

Verstehen der Grundlagen der CNC-Bearbeitung im Zusammenhang mit Design
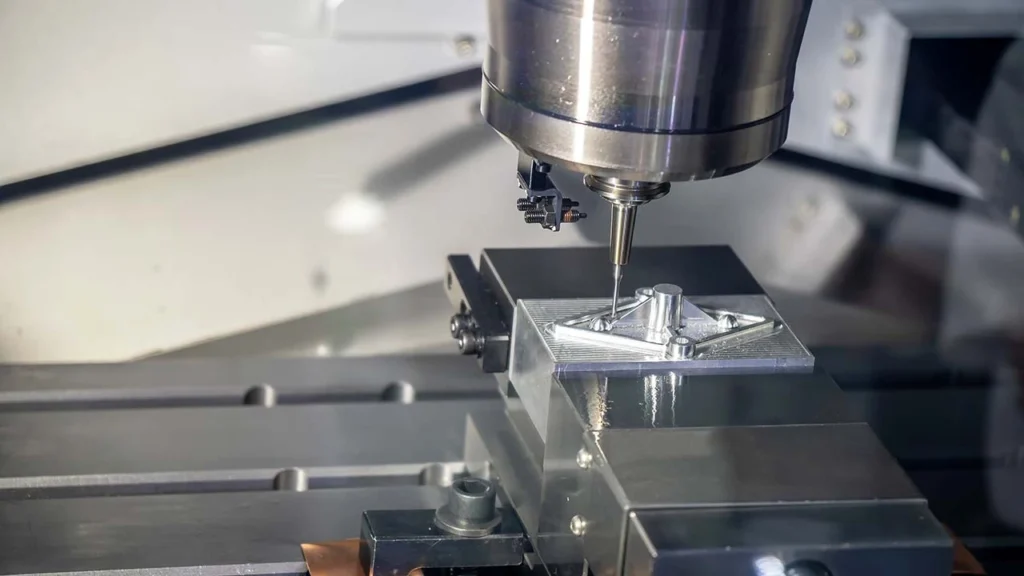
Beim Entwerfen von Teilen für die CNC-Bearbeitung ist es wichtig, die Grundlagen der Hauptbearbeitungsverfahren zu erfassen. Die gängigsten Methoden umfassen 3-Achs- und 5-Achs-Fräsen, CNC-Drehen, und fortgeschrittene Mehrachsen-Bearbeitung.
- 3-Achs-Fräsen bewegt das Schneidwerkzeug entlang der X-, Y- und Z-Achsen, ideal für einfachere Formen und Merkmale.
- 5-Achs-Fräsen fügt Rotationsbewegung hinzu, die komplexe Geometrien und Unterkanten ohne Neupositionierung des Teils ermöglicht.
- CNC-Drehen dreht das Teil, während ein stationäres Werkzeug äußere und innere zylindrische Merkmale formt.
- Mehrachsen-Bearbeitung kombiniert diese Bewegungen, um komplexe Teile mit weniger Rüstzeiten zu ermöglichen.
Designentscheidungen werden stark davon beeinflusst, wie das Werkzeug auf das Werkstück zugreifen kann und wie das Teil während der Bearbeitung fixiert ist. Effizienter Werkzeugzugang minimiert kostspielige Sekundäroperationen. Ihr Design sollte berücksichtigen Materialabtragsraten und vermeiden Sie Merkmale, die Werkzeuge einschließen oder übermäßige Schnittkräfte verursachen.
Die Materialwahl spielt ebenfalls eine entscheidende Rolle bei Ihren Richtlinien für die CNC-Bearbeitung:
- Aluminium ist leicht, einfach zu bearbeiten und hervorragend für enge Toleranzteile geeignet.
- Stahl bietet Festigkeit, erfordert jedoch eine sorgfältigere Gestaltung, um Werkzeugverschleiß und Hitze zu steuern.
- Kunststoffe weichen stark ab, benötigen aber in der Regel dickere Wände, um Verformungen zu vermeiden.
Jedes Material beeinflusst die Wandstärke, die Eckenradien und die Werkzeugwahl unterschiedlich, daher passen Sie Ihr Design an, um Bearbeitbarkeit und Materialeigenschaften auszugleichen.
Grundlegende Designprinzipien für die Bearbeitbarkeit
Beim Entwerfen von Teilen für die CNC-Bearbeitung hilft die Beachtung der Grundprinzipien, kostspielige Fehler zu vermeiden und eine reibungslose Produktion zu gewährleisten.
Empfehlungen für Wandstärken
- Metalle benötigen in der Regel eine minimale Wandstärke von etwa 1,0 mm bis 2,0 mm, um unerwünschtes Biegen oder Bruch während der Bearbeitung zu verhindern.
- Kunststoffe benötigen etwas dickere Wände – in der Regel 1,5 mm oder mehr – da sie weniger starr sind und eher zu Verformungen neigen.
- Dünne Wände können Vibrationen und schlechte Oberflächenqualität verursachen, daher ist eine angemessene Unterstützung der Merkmale entscheidend.
Innere Ecken und Radien
- Vermeiden Sie scharfe innere Ecken; sie verursachen Spannungs Konzentration und sind schwer zu bearbeiten.
- Eine gute Regel ist, einen Radius von mindestens einem Drittel des Durchmessers des Schneidwerkzeugs zu verwenden. Dies ermöglicht eine reibungslose Bewegung des Werkzeugs und reduziert den Verschleiß.
Tiefenbegrenzung für Taschen und Hohlräume
- Die Begrenzung der Hohlraumtiefe hilft, die Steifigkeit des Werkzeugs zu erhalten. Eine Tiefe zwischen 3- bis 6-mal dem Durchmesser des Werkzeugs ist in der Regel ideal.
- Tiefer zu gehen birgt das Risiko von Werkzeugabweichung und Schwingungen, was die Oberflächenqualität und Präzision verschlechtert.
Bohrungsdesign-Tipps
- Streben Sie ein Verhältnis von Tiefe zu Durchmesser von höchstens 5:1 an, um Werkzeugbrüche oder schlechte Bohrlochqualität zu vermeiden.
- Vermeiden Sie wenn möglich flachbodige Löcher; leicht radiuste oder abgeschrägte Böden helfen den Werkzeugen, sauber auszutreten.
- Das Hinzufügen von Fasen an Lochöffnungen erleichtert die Werkzeugaufnahme und reduziert Grate, was die Qualität des Endteils verbessert.
Die Anwendung dieser Gestaltungsregeln für die CNC-Bearbeitung schafft eine solide Grundlage für die Herstellbarkeit, minimiert Verzögerungen und zusätzliche Kosten. Für materialbezogene Hinweise siehe diese Übersicht über gängige Metalle und Kunststoffe für bearbeitete Metallteile und Kunststoffbearbeitungsprozesse.
Fachspezifische Richtlinien für das Design von CNC-Bearbeitungen

Beim Entwerfen von Teilen für die CNC-Bearbeitung erfordern einige Merkmale besondere Aufmerksamkeit, um die Herstellbarkeit und Kosteneffizienz zu gewährleisten.
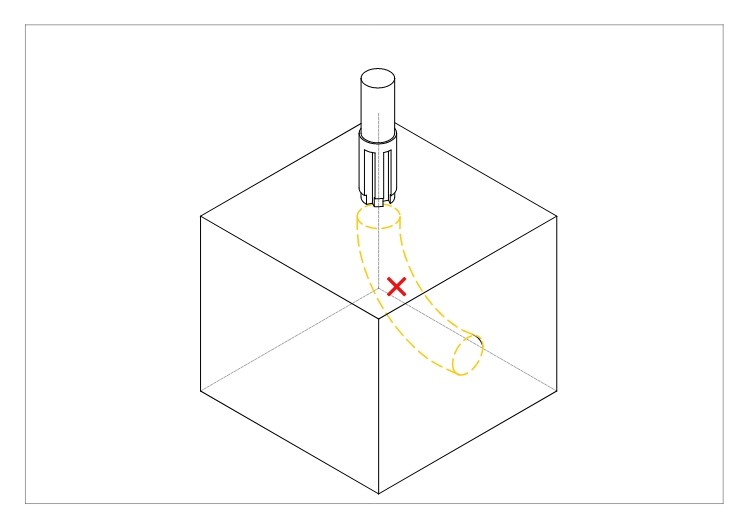
Unterkanten und komplexe Geometrien
Unterkanten erfordern oft spezielles Werkzeug oder zusätzliche Rüstzeiten, was die Kosten erhöhen kann. Wählen Sie nach Möglichkeit Alternativen wie Hundeknochen-Fasen in T-Schlitzen, um die Festigkeit zu erhalten und die Bearbeitung zu vereinfachen. Komplexe Formen sollten minimiert oder sorgfältig geplant werden, um teure Mehr-Achs-Bearbeitung zu vermeiden, es sei denn, sie ist notwendig. Für fortgeschrittene Anforderungen kann die Erforschung spezialisierten CNC-Bearbeitungsprozesse helfen, Komplexität und Kosten auszugleichen.
Gewinde und Gewindebohrungen
Halten Sie sich an Standard-Gewindegrößen, um die Werkzeuge einfach zu halten und die Kosten zu senken. Vermeiden Sie sehr kleine Gewinde, die spezielle Gewindebohrer oder kundenspezifische Bearbeitung erfordern, da diese zu höheren Ausschussraten und längeren Produktionszeiten führen können. Vorbearbeitungszugaben, wie das Hinzufügen von zusätzlichem Material zum Gewindeschneiden, verbessern die Gewindequalität und sind entscheidend für konsistente Ergebnisse.
Fasen und Abrundungen
Fasen einbauen, um Spannungs Konzentrationen zu reduzieren und die Bauteilfestigkeit zu erhöhen – Innere Fasen verhindern Rissbildung, während äußere Fasen die Handhabung erleichtern und die Montagepassung verbessern. Standard-Eckenradien sollten in der Regel mindestens ein Drittel des Werkzeugdurchmessers betragen, um scharfe Kanten zu vermeiden, die schwer zu bearbeiten sind. Fasen erleichtern das Einlegen und die Montage des Bauteils und helfen auch, Beschädigungen an den Kanten zu verhindern.
Dünne Merkmale und Vorsprünge
Vermeiden Sie zu dünne Wände und lange, schlanke Vorsprünge ohne ausreichende Unterstützung, da diese während der Bearbeitung anfällig für Vibrationen und Verformungen sind. Dies kann zu schlechten Oberflächenfinishs und dimensionaler Ungenauigkeit führen. Entwerfen Sie dünne Merkmale immer mit Stützrippen oder minimieren Sie deren Länge, um die Stabilität während des Schneidens zu gewährleisten.
Durch die Beachtung dieser herstellungsspezifischen Richtlinien optimieren Sie die Teile für die Bearbeitung, reduzieren Fertigungsprobleme und halten die Produktion kosteneffizient.
Toleranzen und Oberflächenfinish
Beim Entwerfen für die CNC-Bearbeitung ist das Setzen realistischer Toleranzen entscheidend. Standardtoleranzen halten die Kosten niedrig, während enge Toleranzen oft mehr Maschinenzeit und höhere Kosten bedeuten. Für die meisten Teile reicht es aus, sich an Standardtoleranzbereiche zu halten, es sei denn, Ihre Anwendung erfordert Präzision.
Verwendung von Geometrische Tolerierung und Abmaße (GD&T) hilft, kritische Funktionen klar zu kommunizieren, um sicherzustellen, dass der CNC-Bediener Ihre Konstruktionsabsicht versteht. GD&T verbessert auch die Herstellbarkeit, indem Toleranzkontrollen dort fokussiert werden, wo sie bei der Komponente am wichtigsten sind.
Oberflächenfinish ist ein weiterer wichtiger Faktor. Konstruktionsmerkmale wie scharfe Ecken oder tiefe Taschen können die erreichbare Rauheit (Ra) ohne zusätzliche Nachbearbeitung einschränken. Durch Vermeidung zu enger Oberflächenfinish-Spezifikationen und komplexer Details sparen Sie Kosten und Zeit. Überlegen Sie, wie Ihr Design die Oberflächenqualität beeinflusst, und streben Sie maschinenfreundliche Oberflächenstrukturen an, die keine Nachbearbeitung erfordern.
Das Gleichgewicht zwischen Toleranzen und Oberflächenfinish mit Ihrer Funktion sorgt für eine effiziente Produktion und ein qualitativ hochwertiges CNC-gefertigtes Teil.
Material- und Prozessoptimierung
Die Wahl des richtigen Materials ist ein entscheidender Teil der Optimierung Ihres Designs für die Bearbeitung. Freifahrende Legierungen wie bestimmte Aluminium- oder Kohlenstoffstahlqualitäten machen den Prozess reibungsloser und kostengünstiger im Vergleich zu härteren Materialien wie Edelstahl oder Inconel. Wenn Ihr Design Aluminium verwendet, kann die Zusammenarbeit mit einem erfahrenen Hersteller von Aluminiumbearbeitungsteilen helfen, eine bessere Bearbeitbarkeit und schnellere Durchlaufzeiten zu gewährleisten.
Teile so zu gestalten, dass sie minimale Rüstzeiten erfordern, spart ebenfalls Zeit und Geld. Wann immer möglich, streben Sie eine Bearbeitung auf einer Seite an, bei der alle Merkmale von einer Seite zugänglich sind. Mehrseitige Bearbeitung bedeutet, das Teil mehrfach zu drehen oder neu auszurichten, was die Komplexität und die Kosten erhöht. Diese Neuausrichtungen zu reduzieren, vereinfacht die Produktion und verringert das Fehlerpotenzial.
Ihr Ansatz sollte auch je nach Produktionsmenge variieren. Für die Massenproduktion können Sie lockerere Konstruktionsregeln verwenden, die eine schnellere Bearbeitung und einfachere Rüstungen ermöglichen, ohne die Funktion zu beeinträchtigen. Andererseits erfordern Prototypen oder Kleinserien oft engere Toleranzen und genauere Merkmale, also planen Sie diese Kompromisse bei der Gestaltung ein.
Das Gleichgewicht zwischen Materialauswahl und Prozessplanung im Voraus ist eine der besten Möglichkeiten, Ihr Design für die CNC-Bearbeitung zu optimieren, die Effizienz zu verbessern und die Kosten zu senken.
Häufige Designfehler und wie man sie vermeidet
Beim Entwerfen von Teilen für die CNC-Bearbeitung ist es entscheidend, häufige Fallstricke zu vermeiden, um die Kosten niedrig und die Zeitpläne einzuhalten. Hier sind häufige Designfehler und Tipps zu ihrer Vermeidung:
- Übermäßige Spezifikation von Toleranzen oder Anforderung von Sonderwerkzeugen: Enge Toleranzen können die Bearbeitungszeit und die Kosten erheblich erhöhen. Halten Sie sich nach Möglichkeit an standardisierte, branchenübliche Toleranzen, es sei denn, die Funktion erfordert unbedingt Präzision. Sonderwerkzeuge erhöhen die Preise und die Lieferzeiten, also versuchen Sie, für Standardfräsergrößen und -formen zu entwerfen.
- Entwerfen von unzugänglichen oder unmöglich zu bearbeitenden Merkmalen: Vermeiden Sie das Erstellen von tiefen Taschen, engen Schlitzen oder komplexen internen Rillen, die Standardwerkzeuge nicht leicht erreichen können. Diese Bereiche erfordern oft Spezialwerkzeuge oder mehrere Rüstvorgänge, was die Kosten erhöht. Berücksichtigen Sie frühzeitig den Werkzeugzugang und die Spannvorrichtungen in Ihrem Design.
- Ignorieren von Werkzeugwegen und Bearbeitungsdynamik: Merkmale wie tiefe, schmale Schlitze oder übermäßige Materialentfernung können Werkzeugabweichungen und Vibrationen verursachen, was zu schlechten Oberflächenfinishs oder Werkzeugbrüchen führt. Stellen Sie sicher, dass Ihr Design typische Tiefen-zu-Durchmesser-Verhältnisse (oft nicht mehr als 3-6 Mal den Durchmesser des Werkzeugs) einhält, um stabile Schnitte zu gewährleisten.
- Fallbeispiele mit Kosten- und Zeiteinsparungen: Zum Beispiel kann das Ändern scharfer innerer Ecken auf einen Radius, der mindestens ein Drittel des Durchmessers des Werkzeugs beträgt, die Notwendigkeit spezieller Werkzeuge eliminieren. Die Vereinfachung der Tiefe einer Tasche oder der Austausch von Unterkanten durch Hundeknochen-Features kann die Rüstzeiten und Werkzeugkosten erheblich reduzieren. Diese kleinen Designänderungen sparen oft Stunden auf der Werkstatt und senken die Teilekosten um 20-50%.
Die Optimierung Ihres Designs für die Bearbeitbarkeit ist entscheidend. Um praktische Anleitungen zu erhalten, wie Materialien und Bearbeitungsdienstleistungen in diese Strategien passen, sollten Sie Expertenlösungen wie Präzisionswellen, Stäbe und Mandrels or maßgeschneiderte CNC-Bearbeitungsdienste prüfen, die bewährte Praktiken beim Werkzeugzugang und Feature-Design hervorheben.
Die Befolgung dieser Design-Richtlinien für die Bearbeitung stellt sicher, dass Ihre Teile nicht nur machbar, sondern auch kosteneffizient sind, was zu schnelleren Durchlaufzeiten und besseren Qualitätsresultaten führt.
Fortgeschrittene Tipps zur Kostenreduzierung und Effizienzsteigerung
Beim Entwerfen für CNC-Bearbeitung ist es entscheidend, die Kosten niedrig zu halten und gleichzeitig die Effizienz zu gewährleisten. Einer der klügsten Schritte ist es,. bei Standardwerkzeuggrößen zu bleiben.
Maßgeschneiderte Werkzeuge können die Kosten und Lieferzeiten erhöhen, daher spart es Geld und Aufwand, Teile zu entwerfen, die zu gängigen Werkzeugdurchmessern und -längen passen. Einbeziehung von Entlüftungswinkeln oder Reliefs.
wo immer möglich, hilft ebenfalls. Diese kleinen Designänderungen erleichtern die Bearbeitung der Teile und verringern den Werkzeugverschleiß. Ausgewogenheit ist ein weiteres Muss. Manchmal kann eine kleine Designänderung die Bearbeitbarkeit verbessern, ohne das Aussehen oder die Leistung zu beeinträchtigen.
Bevor Sie Ihr CAD-Modell finalisieren, sollten Sie die Verwendung von Simulation oder Design for Manufacturability (DFM)-Software in Betracht ziehen.. Diese Werkzeuge helfen, potenzielle Probleme frühzeitig zu erkennen – wie Werkzeugkollisionen oder schwer zugängliche Merkmale – sodass Sie das Design für eine reibungslosere und schnellere Fertigung optimieren können.
Die Anwendung dieser Strategien macht Ihre CNC-Bearbeitungsprojekte kosteneffektiver und effizienter, insbesondere bei der Herstellung komplexer oder hochvolumiger Teile.
Für spezielle Anforderungen sehen Sie sich an, wie wir Komponenten aus Edelstahl mit optimierten CNC-Prozessen für harte Materialien herstellen.