von Operationen eliminieren wir die Risiken des “Handoffs”. Dies stellt sicher, dass die Beziehung zwischen den Merkmalen exakt bleibt, weil das Bauteil nie den Spannfutter verlässt, bis es fertiggestellt ist.
Prototyping- und RFQ-Überlegungen

Die Navigation vom digitalen Design zur physischen Fertigung erfordert strategische Planung, insbesondere bei komplexen Multi-Prozess-Workflows. Wir helfen Ingenieuren und Einkaufsteams genau zu bestimmen, wann ein Design durch Prototyping validiert werden soll und wie eine Angebotsanfrage (RFQ) strukturiert werden sollte, um die genauesten Preise und Lieferzeiten zu erhalten.
Wann einen Prototyp oder Testlauf anfordern
Direkt in die Hochvolumenproduktion mit einem komplexen Design einzusteigen, ist ein finanzielles Risiko. Wir empfehlen einen Prototyp oder Pilotlauf, wann immer Sie Fräsen, Drehen und 5-Achs-CNC-Bearbeitung zum ersten Mal bei einem neuen Bauteil kombinieren. Wenn Ihr Bauteil enge Toleranzen (bis zu +/- 0,005 mm) aufweist oder komplexe Geometrien erfordert, die eine gleichzeitige 5-Achs-Bearbeitung verlangen, validiert ein Testlauf unsere Spannvorrichtung und Werkzeugwege.
Materialempfindlichkeit ist ein weiterer wichtiger Faktor. Teure Materialien wie Titan oder PEEK verhalten sich unter den Belastungen der Multi-Achs-Bearbeitung anders als Standard-Aluminium 6061. Ein Prototyplauf ermöglicht es uns, Vorschub- und Drehzahlen anzupassen, um Ausschuss in der Endcharge zu vermeiden. Das Verständnis der Nuancen von CNC-Fräs-Prototyp vs. Produktion Workflows stellt sicher, dass potenzielle Designfehler frühzeitig erkannt werden, was kostspielige Nacharbeiten später vermeidet.
Wichtige Auslöser für Prototyping:
- Komplexe Geometrie: Teile, die 4-Achs- oder 5-Achs-Bewegungen erfordern.
- Enge Toleranzen: Überprüfung der kritischen Abmessungen vor der Massenproduktion.
- Passform und Funktion: Sicherstellen, dass das Teil korrekt mit anderen zusammenpasst CNC-Präzisionsteile in Ihrer Baugruppe.
- Oberflächenfinish: Überprüfen, ob Anodisierung oder Beschichtung die ästhetischen Standards auf dem tatsächlichen Substrat erfüllt.
Effektive RFQ-Vorbereitung für Multi-Prozess-CNC
Um ein genaues “Sofortangebot” zu erstellen und unsere direkten Werkspreise zu nutzen, ist Klarheit in Ihrer RFQ unerlässlich. Wenn Sie Drehen und Fräsen kombinieren, wird der Angebotsprozess technischer, da wir die Maschinenzeit über verschiedene Zentren hinweg berechnen oder feststellen müssen, ob eine Multitasking-Maschine effizienter ist.
Wir verlassen uns auf präzise Daten, um Ihre Kosten zu optimieren. Das Senden unvollständiger Informationen zwingt uns, Annahmen zu treffen, die den Preis erhöhen könnten, um das Risiko abzudecken. Um den besten Wert und die schnellste Bearbeitungszeit (schnell wie 3-7 Tage für Prototypen) zu erzielen, stellen Sie sicher, dass Ihr RFQ-Paket vollständig ist.
RFQ-Checkliste für maximale Effizienz:
- 3D-CAD-Dateien: Wir benötigen STEP- oder IGES-Dateien, um unsere 5-Achs-Maschinen zu programmieren; PDFs dienen nur als Referenz.
- Material-Spezifikationen: Geben Sie deutlich die Sorte an (z. B. Edelstahl 304 vs. 316), da die Bearbeitbarkeit die Kosten beeinflusst.
- Toleranzen: Heben Sie kritische Abmessungen hervor. Wenn die Standard-ISO 2768 akzeptabel ist, geben Sie dies an, um die Inspektionszeit zu verkürzen.
- Oberflächenveredelung: Geben Sie Anforderungen wie Glasperlenstrahlen, Anodisieren oder Pulverbeschichten im Voraus an.
- Menge: Wir bearbeiten 1 bis 100.000+ Teile, aber die Einrichtungskosten pro Einheit ändern sich drastisch zwischen einem einzelnen Prototyp und einem vollständigen Durchlauf.
Hybrides Bearbeiten in komplexen mechanischen Komponenten
Bei der Herstellung Präzisions-CNC-Teile mit komplizierten Geometrien führt das Trennen von Arbeitsgängen oft zu gestapelten Fehlertoleranzen. Ich erinnere mich an ein Projekt mit einem Gehäuse für die Luft- und Raumfahrt, das sowohl eine starke Materialabtragung als auch komplexe Konturflächen erforderte. Zuerst versuchten wir, die Hauptbohrung zu drehen und sie dann zu einer Standardfräse zu bringen. Das Ergebnis? Hohe Ausschussraten aufgrund von Fehlausrichtung während des Transfers.
Die Lösung war die Integration des Workflows. Durch die Verwendung eines Multitasking-Zentrums oder die strikte Koordinierung des Transfers zu einer Maschine mit fortschrittlichen 5-Achs-Fräsfunktionen, haben wir einen einzigen Bezugspunkt beibehalten. Dieser hybride Ansatz ermöglichte uns:
- Eliminierung von Umspannfehlern: Das Fixieren des Teils mit einer Spannvorrichtung reduziert das Risiko menschlicher Fehler.
- Balancieren der Zykluszeiten: Während das Drehspindel das Grobfräsen übernahm, arbeitete der Fräskopf gleichzeitig an off-center Merkmalen.
- Verbessern Sie die Oberflächenkontinuität: Das Übergleiten von gedrehten und gefrästen Oberflächen wurde nahtlos, wodurch strenge ästhetische und funktionale Anforderungen erfüllt werden.
Lehren aus Hochvolumen-Produktionsläufen
Das Hochskalieren von einem Prototyp auf Tausende von Einheiten offenbart Ineffizienzen, die in einer kleinen Charge möglicherweise übersehen werden. Bei Hochvolumenläufen ist Konsistenz entscheidend. Wir haben gelernt, dass der Schlüssel nicht nur schnellere Schnittgeschwindigkeiten sind, sondern eine intelligentere Organisation der gesamten Zelle.
Hier sind die wichtigsten Lektionen zur Steigerung der Effizienz bei großen Chargen:
- Standardisieren Sie Spannvorrichtungen: Wir haben Null-Punkt-Spannsysteme implementiert, die sowohl in unseren Drehzentren als auch in unseren Fräsmaschinen funktionieren. Dadurch können wir eine Palette in Sekunden, nicht in Minuten, von einer Maschine zur anderen bewegen.
- Optimieren Sie die Werkzeuglebensdauer: Bei langen Läufen variiert der Werkzeugverschleiß erheblich zwischen den Prozessen. Die Auswahl hochwertiger CNC-Bearbeitungsmaschinen speziell für Hybridbelastungen entwickelter Werkzeuge verhindert unerwartete Ausfallzeiten.
- Synchronisieren Sie die Abläufe: Wir strukturieren den Arbeitsablauf so, dass die Fräszykluszeit so eng wie möglich mit der Drehzykluszeit übereinstimmt. Dies verhindert, dass WIP (Work In Progress) an einer Station anhäuft, während eine andere stillsteht.