
لماذا يدخل التصنيع باستخدام الحاسب الآلي (CNC) مرحلة جديدة في عام 2026
مع اقترابنا من عام 2026، يتغير مشهد التصنيع من التشغيل البسيط إلى نظم الإنتاج الذكية. لم يعد الأمر مجرد إزالة المادة؛ بل هو تحسين كل ثانية من وقت المغزل لتلبية سوق متقلب بشكل متزايد. نشهد تغيرًا جوهريًا في كيفية تعامل الورش مع مخرطة CNC, مدفوعًا بالحاجة إلى موازنة السرعة مع الدقة التي لا تقبل المساومة.
ضغط التصنيع من التكاليف والجودة والتسليم
مثلث التصنيع — التكلفة، الجودة، والسرعة — أصبح أكثر تضييقًا من أي وقت مضى. في عام 2026، يرفض العملاء التنازل عن أحدها للحصول على الآخر. تواجه الشركات المصنعة ضغطًا شديدًا لتقليل تكاليف الوحدة على الرغم من ارتفاع أسعار المواد الخام وتكاليف الطاقة.
للبقاء على قيد الحياة، يجب على ورش العمل القضاء على عدم الكفاءة. هذا يعني:
- إنتاج خالي من العيوب: لا يوجد ميزانية للهدر أو إعادة العمل.
- التسليم في الوقت المحدد: يتم دفع تكاليف المخزون إلى أسفل سلسلة التوريد، مما يتطلب أوقات استجابة أسرع.
- استقرار العملية: ضمان أن قطع غيار ذات دقة CNC متطابقة من التشغيل الأول إلى الألف.
توقعات أعلى من المشترين في صناعات الطيران، السيارات، والصناعات
تدفع الصناعات الكبرى حدود تعقيد التصميم. يتجه المشترون في صناعات الطيران والسيارات نحو مكونات أخف وزنًا وأقوى تتطلب استراتيجيات تشغيل متقدمة. الطلب على قطع CNC دقيقة في هذه القطاعات مدفوع بمعايير كفاءة استهلاك الوقود الأكثر صرامة وت electrification للمركبات.
العملاء الآن يتوقعون:
- تفاوتات أكثر دقة: تضيق التفاوتات القياسية، مما يتطلب آلات ذات استقرار حراري فائق.
- الهياكل الهندسية المعقدة: غالبًا ما تتميز الأجزاء بفتحات تحتية وأشكال عضوية تتحدى أدوات التشغيل القياسية.
- القدرة على تتبع المنتج: يصبح التوثيق الكامل لعملية التصنيع مطلبًا قياسيًا للطلبات الصناعية.
لماذا يتم إعادة تقييم استراتيجيات الطحن التقليدية
طرق التشغيل القديمة أصبحت عبئًا ماليًا. الاعتماد فقط على الإعدادات اليدوية واستراتيجيات المحاور الثلاثة القياسية لم يعد ممكنًا للإنتاج عالي التنوع والمنخفض الحجم. نرى إعادة تقييم واسعة لسير العمل للبقاء تنافسيين.
التغيرات الرئيسية تشمل:
- الانتقال إلى متعدد المحاور: تقليل عمليات الإعداد لتحسين الدقة والسرعة.
- القرارات المستندة إلى البيانات: استخدام مراقبة الآلات للتنبؤ بفشل الأداة قبل أن يتلفها قطع غيار ذات دقة CNC.
- تكامل الأتمتة: تقليل الاعتماد على العمل اليدوي في التحميل والتفريغ للحفاظ على دورات الإنتاج المستمرة.
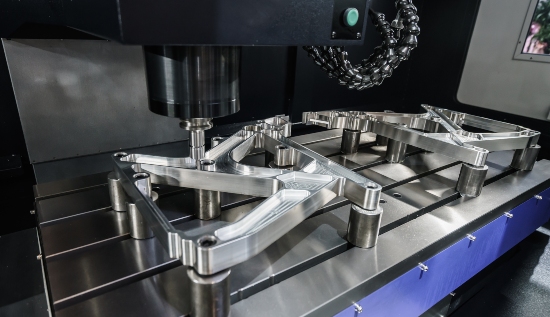
الاتجاهات في قدرات الآلات وتأثيرها على أداء الطحن باستخدام CNC
مع اقتراب عام 2026، تتطور الأجهزة وراء العملية بسرعة مماثلة للبرمجيات. الأمر لا يقتصر على امتلاك أحدث المعدات؛ بل يتطلب مطابقة بنية الآلة مع الاحتياجات المحددة للمشروع. نرى تحولًا واضحًا في كيفية نشر أنواع الآلات المختلفة لضمان قطع غيار ذات دقة CNC الامتثال لمعايير الجودة الأكثر صرامة دون تجاوز الميزانية.
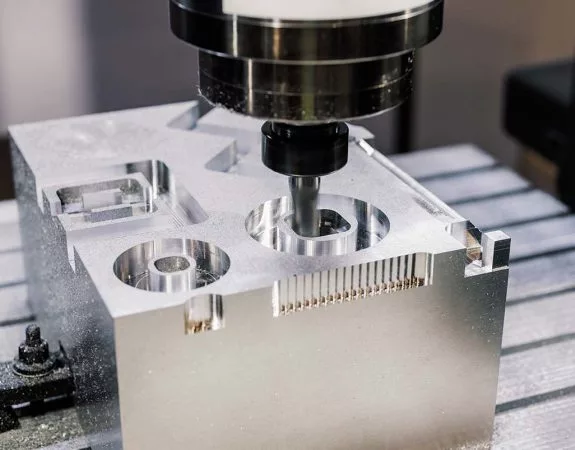
عندما لا يزال الطحن بثلاثة محاور منطقيًا
على الرغم من الضجة حول الآلات متعددة المحاور، يظل الطحن بثلاثة محاور هو العامل الأساسي لمعظم عمليات التصنيع. في عام 2026، لن نتخلى عن الثلاثة محاور؛ بل نستخدمها بشكل أكثر استراتيجية.
بالنسبة للأجزاء التي تتطلب بشكل رئيسي الطحن السطحي، الحفر، أو تحديد المسارات البسيطة ثنائية الأبعاد، توفر آلات الثلاثة محاور الحل الأكثر فعالية من حيث التكلفة. فهي صلبة وموثوقة، وعادةً ما تكون أسعارها أقل في الساعة من نظيراتها متعددة المحاور. إذا سمح التصميم بذلك، فإن الحفاظ على الإنتاج باستخدام إعداد الثلاثة محاور غالبًا ما يكون الخيار الأذكى للحفاظ على انخفاض تكاليف الوحدة.
توسيع استخدام الطحن باستخدام 4 محاور لتقليل الإعدادات

يتم جسر الفجوة بين الطحن القياسي والمعالجة المعقدة بواسطة قدرات 4 محاور. نستخدم بشكل متزايد التوقف عند 4 محاور لمعالجة الأجزاء التي تحتوي على ميزات على عدة جوانب.
- تقليل المناولة: عن طريق إضافة طاولة دوارة، يمكننا تشغيل ثلاثة جوانب من الجزء في خطوة واحدة.
- تحسين الدقة: عدد أقل من عمليات القلب اليدوية يعني فرصة أقل لحدوث أخطاء في المحاذاة.
- إنتاجية أسرع: يقضي المغزل وقتًا أطول في القطع ووقتًا أقل في انتظار قيام المشغل بإعادة تثبيت المادة.
أصبح هذا النهج هو المعيار للمكونات متوسطة التعقيد التي لا تبرر تمامًا تكلفة العمل بخمسة محاور كاملة ولكنها تحتاج إلى كفاءة أفضل مما يمكن أن توفره إعدادات المحاور الثلاثة.
طحن CNC بخمسة محاور كحل للهندسة المعقدة
عند التعامل مع مكونات الفضاء الجوي أو الغرسات الطبية أو الدفاعات المعقدة، لا يمكن للمحاور الثلاثة ببساطة الوصول إلى الهندسة الضرورية. هذا هو المكان الذي نستفيد فيه خدمات التشغيل الآلي باستخدام آلات CNC ذات 5 محاور للتعامل مع الخطوط المعقدة والقطع السفلية التي كانت مستحيلة سابقًا أو تتطلب تركيبات مخصصة باهظة الثمن.
في عام 2026، لم يعد استخدام 5 محاور مخصصًا للأجزاء "المستحيلة" فحسب؛ بل هو أيضًا استراتيجية للدقة. من خلال تشغيل خمسة جوانب من الكتلة في عملية تثبيت واحدة، نحافظ على نظام إحداثيات موحد. هذا يلغي "خطأ التراكم" الذي يحدث عند نقل جزء من أداة تثبيت إلى أخرى، مما يضمن أن الهندسة النهائية مثالية.
استقرار الماكينة والتحكم الحراري والاتساق على المدى الطويل
القدرة على الحفاظ على التسامح في الساعة 8:00 صباحًا والحفاظ على نفس التسامح في الساعة 5:00 مساءً هو ما يحدد الجودة الحديثة. أثناء تشغيل الآلات، يولد الاحتكاك حرارة، مما يتسبب في تمدد المكونات المعدنية قليلاً - وهي ظاهرة تعرف باسم الانجراف الحراري.
لمكافحة ذلك وتقديم أداء ثابت قطع CNC دقيقة، تم تجهيز الآلات الحديثة بأنظمة تعويض حراري متقدمة ومغازل مبردة بالسوائل. كما أننا نعطي الأولوية للآلات ذات القواعد الثقيلة والمستقرة التي تخمد الاهتزازات. هذا الاستقرار ضروري لتشغيل الإنتاج الطويل حيث يمكن أن يؤدي حتى الانحراف ببضعة ميكرونات إلى رفض الأجزاء.
اتجاهات تحسين العمليات في طحن CNC
في عام 2026، نحن لا نقطع المعادن فحسب؛ بل إننا نقلل بشدة من أوجه القصور. يتطلب السوق فترات زمنية أسرع دون التضحية بالجودة، مما يعني أن تحسين العملية لدينا يجب أن يكون حادًا للغاية. نحن نبتعد عن "كيف فعلناها دائمًا" نحو استراتيجيات تصنيع تعتمد على البيانات تزيد من وقت تشغيل المغزل.
تقليل تغييرات الإعداد لتحسين الدقة
أكبر قاتل للدقة في قطع غيار ذات دقة CNC هو تحريك قطعة العمل. في كل مرة يقوم فيها المشغل بفك الجزء لقلبه للعملية التالية، فإننا نقدم خطر تراكم التفاوتات والخطأ البشري. في عام 2026، يركز الاتجاه بشدة على "الانتهاء في مرة واحدة" أو تقليل الإعدادات.
نحن نعطي الأولوية لتصميمات التثبيت وتكوينات الماكينة التي تسمح لنا بضرب 3 إلى 5 جوانب من جزء في تثبيت واحد. يحسن هذا النهج بشكل كبير نتائج الأبعاد الهندسية والتفاوتات (GD&T). من خلال قفل الجزء مرة واحدة، تضمن الهندسة الدقيقة باستخدام CNC عملياتنا أن العلاقة بين الميزات تظل دقيقة، مما يلغي التباين الذي يظهر في التصنيع التقليدي متعدد المراحل.
فوائد الإعدادات المخفضة:
- دقة أعلى: يقضي على أخطاء انحراف البيانات بين العمليات.
- تكلفة عمل أقل: مطلوب تدخل أقل للمشغل لكل قطعة.
- إنتاجية أسرع: تقضي الأجزاء وقتًا أقل في الانتظار على طاولة العمل حتى يتم تثبيتها في الجهاز التالي.
استراتيجيات مسار الأدوات المتقدمة وتحسينات البرمجيات التصنيعية (CAM)
لقد تطورت برامج التصنيع بمساعدة الحاسوب (CAM) الحديثة من توليد رموز بسيطة إلى إدارة عمليات تعتمد على الفيزياء. نحن نستخدم مسارات أدوات ديناميكية تحافظ على تفاعل ثابت للأداة. بدلاً من دفن القطع في زاوية وزيادة الحمل، تتكيف البرمجية مع المسار لتقشير المادة بسلاسة.
لل مشاريع معقدة التصنيع باستخدام الحاسب الآلي المخصص تسمح لنا هذه الاستراتيجيات المتقدمة باستخدام طول الشفرة الكامل للآلة النهائية بدلاً من الطرف فقط. هذا يوزع التآكل بشكل متساوٍ عبر الأداة ويسمح بسرعات تغذية أعلى بشكل كبير مع الحفاظ على انخفاض توليد الحرارة.
- توجيه التروس: يحافظ على حمل الأداة ثابتًا، مما يمنع الكسر.
- التشغيل بالراحة: يستهدف تلقائيًا فقط المادة المتبقية من الأدوات الأكبر حجمًا.
- التحقق من المحاكاة: نكتشف التصادمات رقميًا قبل أن تلمس الأداة الآلة.
موازنة وقت الدورة مع متطلبات التشطيب السطحي
عادةً ما يتعارض السرعة مع الجودة. إذا سرعنا جدًا، يتدهور التشطيب السطحي؛ وإذا سرعنا ببطء، تصبح القطعة مكلفة جدًا. الاتجاه الآن هو “التشطيب الذكي”. نحن لا نطبق معيار التشطيب السطحي نفسه على كامل القطعة إلا إذا كان ذلك ضروريًا. نقوم بتحليل الطباعة لتحديد الميزات التجميلية أو الوظيفية التي تتطلب إحكامًا أو إغلاقًا، وأيها فقط للتفريغ.
نوازن بين هذه المتطلبات من خلال تعديل خطوات التقدم ومعدلات التغذية ديناميكيًا طوال البرنامج.
| نوع الميزة | استراتيجية التشغيل الآلي | تأثير على وقت الدورة | هدف تشطيب السطح |
|---|---|---|---|
| أسطح التزاوج/الإغلاق | خطوة منخفضة، سرعة عالية، تغذية بطيئة | عالية | Ra 32 أو أفضل (ناعم) |
| المظهر الخارجي التجميلي | خطوة متسقة، تمريرة التشطيب | متوسط | الاتساق البصري |
| الفراغات الداخلية/الجيوب | التخشين عالي الكفاءة فقط | منخفضة | وظيفي (Ra 125+) |
| ثقوب ملولبة | التركيب الصلب أو طحن الخيوط | سريع | مواصفات الخيط القياسية |
بتقسيم الجزء بهذه الطريقة، نوفر قطع CNC دقيقة الذي يبدو رائعًا حيثما يكون مهمًا دون إضاعة وقت الآلة على الأسطح التي لن تُرى أبدًا.
توقعات الجودة تعيد تعريف معايير الطحن باستخدام الحاسب الآلي

مع اقتراب عام 2026، يتغير مفهوم الجودة في التصنيع بشكل سريع. لم يعد المشتريون راضين عن الأجزاء التي فقط «تناسب»؛ إنهم يتطلبون مكونات تؤدي بشكل مثالي في بيئات عالية الإجهاد. في MS Machining، نرى اتجاهًا واضحًا حيث أن ضمان الجودة الصارم هو المحرك الرئيسي لاختيار المورد، مما يدفع الصناعة نحو التصنيع بدون عيوب.
تزايد التفاوتات الضيقة في أوامر الإنتاج
تختفي أيام التفاوتات العامة غير المشددة بسرعة. نحن نتعامل بشكل متزايد مع قطع CNC دقيقة التي تتطلب دقة كانت محفوظة سابقًا لصناعة الأدوات المتخصصة. في قطاعات مثل الطيران والأجهزة الطبية، تتضيق التفاوتات القياسية بشكل كبير.
في حين كان مقبولاً في الماضي ± 0.05 مم، فإننا الآن نحافظ بشكل روتيني على تفاوتات تصل إلى +/- 0.005 ملم. يتطلب هذا المستوى من الدقة إعدادات صارمة للآلات وقدرات متقدمة ذات 5 محاور. إن تحقيق هذه المواصفات لا يتعلق فقط بامتلاك المعدات المناسبة؛ بل يتعلق بفهم كيفية تفاعل المواد مثل التيتانيوم و PEEK تحت ضغط القطع. إذا لم يتمكن ورشة عمل من تحقيق هذه الأهداف على مستوى الميكرون باستمرار، فسوف تتخلف عن الركب في سوق 2026.
القياس أثناء العملية والتحكم الأبعاد
إن انتظار نهاية عملية الإنتاج لفحص الأجزاء هو استراتيجية من الماضي. للحفاظ على إنتاجية عالية دون التضحية بالجودة، فإننا ندمج التحكم الأبعاد مباشرة في سير عمل التشغيل الآلي. وهذا يشمل استخدام أدوات التصنيع باستخدام الحاسب الآلي المتقدمة وأنظمة الفحص التي تتحقق من الأبعاد بينما لا يزال الجزء مثبتًا.
إن التزامنا بـ أيزو 9001:2015 تضمن المعايير توثيق كل خطوة والتحكم فيها. من خلال مراقبة الأبعاد الرئيسية في الوقت الفعلي، فإننا نكتشف الانحرافات المحتملة قبل أن تصبح خردة. هذا النهج الاستباقي ضروري للحفاظ على سلامة الأشكال الهندسية المعقدة وضمان أن كل شحنة تلبي المواصفات الدقيقة لبيانات التصميم.
إدارة التكرار في عمليات التشغيل متوسطة وعالية الحجم
إنتاج جزء واحد مثالي هو هندسة؛ إنتاج 10000 جزء مثالي هو تصنيع. التحدي الحقيقي في عام 2026 هو التكرار. مع أسطولنا المكون من أكثر من 50 آلة CNC متطورة التي تعمل على مدار الساعة طوال أيام الأسبوع، فإننا نركز على استقرار العملية لضمان أن الجزء الأول مطابق للجزء الأخير.
لإدارة التكرار في الإنتاج الضخم، فإننا نعتمد على:
- المراقبة الآلية للأداة: اكتشاف التآكل قبل أن يؤثر على أبعاد الجزء.
- الاستقرار الحراري: التحكم في درجة حرارة الورشة لمنع تمدد المواد.
- تثبيت موحد: تقليل تباين الإعداد بين الدفعات.
بالنسبة للمشترين الذين يبحثون عن مصادر قطع غيار ذات دقة CNC بأحجام كبيرة، فإن هذا الاتساق يقلل من مشاكل التجميع ويزيل الحاجة إلى الفحص الوارد في منشأتهم. إن التكرار الموثوق به هو ما يحول ورشة الآلات إلى شريك استراتيجي في سلسلة التوريد.
اتجاهات المواد التي تؤثر على قرارات الطحن باستخدام الحاسب الآلي
مع اقترابنا من عام 2026، أصبح اختيار المواد مهمًا بنفس قدر عملية التشغيل نفسها. نرى تحولًا واضحًا حيث يولي المهندسون الأولوية للمواد التي تقدم خصائص أداء محددة—مثل تقليل الوزن أو مقاومة التآكل الشديدة—على سهولة التشغيل. في شركة MS Machining، نكيف استراتيجياتنا للتعامل مع مجموعة متنوعة من المعادن والبلاستيك، لضمان أن قطع CNC دقيقة نلتزم بمعايير الصناعة الصارمة بغض النظر عن المادة الخام.
زيادة الطلب على الطحن باستخدام الحاسب الآلي للألمنيوم في الأجزاء الهيكلية
لا يزال الألمنيوم الخيار السائد للمكونات الهيكلية خفيفة الوزن، خاصة في قطاعات الروبوتات والطيران. نقوم بمعالجة كميات هائلة من الألمنيوم 6061 و 7075 لأنه يوفر نسبة قوة إلى وزن استثنائية. يتجه الاتجاه نحو إطارات معقدة وكتلية حيث السرعة والجودة النهائية في المقام الأول. تتيح قدراتنا المتخصصة في قطع الألمنيوم باستخدام الحاسب الآلي تشغيل هذه الأجزاء بسرعة عالية، مما يقلل من أوقات الدورة مع الحفاظ على جودة سطح ممتازة.
التشغيل باستخدام الحاسب الآلي للفولاذ المقاوم للصدأ من أجل القوة والمتانة
عندما تكون المقاومة البيئية والنظافة غير قابلة للتفاوض، يكون الفولاذ المقاوم للصدأ هو المادة المفضلة. نرى زيادة في الطلب على الفولاذ المقاوم للصدأ 304 و 316 للأجهزة الطبية ومعدات معالجة الطعام. هذه المواد أكثر صلابة على الأدوات، لكنها توفر العمر الافتراضي المطلوب للتطبيقات الحرجة. من خلال استخدام استراتيجيات أدوات متقدمة، فإن خدمات تشغيل CNC للفولاذ المقاوم للصدأ نضمن أن نتمكن من الحفاظ على التفاوتات الدقيقة دون تشديد المادة، وتقديم أجزاء متينة مقاومة للصدأ والتآكل.
تحديات التيتانيوم والمواد الصعبة المعالجة
يدفع السعي لتحقيق أداء أعلى في عام 2026 إلى اعتماد مواد أكثر صلابة وغريبة. نحن نتعامل مع المزيد من المشاريع التي تشمل:
- التيتانيوم: لتطبيقات الطيران عالية القوة وخفيفة الوزن.
- النحاس والنحاس الأصفر: للتوصيل الكهربائي ومقاومة التآكل.
- البلاستيك الهندسي: بما في ذلك PEEK و POM والتفلون للاستخدامات الصناعية المتخصصة.
يتطلب تشغيل هذه المواد إعدادات صارمة ومعايير قطع متخصصة. آلاتنا ذات الخمس محاور ضرورية هنا، حيث تسمح لنا بالاقتراب من الأشكال المعقدة في هذه المواد الصعبة من زوايا مثالية لتقليل انحراف الأداة.
تآكل الأداة، إدارة الحرارة، واستقرار العملية
العمل مع السبائك الصلبة يولد حرارة كبيرة، والتي تعتبر عدو الدقة. إذا لم يتم إدارة التمدد الحراري، قطع غيار ذات دقة CNC يمكن أن ينحرف عن الحد المسموح به. نواجه ذلك من خلال:
- أنظمة تبريد عالية الضغط لإخراج الحرارة على الفور.
- المراقبة في الوقت الحقيقي عمر الأداة لمنع الكسر أثناء الدورة.
- تثبيت العمل الصلب لتهدئة الاهتزازات أثناء القطع الثقيل.
من خلال التحكم في هذه المتغيرات، نحافظ على معايير التحمل الخاصة بنا والتي تبلغ +/- 0.005 ملم، مما يضمن جودة ثابتة سواء كنا نقوم بتفريز البلاستيك اللين أو الصلب المعالج حرارياً.
اتجاهات تكلفة التفريز باستخدام CNC في 2026
في عام 2026، تتغير هياكل التكاليف بعيدًا عن معدلات الساعة البسيطة نحو نماذج تعتمد على الكفاءة. نرى أن القدرة على زيادة وقت تشغيل المخرطة وتقليل التدخل اليدوي هي العامل الرئيسي في تحديد السعر النهائي لمكوناتك. فهم هذه العوامل يساعدك على وضع ميزانية فعالة لعمليات الإنتاج عالية الجودة.
كيف يؤثر وقت الآلة على تسعير القطعة
لا يزال وقت الآلة المساهم الأكبر في تكلفة قطع غيار ذات دقة CNC. المعادلة بسيطة: كلما استغرقت قطعة زمنًا أطول على الآلة، زادت التكلفة. ومع ذلك، فإن الفارق يكمن في كيف كيفية استخدام ذلك الوقت. قد يكون للأشكال المعقدة التي تتطلب تشغيلًا بخمس محاور معدل ساعة أعلى من العمل القياسي بثلاث محاور، لكنها غالبًا ما تكمل المهمة في إعداد واحد.
نركز على تقليل أوقات الدورة من خلال مسارات أدوات محسنة. باستخدام استراتيجيات التشغيل بسرعة عالية، نزيل المادة بشكل أسرع دون التضحية بالتحمل +/- 0.005 مم التي تتوقعها. إذا تطلب التصميم سطحًا زائدًا أو حفرًا عميقًا، فإن وقت الآلة يرتفع. التوازن بين التعقيد واستراتيجيات التشغيل الفعالة هو المفتاح للحفاظ على التكاليف منخفضة.
كفاءة العمل مقابل استثمار الأتمتة
تكاليف العمالة ترتفع، لكن الأتمتة هي المعادل. في منشأتنا، نستفيد من أسطول يتجاوز 50 آلة CNC متقدمة لموازنة الرقابة البشرية الماهرة مع الإنتاج الآلي. الاتجاه لعام 2026 هو التصنيع بدون إضاءة.
- إنتاج على مدار الساعة طوال الأسبوع: آلاتنا تعمل على مدار الساعة. هذا يقلل من تكلفة التشغيل لكل قطعة لأننا ننتج بينما الأضواء مطفأة.
- تقليل المناولة: مغيرات البالتات الآلية ومغذيات القضبان تعني الحاجة إلى عدد أقل من المشغلين لمراقبة الآلات.
- الرقابة الماهرة: نحن فريق التصنيع يركز على البرمجة ومراقبة الجودة بدلاً من التحميل اليدوي، مما يضمن أن ميزانيتك تدفع مقابل الخبرة، وليس مجرد ضغط الأزرار.
لماذا يقلل التصميم للتصنيع من التكلفة الإجمالية
أكثر الطرق فعالية لخفض التكاليف تحدث قبل أن نقوم حتى بقطع المعدن. التصميم للتصنيع (DFM) يتعلق بتخصيص تصميمك لواقع عملية التشغيل الآلي. إذا قمت بتصميم قطع CNC دقيقة بميزات يصعب الوصول إليها باستخدام الأدوات القياسية، يتعين علينا استخدام أدوات مخصصة أو إعدادات معقدة، مما يزيد من السعر.
نشجع على النظر إلى تصميمك من خلال عيون فني التشغيل الآلي. التغييرات البسيطة، مثل توحيد نصف قطر الزوايا أو تجنب التحملات الضيقة غير الضرورية على الأسطح غير الحرجة، يمكن أن تقلل من وقت الإنتاج بشكل كبير. استغلال معالجة المعادن باستخدام CNC في مرحلة مبكرة من التصميم يسمح لنا باقتراح تعديلات على الهندسة تحافظ على الوظائف مع تقليل ساعات التشغيل الآلي والنفايات من المواد بشكل كبير.
نمذجة CNC للنموذج الأولي مقابل نمذجة CNC للإنتاج
بينما ننظر إلى كيف ستشكل اتجاهات CNC Milling الإنتاج والجودة في عام 2026، فإن الخط الفاصل بين النمذجة الأولية والإنتاج الكامل يصبح واضحًا ولكنه أكثر تكاملًا. في ورشتنا، النهج الذي نتبعه لجزء مفهوم واحد يختلف تمامًا عن كيفية التعامل مع تشغيل يتكون من 10,000 وحدة، حتى لو كان المنتج النهائي يبدو متطابقًا.
الفروق في العمليات بين أجزاء النموذج الأولي والإنتاج
عندما أقوم بتشغيل نموذج أولي، تكون المرونة هي الأهم. الهدف هو الحصول على جزء مادي في يد المهندس بأسرع وقت ممكن للتحقق من التصميم. نستخدم مشابك قياسية، وأدوات متعددة الاستخدامات، وسرعات قطع محافظة لضمان خروج الجزء بشكل صحيح من المرة الأولى دون كسر أداة.
في الإنتاج، يتحول الأولوية إلى الكفاءة والقابلية للتكرار. نقفل كل شيء. نصمم أدوات تثبيت مخصصة لتثبيت عدة أجزاء في وقت واحد ونحسن مسارات الأدوات لتقليل الميلي ثانية. التركيز هو على صنع قطع CNC دقيقة أجزاء متطابقة، جزء بعد جزء، مع تدخل بشري قليل.
الاختلافات الرئيسية نظرة عامة:
| الميزة | طحن النموذج الأولي | طحن الإنتاج |
|---|---|---|
| الهدف الرئيسي | سرعة التسليم وفحص التصميم | الكفاءة في التكاليف والاتساق |
| تثبيت | مكاوي وحدات / فكوك ناعمة | ثوابت مخصصة / منصات تحميل |
| وقت الإعداد | إعداد قصير (إعداد عام) | إعداد طويل (إعداد محسّن) |
| الفحص | التحقق اليدوي 100% | التحكم الإحصائي في العمليات (SPC) |
ما الذي يتغير عند التوسع من حجم منخفض إلى عالي
التحجيم لا يقتصر فقط على تشغيل الآلة لفترة أطول؛ بل يتطلب إعادة تفكير كاملة في استراتيجية التصنيع. عندما ننتقل من حجم منخفض إلى عالي، يجب أن نولي اهتمامًا دقيقًا لأوقات الدورة ومعالجة المواد. تأخير لمدة عشر ثوانٍ في تحميل قطعة لا يهم بالنسبة لخمسة نماذج أولية، لكنه يقتل الربحية في طلب كبير.
نحن غالبًا نتحول إلى مراكز تشغيل أفقية أو أنظمة منصات تلقائية للحفاظ على دوران المغزل أثناء تحميل المشغلين للدفعة التالية. في هذه المرحلة، فهم تفاصيل تكاليف خدمة التشغيل باستخدام الحاسب الآلي ضروري، حيث أن البرمجة المحسنة واختيارات الأدوات تؤثر مباشرة على سعر الوحدة النهائي.
التحكم في انحراف الجودة على مدى دورات إنتاج طويلة
أكبر تحدٍ في عمليات الإنتاج الطويلة هو الاتساق. خلال تشغيل لمدة 20 ساعة، تتعرض الآلات للتوسع الحراري، وتتهالك الأدوات. إذا لم ندير ذلك، تبدأ الأبعاد في الانحراف، و قطع غيار ذات دقة CNC يمكن أن يخرج بسرعة عن نطاق التحمل.
في عام 2026، نعتمد بشكل أكبر على الفحص أثناء العملية والمراقبة الآلية لالتقاط هذه التحولات. من خلال دمج الذكاء الاصطناعي في تشغيل آلات التحكم العددي، يمكننا التنبؤ بعمر الأداة وتصحيح الإزاحات تلقائيًا في الوقت الحقيقي. هذا يضمن أن القطعة الأخيرة على الخط لها نفس الأبعاد تمامًا كالقطعة الأولى، مع الحفاظ على الجودة العالية التي يتوقعها عملاؤنا في مصر دون الحاجة إلى تعديلات يدوية مستمرة.
مدة التسليم واعتبارات سلسلة التوريد
مع النظر نحو 2026، أصبحت مرونة سلسلة التوريد مهمة بنفس قدر عملية التشغيل نفسها. لا يمكننا تجاهل كيف تؤثر اللوجستيات واستراتيجيات التوريد على التسليم النهائي لـ قطع غيار ذات دقة CNC. لم يعد الأمر يقتصر فقط على من يمكنه قطع المعدن بسرعة؛ بل أصبح يتعلق بمن يمكنه ضمان وصول الأجزاء إلى الرصيف عند الحاجة.
مقايضة التصنيع باستخدام الحاسب الآلي المحلي مقابل التصنيع الخارجي
الفجوة بين التصنيع المحلي والخارجي تتغير. كانت في السابق خيارًا بسيطًا: الذهاب محليًا للسرعة أو خارجيًا لقطع الغيار الرخيصة. الآن، نرى أن النهج الهجين يهيمن على السوق اتجاهات التصنيع باستخدام الحاسب الآلي. أصبح المشترون أكثر ذكاءً في حساب التكلفة الإجمالية للوصول بدلاً من مجرد سعر الوحدة.
- المحلات المحلية: نستخدمها للنماذج الأولية السريعة، والمشاريع الحساسة للملكية الفكرية، واحتياجات التحول السريع حيث يجب أن تكون التواصل فوريًا.
- الإنتاج الخارجي: لا يزال الخيار المفضل للتصاميم ذات الحجم الكبير والمستقرة حيث يكون زمن التسليم أقل أهمية من الوصول إلى سعر معين.
- الاستراتيجية الهجينة: العديد من المشترين في مصر الآن يقسمون الطلبات — مع الاحتفاظ بمخزون أمان يتم إنتاجه محليًا لتقليل المخاطر، مع استيراد الحجم الكبير من الخارج.
مخاطر توريد المواد وجدولة الإنتاج
حتى أفضل ورشة تصنيع لا يمكنها قطع الهواء. تظل توفر المواد عائقًا رئيسيًا في دورة الإنتاج. إذا لم نؤمن المخزون الخام مبكرًا، فإن جداول الإنتاج تنهار. هذا صحيح بشكل خاص للدرجات الخاصة من المعادن التي قد تتعرض لتقلبات السوق.
على سبيل المثال، يتطلب تأمين مخزون عالي الجودة لـ قطع غيار الألمنيوم توقع الطلب قبل شهور لضمان السعر والتوافر. علينا دمج أوقات تسليم المواد مباشرة في عرض السعر لتجنب الإفراط في الوعد والتقصير في التسليم.
حجم الدفعات المرن وتخطيط التسليم
تتلاشى أيام الشحنات الكبيرة لمرة واحدة. يفضل المشترون الآن جداول تسليم مرنة لإدارة تكاليف المخزون والتدفق النقدي الخاص بهم. نحن نُعدّ المزيد من الاتفاقيات حول الطلبات الشاملة مع إصدارات متدرجة.
يضمن هذا النهج تدفقًا مستمرًا من قطع CNC دقيقة بدون إغراق مخزن العميل. يسمح لنا بتحسين استغلال الآلات عن طريق تشغيل دفعات أكبر داخليًا مع الاحتفاظ بالمخزون، مما يمنح المشترين المرونة اللازمة للتفاعل مع تغيرات السوق دون عبء المخزون الزائد.
كيف سيقوم المشترون بتقييم موردي الطحن باستخدام CNC في عام 2026
مع اقترابنا من عام 2026، تتطلع فرق الشراء إلى ما هو أبعد من السعر النهائي فقط. يتحول التركيز بشكل كبير نحو الاعتمادية الشاملة والتنوع الفني. يقوم المشترون بفحص الموردين بناءً على قدرتهم على التكيف مع متطلبات السوق المتغيرة دون التضحية بالجودة أو السرعة.
قدرة العملية وتوافق المعدات
أول شيء يقيمه المشترون هو ما إذا كانت الورشة تمتلك الأجهزة الفعلية لدعم وعودها. في عام 2026، يحتاج المورد إلى أسطول متنوع للتعامل مع التعقيدات المختلفة. نحن نعمل بأكثر من 50 آلة CNC متقدمة، تغطي كل شيء من العمل ثلاثي المحاور القياسي إلى الطحن المعقد بخمسة محاور والتشغيل على المخرطة السويسرية.
يبحث المشترون بشكل خاص عن الورش التي يمكنها الإنتاج قطع غيار الدقة باستخدام CNC دون الحاجة إلى الاستعانة بمصادر خارجية للعمليات. يجب أن تتطابق المعدات مع هندسة القطعة. إذا حاول مورد فرض مكون جوي معقد على آلة ثلاثية المحاور الأساسية، فإن الكفاءة والدقة تنخفض. نضمن استخدام الآلة المناسبة لكل مهمة، مع الحفاظ على التسامح بدقة تصل إلى +/- 0.005 مم.
التواصل الهندسي وسرعة الاستجابة
السرعة هي عملة التصنيع الحديثة. بحلول عام 2026، سيكون الانتظار ثلاثة أيام للحصول على عرض سعر غير مقبول. لقد قمنا بتبسيط نظام التسعير الخاص بنا لتقديم الردود خلال 24 ساعة. يفضل المشترون الموردين الذين لا يرسلون فقط سعرًا، بل يقدمون أيضًا ردود فعل فورية حول جدوى التصميم.
التواصل الفعال يعني اكتشاف المشكلات المحتملة قبل بدء الإنتاج. يتصرف المورد القوي كشريك، بمراجعة ملفات CAD من حيث قابلية التصنيع لمنع التأخيرات المكلفة لاحقًا.
التحكم في المخاطر من خلال عمليات تشغيل مستقرة
استقرار سلسلة التوريد هو عامل ضخم في تقييم الموردين. يحتاج المشترون إلى معرفة أن الجزء رقم 1000 سيكون مطابقًا للجزء الأول. نخفف المخاطر من خلال نظام إدارة الجودة المعتمد ISO 9001:2015 وخبرتنا التي تزيد عن 15 عامًا في الصناعة.
الاعتمادية تأتي من السيطرة المستمرة على العمليات. ويشمل ذلك:
- التحقق من المادة: ضمان أن المواد الخام تلبي المواصفات (الألمنيوم 6061، التيتانيوم، PEEK، وغيرها).
- فحص أثناء العملية: فحص الأبعاد أثناء الحفر باستخدام CNC العملية، وليس فقط عند الانتهاء.
- إنتاج على مدار الساعة طوال الأسبوع: تشغيل ورديات “مطفأة الأضواء” لمواجهة ضغوط زمن التسليم.
سيتجه المشترون في عام 2026 نحو الموردين الذين يمكنهم إثبات هذا المستوى من الاستقرار، لضمان عدم توقف خطوط إنتاجهم بسبب مشكلة جودة من قبل المورد.
إعداد استراتيجيات الطحن باستخدام CNC للسنوات القادمة
مع اقترابنا من عام 2026، النجاح في التصنيع لا يتعلق فقط بامتلاك أسرع الآلات؛ بل يتعلق بوضع استراتيجية ذكية. نرى تحولًا حيث أن تخطيط العملية أصبح بنفس أهمية قطع المعدن. للبقاء في المنافسة، علينا النظر إلى الصورة الأكبر حول كيفية التعامل قطع غيار ذات دقة CNC من الرسم الأولي إلى التسليم النهائي.
اختيار النهج الصحيح للطحن لتعقيد القطعة
ليس كل قطعة تحتاج إلى أغلى آلة في المصنع. المفتاح للكفاءة في السنوات القادمة هو مطابقة تعقيد التصميم مع المعدات المناسبة على الفور. الإفراط في معالجة الأجزاء البسيطة على آلات متقدمة يضيع المال، بينما التقليل من تقدير الهندسة المعقدة يؤدي إلى فشل الجودة.
للأجزاء المعقدة ذات التحملات الهندسية الضيقة، استخدام استراتيجيات الطحن بخمس محاور يسمح لنا بضرب جميع الميزات في إعداد واحد، مما يلغي الأخطاء الناتجة عن إعادة التثبيت. ومع ذلك، بالنسبة للأجزاء المسطحة والمكعبة، يظل إعداد ثلاثي المحاور القوي هو الخيار الأكثر تكلفة. الهدف هو أن تحدد هندسة القطعة التكنولوجيا، وليس العكس.
مواءمة التكلفة والجودة وحجم الإنتاج
موازنة الميزانية مع توقعات الجودة هي أقدم تحديات التصنيع، لكن الأدوات لإدارتها تتغير. في عام 2026، نتطلع إلى قرارات تعتمد على البيانات لمواءمة هذه العوامل. تتطلب عمليات الإنتاج ذات الحجم الكبير استثمارًا كبيرًا في أتمتة الأدوات لتقليل تكاليف كل قطعة، بينما تفضل النماذج الأولية ذات الحجم المنخفض السرعة والمرونة على كفاءة دورة العمل.
للحفاظ على هذا التوازن، نعتمد على حلول هندسة التحكم الرقمي الشاملة التي تحلل سير العمل الإنتاجي بالكامل قبل أن تلمس الأداة المادة. هذا يضمن أننا لا نصنع فقط قطع CNC دقيقة بسرعة، ولكن أيضًا بسعر يتناسب مع استراتيجيتك السوقية.
بناء عمليات طحن CNC مستدامة
الاستدامة في التشغيل الآلي غالبًا ما يُساء فهمها. ليست مجرد إعادة تدوير الرقائق؛ بل هي بناء عملية مستقرة ومتكررة وقابلة للاقتصاد على المدى الطويل. العملية “المستدامة” هي التي تنتج نفس النتيجة صباح الاثنين كما تفعل بعد ظهر الجمعة دون تدخل مستمر من المشغل.
العوامل الرئيسية للمعالجة المستدامة تشمل:
- إدارة عمر الأداة: التنبؤ بالتآكل لتجنب الفشل أثناء القطع.
- تثبيت العمل الموحد: تقليل تباين الإعداد بين الدفعات.
- تقليل المخلفات: التركيز على نسبة الإنتاج الأولى بدلاً من فحص الجودة في مراحل لاحقة.
من خلال التركيز على استقرار العملية، نقلل من الفاقد — سواء في المادة أو الوقت — لضمان بقاء سلسلة التوريد الخاصة بك موثوقة بغض النظر عن تقلبات السوق.