هل أنت محتار بين قولبة الحقن للنماذج الأولية مقابل التصنيع باستخدام الحاسب الآلي لمشروعك القادم؟
اتخاذ القرار الخاطئ هنا لا يؤخر جدولك الزمني فحسب، بل يمكن أن يستنزف ميزانيتك قبل أن تبدأ الإنتاج.
بصفتنا شريكًا تصنيعيًا يتعامل مع مشاريع الفضاء و الصناعة الطبية معقدة، نرى فرق الهندسة تكافح مع هذا القرار يوميًا. الحقيقة هي أنه لا توجد عملية \ وحجم التفاوتات, والتفاوتاتومرحلة التطوير المحددة.
في هذا الدليل، ستحصل على تحليل موضوعي ومباشر لهاتين الطريقتين السريعتين لعمل النماذج الأولية. سنغطي مقارنات التكلفة، التصميم من أجل قابلية التصنيع (DFM)، وكيفية تحديد نقطة التعادل لمشروعك.
بالضبط.
هيا بنا نتعمق.
فهم العمليات: الطرح مقابل التشكيل الطريقتين السريعتين لعمل النماذج الأولية في MS Machining، نتعامل مع تطوير المنتج من خلال التمييز أولاً بين فلسفتين تصنيعيتين أساسيتين: الطرح والتشكيل. اختيار المسار الصحيح مبكرًا يمنع التأخيرات المكلفة ويضمن أن
تتوافق مع أهداف الإنتاج النهائية.

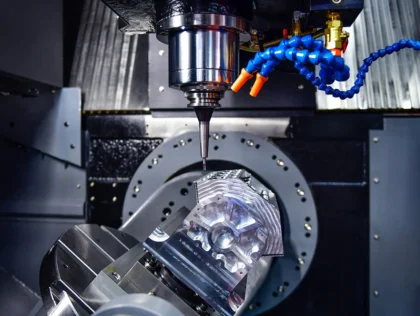
نحن نرى نموذج أولي للقطع باستخدام CNC الإنتاج كعملية كشف. يبدأ بكتلة صلبة من المادة—عادةً فولاذ، سبيكة الألمنيوم، أو فولاذ مقاوم للصدأ—نستخدم أدوات عالية الدقة لنحت الفائض. باستخدام مراكز التشغيل ذات المحاور الأربعة والخمسة، يمكننا تحقيق أشكال معقدة عن طريق إزالة المادة طبقة تلو الأخرى. هذه الطريقة تعتمد على الإزالة فقط، مما يعني أن الجزء النهائي يُقطع مباشرة من المادة الخام دون الحاجة إلى قوالب.
نموذج حقن القوالب (تكويني)

على العكس، قولبة حقن النموذج الأولي (بما في ذلك حقن المعادن وصب القوالب) هو عملية تكوينية. يتضمن ذلك إنشاء تجويف—غالبًا باستخدام أدوات سريعة مصنوعة من الألمنيوم أو الفولاذ اللين—وحقن المادة المنصهرة لتشكيل الجزء. تبني هذه الطريقة المكون بشكل نهائي بدلاً من قطعه.
مقارنة القوى الرئيسية
عندما نقدم نصائح للعملاء حول اختيار عملية التصنيع، نركز على هذه الفروقات الأساسية:
- التشغيل باستخدام آلات CNC: يتطلب لا استثمار مسبق في الأدوات، مما يسمح لنا ببدء قطع الأجزاء على الفور. يوفر مرونة مذهلة في تغييرات التصميم.
- حقن القوالب: يوفر أجزاءً ذات خصائص تشبه الإنتاج وبنى حبيبية متسقة. على الرغم من أنه يتطلب إنشاء أدوات مبدئية، إلا أنه يوفر تمثيلًا واقعيًا للمكونات النهائية ذات الإنتاج الكمي.
مقارنة مباشرة: المقايضات
الاختيار بين نموذج أولي للقطع باستخدام CNC سير العمل وحقن القوالب ليست مجرد تفضيل؛ إنها توازن بين السرعة، الميزانية، والمتطلبات الفيزيائية. في شركة MS Machining، نرى كيف تؤثر هاتان الطريقتان المميزتان الطريقتين السريعتين لعمل النماذج الأولية على دورات تطوير المنتج يوميًا. إليك كيف يقارن كل منهما بالآخر.
تحليل زمن التنفيذ
الوقت غالبًا ما يكون أكبر قيد في التطوير. التصنيع باستخدام الحاسب الآلي هو الفائز الواضح للسرعة. نظرًا لأنه عملية طرح، يمكننا أخذ ملف CAD وبدء قطع المادة تقريبًا على الفور. للمشاريع العاجلة، يمكننا تسليم أجزاء معدنية وظيفية في غضون أيام.
على العكس، قولبة حقن النموذج الأولي يتطلب إنشاء قالب قبل إنتاج قطعة واحدة. حتى مع الأدوات السريعة باستخدام الألمنيوم أو الصلب اللين، عادةً ما يستغرق الإعداد من 1 إلى 6 أسابيع حسب التعقيد. إذا كنت بحاجة إلى أجزاء الأسبوع المقبل للوفاء بموعد نهائي، فإن التشغيل الآلي هو الخيار الوحيد القابل للتنفيذ.
تحليل التكاليف: التكاليف المسبقة مقابل كل قطعة
القرار المالي غالبًا ما يعتمد على الحجم.
- التشغيل باستخدام آلات CNC: يحتوي على تكاليف مقدمة منخفضة جدًا لأنه لا يوجد قالب للبناء. ومع ذلك، فإن وقت الآلة والعمالة المطلوبة لكل وحدة يحافظ على ارتفاع تكلفة كل قطعة وثباتها نسبيًا، بغض النظر عن الكمية.
- حقن القوالب: يتطلب استثمارًا أوليًا كبيرًا للأدوات. ومع ذلك، بمجرد صنع الأداة، ينخفض سعر الوحدة بشكل كبير. هذا يجعله مثاليًا لـ التصنيع بكميات منخفضة بمجرد تجاوز حد معين للكمية.
التحملات الدقيقة والدقة الممكنة
عندما يكون التشغيل الآلي بدقة عالية غير قابل للتفاوض، فإن CNC يتفوق. يمكن لمراكز الدقة لدينا عادةً الحفاظ على تحملات ±0.001″ (0.025مم) أو أفضل، مما يضمن توافقًا دقيقًا للتجميعات المعقدة. عادةً ما تكون القوالب تحملات أوسع (±0.003″–0.005″) بسبب انكماش المادة أثناء التبريد. للمكونات ذات الدقة العالية، نوصي غالبًا بالالتزام بالتشغيل الآلي أو استخدام عمليات بعد التشغيل على الأجزاء المصبوبة.
وفاء المادة والتشطيب
يحافظ التشغيل الآلي باستخدام CNC على السلامة الهيكلية للمادة الأصلية. سواء كنا نعمل مع الصلب أو نوفر خدمات تشغيل سبائك CNC، يظل بنية الحبوب متسقة، مما يوفر قوة متوقعة. يتضمن قولبة الحقن إذابة المادة وإعادة تصلبها، مما قد يسبب خطوط تدفق، علامات غوص، أو إجهادات داخلية إذا لم يتم تحسين التصميم.
مصفوفة المقارنة السريعة
| الميزة | تتوافق مع أهداف الإنتاج النهائية. | نموذج حقن القوالب (تكويني) |
|---|---|---|
| مدة التنفيذ | سريع (أيام) | أبطأ (1–6 أسابيع) |
| التكلفة المسبقة | منخفض (البرمجة والإعداد فقط) | مرتفع (يتطلب استثمارًا في الأدوات) |
| تكلفة الجزء الواحد | مرتفع (يستغرق وقتًا طويلاً) | منخفض (أوقات دورة سريعة) |
| التحملات | ضيق (±0.001 بوصة) | قياسي (±0.003–0.005 بوصة) |
| الحجم المثالي | 1-100 قطعة | 100-5000+ قطعة |
| تشطيب السطح | علامات تشغيل (قابلة للتنعيم) | ناعم (يعتمد على تلميع القالب) |
الخلاصة الرئيسية: إذا كنت في مرحلة التصميم المبكرة بكميات منخفضة، فإن مقارنة تكلفة التصنيع باستخدام الحاسب الآلي مقابل القولبة بالحقن تفضل بشدة التشغيل الآلي. بمجرد تجميد التصميم وزيادة الأحجام، يبدأ الاستثمار في أدوات القولبة في تحقيق عوائد.
متى تختار التصنيع باستخدام الحاسب الآلي

في MS Machining، نوصي بالتصنيع باستخدام الحاسب الآلي كخيار أساسي خلال المراحل المبكرة من تطوير المنتج. عندما يكون تصميمك لا يزال قيد التطور، توفر عملية الطرح مرونة لا مثيل لها. على عكس القولبة، التي تتطلب تصنيع أدوات باهظة الثمن، فإن نموذج أولي للقطع باستخدام CNC تبدأ بكتلة صلبة من المواد وتقطع الزائد. يتيح لنا ذلك تعديل ملف CAD وإنتاج جزء منقح على الفور، مما يجعله أحد أكثر الطريقتين السريعتين لعمل النماذج الأولية المتاحة.
السيناريوهات المثالية للتصنيع بالتقنية المخصومة
نجد أن التشغيل باستخدام CNC يحقق أفضل عائد على الاستثمار عندما تكون أحجام الإنتاج منخفضة—عادة بين وحدة واحدة و100 وحدة. عند هذا الحجم، لا يمكن استهلاك تكلفة قطع قالب للحقن أو الصب بشكل فعال. يلغي CNC تكاليف الأدوات المسبقة، مما يسمح لك بتوجيه ميزانيتك نحو تحسين التصميم بدلاً من دفع تكاليف القوالب التي قد تصبح قديمة بعد تعديل واحد.
بالنسبة للمشاريع التي تتطلب أشكالًا معقدة أو ميزات متعددة الجوانب، فإن خدمات التصنيع باستخدام الحاسب ذات 4 محاور توفر القدرة على إنتاج أجزاء معقدة دون القيود التصميمية التي غالبًا ما تفرضها عملية القالب، مثل زوايا الانحدار أو سمك الجدار الموحد.
قائمة التحقق من القرار: CNC مقابل القوالب
استخدم الجدول أدناه لتحديد ما إذا كان مشروعك يتوافق مع نقاط قوة التشغيل باستخدام CNC:
| عامل | لماذا تختار التشغيل باستخدام CNC؟ |
|---|---|
| الحجم | الأفضل لـ التصنيع بكميات منخفضة (1–100 قطعة). |
| التحملات | يحقق تحكمًا دقيقًا جدًا في الأبعاد (±0.001″) يتفوق على معظم عمليات القوالب القياسية. |
| المادة | يستخدم مواد ذات جودة إنتاج (ألمنيوم، فولاذ، ستانلس ستيل) لأجزاء معدنية وظيفية بالكامل. |
| مدة التنفيذ | أسرع وقت إنجاز (أيام) لأنه لا يوجد تأخير في إعداد الأدوات. |
| المخاطر | مخاطر مالية منخفضة؛ لا رأس مال مربوط في الأدوات الصلبة خلال الطلب السوقي غير المؤكد. |
تخفيف المخاطر في تطوير المنتج
اختيار التشغيل باستخدام CNC يعمل كشبكة أمان عندما يكون الطلب السوقي غير مؤكد. من خلال إنتاج دفعة صغيرة من الأجزاء عالية الدقة، يمكنك إجراء اختبارات وظيفية والتحقق من السوق قبل الالتزام بالاستثمار الكبير في قولبة حقن المعادن (MIM) أو أدوات الصب. يضمن هذا النهج أنه عند الانتقال إلى الإنتاج الضخم، يكون تصميمك مجمدًا، ومختبرًا، ومحسنًا للتصنيع.
متى تختار القالب التجريبي للحقن

في MS Machining، نوصي بالانتقال إلى قولبة حقن النموذج الأولي—خصيصًا عمليات مثل حقن المعدن (MIM) أو الصب—عندما يتجاوز مشروعك المرحلة الأولية للفكرة ويحتاج إلى اختبار يشبه الإنتاج الفعلي. هذه العملية هي الحل الأمثل لـ التصنيع بكميات منخفضة حيث تحتاج إلى التحقق من صحة عملية التصنيع نفسها، وليس فقط شكل الجزء. على عكس التصنيع باستخدام الحاسب الآلي (CNC)، الذي يزيل المواد، يضمن القولبة أن النماذج الأولية الخاصة بك تعرض خطوط التدفق الدقيقة، وبنية الحبوب، والخصائص الفيزيائية للمكون المنتج بكميات كبيرة النهائي.
ننصح العملاء عادةً بالانتقال إلى القولبة عندما تصل الكميات إلى من 100 إلى 5000+ قطعة في هذا النطاق. عند هذا الحجم، تنقلب الجدوى الاقتصادية؛ يتم استهلاك التكلفة الأولية لإنشاء قالب عبر الدفعة، مما يقلل بشكل كبير من سعر الوحدة مقارنة بتصنيع كل جزء على حدة. تعمل هذه الطريقة أيضًا كـ جسر إلى الإنتاج الكامل، مما يسمح لك باستخدام أدوات من الألومنيوم أو الفولاذ الطري للحصول على الأجزاء بشكل أسرع وأرخص بينما يتم قطع قوالب الإنتاج الصلبة.
معايير القرار للتحول إلى القولبة
| عامل | لماذا تختار القولبة؟ |
|---|---|
| الحجم | مثالي لـ كميات متوسطة (100-5000+) حيث تبرر الوفورات في الجزء الواحد تكاليف الأدوات. |
| التعقيد | الأفضل للأجزاء ذات التفاصيل المعقدة أو الجدران الرقيقة أو الأشكال الهندسية الداخلية التي يصعب على خدمات التصنيع باستخدام الحاسب الآلي الوصول إليها. |
| الاتساق | يضمن سلوكًا وأبعادًا متطابقة للمواد عبر آلاف الوحدات. |
| تشطيب السطح | يحقق تركيبات وتشطيبات محددة مباشرة من القالب مع الحد الأدنى من المعالجة اللاحقة. |
بالنسبة للأجزاء التي تتطلب مكونات معدنية عالية الدقة، فإن قولبة حقن المعادن (MIM) قدراتنا تسمح بأشكال هندسية معقدة قد يكون تصنيعها مكلفًا للغاية. ومع ذلك، ضع في اعتبارك أن الأجزاء المقولبة غالبًا ما تتطلب عمليات ثانوية لتلبية التفاوتات الدقيقة. نستخدم بشكل متكرر المعالجة اللاحقة للأجزاء المصبوبة والمقولبة لضمان أن الأبعاد الحرجة النهائية تلبي المعايير الصارمة التي تتطلبها صناعات مثل الفضاء والطيران والطب.
نقطة التعادل في الحجم: إجراء الانتقال
قرار متى تنتقل من التشغيل إلى القولبة هو أحد أهم القرارات المالية في تطوير المنتج. عادةً ما نرى أن نقطة التعادل في الحجم تقع بين 500 و 5000 وحدة، اعتمادًا بشكل كبير على هندسة ومواد الجزء. بالنسبة لـ التصنيع بكميات منخفضة, يظل التشغيل باستخدام CNC هو الأفضل من حيث الكفاءة لأنه يتجنب الاستثمار الكبير المسبق في الأدوات. ومع ذلك، مع زيادة كمية الطلب، يبدأ انخفاض تكلفة الوحدة في القولبة في تجاوز تلك النفقات الأولية للأدوات.
العوامل المؤثرة على الانتقال
اللحظة الدقيقة للانتقال ليست فقط حول الكمية؛ بل تعتمد على متغيرات المشروع المحددة. في MS Machining، نقوم بتحليل عدة عوامل رئيسية لمساعدتك على اتخاذ القرار الصحيح اختيار عملية التصنيع:
- تعقيد الجزء: الأجزاء المعقدة التي تتطلب عملًا مكثفًا باستخدام 5 محاور تكون مكلفة جدًا في التشغيل بشكل فردي. التعامل مع التعقيد في القولبة لا يضيف وقت دورة كبير.
- صلابة المادة: المواد الأكثر صلابة مثل الفولاذ المقاوم للصدأ تستغرق وقتًا أطول للقطع، مما يجعل الانتقال إلى قولبة الحقن المعدني (MIM) أو الصب بالقالب خيارًا ممكنًا عند أحجام أقل.
- حجم الجزء: الأجزاء الأكبر تتطلب قوالب ضخمة، مما يدفع نقطة التعادل إلى الأعلى. الأجزاء الصغيرة غالبًا ما تبرر الأدوات في وقت أقرب.
- استقرار التصميم: إذا كان التصميم لا يزال في حالة تغير، فابقَ على التشغيل. تعديل قالب من الصلب أكثر تكلفة بكثير من تحديث ملف CAD.
استراتيجيات هجينة وتحليل التكاليف
نهج ذكي لتقليل المخاطر هو استراتيجية هجينة. غالبًا ما نقترح البدء بـ تصنيع تشغيل CNC للطبعة التجريبية الأولية من 100 إلى 500 وحدة. هذا يسمح لك بإدخال أجزاء معدنية وظيفية إلى السوق أو خط التجميع على الفور مع التحقق من صحة التصميم. بمجرد تثبيت التصميم وإثبات الطلب، ننتقل إلى الأدوات الصلبة للإنتاج الضخم.
عند حساب التكلفة الإجمالية للملكية، انظر إلى ما هو أبعد من سعر الوحدة. يجب أن تأخذ في الاعتبار مخاطر إعادة العمل. إذا قمت بقص قالب مبكرًا وفشل التصميم في الاختبار، فإن تكلفة إعادة الأدوات يمكن أن تدمر ميزانيتك. استخدام CNC كجسر يضمن أنه عندما تتخذ قرار الانتقال إلى القولبة، يكون استثمارك آمنًا.
اعتبارات التصميم للانتقال السلس (DFM)
الانتقال من نموذج أولي machined إلى قطعة مصبوبة بكميات كبيرة ليس عملية نسخ ولصق بسيطة دائمًا. في MS Machining، نرى غالبًا تصاميم تعمل بشكل مثالي على مراكز CNC ذات الخمس محاور ولكن تواجه عقبات كبيرة عند الانتقال إلى حقن المعادن (MIM) أو الصب بالقوالب. تطبيق التصميم للتصنيع (DFM) المبادئ مبكرًا في دورة تطوير المنتج والتصنيع يوفر وقتًا كبيرًا وتكاليف إعادة الهندسة.
تحسين التصاميم للتوسع
بينما نماذج أولية من التصنيع باستخدام CNC تتيح حرية هندسية مذهلة، إلا أن عمليات التشكيل تتطلب الالتزام الصارم بفيزياء تدفق المادة والإخراج. لضمان تصعيد سلس، يوصي فريق الهندسة لدينا بمعالجة هذه العوامل خلال مرحلة التصميم الأولية:
- زوايا السحب: أدوات CNC تقطع بشكل عمودي، مما يعني أن الجدران يمكن أن تكون مستقيمة تمامًا. ومع ذلك، تتطلب القطع المصبوبة ميلًا بسيطًا (السحب) لإطلاقها من الأداة. إضافة زوايا السحب مبكرًا يمنع إعادة التصميم لاحقًا.
- سمك الجدار الموحد: يمكن لآلة CNC نحت الأقسام السميكة والرفيعة بشكل عشوائي. في التشكيل، تؤدي الجدران غير المتساوية إلى عدم اتساق التبريد وظهور عيوب. استهدف سمكًا موحدًا لتجنب علامات الانكماش والتشوه.
- القطع تحت الحواف: آلاتنا ذات الخمس محاور تتعامل مع القطع تحت الحواف بسهولة، ولكن في التشكيل، تتطلب هذه الميزات سلايدرات ورافعات معقدة، مما يزيد من تكاليف القوالب. بسط الهندسة قدر الإمكان لتقليل تعقيد القالب.
- نطاقات الزوايا: الزوايا الداخلية الحادة سهلة لبعض عمليات التشغيل، لكنها تسبب تركيزات إجهاد ومشاكل في التدفق في التشكيل. إضافة نطاقات واسعة يحسن تدفق المادة وقوة الجزء.
ضمان أن يحافظ تصميمك على معايير جودة الصب الفولاذ المقاوم للصدأ و CNC خلال هذا الانتقال أمر حاسم للأداء الوظيفي. من خلال توقع هذه القيود، نساعدك على سد الفجوة بين نموذج أولي وظيفي ومكون جاهز للإنتاج دون التضحية بالجودة.
التطبيقات الواقعية وأمثلة الصناعة
عندما تكون عميقًا في تطوير المنتج والتصنيع، بالنظر إلى كيفية تطور هذه العمليات في الميدان، يصبح الاختيار أكثر وضوحًا. نرى أنماطًا مميزة في كيفية نشر المهندسين نموذج أولي للقطع باستخدام CNC الاستراتيجيات مقابل تشكيل الحلول عبر الصناعات ذات المخاطر العالية.
الأجهزة الطبية: الدقة مقابل الحجم
في القطاع الطبي، تملي العملية الأهمية القصوى للتطبيق وحجمه.
- التشغيل باستخدام آلات CNC: مناسبة بشكل مثالي لـ الغرسات المخصصة والأدوات الجراحية حيث التفاوتات الضيقة (±0.001 بوصة) غير قابلة للتفاوض. نستخدم بشكل متكرر خدمات التصنيع الدقيق باستخدام CNC للمكونات عالية الدقة مثل أجهزة تحليل غازات الدم، حيث تكون موثوقية المخزون المعدني الصلب ذات أهمية قصوى.
- حقن القوالب: الحل الأمثل للمواد الاستهلاكية ذات الحجم الكبير أو مكونات العلب القياسية بمجرد تجميد التصميم.
الفضاء الجوي والسيارات: السلامة الهيكلية
متطلبات الطريقتين السريعتين لعمل النماذج الأولية في مجال الفضاء الجوي تختلف اختلافًا كبيرًا عن السلع الاستهلاكية.
- النماذج الهيكلية: يعتمد المهندسون على التصنيع باستخدام الحاسب الآلي لقطع الأجزاء من كتل صلبة من الألومنيوم أو التيتانيوم لاختبار السلامة الهيكلية تحت الأحمال الحقيقية.
- مكونات خفيفة الوزن: بالنسبة للتجميعات المعقدة التي تتطلب خصائص مادية متسقة، فإننا نستفيد من خبرتنا كـ شركة تصنيع مكونات الطيران باستخدام الحاسب الآلي لتقديم أجزاء مصنعة باستخدام الحاسب الآلي بخمسة محاور تلبي معايير الدفاع والفضاء الصارمة.
ضمان الجودة في التجميعات المعقدة
سواء كان نموذجًا أوليًا لمرة واحدة أو تشغيلًا لـ 5000 وحدة، فإن مراقبة الجودة هي العمود الفقري لعملياتنا. يستخدم مرفقنا خط فحص الجودة ثلاثي الطبقات, مع ضمان أن كل جزء مصنوع أو مصبوب يلتزم بالمواصفات الدقيقة المطلوبة لـ التصنيع بكميات منخفضة. هذا المستوى من التدقيق ضروري عند الانتقال من نموذج وظيفي إلى منتج جاهز للسوق النهائي.
الأسئلة الشائعة: التصنيع باستخدام الحاسب مقابل الحقن للصناعات النموذجية
هل التصنيع باستخدام الحاسب دائمًا أرخص من الحقن للنماذج الأولية؟
بالنسبة للكميات الصغيرة، الجواب هو غالبًا نعم. نظرًا لأن نموذج أولي للقطع باستخدام CNC الإنتاج هو عملية تقليلية، لا نحتاج إلى استثمار الوقت والمال في بناء قالب مسبقًا. أنت تدفع مقابل المادة ووقت الآلة. إذا كنت بحاجة فقط إلى 1 إلى 50 قطعة لاختبار الملاءمة والوظيفة، فإن التصنيع باستخدام الحاسب هو الخيار الأكثر توفيرًا من حيث التكلفة. قولبة حقن النماذج الأولية يصبح أرخص فقط عندما يزيد الحجم بما يكفي لتحمل التكلفة العالية للأدوات المعدنية عبر آلاف الوحدات.
هل يمكنني استخدام نفس ملف CAD ثلاثي الأبعاد لكل من التصنيع باستخدام الحاسب والحقن؟
يمكنك استخدام نفس الملف الأساسي، لكن من المحتمل أن تحتاج إلى إجراء تعديلات لـ اختيار عملية التصنيع. يمكن لـ تجليخ CNC للمكونات المعقدة التعامل مع النقاط المنخفضة والزوايا الحادة التي يصعب أو يكلف تصبيها بشكل كبير. وعلى العكس، إذا قمت بالتحول إلى التصنيع، يجب تحديث التصميم ليشمل زوايا السحب (حتى يخرج الجزء من القالب) وضمان سمك جدار موحد لمنع علامات الانكماش. من الذكاء تصميم المنتج مع طريقة الإنتاج النهائية في الاعتبار، لكن غالبًا ما يظل ملف النموذج الأولي مختلفًا قليلاً.
كم عدد الأجزاء التي أحتاجها لجعل الحقن مجديًا من حيث التكلفة؟
نقطة التعادل عادةً تقع بين 100 و 500 وحدة، اعتمادًا على تعقيد الجزء والمادة. بالنسبة لـ التصنيع بكميات منخفضة أقل من هذا الحد، يوفر التصنيع باستخدام الحاسب قيمة ومرونة أفضل. بمجرد أن تتجاوز المئات أو الآلاف، ينخفض تكلفة الوحدة من الحقن بشكل كبير، مما يجعله الخيار الأفضل للتوسع.
أي عملية أسرع لطلب نموذج أولي عاجل؟
التصنيع باستخدام الحاسب هو الرائد في السرعة للحصول على الأجزاء الأولى في يدك. لأنه لا حاجة لصنع قالب، يمكننا تحميل بيانات CAD الخاصة بك إلى ماكينة سي إن سي ذات 4 محاور والبدء في قطع المادة تقريبًا على الفور. يتطلب الحقن وقتًا قياديًا من عدة أسابيع فقط لتصنيع الأدوات قبل أن يتم إنتاج جزء واحد. إذا كانت السرعة هي أولويتك لنموذج المفهوم، فإن التصنيع باستخدام الحاسب هو الخيار الأفضل.